
Tartalomjegyzék
A 3D nyomtatás nagyon sokoldalú, és sokan kíváncsiak arra, hogy lehet-e 3D nyomtatni meneteket, csavarokat, csavarokat és más hasonló típusú alkatrészeket. Miután magam is elgondolkodtam ezen, úgy döntöttem, hogy utánanézek a dolognak, és kutatást végzek, hogy kiderítsem a válaszokat.
Sok részletet szeretne tudni, ezért olvassa végig ezt a cikket, hogy többet tudjon meg.
Tud egy 3D nyomtató menetes lyukakat, csavaros lyukakat és csőfuratokat nyomtatni?
Igen, 3D nyomtathatsz menetes lyukakat, csavaros lyukakat és csavarmenetes alkatrészeket, amennyiben a menet nem túl finom vagy vékony. A nagyobb menetek, például a palackkupakoknál meglehetősen könnyűek. Más népszerű alkatrészek az anyák, csavarok, alátétek, moduláris rögzítő rendszerek, gépi vizslák, menetes tartályok és még hüvelykujjas kerekek is.
A 3D nyomtatási technológia különböző típusait, például az FDM, SLA és még az SLS technológiát is használhatja menetes 3D nyomatok készítéséhez, bár a legnépszerűbbek elsősorban az FDM és az SLA.
Az SLA vagy a gyanta 3D nyomtatás lehetővé teszi, hogy sokkal finomabb részleteket kapjon a szálakkal, mint az FDM vagy a szálas 3D nyomtatás, mivel nagyobb felbontással működik.
Az olyan 3D nyomtatók, mint az Ender 3, a Dremel Digilab 3D45 vagy az Elegoo Mars 2 Pro mind olyan gépek, amelyek elég jól képesek 3D nyomtatni a menetes lyukakat és a csapos alkatrészeket. Biztosítsa, hogy jó beállításokkal és egy 3D nyomtatóval nyomtasson, akkor jónak kell lennie.
Az alábbi videó azt mutatja be, hogy az egyik felhasználó hogyan csapolja meg a 3D nyomtatott alkatrészeket úgy, hogy a modellbe egy lyukat ágyaz, majd a McMaster csapoló és csapolónyél szerszámát használja.
Lehet SLA nyomtatási szálak? Tapping gyanta nyomatok
Igen, SLA gyanta 3D nyomtatókkal 3D nyomtathatsz meneteket. Ez ideális, mert nagy pontosságot és precizitást biztosít a kiválasztott modellel, de azt javasolnám, hogy olyan gyantát használj, amely jól kezeli a csavarokat. A mérnöki vagy kemény gyanták nagyszerűek a csavarmenetek 3D nyomtatásához, amelyekkel meg lehet csapolni.
Az SLA nagyszerű választás a szálak tervezéséhez, mivel nagy felbontással és pontossággal rendelkezik. 3D nyomtatással nagyon nagy, akár 10 mikronos felbontású tárgyakat lehet nyomtatni.
Javaslom, hogy olyan erős gyantát használjon, mint a Siraya Blu Tough Resin, amely elképesztő szilárdságot és tartósságot biztosít, és tökéletes a gyanta nyomatok megcsapolásához vagy a menetes 3D nyomtatáshoz.

Hogyan készítsünk menetet 3D nyomtatott alkatrészekre
A 3D nyomtatott menetek készítése lehetséges a CAD szoftverek használatával és a modellekbe beépített menetes kialakítással. Erre példa a Fusion 360 menetes és tekercses eszköze. Használhat egy egyedi módszert is, az úgynevezett spirális útvonalat, amely lehetővé teszi, hogy bármilyen kívánt menetformát létrehozzon.
3D nyomtatási szálak a tervezésben
A menetek nyomtatása nagyszerű lehetőség, mivel csökkenti a 3D nyomtatott alkatrész kézzel történő megcsapolásából eredő esetleges sérüléseket, de valószínűleg szükség lesz némi próbálkozásra és hibára, hogy a méretezés, a tűrések és a méretek elég jók legyenek.
