
فہرست کا خانہ
اپنے Ender 3/Pro یا V2 پر نوزل کو تبدیل کرنے کا طریقہ سیکھنا 3D پرنٹنگ کا ایک اہم حصہ ہے، خاص طور پر اگر آپ پرنٹنگ میں ناکامی یا خامیوں کا سامنا کر رہے ہوں۔ یہ مضمون آپ کو اس عمل میں آسانی سے لے جائے گا۔
بھی دیکھو: اسکرٹس بمقابلہ برمس بمقابلہ رافٹس – ایک فوری 3D پرنٹنگ گائیڈکیسے ہٹائیں اور آپ کے Ender 3/Pro/V2 پر نوزل کو تبدیل کریں
یہ سیکشن آپ کے Ender 3 3D پرنٹر پر نوزل کو ہٹانے، تبدیل کرنے یا تبدیل کرنے کے تمام معمولی پہلوؤں سے گزرے گا۔ اگرچہ اس پر صرف Ender 3 کا لیبل لگایا گیا ہے، آپ تقریباً تمام قسم کے 3D پرنٹرز پر اسی طریقہ کار پر عمل کر سکتے ہیں کیونکہ اس عمل میں کم سے کم یا کوئی تغیر نہیں ہوگا۔
اس بات کو یقینی بنائیں کہ آپ نوزل کو نہ کھولیں۔ جب کہ یہ ٹھنڈا ہے کیونکہ یہ بڑے نقصانات اور مسائل کا باعث بن سکتا ہے اور نوزل، ہیٹر بلاک اور بعض اوقات پورے ہاٹ اینڈ کو بھی برباد کر سکتا ہے۔
- تمام ضروری آلات اور آلات اکٹھا کریں۔
- ہاٹ اینڈ کو ہائی ٹمپریچر (200 °C) پر گرم کریں
- پنکھے کے کفن کو کھولیں اور ایک طرف لے جائیں <10
- سلیکون آستین کو ہاٹ اینڈ سے ہٹائیں
- نوزل کو ہاٹ اینڈ سے کھول کر اسے ہٹائیں
- اسکرو دی نیا نوزل
- ٹیسٹ پرنٹ 10>
1۔ تمام مطلوبہ ٹولز اور آلات اکٹھا کریں
عام طور پر، Ender 3 نوزل کو تبدیل کرنے کے عمل کے لیے درکار تقریباً تمام ٹولز کے ساتھ آتا ہے۔
Ender 3 میں نوزل کو ہٹانے اور تبدیل کرنے کے لیے مطلوبہ ٹولز میں شامل ہیں:
- ایک ایڈجسٹ ایبل رنچ، کریسنٹ پلیئرز، ریگولر پلیئرز، یا چینل لاک
- ایلن کیز
- 6mm سپنر
- نئی نوزل
چمٹا یا رنچ ہیٹر بلاک کو پکڑنے اور پکڑنے میں آپ کی مدد کریں گے تاکہ آپ آسانی سے نوزل کو کھول یا سخت کرسکیں کسی بھی چیز کو نقصان پہنچائے بغیر جبکہ دیگر تمام ٹولز کا استعمال صرف نوزل اور پنکھے کے پیچ کو ہٹانے کے لیے کیا جائے گا۔
