
Sommario
Le stampe 3D sono molto versatili e molti si chiedono se sia possibile stampare in 3D filetti, viti, bulloni e altri tipi di parti simili. Dopo essermelo chiesto anch'io, ho deciso di indagare e fare qualche ricerca per trovare le risposte.
Ci sono molti dettagli che vorrete conoscere, quindi continuate a leggere questo articolo per saperne di più.
Una stampante 3D può stampare fori filettati, fori per viti e parti filettate?
Sì, è possibile stampare in 3D fori filettati, fori per viti e parti filettate, a condizione che la filettatura non sia troppo fine o sottile. Le filettature più grandi, come quelle dei tappi delle bottiglie, sono abbastanza facili da realizzare. Altri pezzi popolari sono dadi, bulloni, rondelle, sistemi di montaggio modulari, morse per macchine, contenitori filettati e persino ruote dentate.
Per creare stampe 3D filettate si possono utilizzare diversi tipi di tecnologie di stampa 3D, come FDM, SLA e persino SLS, anche se le più diffuse sono soprattutto FDM e SLA.
La stampa 3D SLA o in resina consente di ottenere dettagli molto più fini con le filettature rispetto alla stampa 3D FDM o a filamento, poiché opera a risoluzioni più elevate.
Stampanti 3D come la Ender 3, la Dremel Digilab 3D45 o la Elegoo Mars 2 Pro sono tutte macchine in grado di stampare in 3D fori filettati e parti filettate piuttosto bene. Assicuratevi di stampare con buone impostazioni e con una stampante 3D ben calibrata e sarete a posto.
Il video qui sotto mostra come un utente maschietta le parti stampate in 3D inserendo un foro all'interno del modello e utilizzando poi un utensile con rubinetto e maniglia di McMaster.
La SLA può stampare filettature? Stampe in resina con maschiatura
Sì, è possibile stampare in 3D le filettature con le stampanti 3D a resina SLA. È l'ideale perché garantisce un'elevata precisione e accuratezza del modello scelto, ma consiglierei di utilizzare una resina in grado di gestire bene le viti. Le resine ingegneristiche o resistenti sono ottime per stampare in 3D le filettature delle viti che possono essere filettate.
La SLA è un'ottima scelta per la progettazione delle filettature perché ha un'elevata risoluzione e precisione: può stampare oggetti in 3D con risoluzioni molto elevate, fino a 10 micron.
Consiglio di utilizzare una resina resistente come la Siraya Blu Tough Resin, che offre un'incredibile resistenza e durata, perfetta per le stampe in resina di maschiatura o per la stampa 3D di oggetti filettati.

Come filettare le parti stampate in 3D
La realizzazione di filettature stampate in 3D è possibile utilizzando un software CAD e utilizzando un progetto di filettatura integrato nei modelli. Un esempio è lo strumento filettatura e lo strumento bobina in Fusion 360. È inoltre possibile utilizzare un metodo unico chiamato percorso elicoidale che consente di creare qualsiasi forma di filettatura desiderata.
Fili di stampa 3D nel progetto
La stampa delle filettature è un'ottima opzione, in quanto riduce i danni che potrebbero derivare dalla maschiatura manuale di una parte stampata in 3D per creare le filettature, ma è probabile che si debba procedere per tentativi per ottenere un dimensionamento, delle tolleranze e delle dimensioni sufficientemente buoni.
La stampa 3D è soggetta a ritiro e ad altri fattori, quindi potrebbero essere necessari alcuni test.
Utilizzando un software CAD standard con strumenti di filettatura integrati, è possibile stampare in 3D un pezzo con filettatura interna.
Ecco come stampare i filetti in TinkerCAD.
