
فهرست مطالب
الگوهای پرکننده گاهی اوقات در پرینت سه بعدی نادیده گرفته می شوند زیرا این تنها بخشی از بسیاری از تنظیمات برای چاپ شما است. چندین الگوی پرکننده وجود دارد، اما وقتی فهرست را بررسی کردم، با خودم فکر کردم که کدام الگوی پرکننده در پرینت سه بعدی بهترین است؟
بهترین الگوی پرکننده برای پرینت سه بعدی، شکل شش ضلعی مانند مکعب است. اگر به دنبال تعادل خوبی از سرعت و قدرت هستید. وقتی عملکرد قطعه پرینت سه بعدی خود را تعیین می کنید، بهترین الگوی پرکننده متفاوت خواهد بود. برای سرعت، بهترین الگوی پر کردن، الگوی خطوط است، در حالی که برای استحکام، مکعب است.
الگوهای پر کردن کمی بیشتر از آنچه در ابتدا متوجه شدم وجود دارد، بنابراین من به جزئیات بیشتری در مورد اصول اولیه خواهم پرداخت. از هر الگوی پر کردن، و همچنین اینکه مردم کدام الگوها را قویترین، سریعترین و برنده همهجانبه میدانند.
چه انواع الگوهای پر کردن وجود دارد؟
وقتی به Cura، محبوبترین نرمافزار برش، نگاه میکنیم، در اینجا گزینههای الگوی پر کردن آنها به همراه برخی تصاویر و اطلاعات مفید وجود دارد.
- Grid
- Lines
- مثلث
- سه ضلعی
- مکعب
- مکعب فرعی
- هشت
- ربع مکعب
- Concentric
- ZigZag
- Cross
- Cross3D
- Gyroid
Grid Infill چیست؟

این الگوی پرکننده دارای یک الگوی متقاطع است که دو مجموعه خط عمود بر هم ایجاد می کند و مربع هایی را درفقط به دنبال قدرت هستید، بنابراین این بدان معنا نیست که الگوهای پر کردن نمی توانند بیش از 5٪ از نظر عملکرد تفاوت ایجاد کنند.
سریعترین الگوی پر کردن برای سرعت چیست؟
اگر ما در حال بررسی بهترین الگوی پر کردن برای سرعت هستیم، فاکتورهای واضح در اینجا این است که کدام الگوها دارای بیشترین خطوط مستقیم، حرکت کمتر و کمترین متریال استفاده شده برای چاپ هستند.
تعیین این موضوع زمانی که فکر می کنیم بسیار آسان است. در مورد الگوهای انتخابی که داریم.
بهترین الگوی پر کردن برای سرعت، الگوی خطوط یا مستطیل است که الگوی پر کردن پیشفرض در Cura است. الگوهایی که بیشترین تغییر جهت را دارند معمولاً چاپ بیشتر طول می کشد، بنابراین خطوط مستقیم سریعترین و با سرعت زیاد چاپ می شوند.
وقتی به عامل مهم سرعت و استفاده از کمترین متریال نگاه می کنیم، به پارامتر بهترین نسبت مقاومت به وزن این به این معنی است که از نظر استحکام و وزن، کدام الگوی پرکننده بهترین میزان استحکام را نسبت به میزان استفاده از پر کردن دارد.
ما نمیخواهیم به سادگی از کمترین ماده استفاده کنیم و شیئی داشته باشیم که به راحتی از هم می پاشد.
تست ها در واقع روی این پارامتر انجام شده است، جایی که CNC Kitchen دریافت که الگوی معمولی مستطیل یا خطوط یکی از بهترین نسبت های مقاومت به وزن را دارد و از کمترین مقدار مواد استفاده می کند. . الگوی Cubic Subdivision یکی دیگر از مدعیان استفاده از کمترین مواد است. ایجاد می کندپرکنندهای با تراکم بالا در اطراف دیوارها و پایینتر در وسط.
این یک الگوی عالی است که میتوانید بهعنوان پیشفرض برای چاپهای خود داشته باشید، به غیر از زمانی که هدف خاصی برای عملکرد و استحکام دارید. نه تنها الگوی خطوط یا Cubic Subdivision بسیار سریع چاپ میشود، بلکه از مقدار کمی پر کردن استفاده میکند و استحکام خوبی دارد.