بھی دیکھو: آپ تھری ڈی پرنٹر واٹ میں کتنی دیر تک غیر علاج شدہ رال چھوڑ سکتے ہیں؟آپ درحقیقت 0.4 ملی میٹر نوزلز کا ایک سیٹ، سوئیاں صاف کرنے، چمٹی اور نوزل تبدیل کرنے والا ٹول حاصل کر سکتے ہیں تاکہ چیزوں کو بہت آسان بنایا جا سکے۔ . اپنے آپ کو Amazon سے LUTER 10 Pcs 0.4mm Nozzles سیٹ حاصل کریں۔

ایک جائزہ نگار نے بتایا کہ وہ کس طرح تقریباً 9 ماہ سے 3D پرنٹنگ کر رہا ہے اور اسے یہ سیٹ بہت جلد خرید لینا چاہیے تھا۔ یہ نوزل کو تبدیل کرنے کے عمل کو بہت آسان بناتا ہے، عام 3D پرنٹرز کے ساتھ آنے والے سستے اسٹاک ٹولز کی ضرورت نہیں ہے۔
2۔ ہیٹ دی ہاٹ اینڈ کو ہائی ٹمپریچر (200°C)
جیسا کہ پہلے کہا گیا ہے، ہاٹ اینڈ کو گرم کرنا ضروری ہے لیکن سب سے پہلے آپ کو سٹیپرز موٹرز کو غیر فعال کرنا چاہیے تاکہ بازو کو منتقل کرنے کے لیے آزادانہ رسائی حاصل ہو جس پر ایکسٹروڈر، پنکھا کفن، اور نوزل منسلک ہیں. بازو کو اوپر لے جانے سے آپ آسانی سے چمٹا اور رنچیں منتقل کرنے کے لیے کافی جگہ کے ساتھ عمل کی پیروی کر سکیں گے۔
اب یہ تجویز کیا جاتا ہے کہ اگر کوئی ہے تو پہلے فلیمینٹ سے چھٹکارا حاصل کریں اور پھر نوزل کو 200° تک گرم کریں۔ C جیسا کہ بہت سے ماہرین نے تجویز کیا ہے۔ آپ یا تو اختیارات میں جا کر گرم سرے کو گرم کر سکتے ہیں۔جیسے:
- تیار کریں > پہلے سے گرم PLA > پری ہیٹ PLA اینڈ
یا آپ سیٹنگز میں جا سکتے ہیں بطور
- کنٹرول > درجہ حرارت > نوزل اور مطلوبہ درجہ حرارت سیٹ کریں
اگرچہ زیادہ تر ماہرین اور صارفین اس مقصد کے لیے بہترین موزوں درجہ حرارت کے طور پر 200 ° C تجویز کرتے ہیں، لیکن کچھ صارفین کہتے ہیں کہ آپ کو نوزل کو زیادہ سے زیادہ درجہ حرارت پر گرم کرنا چاہیے۔ یہ نوزل کے دھاگوں یا ہیٹر کے بلاک کے پھٹنے کے امکانات کو کم کر دے گا۔
میں نے نوزل کو صرف 200°C استعمال کرتے ہوئے تبدیل کیا ہے، اس لیے یہ ٹھیک ہونا چاہیے۔
3۔ پنکھے کے کفن کو کھولیں اور ایک طرف لے جائیں
پنکھا براہ راست پرنٹ ہیڈ سے منسلک ہوتا ہے اور اسے ہٹانے سے نوزل مکمل طور پر کھل جائے گا جبکہ آپ کے لیے گرم سرے، نوزل، یا کو نقصان پہنچائے بغیر اسے ہٹانا آسان ہو جائے گا۔ پنکھا۔
- پنکھا دو سکرو سے لیس ہوتا ہے، ایک سب سے اوپر اور دوسرا پنکھے کے کور کے بائیں جانب۔