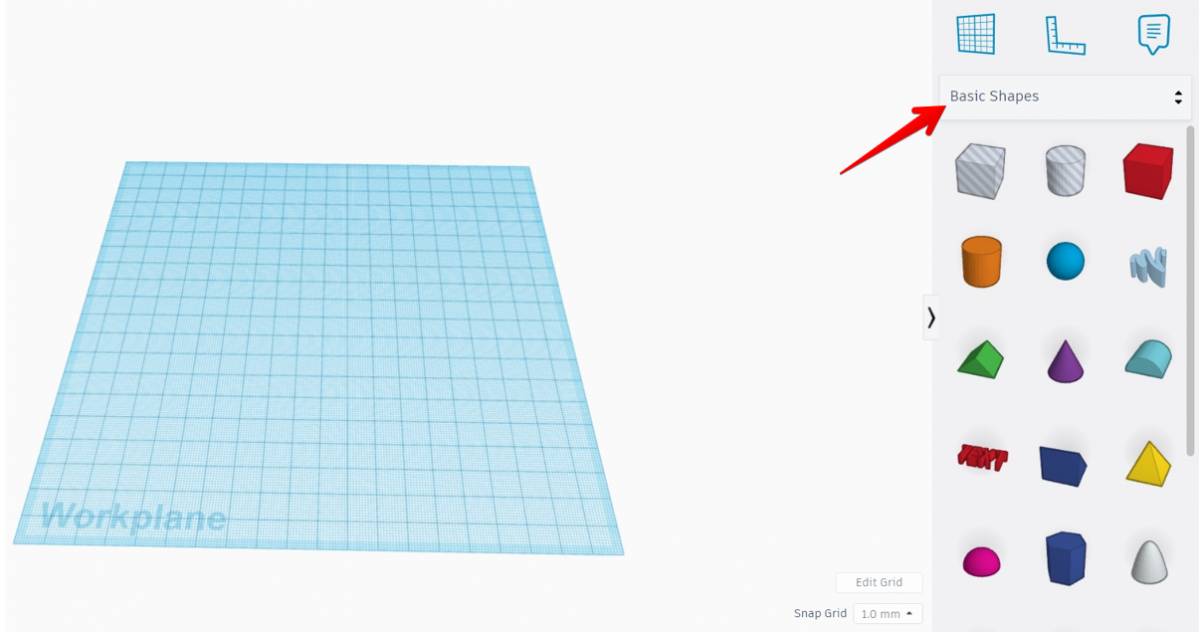
Per prima cosa è necessario creare un account TinkerCAD, quindi andare su "Crea un nuovo progetto" e vedrete questa schermata. Controllate il lato destro dove è indicato "Forme di base" e fate clic su di esso per ottenere un menu a tendina con molte altre parti di progetto integrate da importare.
In seguito ho importato un cubo nel piano di lavoro per utilizzarlo come oggetto per creare una filettatura.
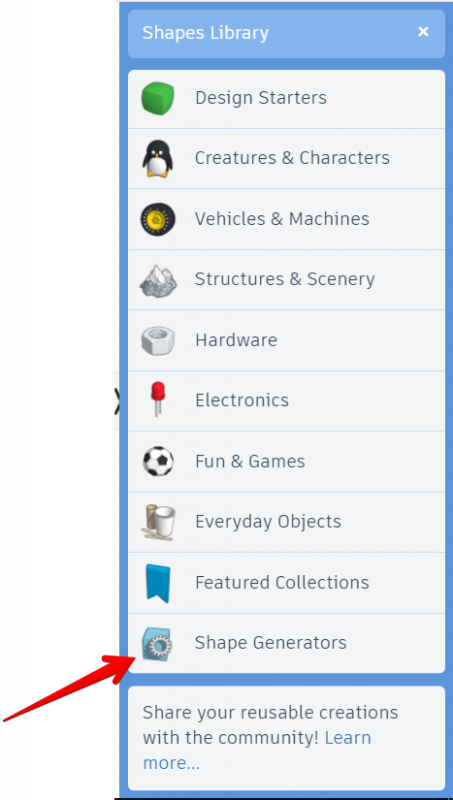
Nel menu a discesa, scorrere fino in fondo e selezionare "Generatori di forme".