بهترین الگوی پر کردن برای پرینتهای سه بعدی انعطافپذیر چیست؟
بهترین الگوهای پرکننده برای TPU و انعطاف پذیرها عبارتند از:
- Concentric
- Cross
- Cross 3D
- Gyroid
بسته به مدل شما، یک الگوی ایده آل برای پرینت های سه بعدی انعطاف پذیر شما وجود خواهد داشت.
همانطور که قبلا ذکر شد، الگوی Concentric در تراکم پرکردن 100% بهترین کار را دارد، اما بیشتر برای موارد غیر اشیاء دایره ای استحکام عمودی نسبتاً خوبی دارد اما استحکام افقی ضعیفی دارد که به آن ویژگیهای انعطافپذیر میدهد
الگوهای Cross و Cross 3D فشار یکنواختی از همه طرف دارند، اما Cross 3D همچنین عنصر جهت عمودی را اضافه میکند، اما این کار نیاز دارد. زمان بریدن طولانی تر است.
ژیروید زمانی عالی است که از پرکننده های با چگالی کمتر استفاده می کنید و به چند دلیل مفید است. زمان چاپ سریع، مقاومت زیادی در برابر برش دارد، اما به طور کلی در مقایسه با سایر الگوهای انعطاف پذیر کمتر انعطاف پذیر است.
همچنین ببینید: 10 روش برای بهبود اورهنگ در پرینت سه بعدیاگر به دنبال بهترین الگوی پرکننده برای فشرده سازی هستید، Gyroid یکی از بهترین انتخاب ها است.
چگالی یا درصد پر شدن چقدر استمهم است؟
چگالی پرکننده بر تعدادی پارامتر مهم برای قطعه پرینت سه بعدی شما تأثیر می گذارد. هنگامی که ماوس را روی تنظیمات "Infill Density" در Cura قرار میدهید، نشان میدهد که روی لایههای بالا، لایههای پایین، فاصله خط پر کردن، الگوهای پر کردن و تقویتکننده تاثیر میگذارد. همپوشانی پر کردن.
تراکم/درصد پر کردن تأثیر بسیار مهمی بر استحکام قطعه و زمان چاپ دارد.
هرچه درصد پرکردن شما بیشتر باشد، قسمت شما قوی تر خواهد بود، اما در تراکم پرکننده بیش از 50 درصد، از نظر افزایش استحکام بسیار کمتر اهمیت پیدا می کنند.
تفاوت بین تراکم پر کردنی که در Cura تنظیم کردید، از نظر تغییر ساختار قطعه شما تفاوت زیادی دارد.
در زیر یک مثال تصویری از 20% تراکم پر شدن در مقابل 10% آورده شده است.
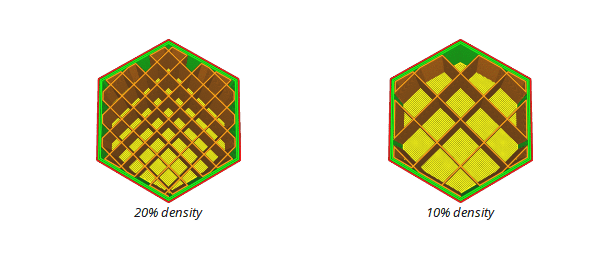
تراکم پر کردن بیشتر به این معنی است که خطوط پرکننده شما نزدیکتر به هم قرار میگیرند، به این معنی که ساختارهای بیشتری با هم کار میکنند تا به یک قطعه استحکام دهند.
شما میتوانید تصور کنید که تلاش برای جدا شدن با چگالی کم بسیار آسان تر از نمونه با چگالی بالا خواهد بود.
این مهم است که بدانید چگالی پرکننده به دلیل تفاوت در الگوهای پرکننده، به میزان زیادی در نحوه تأثیر آن بر یک قطعه متفاوت است.
اساساً، تغییر 10٪ پر کردن به 20٪ پر کردن برای یک الگوی خطوط، مانند تغییر یک الگوی ژیروید نیست.
بیشتر الگوهای پرکننده وزن مشابهی با همان چگالی پر کردن، اماالگوی مثلث تقریباً 40 درصد افزایش وزن کلی را نشان میدهد.
