
Tartalomjegyzék
Az Ender 3/Pro vagy V2 fúvókájának cseréje a 3D nyomtatás fontos része, különösen akkor, ha nyomtatási hibákat vagy hiányosságokat tapasztal. Ez a cikk egyszerűen végigvezet a folyamaton.
Hogyan kell eltávolítani és kicserélni a fúvókát az Ender 3/Pro/V2 készülékén?
Ez a szakasz az Ender 3 3D nyomtató fúvókájának eltávolításával, cseréjével vagy cseréjével kapcsolatos minden kisebb-nagyobb szempontot ismertet. Bár csak az Ender 3-ra van címkézve, ugyanezt az eljárást szinte mindenféle 3D nyomtatón gyakorolhatja, mivel a folyamat minimális vagy semmilyen eltérést nem mutat.
Ügyeljen arra, hogy ne csavarja ki a fúvókát hideg állapotban, mivel ez komoly károkat és problémákat okozhat, és tönkreteheti a fúvókát, a fűtőblokkot, és néha az egész forró véget is.
- Gyűjtse össze az összes szükséges eszközt és felszerelést
- Melegítse fel a forró véget magas hőmérsékletre (200°C).
- Csavarja ki és tolja el a ventilátorburkolatot az egyik oldalra
- Vegye le a szilikonhüvelyt a forró végről
- A fúvóka eltávolítása a forró végről való kicsavarással
- Csavarja be az új fúvókát
- Tesztnyomtatás
1. Gyűjtse össze a szükséges eszközöket és felszereléseket
Általában az Ender 3 szinte az összes, a fúvókacseréhez szükséges szerszámot tartalmazza.
Az Ender 3 fúvóka eltávolításához és cseréjéhez szükséges szerszámok a következők:
- Egy Állítható csavarkulcs, Félhold fogó, normál fogó vagy csatorna zárak
- Allen Keys
- 6 mm-es kulcs
- Új fúvóka
A fogó vagy a villáskulcsok segítenek a fűtőblokk megtartásában és megfogásában, hogy könnyedén lecsavarozhassa vagy meghúzhassa a fúvókát anélkül, hogy bármiben kárt tenne, míg az összes többi szerszámot egyszerűen a fúvóka és a ventilátor csavarjainak eltávolítására használja.
Valójában egy 0,4 mm-es fúvókákból, tisztítótűkből, csipeszekből és fúvókacsere-szerszámból álló készletet kaphat, hogy a dolgok sokkal könnyebbé váljanak. Szerezze be a LUTER 10 db 0,4 mm-es fúvókák készletét az Amazonról.

Az egyik véleményező megemlítette, hogy körülbelül 9 hónapja 3D nyomtat, és már sokkal korábban meg kellett volna vennie ezt a készletet. Sokkal egyszerűbbé teszi a fúvókacsere folyamatát, nem igényel olcsóbb raktárkészletű szerszámokat, amelyek a tipikus 3D nyomtatókhoz járnak.
2. Melegítse fel a forró véget magas hőmérsékletre (200°C).
Ahogy korábban említettük, a forró vég melegítése elengedhetetlen, de először is le kell kapcsolni a léptetőmotorokat, hogy szabadon hozzáférhessen a kar mozgatásához, amelyen az extruder, a ventilátorburkolat és a fúvóka van rögzítve. A kar felfelé mozgatása lehetővé teszi, hogy könnyen kövesse a folyamatot, és elegendő hely maradjon a fogók és a csavarkulcsok mozgatásához.
Most ajánlott először megszabadulni az izzószáltól, ha van, majd felmelegíteni a fúvókát 200°C-ra, ahogy azt sok szakértő javasolja. A forró véget vagy úgy melegítheti fel, hogy a következő opciókat választja:
- Előkészítés> PLA előmelegítése> PLA előmelegítése Vége
Vagy bemehet a beállításokba, mint
- Control> Hőmérséklet> Fúvóka és állítsa be a kívánt hőmérsékletet
Bár a legtöbb szakértő és felhasználó a 200°C-ot ajánlja a legjobb megfelelő hőmérsékletnek erre a célra, néhány felhasználó megemlíti, hogy a fúvókát a legmagasabb hőmérsékletre kell melegíteni, mivel ez csökkenti a fúvókaszálak vagy a fűtőblokk elszakadásának esélyét.
