
目次
3Dプリントは非常に汎用性が高く、ネジやボルトなどの部品を3Dプリントできないかと考える人も多いと思います。 私自身も疑問に思ったので、その答えを見つけるために調べてみることにしたんです。
知りたい内容が盛りだくさんなので、このまま最後まで読んでみてください。
関連項目: ABSライク樹脂と一般的な樹脂、どっちがいい?3Dプリンターでねじ穴やネジ穴、タップ加工された部品を作ることはできますか?
ネジ穴、ネジ穴、ネジ付き部品は、ネジが細すぎたり細すぎたりしない限り、3Dプリントできます。 ボトルキャップのような大きなネジはかなり簡単です。 その他、ナット、ボルト、ワッシャー、モジュラーマウントシステム、マシンバイス、ネジ付き容器、サムホイールもよく使われる部品です。
FDM、SLA、さらにはSLSなど、さまざまな種類の3Dプリント技術を使ってネジ付き3Dプリントを作ることができますが、最もポピュラーなのは主にFDMとSLAです。
SLA(樹脂)3Dプリントは、FDM(フィラメント)3Dプリントに比べて、高解像度で動作するため、糸の細部をより細かく表現することが可能です。
Ender 3、Dremel Digilab 3D45、Elegoo Mars 2 Proなどの3Dプリンターは、ネジ穴やタップを3Dプリントできる機械です。 良い設定とダイヤル式の3Dプリンターでプリントすれば、問題ないでしょう。
