
Edukien taula
Betetzeko ereduak batzuetan ez dira kontuan hartzen 3D inprimaketan, zure inprimaketen ezarpen askoren zati bat besterik ez delako. Hainbat betetze-eredu daude, baina zerrendan begiratuta, nire buruari galdetu nion, zein betetze-eredu da onena 3D inprimaketan?
3D inprimatzeko betegarri-eredurik onena forma hexagonala da, esate baterako, Cubic. abiadura eta indarra oreka on baten bila bazabiltza. Zure 3D inprimatutako piezaren funtzioa zehazten duzunean, betetzeko eredu onena aldatu egingo da. Abiadurari dagokionez, betetze-eredurik onena Lines eredua da, eta indarrari dagokionez, Kubikoa.
Lehen uste nuena baino apur bat gehiago dago betetzeko ereduak, beraz, oinarriei buruzko xehetasun gehiago sartuko ditut. betetze-eredu bakoitzeko, baita jendeak indartsuena, azkarrena eta guztizko irabazlea dela ikusten duen eredua ere.
Zer betetze eredu mota daude?
Curari begiratzen diogunean, hemen dagoen zatiketa-softwarerik ezagunena, hona hemen dauzkaten betetze-ereduen aukerak, ikus-entzunezko batzuekin eta informazio erabilgarriarekin batera.
- Sareta
- Lerroak
- Triangelua
- Tri-hexagonala
- Kubikoa
- Zazpi zatiketa kubikoa
- Oktoteoa
- Laurdena kubikoa
- Konzentrikoa
- ZigZag
- Cross
- Cross3D
- Gyroid
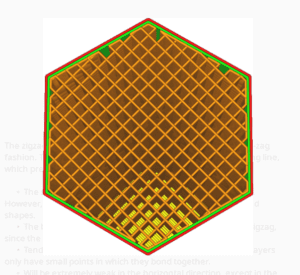
Zer da Grid Infill?

Beteketa-eredu honek gurutze-eredu bat du, eta bi lerro perpendikular sortzen ditu, karratuak osatuz.indarra bakarrik bilatzen da, beraz, horrek ez du esan nahi betetze-ereduek % 5 baino gehiagoko diferentzia egin dezaketela funtzionaltasun-arloan.
Ikusi ere: 8 modu nola konpondu Ender 3 ohe altuegia edo baxuegiaZein da Abiadurarako betetze-eredurik azkarrena?
Badugu. Abiadurarako betetze-eredurik onena aztertzen ari dira, hemen faktore argiak hauek dira zein eredu dituzten lerro zuzenenak, mugimendu gutxiago eta inprimatzeko material gutxien erabiltzen duten.
Hau nahiko erraza da pentsatzen dugunean zehaztea. ditugun eredu-aukerei buruz.
Abiadurarako betetze-eredurik onena Lerroak edo Errektilineoa da, Cura-n betetzeko eredu lehenetsia dena. Norabide-aldaketa gehien dituzten ereduek inprimatzeko denbora gehiago behar izaten dute normalean, beraz, lerro zuzenek azkarren inprimatzen dute abiadura handiz.
Abiaduraren faktore garrantzitsuari erreparatzen diogunean eta material gutxien erabiltzen dugunean, pisu bakoitzeko indar-erlazio onenaren parametroa. Horrek esan nahi du, indarrari eta pisuari dagokionez, betegarri-ereduak duen erresistentziarik onena zenbat erabiltzen den.
Ez genuke nahi material gutxien erabili eta objektu bat edukitzea. Erraz erortzen da.
Egia esan, probak egin dira parametro honetan, non CNC Kitchen-ek aurkitu zuen Laukizuzen edo Lerroen eredu normalak pisu bakoitzeko erresistentzia hoberenetakoa duela eta material gutxien erabiltzen duela. . Cubic Subdivision eredua material gutxien erabiltzeko beste lehiakide bat da. Sortzen dudentsitate handiko betegarria hormen inguruan eta erdialdean baxuagoa.
Eredu ezin hobea da zure estanpatuetarako lehenetsi gisa edukitzeko, funtzionaltasun eta indarra helburu zehatz bat duzunean izan ezik. Lerroen eredua edo Kubiko zatiketa oso azkar inprimatzen ez ezik, betegarri kopuru txikia erabiltzen du eta indar ona du.
Zein da 3D inprimaketa malguetarako betetze-eredurik onena?