A 3D nyomtatásban zsugorodás és más tényezők is szerepet játszanak, így néhány tesztet igényelhet.
A menetek különböző méretben nyomtathatók ki, az Ön igényeitől függően. Egy szabványos CAD-szoftver használatával, amelybe menetes eszközöket építettek be, lehetővé kell tennie a menetes alkatrész 3D nyomtatását.
Így nyomtathatsz szálakat a TinkerCAD-ben.
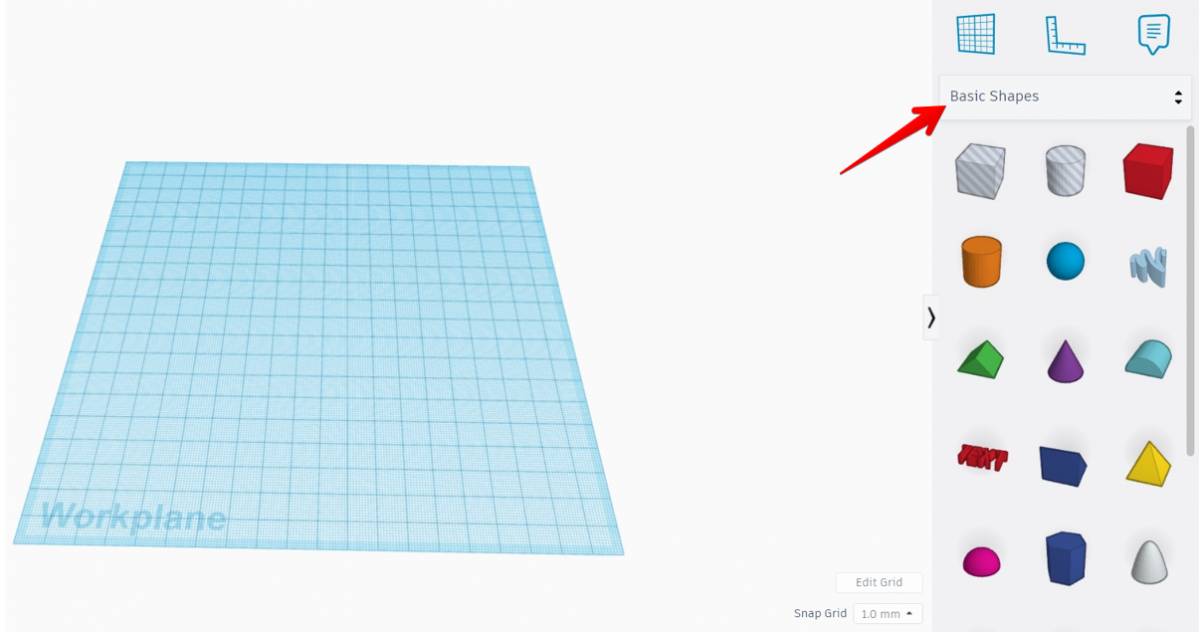
Először is létre kell hoznod egy TinkerCAD fiókot, majd menj az "Új terv létrehozása" menüpontra, és ezt a képernyőt látod. Nézd meg a jobb oldalt, ahol az "Alap alakzatok" látható, és kattints rá, hogy egy legördülő menüből rengeteg más beépített tervezési alkatrész importálható legyen.
Később importáltam egy kockát a munkasíkba, hogy objektumként használjam egy szál létrehozásához.