به همین دلیل است که افرادی که از الگوی پر کردن ژیروید استفاده میکنند به چنین درصد پرکردگی بالایی نیاز ندارند، اما همچنان سطح قابل توجهی از استحکام قطعه را دریافت میکنند.
0>تراکم پر کردن کم می تواند منجر به مشکلاتی مانند عدم اتصال دیوارها به پرکننده و ایجاد حفره های هوا شود، به خصوص با الگوهایی که دارای تلاقی های زیادی هستند.
شما می توانید زمانی که یک خط پرکننده از خط دیگری عبور می کند، تحت اکستروژن قرار بگیرید، زیرا از وقفههای جریان.
کورا توضیح میدهد که افزایش تراکم پر کردن شما اثرات زیر را دارد:
- چاپ شما را به طور کلی قویتر میکند
- به لایههای سطح بالایی شما پشتیبانی بهتری میدهد، آنها را صاف تر و بدون هوا می کند
- مشکلات عیب یابی مانند بالش را کاهش می دهد
- به مواد بیشتری نیاز دارد و آن را سنگین تر از حالت عادی می کند
- بسته به اندازه شما چاپ زمان زیادی می برد. شی
بنابراین، وقتی به استحکام، استفاده از مواد و زمان چاپهایمان نگاه میکنیم، تراکم پر کردن قطعا مهم است. معمولاً تعادل خوبی بین درصد پر شدن وجود دارد، که بسته به اینکه قصد دارید از قطعه برای چه چیزی استفاده کنید، بین 10 تا 30 درصد است. چگالی چون نیازی به استحکام ندارد. قطعات عملکردی به تراکم پر کردن بیشتری نیاز دارند (تا 70%)، بنابراین می توانند تحمل بار را در مدت طولانی تحمل کنند.زمان.
بهترین الگوی پرکننده برای فیلامنت شفاف
بسیاری از مردم دوست دارند از الگوی پرکننده ژیروید برای فیلامنت شفاف استفاده کنند، زیرا الگویی جالب به نظر می رسد. الگوی پرکننده مکعبی یا لانه زنبوری نیز برای پرینت های سه بعدی شفاف عالی به نظر می رسد. بهترین پرکننده برای پرینتهای شفاف معمولاً ۰ درصد یا ۱۰۰ درصد است تا مدل شفافتر باشد.
در اینجا نمونهای از الگوی پرکننده ژیروید در یک چاپ سهبعدی PLA واضح است. یکی از کاربران گفت که از ژیروید با تراکم پرکننده 15 درصد نیز استفاده میکنند.
Clear pla with infill الگوی جالبی را از 3Dprinting ایجاد میکند
ویدئوی زیر را برای تصویری عالی در مورد پرینت سه بعدی شفاف ببینید. رشته.
وسط.- استحکام زیاد در جهت عمودی
- استحکام خوب در جهت روی خطوط شکل گرفته
- ضعیفتر در جهت مورب
- ایجاد سطح بالایی صاف و نسبتاً خوب
Lines/Rectilinear Infill چیست؟

الگوی خطوط چندین موازی ایجاد می کند خطوط در سراسر جسم شما، با جهت های متناوب در هر لایه. بنابراین، اساساً، یک لایه دارای خطوطی است که به یک طرف می روند، سپس لایه بعدی دارای خطوطی است که از طرف دیگر می روند. به نظر می رسد بسیار شبیه به الگوی شبکه است اما تفاوت وجود دارد.
- معمولاً در جهت عمودی ضعیف است
- در جهت افقی بسیار ضعیف به جز در جهت خطوط
- این بهترین الگو برای سطح بالای صاف است
نمونه ای از تفاوت الگوی خطوط و شبکه در زیر نشان داده شده است، که در آن جهت پر کردن به طور پیش فرض در 45 درجه و amp; -45°
خطوط (مستطیلی) پر کردن:
لایه 1: 45° – مورب جهت راست
لایه 2: -45° – جهت چپ مورب
لایه 3: 45 درجه – جهت راست مورب
لایه 4: -45 درجه – جهت چپ مورب
پر کردن شبکه:
لایه 1: 45 درجه و -45 °
لایه 2: 45 درجه و -45 درجه
لایه 3: 45 درجه و -45 درجه
لایه 4: 45 درجه و -45 درجه
Triangle Infill چیست؟

این کاملاً توضیحی است. یک الگوی پر کردن که در آن سه مجموعه از خطوط در جهات مختلف ایجاد می شود تا مثلث ها را تشکیل دهند.