- ان پیچ کو ہٹانے کے لیے ایلن کی کا استعمال کریں
- اس بات کو یقینی بنائیں کہ آپ زیادہ زور نہ لگائیں کیونکہ اس سے کور کو نقصان پہنچ سکتا ہے
- ایک بار جب پیچ ہٹا دیا جائے تو پنکھے کے کفن کو ایک طرف اس وقت تک دھکیلیں جب تک کہ آپ نوزل کو واضح طور پر نہ دیکھ سکیں۔
4۔ سلیکون آستین کو ہاٹ اینڈ سے ہٹائیں
اگر گرم سرے پر سلیکون آستین (جسے سلیکون جراب بھی کہا جاتا ہے) ہے، تو آپ کو آگے بڑھنے سے پہلے اسے کسی آلے سے ہٹا دینا چاہیے۔ آپ کو محتاط رہنا چاہیے کیونکہ ہوٹینڈ زیادہ درجہ حرارت پر ہے۔
5۔ کی طرف سے نوزل کو ہٹا دیںاسے ہاٹ اینڈ سے کھولیں
اب وقت آگیا ہے کہ پرانی نوزل کو ہاٹ اینڈ سے باہر نکالا جائے۔
- ہاٹ کو یقینی بنانے کے لیے ایڈجسٹ رینچ یا چینل لاک کا استعمال کرتے ہوئے ہاٹ ٹینڈ کو پکڑ کر شروع کریں۔ جب آپ نوزل کو کھولتے ہیں تو اختتام حرکت نہیں کرتا۔
- اب اپنے دوسرے ہاتھ سے، اسپینر یا نوزل کو تبدیل کرنے والا ٹول حاصل کریں اور نوزل کو گھڑی کی مخالف سمت میں گھما کر اسے کھولنا شروع کریں۔ Ender 3 3D پرنٹرز میں استعمال ہونے والی تمام نوزلز کے ساتھ 6 ملی میٹر کا اسپینر فٹ ہو سکتا ہے۔
نوزل انتہائی گرم ہو گا اس لیے اسے اپنے ہاتھ سے مت چھوئیں، یا اسے کم گرمی والی کسی چیز کے اوپر رکھیں۔ مزاحمت پیتل گرمی کو بہت تیزی سے چلاتا ہے اور یہ گرمی آسانی سے دوسری چیزوں میں منتقل ہو سکتی ہے۔
کچھ لوگ تجویز کرتے ہیں کہ آپ نوزل کے دھاگوں کو پہنچنے والے نقصان کو کم کرنے کے لیے ہوٹینڈ کو مکمل طور پر ٹھنڈا ہونے دیں تاکہ نئی نوزل کو اندر ڈالنے سے پہلے
6۔ نئی نوزل کو
- میں اسکرو کریں اب آپ کے پاس صرف ایک آسان کام باقی ہے جو کہ نئی نوزل کو اس کی جگہ پر رکھ کر اسے گرم سرے میں اسکرو کرنا ہے۔
- آپ ٹھنڈا کر سکتے ہیں۔ 3D پرنٹر کو نیچے رکھیں پھر اپنا نیا نوزل حاصل کریں اور اسے اس وقت تک اسکرو کریں جب تک کہ آپ کچھ مزاحمت محسوس نہ کریں۔ ہوٹینڈ کو ایڈجسٹ رینچ کے ساتھ پکڑنا یقینی بنائیں تاکہ یہ حرکت نہ کرے۔