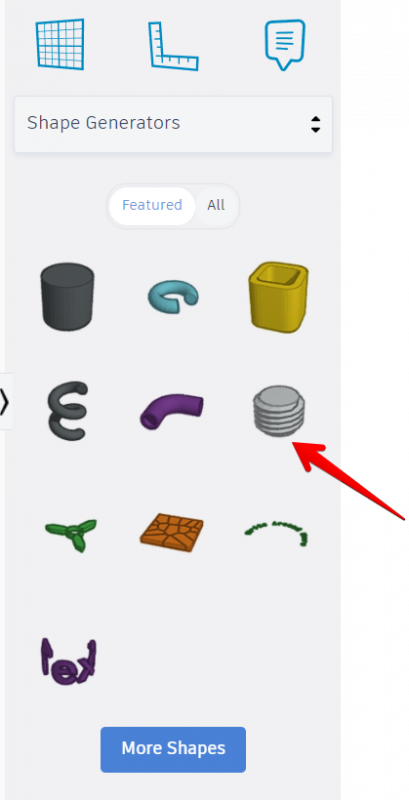
Nel menu "Generatori di forme" si trova la parte di filettatura metrica ISO che può essere trascinata nel piano di lavoro.
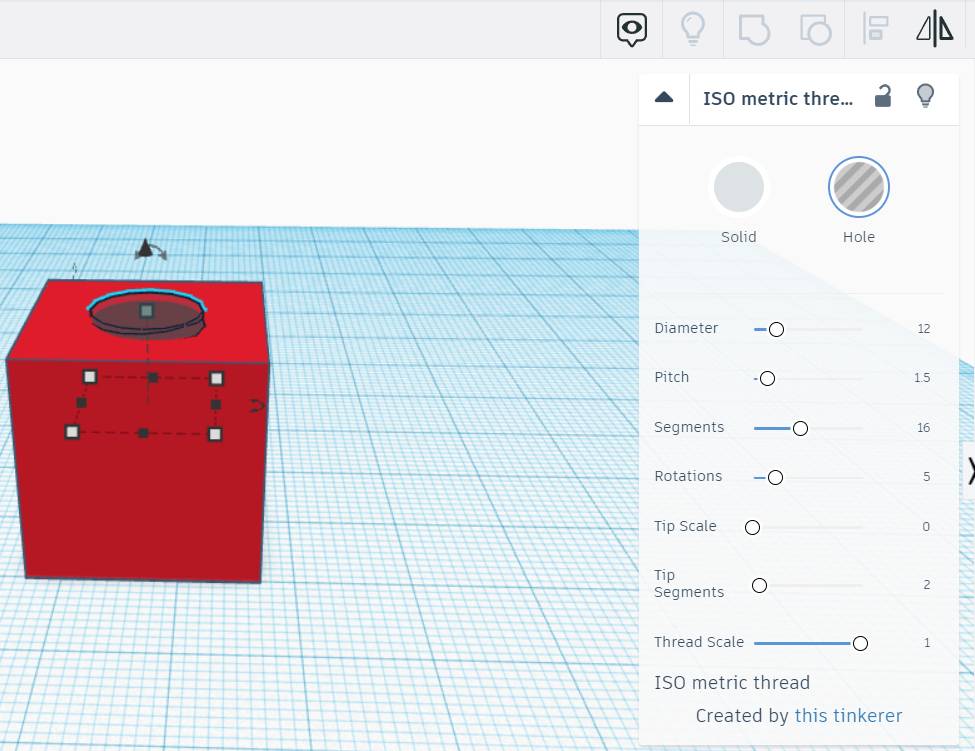
Quando si seleziona il filo, vengono visualizzati numerosi parametri che consentono di regolare il filo in base alle proprie esigenze. È inoltre possibile modificare la lunghezza, la larghezza e l'altezza facendo clic e trascinando le piccole caselle all'interno dell'oggetto.