下の動画は、あるユーザーが3Dプリントした部品に穴を開け、McMasterのタップとタップハンドルツールを使ってタップしている様子を示しています。
SLAで糸をプリントできるのか? 樹脂プリントのタッピングについて
はい、SLA樹脂3Dプリンターでネジ山を3Dプリントすることができます。 選択したモデルで高い精度と正確さが得られるので理想的ですが、ネジをうまく扱える樹脂を使うことをお勧めします。 タップできるネジ山を3Dプリントするには、エンジニアリング樹脂やタフ樹脂が向いています。
SLAは解像度と精度が高いので、糸をデザインするのに適しています。 最大10ミクロンという非常に高い解像度でオブジェクトを3Dプリントすることができます。
シラヤブルータフレジンのような強度のある樹脂を使うと、驚くほどの強度と耐久性が得られるので、タッピングレジンプリントやネジ式のオブジェクトを3Dプリントするのに最適なんだ。

3Dプリントした部品に糸を通す方法
3Dプリンターでねじ山を作るには、CADソフトを使い、モデルに組み込まれたねじ山設計を利用します。 例えば、Fusion 360のねじ山ツールやコイルツールです。 また、ヘリカルパスという独自の方法を使えば、好きな形のねじを作ることができます。
3Dプリント糸をデザインに取り入れる
ねじ山を印刷することは、3Dプリントされた部品を手作業で叩いてねじ山を作る際に発生する可能性のある損傷を減らすことができるので、素晴らしい選択肢です。しかし、サイズ、公差、寸法を十分なものにするには、いくつかの試行錯誤が必要でしょう。