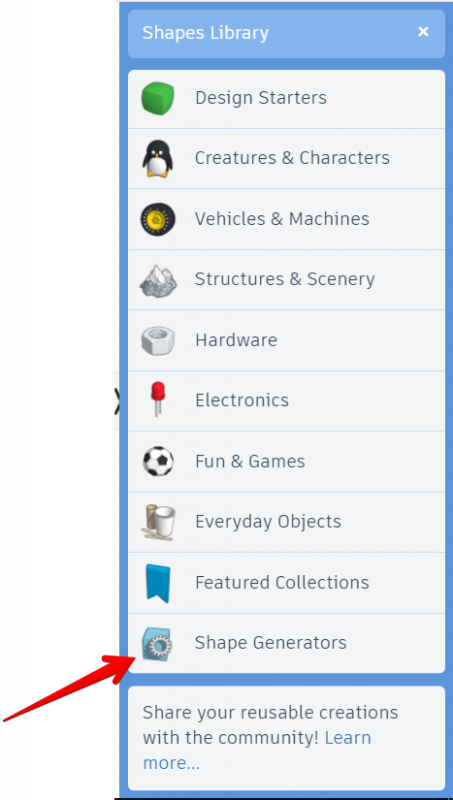
A legördülő menüben görgessen az aljára, és válassza a "Shape Generators" (Alakzatgenerátorok) lehetőséget.
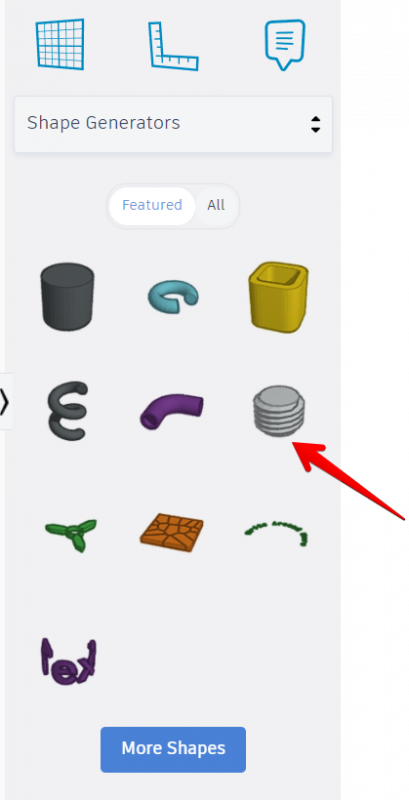
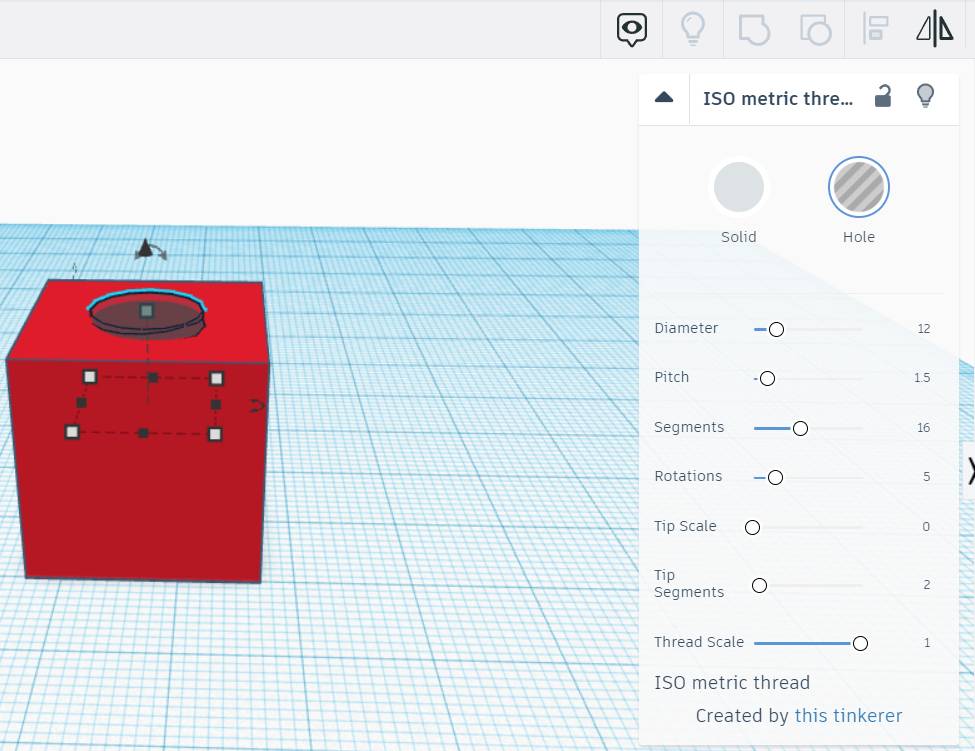
A "Shape Generators" menüben megtalálja az ISO metrikus menetes alkatrészt, amelyet a munkasíkba húzhat.