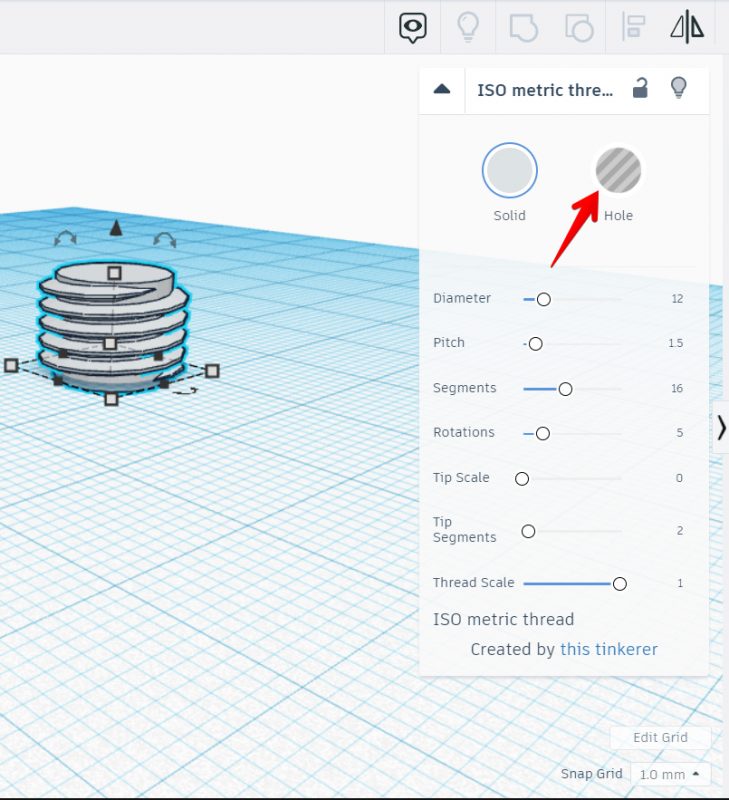
Ecco come appare quando si importa un cubo come "Solido" e si sposta la filettatura nel cubo dopo averla selezionata come "Foro". È possibile trascinare semplicemente la filettatura per spostarla e utilizzare la freccia in alto per aumentare o diminuire l'altezza.
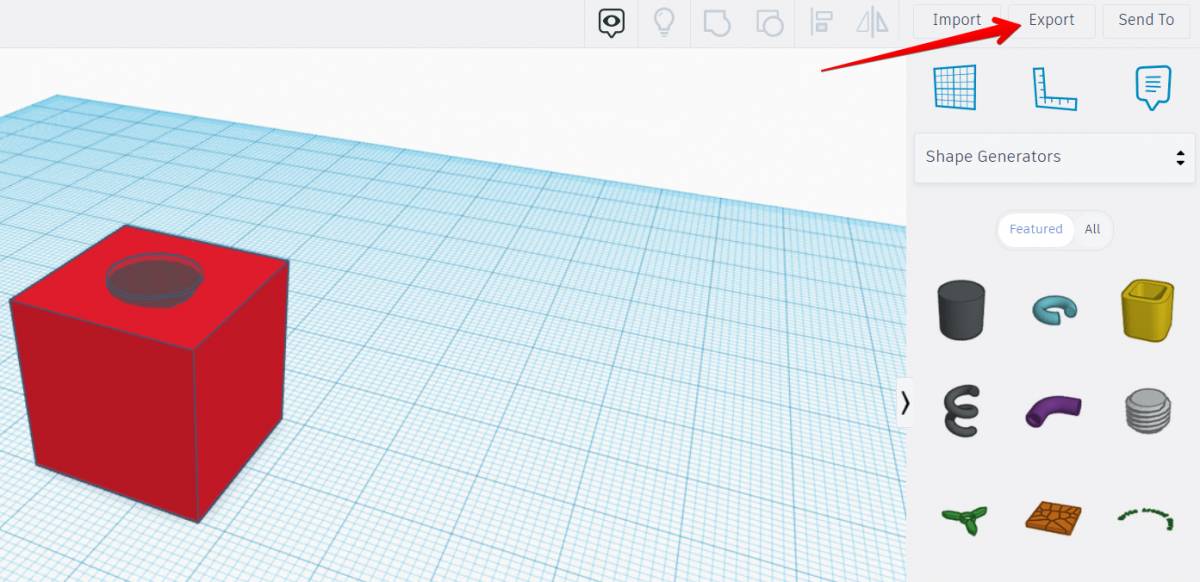
Una volta che l'oggetto è stato progettato nel modo desiderato, è possibile selezionare il pulsante "Esporta" per prepararlo alla stampa 3D.