3Dプリンターは収縮などが関係してくるので、何度かテストが必要かもしれませんね。
一般的なCADソフトにねじ切りツールが搭載されていれば、ねじ切りのあるパーツを3Dプリントすることが可能です。
TinkerCADでスレッドを印刷する方法をご紹介します。
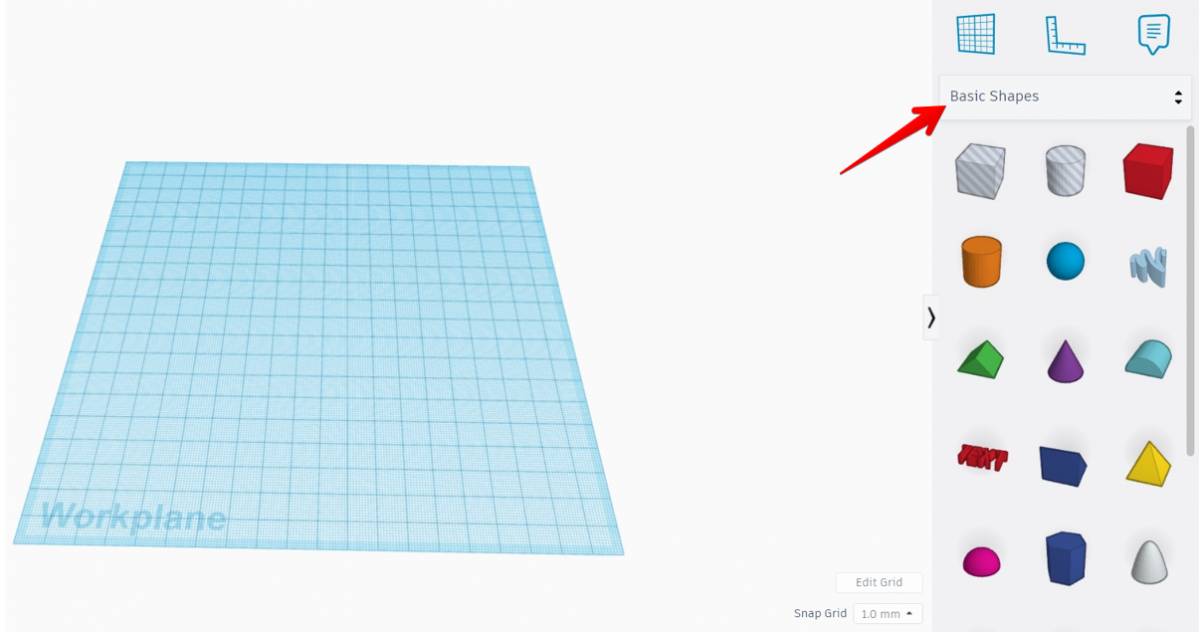
まず、TinkerCADのアカウントを作成し、"Create new design "にアクセスすると、この画面が表示されます。 右側の "Basic Shapes "をチェックし、それをクリックすると、他の内蔵デザインパーツのドロップダウンメニューを表示し、インポートできます。
その後、ワークプレーンに立方体を取り込んで、その中に糸を作るオブジェクトとして使用しました。
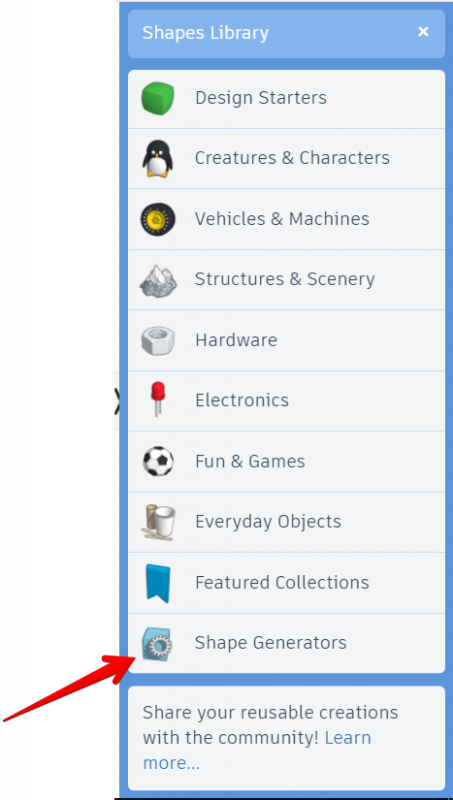
ドロップダウンメニューで、一番下までスクロールして、"Shape Generators "を選択します。
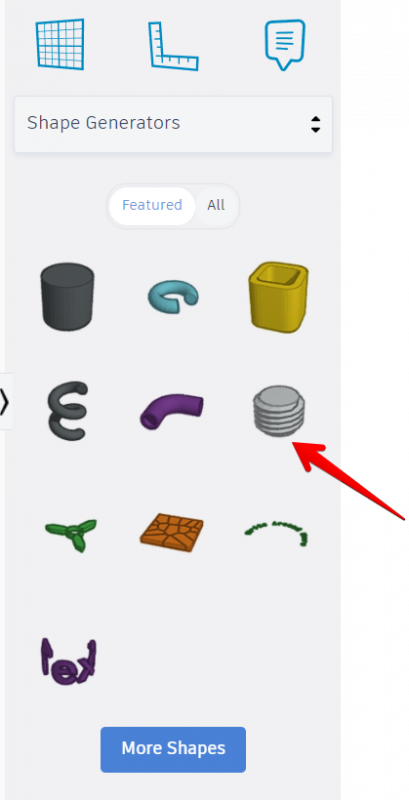
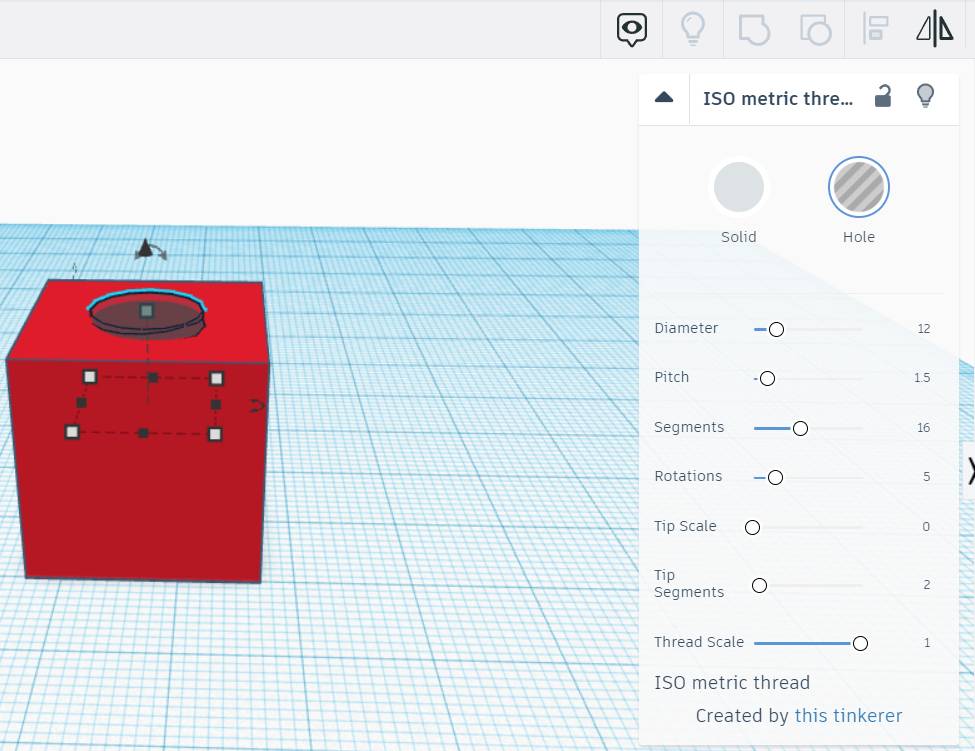
Shape Generators」メニューの中に、ISOメートルねじ部品があり、これをワークプレーンにドラッグ&ドロップすることができます。
また、長さ、幅、高さは、オブジェクト内の小さなボックスをクリック&ドラッグすることで、変更することができます。