Amikor kiválasztja a szálat, rengeteg paramétert jelenít meg, ahol a szálat a kívánsága szerint állíthatja be. A hosszúságot, szélességet és magasságot is megváltoztathatja az objektumon belüli kis dobozok kattintásával és húzásával.
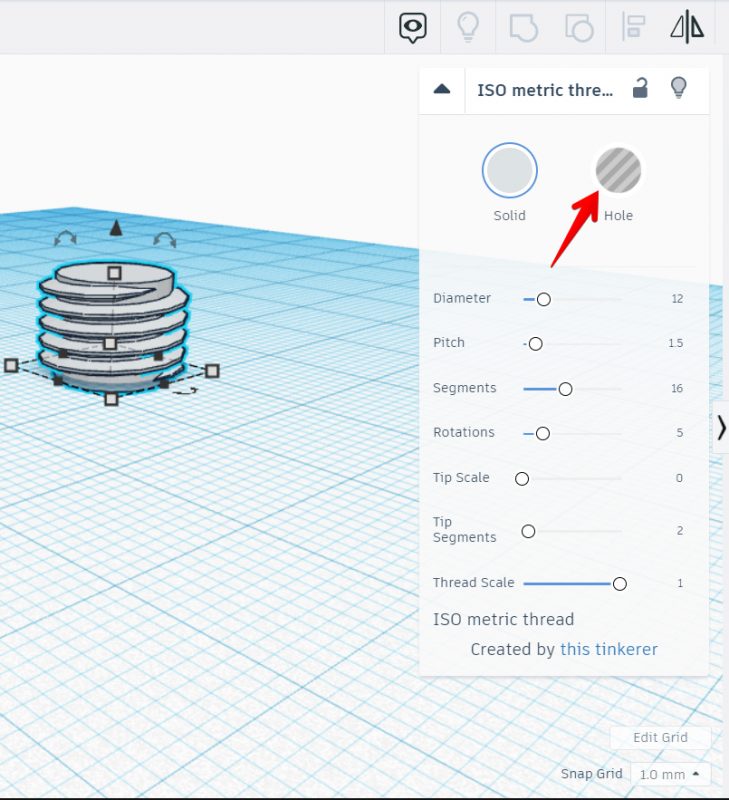
Így néz ki, ha egy kockát "Solid"-ként importálsz, és a "Hole"-ként való kiválasztás után a szálat a kockába mozgatod. Egyszerűen csak húzod a szálat, hogy mozgasd, és a felső nyíl segítségével emelheted vagy csökkentheted a magasságot.
Miután a tárgyat úgy tervezte meg, ahogyan szeretné, az "Exportálás" gombra kattintva elkészítheti a 3D nyomtatáshoz.