- کوشش کریں کہ نوزل کو زیادہ سخت نہ کریں کیونکہ اس کے نتیجے میں پرنٹنگ کے عمل کے دوران یا تو دھاگوں کو نقصان پہنچ سکتا ہے یا کچھ اور مسائل پیدا ہوسکتے ہیں۔<10
- اب جب کہ نوزل اپنی جگہ پر تقریباً سخت ہو چکی ہے، گرم کریں۔اسی اعلی درجہ حرارت پر گرم اختتام۔
- ایک بار جب گرم سرہ مقررہ درجہ حرارت پر پہنچ جائے، نوزل کو مکمل طور پر سخت کرنے کے لیے ایک اور گھمائیں لیکن احتیاط کے ساتھ کیونکہ آپ اس کے دھاگوں کو نقصان پہنچانا نہیں چاہتے۔
کچھ لوگ اس کے بجائے اسے پورے طریقے سے سخت کرنے کا انتخاب کرتے ہیں، جو اب بھی کام کر سکتا ہے لیکن اس طرح کرنا ممکنہ طور پر زیادہ محفوظ ہے۔
7۔ ٹیسٹ پرنٹ
ایک چھوٹا سا ٹیسٹ پرنٹ کرنے کی کوشش کریں جیسے کیلیبریشن پرنٹ یا منی ایچر یہ دیکھنے کے لیے کہ آیا نوزل ٹھیک سے کام کر رہا ہے۔ نوزلز کو تبدیل کرنے سے عام طور پر مسائل پیدا نہیں ہوتے ہیں، لیکن یہ یقینی بنانے کے لیے ٹیسٹ پرنٹ کرنا ایک اچھا خیال ہے کہ چیزیں ٹھیک ہیں۔
آپ یوٹیوب ویڈیو بھی دیکھ سکتے ہیں تاکہ مرحلہ وار بہتر وضاحت ہو۔ Ender 3/Pro/V2 Nozzle کو تبدیل کرنے کے لیے مرحلہ وار طریقہ کار۔
آپ Cura میں نوزل کا سائز کیسے تبدیل کرتے ہیں؟
اگر آپ اپنے نوزل کے قطر کو تبدیل کرنے کا انتخاب کرتے ہیں، تو آپ تبدیلیاں کرنا چاہیں گے۔ اس کا حساب کتاب کرنے کے لیے براہ راست Cura میں۔
کیورا میں نوزل کا سائز تبدیل کرنے کا طریقہ یہ ہے:
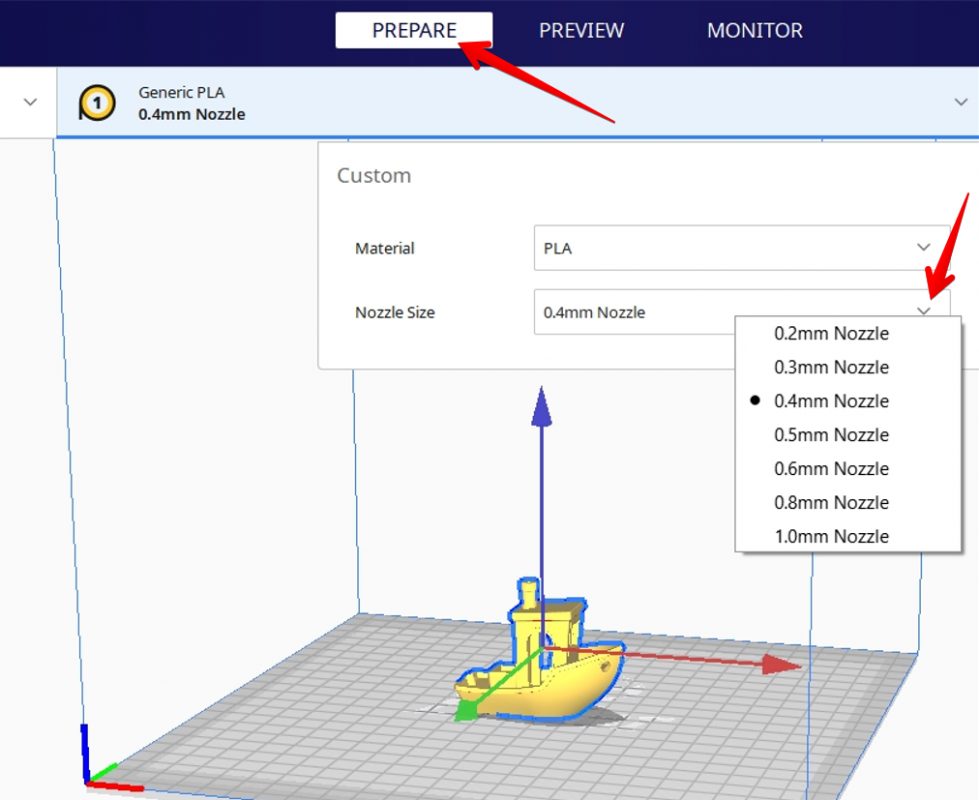
- "تیار" پر جا کر شروع کریں۔ ویو جو عام طور پر Cura پر ڈیفالٹ ہوتا ہے۔
- درمیانی بلاک پر کلک کریں جس میں "Generic PLA" اور amp; "0.4mm Nozzle"
- ایک ونڈو نظر آئے گی جس میں دو اہم آپشنز "Material" اور "Nozzle Size" کے طور پر ظاہر ہوں گے، بعد والے پر کلک کریں۔
- ایک بار جب آپ نوزل کے سائز پر کلک کریں گے، ڈراپ ڈاؤن مینو میں نوزل سائز کے تمام دستیاب اختیارات کی فہرست نظر آئے گی۔
- بس اس کو منتخب کریں جس میں آپ نے تبدیلی کی ہے اوراسے کیا جانا چاہیے - نوزل کے قطر پر منحصر سیٹنگز بھی خود بخود تبدیل ہو جائیں گی۔