Onena TPU eta malguentzako betetze-ereduak hauek dira:
- Konzentrikoak
- Gurutza
- 3D gurutzatua
- Gyroid
Zure ereduaren arabera, eredu aproposa egongo da zure 3D inprimaketa malguetarako.
Aurretik esan bezala, eredu zentrikoak hobekien funtzionatzen du betegarri-dentsitate batean %100ean, baina batez ere ez direnentzat. objektu zirkularrak. Indar bertikal nahiko ona du baina indar horizontal ahula du, eta ezaugarri malguak ematen dizkio. zatitzeko luzeagoa.
Gyroidea bikaina da dentsitate baxuagoko betegarriak erabiltzen dituzunean eta erabilgarria da arrazoi batzuengatik. Inprimatzeko denbora azkarrak ditu, ebakiduraren aurkako erresistentzia handia, baina, oro har, ez da hain malgua, beste eredu malguekin alderatuta.
Konpresiorako betetze-eredu onena bilatzen ari bazara, Gyroid da aukera onenetako bat.
Zenbat betetzen duen dentsitatea edo ehunekoaGaia?
Betegarri dentsitateak parametro garrantzitsu batzuei eragiten die 3D inprimatutako piezari. Curako 'Bete-dentsitatea' ezarpenaren gainean jartzen duzunean, goiko geruzetan, beheko geruzetan, betetze-lerroen distantzian, betetze-ereduetan eta amp; Betegarrien gainjartzea.
Betegarrien dentsitateak/portzentajeak eragin nahiko nabarmena du piezen indarran eta inprimatzeko denboran.
Zenbat eta betetze-portzentaje handiagoa izan, orduan eta indartsuagoa izango da zure zatia, baina betegarri-dentsitateetan %50etik gorako dentsitateetan, askoz ere gutxiago dira indar gehigarria gehitzeari dagokionez.
Cura-n ezarri duzun betegarri-dentsitatearen arteko diferentziak alde handia du zure piezaren egituran aldatzen ari denari dagokionez.
Behean %20ko betegarri-dentsitatearen eta %10eko adibide bisual bat dago.
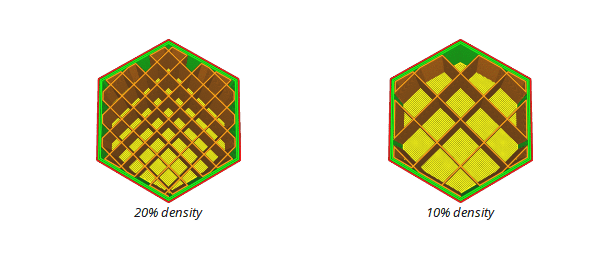
Bete-dentsitate handiagoak zure betegarri-lerroak elkarrengandik hurbilago jarriko direla esan nahi du, eta horrek esan nahi du egitura gehiago elkarrekin ari direla pieza bati indarra emateko.
Ahal duzu. Imajinatu dentsitate baxuarekin apurtzen saiatzea dentsitate handikoa baino askoz errazagoa izango litzatekeela.
Garrantzitsua da jakitea betegarri dentsitatea asko aldatzen dela pieza bati nola eragiten dion betegarri-ereduen desberdintasunengatik.
Funtsean, Lerroen eredu baten % 10eko betetzetik % 20ko betetze aldaketa bat ez da Gyroid ereduaren aldaketa bera izango.
Beteketa eredu gehienek pisu antzekoa dute. betegarri dentsitate bera, bainaTriangelu-ereduak pisu orokorra ia % 40 handitu du.
Horregatik, Gyroid betetze-eredua erabiltzen duten pertsonek ez dute betetze-portzentaje handirik behar, baina hala ere piezaren indar maila errespetagarria lortzen dute.
Bete-dentsitate baxuek arazoak sor ditzakete, esate baterako, hormak betegarriarekin ez konektatzea eta aire-poltsak sortzea, batez ere zeharkaldi asko dituzten ereduekin.
Estrusiopean sar zaitezke betegarri-lerro batek beste lerro bat zeharkatzen duenean, zeren eta. fluxu-etenen.