A fúvókát csak 200°C-os fúvókával cseréltem ki, így ennek jónak kell lennie.
3. Csavarja le és tolja oldalra a ventilátorburkolatot.
A ventilátor közvetlenül a nyomtatófejhez van rögzítve, és eltávolítása teljesen feltárja a fúvókát, miközben megkönnyíti az eltávolítását a forró vég, a fúvóka vagy a ventilátor sérülése nélkül.
- A ventilátor két csavarral van felszerelve, az egyik a ventilátor tetején, a másik pedig a ventilátor fedelének bal oldalán.
- Használjon egy imbuszkulcsot a csavarok eltávolításához
- Ügyeljen arra, hogy ne nyomja túl sokat, mert ez károsíthatja a burkolatot.
- A csavarok eltávolítása után egyszerűen tolja a ventilátorburkolatot oldalra, amíg a fúvóka jól láthatóvá válik.
4. Távolítsa el a szilikonhüvelyt a forró végről
Ha a forróvégen szilikonhüvely (más néven szilikonzokni) van, akkor azt a továbbhaladás előtt szerszámmal el kell távolítani. Óvatosnak kell lennie, mivel a forróvég magas hőmérsékleten van.
5. Távolítsa el a fúvókát a forró végről való kicsavarásával.
Most itt az ideje, hogy kivegye a régi fúvókát a forró végből.
- Kezdje úgy, hogy a forróvéget az állítható csavarkulcs vagy a csatornazár segítségével tartja, hogy a forróvég ne mozduljon el, miközben a fúvókát kicsavarja.
- Most a második kezével vegye elő a csavarkulcsot vagy a fúvókaváltó szerszámot, és kezdje el kicsavarni a fúvókát az óramutató járásával ellentétes irányban elforgatva. 6 mm-es csavarkulcs illik az Ender 3 3D nyomtatókban használt összes fúvókához.
A fúvóka rendkívül forró lesz, ezért ne érintse meg kézzel, és ne tegye valami alacsony hőállóságú tárgyra. A sárgaréz nagyon gyorsan vezeti a hőt, és ez a hő könnyen átterjedhet más tárgyakra.
Egyesek azt javasolják, hogy hagyja teljesen kihűlni a hotendet, hogy a fúvóka és a hotend menete ne sérüljön meg, mielőtt becsavarja az új fúvókát.
6. Csavarja be az új fúvókát
- Most már csak egy egyszerű feladat van hátra, ami nem más, mint az új fúvókát a helyére tenni, és becsavarni a forró végbe.
- Hűtse le a 3D nyomtatót, majd vegye elő az új fúvókát, és csavarja be, amíg nem érez némi ellenállást. Ügyeljen arra, hogy a forróvéget az állítható csavarkulccsal tartsa, hogy ne mozduljon el.
- Próbálja meg nem túlságosan meghúzni a fúvókát, mivel ez sérült/törött menetet vagy egyéb problémákat okozhat a nyomtatási folyamat során.
- Most, hogy a fúvóka már majdnem a helyén van, melegítse fel a forró végét ugyanilyen magas hőmérsékletre.
- Amint a forró vég eléri a beállított hőmérsékletet, forgassa meg még egyszer, hogy teljesen meghúzza a fúvókát, de óvatosan, mert nem akarja, hogy a végén megsérüljön a menet.
Néhányan úgy döntenek, hogy inkább csak meghúzzák az egészet, ami még mindig működhet, de potenciálisan biztonságosabb így.
7. Tesztnyomtatás
Próbáljon ki egy kis tesztnyomtatást, például egy kalibrációs nyomtatást vagy egy miniatűr nyomtatást, hogy lássa, a fúvóka megfelelően működik-e. A fúvókák cseréje általában nem okoz problémát, de jó ötlet egy tesztnyomtatást végezni, hogy megbizonyosodjon arról, hogy minden rendben van.