- دارایمقدار مساوی مقاومت در هر جهت افقی
- مقاومت در برابر برشی زیاد
- مشکل ناشی از قطع جریان به طوری که چگالی های پر شدن بالا دارای استحکام نسبی کم هستند
چه آیا پر کردن سه ضلعی شش ضلعی است؟
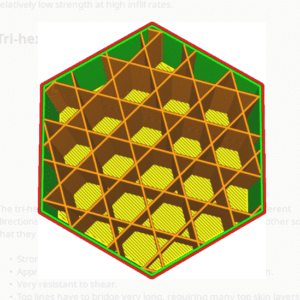
این الگوی پرکننده مخلوطی از مثلث ها و اشکال شش ضلعی دارد که در سراسر جسم پراکنده شده اند. این کار را با ایجاد سه مجموعه خط در سه جهت مختلف انجام می دهد، اما به گونه ای که در یک موقعیت با یکدیگر تلاقی نمی کنند.
- در جهت افقی بسیار قوی
- استحکام یکسان در هر جهت افقی
- مقاومت زیاد در برابر برش
- لایه های پوستی زیادی نیاز دارد تا سطح بالایی یکنواخت بدست آید
چیست Cubic Infill؟
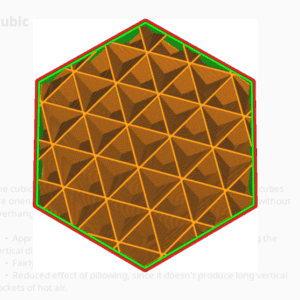
الگوی مکعبی مکعب هایی را ایجاد می کند که عنوان و روی هم چیده می شوند و یک الگوی 3 بعدی ایجاد می کنند. این مکعب ها به گونه ای هستند که روی گوشه ها ایستاده باشند، بنابراین می توان آنها را بدون آویزان شدن سطوح داخلی چاپ کرد
- استحکام یکسان در همه جهات، از جمله عمودی
- استحکام کلی بسیار خوب در هر جهت
- بالش با این الگو کاهش مییابد زیرا جیبهای عمودی بلند ایجاد نمیشوند
Infill Cubic Subdivision چیست؟
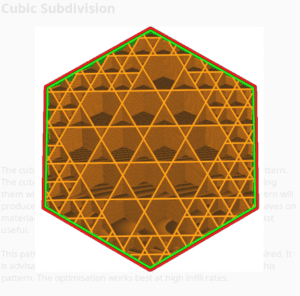
الگوی Cubic Subdivision نیز مکعب ها و یک الگوی 3 بعدی ایجاد می کند، اما مکعب های بزرگ تری را به سمت وسط جسم ایجاد می کند. این مهم ترین مناطق انجام می شودبرای استحکام، پر کردن خوبی داشته باشید، در حالی که در جایی که پر کردن کمترین اثر را دارد، مواد را ذخیره کنید.
تراکم پر کردن باید با این الگو افزایش یابد، زیرا میتواند در نواحی میانی واقعاً کم باشد. با ایجاد یک سری از 8 مکعب تقسیمبندی شده کار میکند، سپس مکعبهایی که به دیوارها برخورد میکنند تا رسیدن به فاصله خط پرکننده تقسیم میشوند.
- بهترین و قویترین الگو از نظر وزن و زمان چاپ (قدرت تا نسبت وزن)
- استحکام یکسان در همه جهات، از جمله عمودی
- همچنین اثرات بالش را کاهش می دهد
- افزایش تراکم پر کردن به این معنی است که پرکردن نباید از طریق دیوارها نمایان شود
- دارای انقباضات زیادی است، برای مواد منعطف یا مواد چسبناک کمتر (روان) عالی نیست
- زمان برش نسبتا طولانی تر است
Octet Infill چیست؟
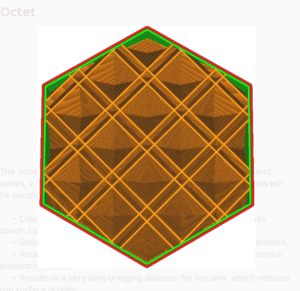
الگوی پر کردن Octet یک الگوی سه بعدی دیگر است که ترکیبی از مکعب ها و چهار وجهی منظم (هرم مثلثی) را ایجاد می کند. این الگو هر چند وقت یکبار خطوط پرکننده متعددی را در مجاورت یکدیگر ایجاد می کند.