Cura-k azaltzen du zure betegarri dentsitatea handitzeak ondorio hauek dituela:
- Zure inprimaketak sendoagoak egiten ditu oro har. leunagoak eta hermetikoagoak izatea
- Arazoak konpontzeko arazoak murrizten ditu, esate baterako, burkoak. objektua
Beraz, betegarri-dentsitateak garrantzi handia du gure estanpatuen indarra, materialaren erabilera eta denbora aztertzen ari garenean. Oreka ona izan ohi da betetze-portzentajeen artean, hau da, %10-%30 bitartekoa da pieza zertarako erabili nahi duzunaren arabera.
Estetikak edo begiratzeko egindako piezak askoz betegarri gutxiago eskatzen dute. dentsitatea ez duelako indarrik behar. Pieza funtzionalek betegarri-dentsitate handiagoa behar dute (% 70 arte), beraz, karga-behera denbora luzez maneiatu dezakete.denbora.
Harizpi gardenetarako betetze-eredurik onena
Jende askori gustatzen zaio harizpi gardenerako Gyroid betetze-eredua erabiltzea, itxura polita ematen duelako. Kubiko edo Honeycomb betetze ereduak itxura bikaina du 3D inprimaketa gardenetarako. Inprimaketa gardenetarako betegarririk onena % 0 edo % 100 izan ohi da eredua argiagoa izan dadin.
Hona hemen PLA 3D inprimaketa argi batean Gyroid betetze ereduaren adibide bat. Erabiltzaile batek esan du Gyroid ere erabiltzen dutela % 15eko betegarri-dentsitatearekin.
Betegarrizko pla-k garbiak 3D inprimaketaren eredu polita sortzen du.
Begiratu beheko bideoa 3D inprimaketa gardena ikusteko. harizpi.
erdikoa.- Norabide bertikalean indar handia
- Sortutako lerroetan norabidean indar handia
- Norabide diagonalean ahulagoa
- Sortzen du. Goiko gainazal nahiko ona eta leuna
Zer da lerroak/betegarri errektilineoak?

Lerroen ereduak paralelo batzuk sortzen ditu. zure objektuan zehar lerroak, geruza bakoitzeko norabide alternatiboekin. Beraz, funtsean, geruza batek norabide batera doazen lerroak ditu, gero hurrengo geruzak beste bide batetik doazen lerroak ditu. Sare-ereduaren oso antzekoa da, baina aldea dago.
- Norabide bertikalean normalean ahula
- Norabide horizontalean oso ahula lerroen norabidean izan ezik
- Hau da goiko gainazal leun baterako eredurik onena
Lerroak eta Sare-eredua nola desberdinak diren erakusten duen adibide bat behean ageri da, non betetze-norabideak lehenetsita dauden 45° eta amp; -45°
Lerroak (zuzenekoa) betegarri:
1. geruza: 45° – eskuineko norabide diagonala
Ikusi ere: FreeCAD ona al da 3D inprimatzeko?2. geruza: -45° – ezkerreko norabide diagonala
3. geruza: 45° – eskuineko norabide diagonala
4. geruza: -45° – ezkerreko norabidea diagonalean
Sare betetzea:
1. geruza: 45° eta -45 °
2. geruza: 45° eta -45°
3. geruza: 45° eta -45°
4. geruza: 45° eta -45°
Zer da Triangle Infill?

Hau nahiko argia da; betegarri-eredu bat non hiru lerro multzo sortzen diren norabide ezberdinetan triangeluak eratzeko.
- Duka.norabide horizontal bakoitzean indar berdina
- Ebakidura-erresistentzia handia
- Emariaren etenekin arazoak, beraz betegarri dentsitate handiek indar erlatibo baxua dute
Zer Tri-Hexagonal Infill al da?
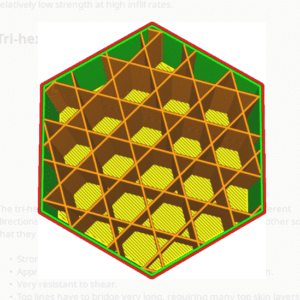
Betegarri eredu honek triangelu eta forma hexagonalen nahasketa du, objektuan zehar tartekatuta. Horretarako, hiru lerro-multzo sortuz hiru norabide ezberdinetan, baina elkarren artean posizio berean gurutzatzen ez diren moduan.
- Oso sendoa norabide horizontalean
- Norabide horizontal bakoitzean indar berdina
- Molaiaren aurkako erresistentzia handia
- Goiko azaleko geruza asko behar ditu gainazal berdina lortzeko
Zer da Betetze kubikoa?