Lásd még: 5 módja annak, hogy hogyan lehet kijavítani a túl magasan induló 3D nyomtatót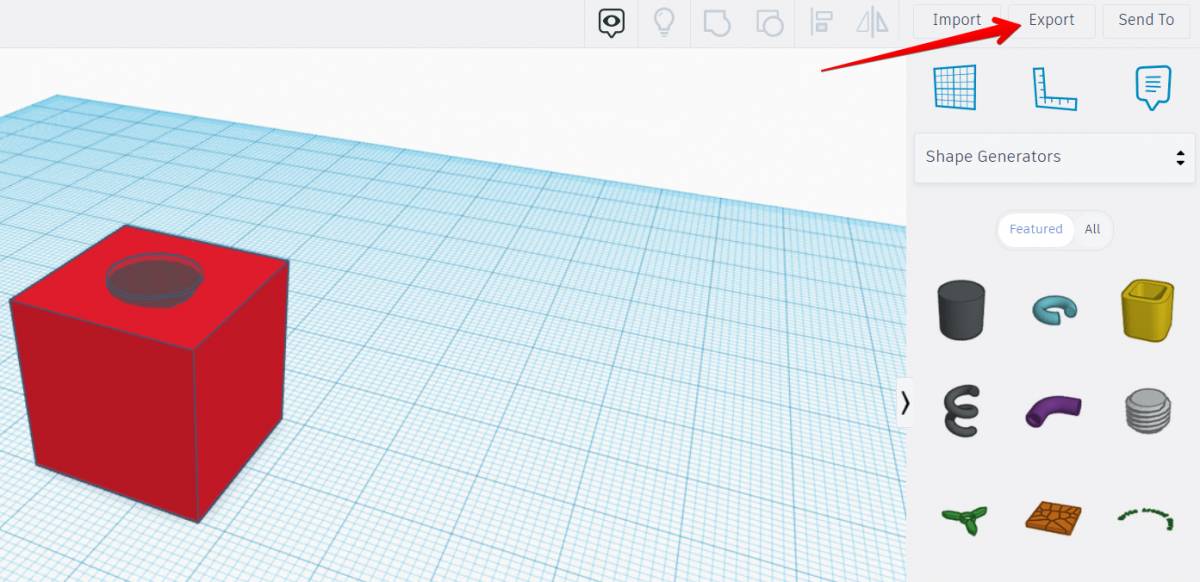
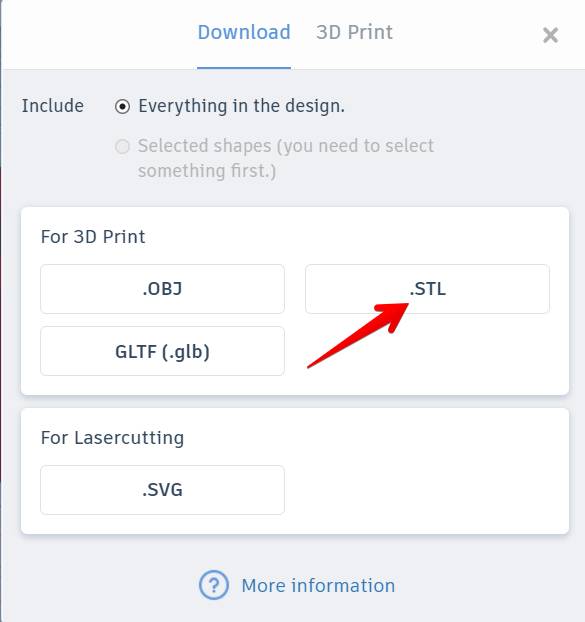
A 3D nyomtatásban használt szabványos .OBJ és .STL formátumból választhat.
Miután letöltöttem a menetes kocka tervét, importáltam a szeletelőbe. Az alábbiakban látható a Cura programba importált terv a szálnyomtatáshoz és a Lychee Slicerbe a gyantanyomtatáshoz.