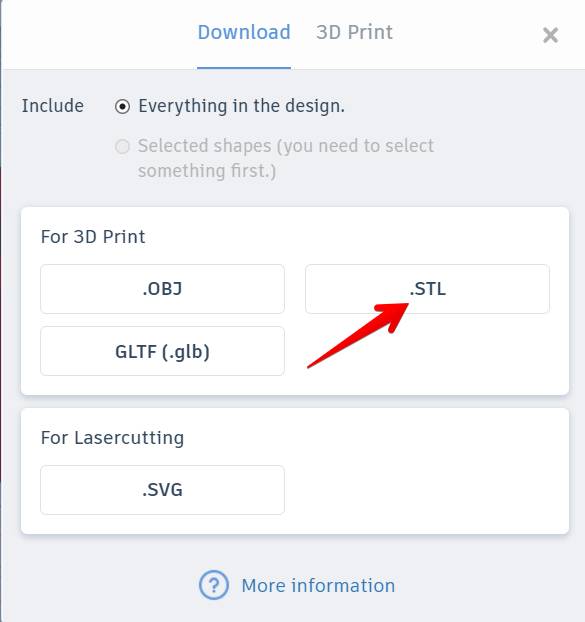
È possibile scegliere tra i formati .OBJ e .STL, che sono gli standard utilizzati per la stampa 3D.
Dopo aver scaricato il progetto del cubo filettato, l'ho importato nello slicer. Qui sotto potete vedere il progetto importato in Cura per la stampa a filamento e in Lychee Slicer per la stampa in resina.
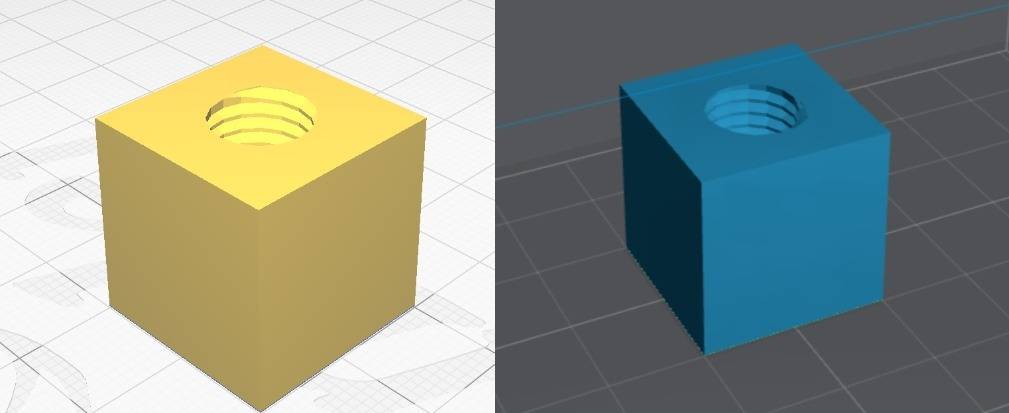
Questo è il processo di TinkerCAD.
Se volete conoscere il procedimento per farlo con un software più avanzato come Fusion 360, guardate il video qui sotto di CNC Kitchen sui tre modi per creare filetti stampati in 3D.
Inserti filettati a pressione o termofissati
Questa tecnica per la stampa di filettature su parti 3D è molto semplice: una volta stampato il pezzo, gli inserti a pressione vengono inseriti nella cavità personalizzata.
Analogamente agli inserti a pressione, è possibile utilizzare anche qualcosa come i dadi esagonali con il calore per spingere e inserire i filetti direttamente nella stampa 3D, dove c'è un foro incassato progettato.
Potrebbe essere possibile farlo senza un foro incassato, ma ci vorrebbe più calore e forza per attraversare la plastica. Di solito si usa qualcosa come un saldatore e lo si riscalda fino alla temperatura di fusione della plastica che si sta usando.
In pochi secondi, dovrebbe affondare nella stampa 3D per creare un filo ben inserito da utilizzare. Dovrebbe funzionare bene con tutti i tipi di filamento come PLA, ABS, PETG, Nylon e PC.
I fili stampati in 3D sono resistenti?
I fili stampati in 3D sono robusti quando sono stampati in 3D con materiali robusti come la resina resistente/ingegneristica o il filamento ABS/Nylon. I fili stampati in 3D in PLA dovrebbero essere resistenti e durevoli per scopi funzionali. Se si utilizza una resina normale o un filamento fragile, i fili stampati in 3D potrebbero non essere resistenti.