Az Ender 3/Pro/V2 fúvóka cseréjének lépésről-lépésre történő bemutatása érdekében megnézheti a YouTube videót is.
Hogyan lehet megváltoztatni a fúvóka méretét a Curában?
Ha úgy dönt, hogy megváltoztatja a fúvóka átmérőjét, akkor közvetlenül a Curában kell elvégeznie a változtatásokat, hogy ezt figyelembe vegye.
Így változtathatod meg a fúvóka méretét a Curában:
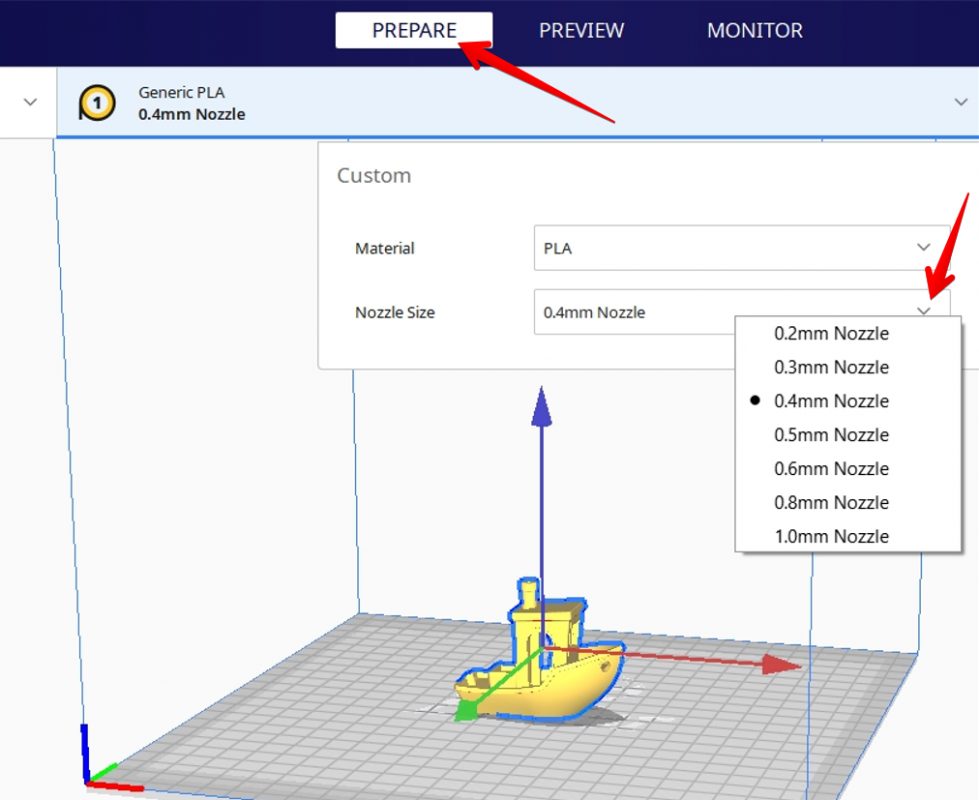
- Kezdje a "Prepare" nézettel, amely általában a Cura alapértelmezett nézete.
- Kattintson a középső blokkra, amely a "Generic PLA" & "0.4mm Nozzle" feliratot mutatja.
- Megjelenik egy ablak két fő opcióval, az "Anyag" és a "Fúvókaméret", kattintson az utóbbira.
- A Fúvókaméretre kattintva megjelenik egy legördülő menü, amely felsorolja az összes rendelkezésre álló fúvókaméret opciót.
- Egyszerűen válassza ki azt, amelyre váltott, és kész - a fúvóka átmérőjétől függő beállítások is automatikusan megváltoznak.