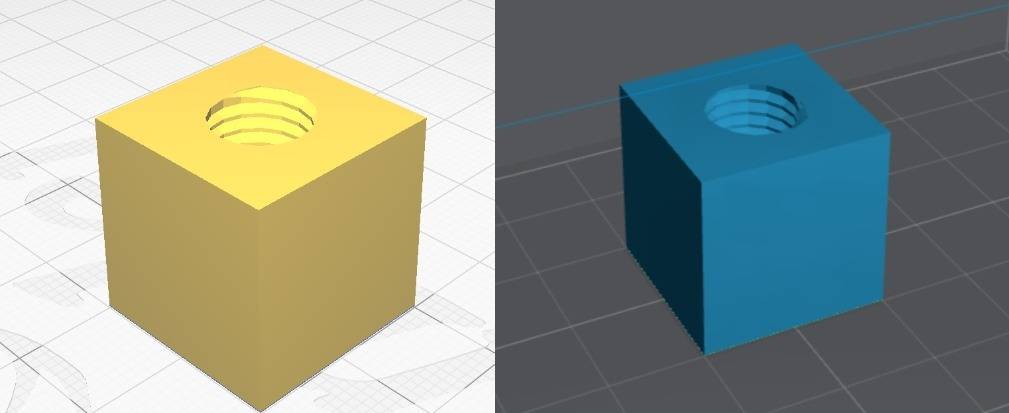
Ez a folyamat a TinkerCAD esetében.
Ha szeretné megismerni, hogyan kell ezt egy fejlettebb szoftverben, például a Fusion 360-ban elvégezni, nézze meg a CNC Kitchen alábbi videóját a 3D nyomtatott szálak készítésének három módjáról.
Press-Fit vagy hőre beállított menetes betétek
A 3D alkatrészekre történő menetek nyomtatásának ez a technikája nagyon egyszerű. Miután az alkatrészt kinyomtatták, a préselt betéteket az egyedi üregbe helyezik.
A préselt betétekhez hasonlóan használhatsz valami hatszögletű anyákat is, amelyekkel hő hatására közvetlenül a 3D nyomtatásodba nyomhatod és helyezheted be a meneteidet, ahol van egy tervezett süllyesztett lyuk.
Lehetséges, hogy ezt süllyesztett lyuk nélkül is meg lehet csinálni, de több hő és erő kell ahhoz, hogy átjusson a műanyagon. Az emberek általában valami olyasmit használnak, mint egy forrasztópáka, és a használt műanyag olvadási hőmérsékletére melegítik fel.
Másodperceken belül bele kell süllyednie a 3D nyomtatásba, hogy egy szép beillesztett szálat hozzon létre, amelyet felhasználhat. Mindenféle filamenttel, például PLA, ABS, PETG, Nylon & amp; PC-vel jól működik.
Erősek a 3D nyomtatott szálak?
A 3D nyomtatott szálak akkor erősek, ha erős anyagokból, például kemény/mérnöki gyantából vagy ABS/Nylon szálból 3D nyomtatják őket. A PLA 3D nyomtatott szálaknak jól kell tartaniuk és tartósnak kell lenniük funkcionális célokra. Ha normál gyantát vagy törékeny szálakat használ, a 3D nyomtatott szálak nem biztos, hogy erősek lesznek.
A CNC Kitchen készített egy videót, amelyben tesztelte, hogy mennyire erősek a menetes betétek a 3D nyomtatott menetekhez képest, így mindenképpen nézze meg, hogy alaposabb választ kapjon.
Egy másik tényező a 3D nyomtatott szálak esetében az a tájolás, amelyben a tárgyakat nyomtatja.
A vízszintesen 3D nyomtatott, támasztékkal ellátott csavarok erősebbnek tekinthetők a függőlegesen 3D nyomtatott csavarokhoz képest. Az alábbi videó néhány tesztet mutat be a különböző orientációkról, amikor a 3D nyomtatott csavarokról és menetekről van szó.
Megvizsgálja a szilárdsági vizsgálatokat, a csavar és a menetek kialakítását, a csavar által elviselhető igénybevétel szintjét, és még egy nyomatékvizsgálatot is végez.
Lehet 3D nyomtatott műanyagba csavarni?