CNC Kitchen ha realizzato un video per verificare la resistenza degli inserti filettati rispetto alle filettature stampate in 3D.
Un altro fattore che riguarda i fili stampati in 3D è l'orientamento con cui vengono stampati gli oggetti.
Le viti stampate in 3D orizzontalmente con supporti possono essere considerate più resistenti rispetto a quelle stampate in 3D verticalmente. Il video qui sotto mostra alcuni test su diversi orientamenti quando si tratta di viti e filettature stampate in 3D.
Vengono esaminati i test di resistenza, la progettazione del bullone e delle filettature stesse, il livello di stress che può sopportare e persino un test di coppia.
È possibile avvitare nella plastica stampata in 3D?
Sì, è possibile avvitare nella plastica stampata in 3D, ma è necessario farlo con attenzione per evitare di rompere o fondere la plastica. È importante utilizzare il giusto tipo di punta e assicurarsi che la velocità del trapano non crei troppo calore, il che può avere un effetto negativo sulla plastica, soprattutto sul PLA.
L'avvitamento nella plastica ABS è molto più semplice rispetto ad altri filamenti. La plastica ABS è meno fragile e ha anche un elevato punto di fusione.
Se si hanno alcune conoscenze di base di progettazione, si dovrebbe essere in grado di incorporare un foro all'interno della stampa, in modo da non doverlo praticare nel modello. Un foro praticato non sarebbe così resistente come un foro incorporato nel modello.
È una buona pratica stampare il foro durante la stampa del modello. Se confronto il foro stampato e il foro praticato, il foro stampato è più affidabile e resistente.
La foratura può danneggiare l'intera architettura. Ecco alcuni consigli utili per praticare il foro nella plastica 3D in modo accurato senza danneggiare l'architettura:
Forare perpendicolarmente
La plastica stampata ha diversi strati. Se si fora la plastica stampata nella direzione sbagliata, gli strati si dividono. Durante la ricerca di questo problema, ho scoperto che dovremmo usare la macchina perforatrice perpendicolarmente per fare il foro senza danneggiare l'architettura.
Guarda anche: 10 modi per riparare una superficie scadente/ruvida sopra i supporti di stampa 3DForare il pezzo a caldo
Riscaldare il punto di foratura prima di avvitarlo ridurrà la durezza e la fragilità del punto stesso. Questa tecnica dovrebbe aiutare a prevenire le crepe nelle stampe 3D.
A questo scopo si può usare un asciugacapelli, ma bisogna cercare di non aumentare la temperatura fino al punto in cui il materiale inizia ad ammorbidirsi troppo, soprattutto con il PLA, che ha una resistenza al calore piuttosto bassa.
Come incorporare i dadi nelle stampe 3D
È possibile incorporare dadi nelle stampe 3D principalmente progettando il modello in modo da poter inserire un dado imperdibile in un'area incassata. Un esempio è dato da un modello di Thingiverse chiamato Accessible Wade's Extruder, che richiede un buon numero di viti, dadi e parti per essere assemblato.
Il modello è dotato di aree incassate per consentire un migliore inserimento di viti e dadi.
Un altro progetto molto più complesso che presenta diverse aree esagonali incassate per l'inserimento di dadi imperdibili è The Gryphon (Foam Dart Blaster) di Thingiverse. Il progettista di questo modello richiede molte viti M2 e M3, nonché dadi M3 e molto altro.

È possibile trovare molti progetti già pronti su diverse piattaforme online, come Thingiverse e MyMiniFactory, dove i progettisti hanno già incorporato i dadi nelle stampe 3D.
Per maggiori dettagli, guardate il video qui sotto.
Come riparare le filettature della stampante 3D che non vanno bene
Per riparare le filettature della stampante 3D che non si adattano, è necessario calibrare attentamente i passi dell'estrusore in modo da estrudere la quantità corretta di materiale. È inoltre possibile calibrare e regolare il moltiplicatore di estrusione per ottenere una portata più precisa per una buona tolleranza. Un'estrusione eccessiva causerà problemi in questo caso.
Consultate il mio articolo sui 5 modi per risolvere la sovraestrusione nelle vostre stampe 3D.