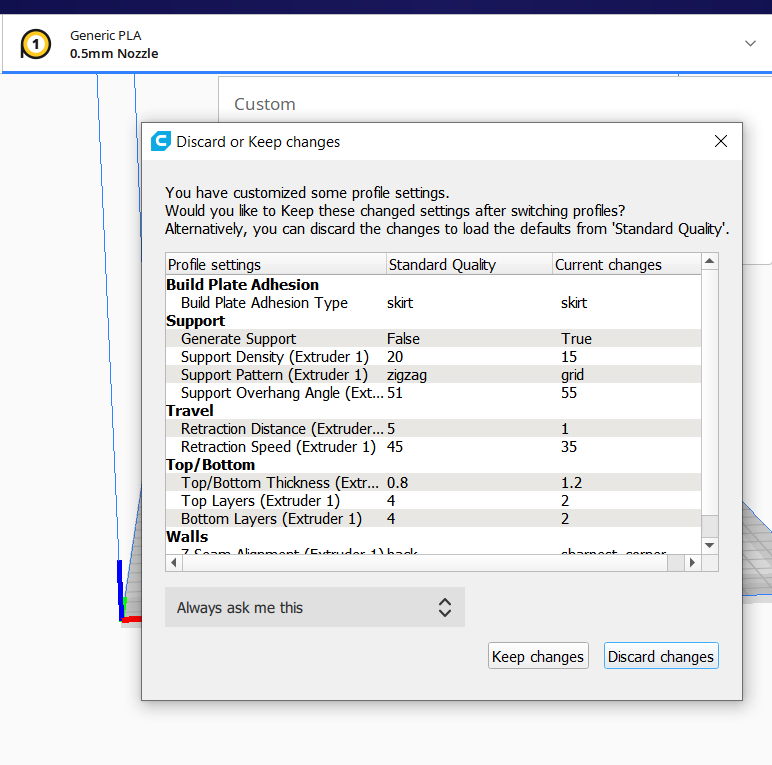
اگر آپ نے کچھ سیٹنگز تبدیل کی ہیں جو ڈیفالٹ پروفائل سے مختلف ہیں، تو آپ سے پوچھا جائے گا کہ کیا آپ رکھنا چاہتے ہیں وہ مخصوص ترتیبات، یا پہلے سے طے شدہ ترتیبات پر واپس جائیں۔
جب آپ نوزل کا سائز تبدیل کرتے ہیں، تو یقینی بنائیں کہ آپ اپنے پرنٹ کی سیٹنگز کا جائزہ لیتے ہیں کیونکہ نوزل کا سائز تبدیل کرنے کے ساتھ ہی وہ تبدیل ہو جائیں گی۔ اگر ترتیبات بالکل ویسے ہی ہیں جیسے آپ چاہتے ہیں، اچھی اور اچھی، لیکن اگر وہ نہیں ہیں، تو آپ انہیں بھی ایڈجسٹ کر سکتے ہیں۔
آپ تفصیلی ویڈیو پر ایک نظر ڈال سکتے ہیں۔ عمل کی بہتر تفہیم کے لیے مرحلہ وار طریقہ کار۔
Ender 3/Pro/V2 کے لیے کس سائز کی نوزل بہترین ہے؟
اس کے لیے بہترین نوزل سائز Ender 3/Pro/V2 3D پرنٹر 0.4mm ہے اعلی معیار کے ماڈلز کے لیے 0.12mm تہہ کی اونچائی پر، یا 0.28mm تہہ کی اونچائی پر تیز پرنٹس۔ مائنیچرز کے لیے، ہائی-ریز 3D پرنٹرز کے لیے 0.05 ملی میٹر پرت کی اونچائی حاصل کرنے کے لیے 0.2 ملی میٹر نوزل معیار کے لیے بہترین ہے۔ گلدانوں اور بڑے ماڈلز کے لیے 0.8mm کی نوزل بہت اچھی ہو سکتی ہے۔
اگرچہ 0.4mm بہترین نوزل سائز ہے، لیکن آپ بڑے سائز کے ساتھ ساتھ 0.5mm، 0.6mm وغیرہ کے ساتھ بھی جا سکتے ہیں۔ 0.8 ملی میٹر تک۔ یہ آپ کو اپنے پرنٹس کو بہت بہتر طاقت اور سختی کے ساتھ زیادہ تیزی سے حاصل کرنے کی اجازت دے گا۔
اس حقیقت کو ذہن میں رکھیں کہ Ender 3 پر نوزل کے بڑے سائز استعمال کرنے کے نتیجے میں پرنٹ شدہ پرتیں نظر آئیں گی۔ماڈل اور ضرورت کے مطابق فلیمینٹ کو پگھلنے کے لیے گرم سرے پر اعلی درجہ حرارت کی ضرورت ہوگی۔
آپ حقیقت میں اسٹاک 0.4mm Ender 3 نوزل کے ساتھ 0.05mm تہہ کی اونچائی کا استعمال کر سکتے ہیں، جیسا کہ نیچے ویڈیو میں دکھایا گیا ہے۔ عام طور پر، عام اصول یہ ہے کہ آپ اپنے نوزل کے قطر کے 25-75% کے درمیان ایک تہہ کی اونچائی کا استعمال کر سکتے ہیں۔
چھوٹی نوزلز کے ساتھ واقعی اعلیٰ معیار کے چھوٹے چھوٹے 3D پرنٹ کرنے کا طریقہ دیکھنے کے لیے نیچے دی گئی ویڈیو دیکھیں۔