Igen, lehet csavarozni a 3D nyomtatott műanyagba, de óvatosan kell csinálni, hogy ne repedjen meg vagy olvadjon meg a műanyag. Fontos, hogy a megfelelő típusú fúrófejet használd, és ügyelj arra, hogy a fúró sebessége ne hozzon létre túl sok hőt, ami negatív hatással lehet a műanyagra, különösen a PLA-ra.
Az ABS műanyagba való csavarozás állítólag sokkal könnyebb, mint más szálakba. Az ABS műanyag kevésbé törékeny, és magas az olvadáspontja is.
Ha van némi alapvető tervezési készséged, akkor képesnek kell lenned arra, hogy egy lyukat beépíts a nyomtatásba, így nem kell lyukat fúrnod a modellbe. Egy fúrt lyuk nem lenne olyan tartós, mint egy olyan lyuk, amely a modellbe van beépítve.
Jó gyakorlat, hogy a lyukat a modell nyomtatása során nyomtatjuk ki. Ha összehasonlítom a nyomtatott lyukat és a fúrt lyukat, a nyomtatott lyuk megbízhatóbb és erősebb.
Nos, a fúrás károsíthatja az egész architektúrát. Itt van néhány hasznos tippem a 3D műanyagba való pontos lyukfúráshoz anélkül, hogy károsítaná az architektúrát:
Fúrás merőlegesen
A nyomtatott műanyag különböző rétegekből áll. Ha rossz irányban fúrunk a nyomtatott műanyagba, az a rétegek felhasadását eredményezi. A probléma megoldása során azt találtam, hogy a fúrógépet merőlegesen kell használni, hogy a lyukat az építészet megsértése nélkül készítsük el.
Fúrja az alkatrészt melegen
A fúrási pont felmelegítése a csavarozás előtt csökkenti a pont keménységét és törékenységét. Ez a technika segíthet megelőzni a repedéseket a 3D nyomatokon.
Erre a célra használhat hajszárítót, de próbálja meg nem növelni a hőmérsékletet olyan mértékben, hogy az túlságosan megpuhuljon, különösen a PLA esetében, mivel annak meglehetősen alacsony a hőállósága.
Hogyan ágyazzuk be a diókat a 3D nyomtatásba
A 3D nyomatokba anyákat is be lehet ágyazni, főként úgy, hogy a modellt úgy tervezzük meg, hogy egy süllyesztett területre be tudjon illeszteni egy rögzíthető anyát. Erre példa a Thingiverse Accessible Wade's Extruder nevű modellje, amelynek összeállításához elég sok csavar, anya és alkatrész szükséges.
A modellbe süllyesztett területeket építettek be, így a csavarok és anyák jobban elférnek.
Egy másik, sokkal összetettebb kialakítás, amely több süllyesztett hatszögletű területtel rendelkezik a fogva tartó anyák elhelyezéséhez, a The Gryphon (Foam Dart Blaster) a Thingiverse-ről. Ennek a modellnek a tervezője sok M2 & M3 csavarokat, valamint M3 anyákat és még sok mást igényel.

Rengeteg kész dizájnt kaphatsz különböző online platformokon, például a Thingiverse és a MyMiniFactory oldalon, ahol a tervezők már beágyazták a diókat a 3D nyomatokba.
További részletekért nézze meg az alábbi videót.
Hogyan javítsuk a nem illeszkedő 3D nyomtatószálakat?
A nem megfelelő 3D nyomtatószálak javításához gondosan kalibrálnia kell az extruder lépcsőit, hogy az extruder a megfelelő mennyiségű anyagot extrudálja. Az extrudáló szorzóját is kalibrálhatja és beállíthatja, hogy pontosabb áramlási sebességet kapjon a jó tolerancia érdekében. A túlzott extrudálás itt problémákat okoz. A túlzott extrudálás itt is problémát okoz.
Nézze meg a cikkemet az 5 módszerről, hogyan lehet kijavítani a túlzott extrudálást a 3D nyomtatásban.