- دارای یک قاب داخلی قوی، به خصوص در جایی که خطوط مجاور هستند
- مدل هایی با ضخامت متوسط (حدود 1 سانتی متر/ 0.39 اینچ) از نظر استحکام خوب عمل می کند
- همچنین اثرات بالش را کاهش می دهد زیرا حباب های عمودی طولانی هوا ایجاد نمی شود
- سطوح با کیفیت بد تولید می کند
چهارم مکعب پر کردن چیست؟
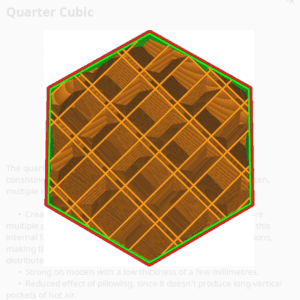
ربع مکعب کمی استدر توضیح پیچیده تر است، اما کاملاً شبیه Octet Infill است. این یک الگوی سه بعدی یا تسلاسیون (چینش نزدیک اشکال) است که از چهار وجهی و چهار وجهی کوتاه شده تشکیل شده است. درست مانند Octet، چندین خط پرکننده را نیز هر چند وقت یکبار در مجاورت یکدیگر قرار می دهد.
- بارهای سنگین وزن را به ساختار داخلی کاهش می دهد
- قاب در دو جهت مختلف جهت گیری می کند و باعث می شود آنها به صورت جداگانه ضعیف هستند.
- استحکام نسبی عالی برای مدلهای با ضخامت کم (چند میلی متر)
- کاهش اثر بالش برای لایههای بالایی به دلیل اینکه حبابهای عمودی بلند هوا تولید نمیشوند
- فاصله پل زدن برای این الگو طولانی است، بنابراین می تواند بر کیفیت بالای سطح تأثیر منفی بگذارد
Infill Concentric چیست؟
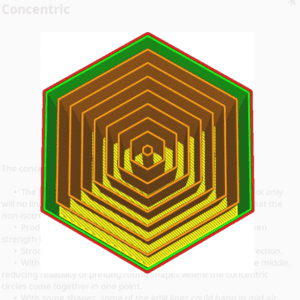
الگوی پر کردن متحدالمرکز به سادگی یک سری مرزهای داخلی به موازات محیط جسم شما ایجاد می کند.
- در تراکم پر شدن 100%، این قوی ترین الگوی است زیرا خطوط همدیگر را قطع نمی کنند
- برای چاپ های انعطاف پذیر عالی است زیرا ضعیف است و حتی در تمام جهات افقی است
- استحکام بیشتری در جهت عمودی نسبت به افقی دارد
- ضعیف ترین الگوی پرکردن در صورت عدم استفاده از تراکم 100% پر کردن استحکام افقی وجود ندارد
- تراکم 100% پر کردن با اشکال غیر دایره ای بهتر عمل می کند
زیگزاگ پر کردن چیست؟
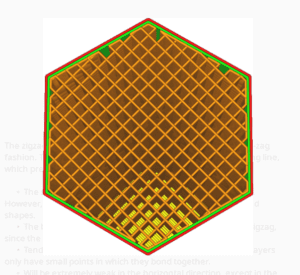
الگوی زیگزاگ به سادگی همان الگوی نامگذاری شده را ایجاد می کند.این بسیار شبیه به الگوی خطوط است، اما تفاوت این است که خطوط در یک خط طولانی به هم متصل می شوند و در نتیجه وقفه جریان کمتری ایجاد می شود. عمدتاً در سازههای تکیهگاه استفاده میشود.