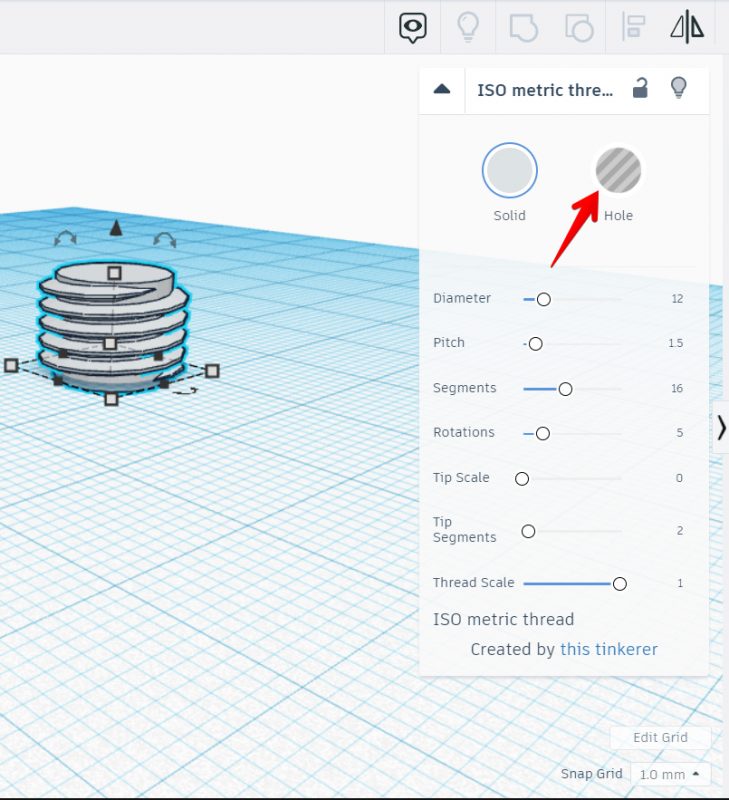
立方体を「ソリッド」として読み込み、糸を「穴」として選択した後、立方体の中に移動させるとこんな感じです。 糸はドラッグするだけで移動でき、上矢印で高さを上下させることができます。
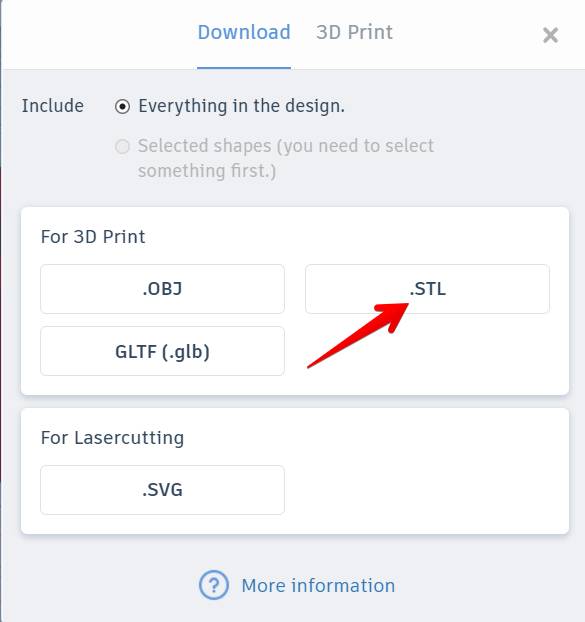
思い通りのオブジェクトがデザインできたら、「エクスポート」ボタンを選択し、3Dプリントに対応させます。
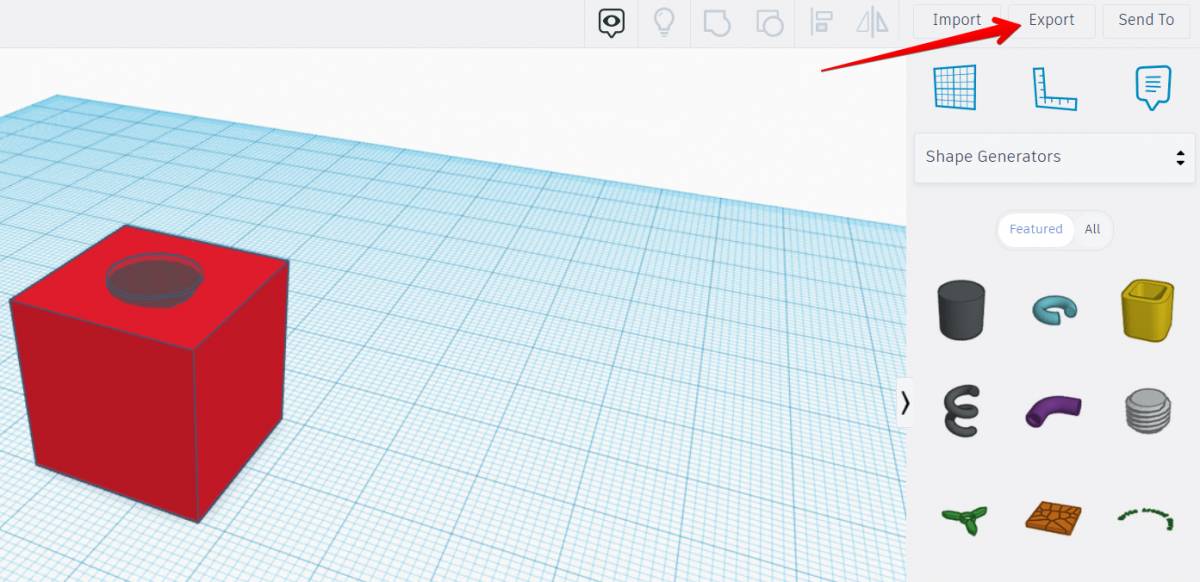
3Dプリンターで標準的に使用されている.OBJ、.STLのフォーマットから選択できます。
ネジ式キューブのデザインをダウンロードした後、スライサーにインポートしました。 下の写真は、フィラメントプリント用のCuraと樹脂プリント用のLychee Slicerにインポートしたデザインです。
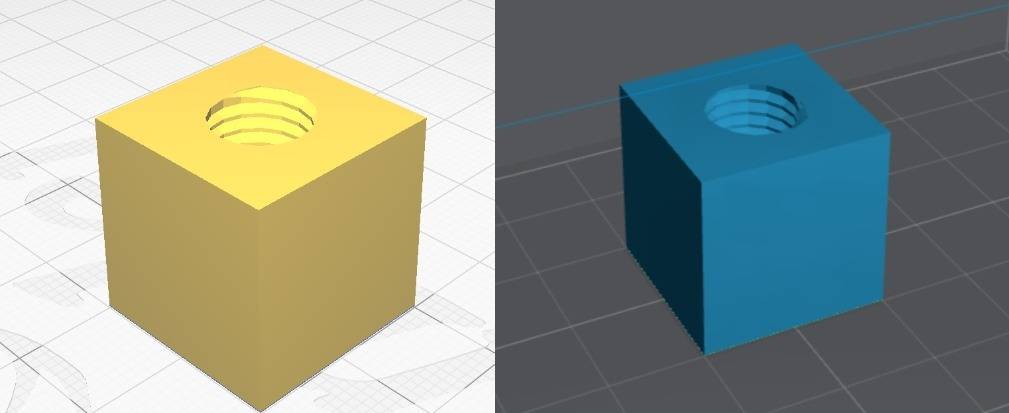
それが、TinkerCADのプロセスです。
Fusion 360のようなもっと高度なソフトウェアで行うプロセスを知りたい方は、CNC Kitchenによる以下のビデオで、3Dプリントの糸を作る3つの方法をご覧ください。
プレスフィットまたはヒートセットのねじ込みインサート
3Dパーツにネジ山を印刷するこの技術は、非常に簡単です。 パーツを印刷したら、プレスフィットインサートをカスタムキャビティに配置します。