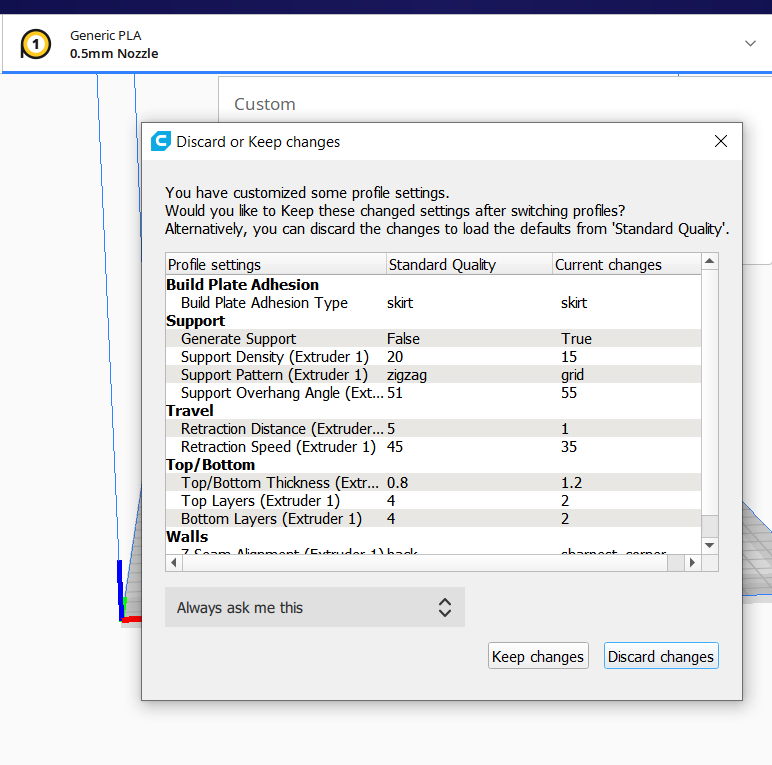
Ha megváltoztatott néhány, az alapértelmezett profiltól eltérő beállítást, a rendszer megkérdezi, hogy szeretné-e megtartani ezeket a konkrét beállításokat, vagy visszaállítani az alapértelmezett beállításokat.
Amikor megváltoztatja a fúvóka méretét, győződjön meg róla, hogy felülvizsgálja a nyomtatás beállításait, mivel azok a fúvóka méretének megváltoztatásával együtt változnak. Ha a beállítások olyanok, amilyennek szeretné, akkor jó, de ha nem, akkor azokat is módosíthatja.
A folyamat jobb megértéséhez megnézhet egy részletes videót a teljes lépésről-lépésre történő eljárásról.
Lásd még: 6 módja az elefánt lábának rögzítésének - a 3D nyomtatás alja, amely rosszul néz kiMilyen méretű fúvóka a legjobb az Ender 3/Pro/V2-hez?
A legjobb fúvóka méret egy Ender 3/Pro/V2 3D nyomtatóhoz a 0,4 mm-es fúvóka a kiváló minőségű modellekhez 0,12 mm-es rétegmagassággal, vagy a gyorsabb nyomtatásokhoz 0,28 mm-es rétegmagassággal. Miniatűrökhöz egy 0,2 mm-es fúvóka nagyszerű minőséget biztosít, hogy 0,05 mm-es rétegmagasságot kapjon a nagy felbontású 3D nyomtatókhoz. 0,8 mm-es fúvóka nagyszerű lehet vázákhoz és nagy modellekhez.
Bár a 0,4 mm a legjobb fúvókaméret, nagyobb méreteket is használhat, mint például 0,5 mm, 0,6 mm, és így tovább, egészen 0,8 mm-ig. Ez lehetővé teszi, hogy sokkal gyorsabban, sokkal jobb szilárdsággal és merevséggel készítse el a nyomatokat.
Tartsa szem előtt, hogy a nagyobb méretű fúvókák használata az Ender 3-on látható rétegeket eredményez a nyomtatott modellen, és magas hőmérsékletet igényel a forró végén, hogy annyi filamentet olvasson meg, amennyire szükség van.
Lásd még: OVERTURE PLA Filament felülvizsgálataEgy 0,4 mm-es Ender 3 fúvókával meglepő módon 0,05 mm-es rétegmagasságot is használhat, ahogy az alábbi videón látható. Általában az általános szabály az, hogy a fúvóka átmérőjének 25-75%-a közötti rétegmagasságot használhat.
Nézze meg az alábbi videót, hogy megtudja, hogyan lehet kisebb fúvókákkal igazán jó minőségű miniatűröket 3D nyomtatni.