- هنگام استفاده از تراکم پر شدن 100%، این الگو دومین قویترین الگو است
- برای اشکال دایرهای در مقایسه با الگوی متحدالمرکز با درصد پر شدن 100% بهتر است
- یکی از بهترین الگوها برای سطح صاف، زیرا فاصله خط بسیار کم است
- در جهت عمودی دارای استحکام ضعیفی است زیرا لایه ها دارای نقاط اتصال ناکافی هستند
- بسیار ضعیف در جهت افقی، به غیر از جهتی که خطوط جهت دارند
- مقاومت بد در برابر برش، بنابراین به سرعت در زیر بار از بین می رود
Cross Infill چیست؟
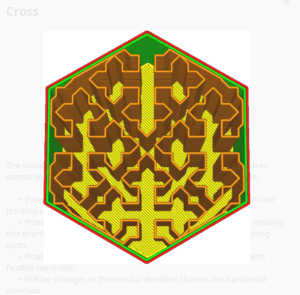
الگوی پر کردن متقاطع یک الگوی نامتعارف است که منحنی هایی با فضاهای بین آنها ایجاد می کند و اشکال متقاطع را در داخل یک جسم تکرار می کند.
- الگوی عالی برای اجسام منعطف چون در همه جهات به طور مساوی تحت فشار ضعیف قرار می گیرد
- خطوط مستقیم طولانی در جهت افقی ایجاد نمی شود بنابراین در هیچ نقطه ای قوی نیست
- هیچ گونه جمع شدنی ندارد، بنابراین چاپ مواد انعطاف پذیر با
- قوی تر در جهت عمودی نسبت به افقی آسان تر است
Cross 3D Infill چیست؟
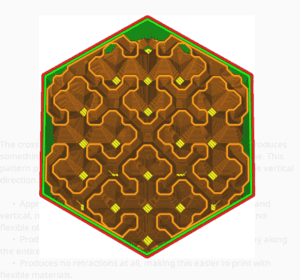
الگوی پرکننده Cross 3D آن منحنیها را با فاصلههای میانی ایجاد میکند، شکلهای متقاطع را در داخل جسم تکرار میکند، اما همچنین پالسهایی را در امتداد آن ایجاد میکند.محور Z آن را در جهت عمودی ضعیفتر میکند.
- در هر دو جهت افقی و عمودی یکنواختی ایجاد میکند، بهترین الگو برای انعطافپذیرها
- مستقیم طولانی ندارد خطوط بنابراین در همه جهات ضعیف است
- همچنین هیچ انقباضی ایجاد نمی کند
- برش دادن آن به زمان نسبتاً طولانی نیاز دارد
Gyroid Infill چیست؟
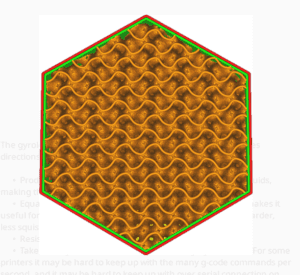
الگوی پر کردن ژیروید مجموعه ای از امواج را در جهات متناوب ایجاد می کند.
- در همه جهات به یک اندازه قوی است، اما قوی ترین الگوی پر کردن نیست.
- برای مواد منعطف عالی است، اما شیئی کمتر لطیف نسبت به Cross 3D تولید می کند
- مقاومت خوب در برابر برش
- یک حجم ایجاد می کند که به سیالات اجازه می دهد جریان داشته باشند، عالی برای مواد قابل حل
- زمان برش طولانی دارد و فایلهای G-Code بزرگ ایجاد میکند
- برخی چاپگرها ممکن است به سختی با دستورات G-Code در ثانیه هماهنگی داشته باشند، به خصوص از طریق اتصالات سریال. <8 5>
- مکعب
- Gyroid
بهترین الگوی پر کردن برای استحکام (کورا) چیست؟
بسیاری از افراد را خواهید یافت که در مورد اینکه کدام الگوی پرکننده برای استحکام بهترین است بحث می کنند. این الگوهای پرکننده از استحکام بالایی در جهتهای مختلف تشکیل شدهاند که معمولاً به عنوان الگوهای سهبعدی طبقهبندی میشوند.