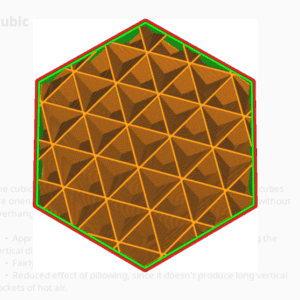
Eredu kubikoak izenburua eta pilatuta dauden kuboak sortzen ditu, hiru dimentsioko eredua sortuz. Kubo hauek izkinetan zutik egoteko orientatuta daude, beraz, barruko gainazal pendienterik gabe inprimatu daitezke
- Norabide guztietan indar berdina, bertikalean barne
- Norabide guztietan indar orokorra nahiko ona
- Eredu honekin burkoa murrizten da, poltsiko bertikal luzeak sortzen ez direlako
Zer da Kubiko Zatiketa Betegarria?
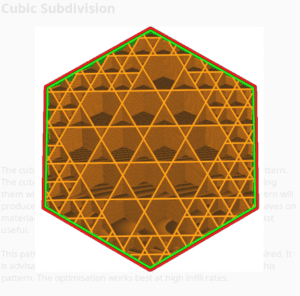
Cubic Subdivision ereduak kuboak eta 3 dimentsioko ereduak ere sortu zituen, baina kubo handiagoak sortzen ditu objektuaren erdialderantz. Hau egiten da, beraz, arlo garrantzitsuenakindarrak betegarri onak izan ditzaten, materiala aurrezten den bitartean betegarria eraginkorrena den lekuetan.
Eredu honekin betegarri dentsitateak handitu behar dira, erdialdeko eremuetan oso baxuak izan daitezkeelako. 8 zatitutako kubo sorta bat sortuz funtzionatzen du, gero hormak jotzen ari diren kuboak zatitzen dira betegarri-lerroaren distantziara iritsi arte.
- Eredurik onena eta sendoena pisuari eta inprimatze-denborari dagokionez (indarra pisu-erlazioa)
- Indar berdina norabide guztietan, bertikalean barne.
- Erretrakzio asko ditu, ez da ona material malguetarako edo likatsu gutxiagorako (likatsuak)
- Ebakitzeko denbora nahiko luzeagoa da
Zer da Octet Infill?
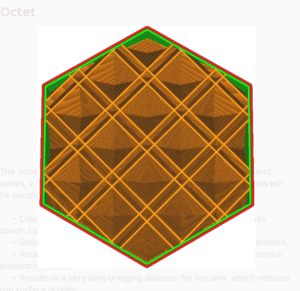
Oktotearen betetze eredua 3 dimentsioko beste eredu bat da, kubo eta tetraedro erregular (piramide triangeluarra) nahasketa bat sortzen duena. Eredu honek elkarren ondoan dauden betegarri-lerro anitz sortzen ditu noizean behin.
- Barneko marko sendoa du, batez ere ondoko lerroak dauden lekuetan.
- Lodiera ertaineko ereduak (1 cm inguru/). 0.39″) ondo egiten du indarraren aldetik
- Burkoaren efektuak ere murrizten ditu, aire-poltsiko bertikal luzeak sortzen ez direlako
- Kalitate goreneko gainazal txarrak sortzen ditu
Zer da Quarter Cubic Infill?
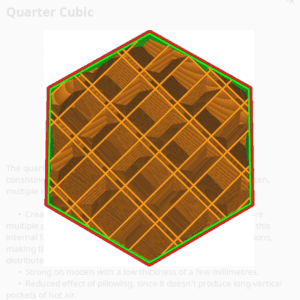
Laurden Kubikoa txikia daazalpenean konplexuagoa, baina Octet Infill-en nahiko antzekoa da. 3 dimentsioko eredu edo tesalazio bat da (formen antolamendu estua) tetraedroz eta tetraedro laburtuz osatua. Octet-ek bezala, betegarri-lerro anitz jartzen ditu bata bestearen ondoan noizean behin.
- Karga astunek barne-egituraren pisua kentzen dute
- Markoa bi norabide ezberdinetan orientatuta dago, eta ondorioz. banan-banan ahulak dira.
- Lodiera baxua duten modeloentzako indar erlatibo handia (mm gutxi)
- Goiko geruzetarako buruko efektua murrizten da, aire-poltsiko bertikal luzeak sortzen ez direlako
- Eredu honen zubi-distantzia luzea da, beraz, gainazaleko kalitate goreneko eragina izan dezake.