プレスフィットインサートと同様に、六角ナットのようなものを使って、熱でネジ山を押して、3Dプリントに直接挿入することもできます(デザインされた凹穴があるところ)。
ハンダゴテのようなものを使って、プラスチックの溶ける温度まで熱を加えるのですが、これがなかなか難しい。
PLA、ABS、PETG、ナイロン、PCなど、あらゆるフィラメントに対応します。
3Dプリンターで作った糸は強いのか?
3Dプリント糸は、強靭な樹脂やエンジニアリングレジン、ABS/ナイロンフィラメントなどの丈夫な素材で3Dプリントすると丈夫です。 PLAで3Dプリントした糸は、機能的によく持ち、耐久性があります。 普通の樹脂やもろいフィラメントを使うと、3Dプリント糸の強度は出ないかもしれません。
CNC Kitchenでは、3Dプリントされたネジと比較して、ネジ穴の強度がどの程度なのかをテストしたビデオを公開しています。
また、3Dプリントした糸をどのような向きでプリントするかということも重要な要素です。
3Dプリントされたネジは、垂直方向にプリントされたネジに比べて、水平方向にプリントされたネジの方が強いと考えられます。 以下のビデオでは、ボルトとネジの3Dプリントに関して、さまざまな方向でテストを行っています。
強度試験、ボルトやネジ自体の設計、対応できる応力のレベル、そしてトルクテストまで見ることができます。
3Dプリンターで作られたプラスチックにネジが打てるか?