بهترین نامزدهایی که افراد در آنجا پرتاب کردهاند معمولاً عبارتند از:
خوشبختانه این یک لیست کاملاً کوتاه است، بنابراین برای یافتن تناسب اندام خود مجبور نیستید تعداد زیادی از آنها را مرور کنید. می گذرمهر الگوی پر کردن قدرت به شما کمک می کند تصمیم بگیرید کدامیک را انتخاب کنید. راستش را بخواهید، با توجه به آنچه که من تحقیق کردم، تفاوت زیادی در قدرت بین اینها وجود ندارد، اما یکی از آنها برتری را دارد.
مکعب
مکعب به دلیل یکنواخت بودنش عالی است. قدرت از همه جهات است این به عنوان یک الگوی پرکننده قوی توسط خود Cura شناخته شده است و دارای تعدادی تنوع است که نشان می دهد چقدر به عنوان یک الگوی پرکننده مفید است.
برای استحکام ساختاری خالص، Cubic برای چاپگرهای سه بعدی بسیار مورد احترام و محبوب است. کاربرانی که در آنجا هستند.
همچنین ببینید: آیا پرینت های سه بعدی PLA، PETG یا ABS در خودرو یا خورشید ذوب می شوند؟ممکن است بسته به مدل شما از تاب برداشتن گوشه های برآمدگی رنج ببرد، اما عموماً چاپ آن بسیار صاف است.
ژیروید
جایی که ژیروید غالب است، قدرت یکنواخت آن است. همه جهت ها و همچنین زمان های پرینت سه بعدی سریع. تست مقاومت «خراش» توسط آشپزخانه CNC نشان داد که الگوی پرکننده ژیروید دارای بار شکست دقیقاً 264 کیلوگرم برای تراکم پر شدن 10 درصد در هر دو جهت عمود بر و عرضی است.
از نظر زمان چاپ، حدوداً وجود دارد. 25 درصد افزایش نسبت به الگوی خطوط. مکعب و ژیروید زمان چاپ بسیار مشابهی دارند.
مطالب بیشتری نسبت به Cubic استفاده می کند، اما بیشتر در معرض مشکلات چاپی مانند انباشته نشدن لایه ها است.
استحکام برشی بالا، مقاومت در برابر خمش و وزن کم این الگوی پرکننده آن را به انتخابی ایده آل نسبت به اکثر الگوهای دیگر تبدیل می کند. نه تنها استحکام بالایی دارد، بلکه استهمچنین برای چاپ های انعطاف پذیر عالی است.
تست های قدرت ویژه ای که توسط Cartesian Creations انجام شد نشان داد که قوی ترین الگوی پرکننده Gyroid در مقایسه با لانه زنبوری سه بعدی (الگوی Simplify3D شبیه به مکعب) و Rectilinear بود.
این نشان داد. که الگوی ژیروید در جذب تنشها، در 2 دیوار، 10% تراکم پر کردن و 6 لایه پایین و بالایی عالی است. او متوجه شد که قویتر است، از مواد کمتری استفاده میکند و سریعتر چاپ میشود.
انتخاب با شماست، اما اگر بخواهم حداکثر قدرت تحمل بار را داشته باشم، شخصاً الگوی مکعبی را انتخاب میکنم. اگر می خواهید قدرت، همراه با انعطاف پذیری و چاپ سریع تر، ژیروید الگویی است که می توانید با آن همراه شوید.
برای حداکثر استحکام عوامل دیگری به جز الگوی پر کردن وجود دارد. CNC Kitchen فاکتور اصلی را تعداد دیوارها و ضخامت دیوارها تشخیص داد، اما هنوز هم تأثیر قابل توجهی دارد.
او با آزمایش تعدادی از مواد پرکننده، تراکم و ضخامت دیواره های مختلف متوجه این موضوع شد و متوجه شد که چگونه ضخامت دیواره قابل توجه بود.
این فرضیه همچنین با مقاله ای که در سال 2016 در مورد اثرات الگوهای پرکننده بر مقاومت کششی نوشته شده است، شواهد بیشتری در پشت خود دارد. توضیح میدهد که الگوهای مختلف پر کردن حداکثر 5٪ اختلاف مقاومت کششی دارند، به این معنی که الگوی به تنهایی تفاوت زیادی ایجاد نمیکند.
جایی که تفاوت اصلی از نظر پر کردن بود، در درصد پر شدگی بود. اگرچه، استحکام کششی این نیست