Zer da betegarri kontzentrikoa?
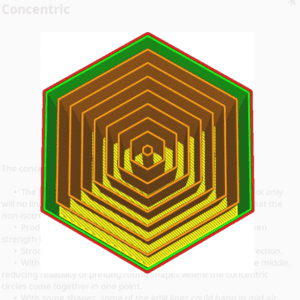
Betetze eredu kontzentrikoak zure objektuaren perimetroaren paraleloan dauden barruko ertz sorta besterik ez du sortzen.
- % 100eko betegarri dentsitatean, hau da eredurik indartsuena, lerroak ez baitira gurutzatzen
- Inprimaketa malguetarako aproposa da, ahula baita eta norabide horizontal guztietan ere. Indar horizontala ez al dago
- % 100eko betegarri dentsitateak hobeto funtzionatzen du forma ez-zirkularrekin
Zer da sigi-saga betetzea?
Zig-saga-ereduak, besterik gabe, eredua sortzen du izena duen moduan.Lerroen ereduaren oso antzekoa da, baina aldea da, lineak lerro luze batean konektatzen direla, eta ondorioz, fluxu-etenaldi gutxiago eragiten dute. Batez ere euskarri-egituretan erabiltzen da.
- % 100eko betegarri-dentsitatea erabiltzen denean, eredu hau bigarren indartsuena da
- Hobe forma zirkularretarako eredu kontzentrikoarekin alderatuta, % 100eko betetze-portzentajearekin
- Goiko gainazal leun baterako eredu onenetako bat, lerroaren distantzia oso txikia baita
- Norabide bertikalean indar ahula du geruzek lotura puntu desegokiak dituztelako
- Oso ahula norabide horizontalean, lerroak orientatuta dauden noranzkoan ez ezik
- Ebakidurarako erresistentzia txarra, beraz, azkar huts egiten du karga baten azpian
Zer da Cross Infill?
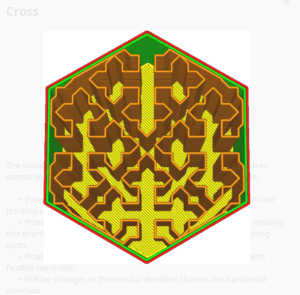
Gurutze betetze-eredua eredu ez-ortodoxoa da, tartean espazioekin kurbak sortzen dituena, objektu baten barruan gurutze-formak errepikatuz.
- Eredu bikaina. Objektu malguetarako, norabide guztietan presio ahula berdina baita
- Marra zuzen luzeak ez dira norabide horizontalean sortzen, beraz, ez da sendoa inongo tokitan
- Ez du inolako erretrakziorik. beraz, errazagoa da material malguak inprimatzea
- Norabide bertikalean horizontala baino sendoagoa
Zer da Cross 3D Infill?
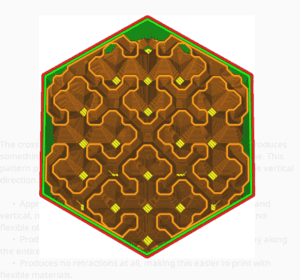
Gurutze 3D betetze-ereduak tartean espazioak dituzten kurba horiek sortzen ditu, objektuaren barruan gurutze formak errepikatuz, baina baita pultsuak ere.Z ardatzak norabide bertikalean ahulagoa egiten du.
- Norabide horizontalean zein bertikalean ere "squishy-ness" sortzen du, malguentzako eredu onena
- Ez du zuzen luzerik. lerroak, beraz, ahula da norabide guztietan
- Era berean, ez du atzerapenik sortzen
- Horrek denbora nahiko luzea behar du zatitzeko
Zer da Gyroid Infill?
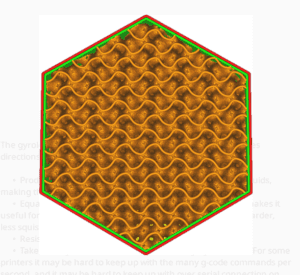
Gyroid betetze ereduak uhin sorta bat sortzen du norabide txandakatuetan.
- Berdin indartsua norabide guztietan, baina ez betetze eredu indartsuena.