3Dプリントしたプラスチックにねじ込むことはできますが、プラスチックにひびが入ったり溶けたりしないように慎重に行う必要があります。 正しいタイプのドリルビットを使い、ドリルの速度がプラスチック(特にPLA)に悪影響を与える熱を発生させないようにすることが重要です。
ABS樹脂は脆くなく、融点も高いので、他のフィラメントに比べ、ねじ込みが容易だと言われています。
基本的なデザイン力があれば、プリントの中に穴を開けることができるので、モデルに穴を開ける必要はありません。 穴を開けると、モデルに内蔵された穴に比べて耐久性が落ちますからね。
モデルの印刷時に穴を印刷するのは良い習慣です。 印刷した穴とドリルで開けた穴を比較すると、印刷した穴の方が確実で強度があります。
ここでは、3Dプリンターに穴を開ける際に、建築物を傷つけずに正確に穴を開けるためのコツを紹介します:
ドリルで垂直に削る
印刷されたプラスチックにはさまざまな層があり、穴を開ける方向を間違えると層が割れてしまいます。 この問題を研究しているうちに、建築物を傷つけずに穴を開けるには、ボール盤を垂直に使えばいいことがわかりました。
暖かいうちに部品を穿孔する
穴あけ箇所を温めてからねじ込むと、その箇所の硬さやもろさを抑えることができます。 このテクニックを使えば、3Dプリントのクラックを防ぐことができるはずです。
その際、ドライヤーを使うこともできますが、特にPLAは耐熱性がかなり低いので、柔らかくなりすぎるほど温度を上げないようにしてください。
3Dプリントにナッツを埋め込む方法
ナットの埋め込みは、主に凹部にナットをはめ込めるようにモデルを設計することで可能です。 この例として、ThingiverseのAccessible Wade's Extruderというモデルがありますが、組み立てにはかなりの数のネジやナット、パーツが必要です。
ネジやナットがうまく収まるように、モデルに凹んだ部分が作られています。
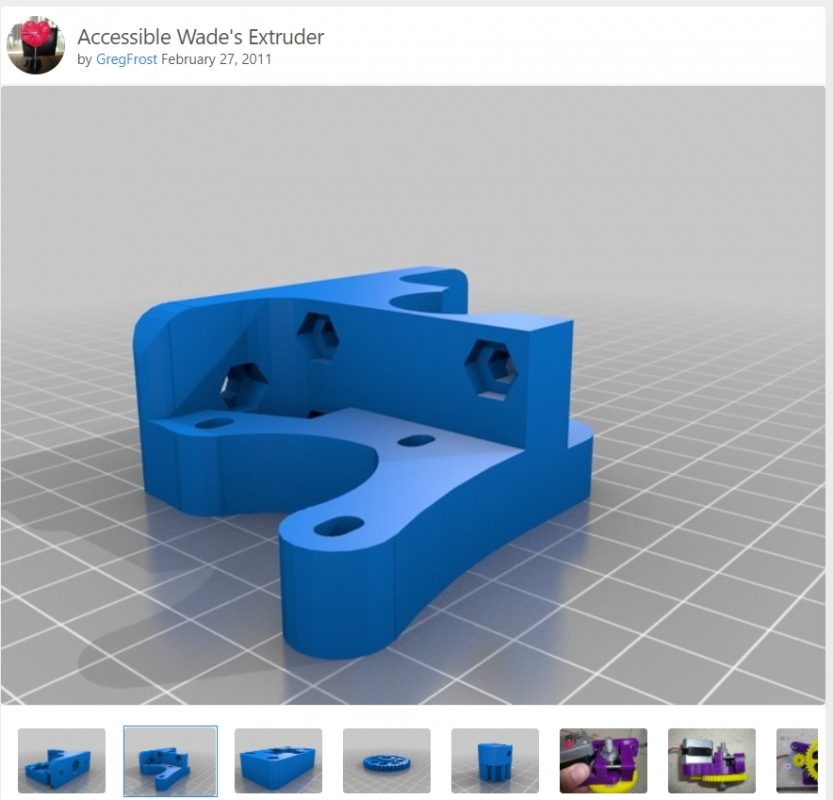
このモデルの設計者は、M2ネジやM3ネジ、M3ナットなど、多くの部品を必要としています。
関連項目: 3Dプリント用フィラメントで最も柔軟性があるのはどれ? 買うならベスト
ThingiverseやMyMiniFactoryなど、さまざまなオンラインプラットフォームで、デザイナーが3Dプリントにナッツを埋め込んだ既成のデザインをたくさん入手することができます。
詳しくは、以下の動画をご覧ください。
3Dプリンターのネジが合わないのを直す方法
合わない3Dプリンターのネジ山を直すには、エクストルーダーのステップを慎重にキャリブレーションして、エクストルーダーが正しい量の材料を押し出すようにする必要があります。 また、エクストルーダーの倍率をキャリブレーションして調整すると、許容範囲を広げるために、より正確な流量を得ることができます。 押出過多はここで問題を起こします。
3Dプリントのオーバーエクストルージョンを修正する5つの方法」の記事もご覧ください。