- Material malguetarako aproposa, baina Cross 3D-k baino objektu gutxiago liskar bat sortzen du
- Molaketaren aurkako erresistentzia ona
- Bolumu bat sortzen du, fluidoak isurtzeko aukera ematen duena, bikaina material disolbagarrietarako
- Ebakitzeko denbora luzea du eta G-Code fitxategi handiak sortzen ditu
- Baliteke inprimagailu batzuei zaila izango zaie segundoko G-Code komandoei eustea, batez ere serieko konexioetan.
Zein da Indarraren betegarritasun-eredurik onena (Cura)?
Jende asko aurkituko duzu indarra lortzeko zein den betegarri eredurik onena eztabaidatzen. Betegarri eredu hauek norabide anitzetan indar handia dute, normalean 3 dimentsioko eredu gisa sailkatuta.
Jendeak kanpora bota dituen hautagai onenak hauek izan ohi dira:
- Kubikoa
- Gyroid
Zorionez, nahiko zerrenda laburra da, beraz, ez duzu gehiegi pasatu behar zure doikuntza ezin hobea aurkitzeko. pasatuko naizindar betetze eredu bakoitza zeinetara joan erabakitzen laguntzeko. Egia esan, ikertu dudanaren arabera, ez dago indar-desberdintasun handirik hauen artean, baina batek gaina dauka. indarra alde guztietatik dator. Curak berak betetzeko eredu sendo gisa ezagutzen du eta hainbat aldaera ditu, betegarri eredu gisa zein erabilgarria den.
Egiturazko sendotasun hutsagatik, Cubic oso ondo errespetatua eta ezaguna da 3D inprimagailuetarako. erabiltzaileak hor daude.
Zure modeloaren arabera, izkinaren deformazioa jasan dezake, baina, oro har, oso leun inprimatzen du.
Giroidea
Giroidea nagusitzen den tokian duen indar uniformea da. norabide guztiak, baita 3D inprimatzeko denbora azkarrak ere. CNC Kitchen-ek egindako 'birrintzeko' indarraren probak Gyroid betetze-ereduak 264 kg-ko hutsegite karga duela erakutsi zuen % 10eko betegarri-dentsitaterako norabide perpendikular eta zeharkakoan.
Inprimatzeko denborari dagokionez, inguruan dago. %25eko igoera Lerroen ereduarekin alderatuta. Cubic-ek eta Gyroidek inprimatze-denbora oso antzekoak dituzte.
Cubic-ek baino material gehiago erabiltzen du, baina inprimatze-arazoak izateko joera handiagoa du, esate baterako, geruzak ez pilatzea.
Ebakidura erresistentzia handia, tolesturaren aurkako erresistentzia eta Betetzeko eredu honen pisu txikiak aukera ezin hobea da beste eredu gehienen aldean. Indar handia izateaz gain, baiinprimaketa malguetarako ere bikaina.
Cartesian Creations-ek egindako indar-proba espezifikoek aurkitu zuten betegarri-eredurik indartsuena Gyroid zela, 3D Honeycomb (Simplify3D eredua Cubic-en antzekoa) eta Rectilinear-ekin alderatuta.
Erakutsi zuen. Gyroid eredua handia dela tentsioak xurgatzeko, 2 hormetan, % 10eko betegarri dentsitatean eta 6 beheko eta goiko geruzatan. Indartsuagoa zela ikusi zuen, material gutxiago erabiltzen zuela eta azkarrago inprimatzen zuela.
Aukera zurea da, baina pertsonalki Kubiko ereduaren alde egingo nuke karga-jasateko indar handiena nahi badut. Indartasuna nahi baduzu, malgutasuna eta inprimaketa azkarragoekin batera, Gyroid da eredua.
Indarrik handiena lortzeko betetze eredua ez den beste faktore batzuk daude. CNC Kitchen-ek faktore nagusia horma kopurua eta horma-lodiera dela aurkitu zuen, baina oraindik ere eragin handia du.
Hori betegarri, dentsitate eta horma-lodiera ezberdin batzuk probatuz aurkitu zuen eta nola aurkitu zuen. hormaren lodiera esanguratsua izan zen.
Hipotesi honek froga gehiago ere baditu atzean 2016an Trakzio Erresistentziaren Infill Patterns of Effects on the Artikulu batekin idatzitako artikulu batekin. Azaltzen du betetze-eredu ezberdinek trakzio-erresistentzia-erresistentziaren % 5eko gehienezko desberdintasunik izan zutela, alegia, ereduak bakarrik ez zuela diferentzia handirik eragin. Hala ere, trakzio-erresistentzia ez da