
Índice
Os padrões de enchimento são por vezes ignorados na impressão 3D porque são apenas uma parte de muitas definições para as suas impressões. Existem vários padrões de enchimento, mas ao analisar a lista, perguntei a mim mesmo, qual é o melhor padrão de enchimento na impressão 3D?
O melhor padrão de enchimento para a impressão 3D é uma forma hexagonal, como o Cubic, se pretender um bom equilíbrio entre velocidade e resistência. Quando determina a função da sua peça impressa em 3D, o melhor padrão de enchimento varia. Para a velocidade, o melhor padrão de enchimento é o padrão Lines, enquanto que para a resistência, o Cubic.
Os padrões de enchimento são um pouco mais complexos do que eu imaginava, por isso vou entrar em mais pormenores sobre os princípios básicos de cada padrão de enchimento, bem como sobre os padrões que as pessoas consideram mais fortes, mais rápidos e mais vencedores.
Que tipos de padrões de enchimento existem?
Quando olhamos para o Cura, o software de corte mais popular que existe, eis as opções de padrão de enchimento que tem, juntamente com alguns visuais e informações úteis.
- Grelha
- Linhas
- Triângulo
- Tri-Hexagonal
- Cúbico
- Subdivisão cúbica
- Octeto
- Quarto cúbico
- Concêntrico
- ZigZag
- Cruz
- Cross3D
- Gyroid
O que é Grid Infill?

Este padrão de enchimento tem um padrão cruzado que cria dois conjuntos de linhas perpendiculares, formando quadrados no meio.
- Grande força na direcção vertical
- Boa resistência na direcção das linhas formadas
- Mais fraco na direcção diagonal
- Cria uma superfície superior bastante boa e lisa
O que é Lines/Rectilinear Infill?

O padrão Linhas cria várias linhas paralelas ao longo do objecto, com direcções alternadas por camada. Basicamente, uma camada tem linhas que vão num sentido e a camada seguinte tem linhas que vão no sentido contrário. É muito semelhante ao padrão de grelha, mas há uma diferença.
- Normalmente fraco na direcção vertical
- Muito fraca na direcção horizontal, excepto na direcção das linhas
- Este é o melhor padrão para uma superfície superior lisa
Um exemplo de como as Linhas e o padrão de Grelha são diferentes é mostrado abaixo, onde as direcções de preenchimento são predefinidas a 45° & amp; -45°
Preenchimento de linhas (rectilíneas):
Camada 1: 45° - direcção diagonal direita
Camada 2: -45° - direcção diagonal esquerda
Camada 3: 45° - direcção diagonal direita
Camada 4: -45° - direcção diagonal esquerda
Preenchimento de grelha:
Camada 1: 45° e -45°
Camada 2: 45° e -45°
Camada 3: 45° e -45°
Camada 4: 45° e -45°
O que é o Triangle Infill?

Trata-se de um padrão de preenchimento em que são criados três conjuntos de linhas em direcções diferentes para formar triângulos.
- Tem uma quantidade igual de força em cada direcção horizontal
- Grande resistência ao cisalhamento
- Problemas com interrupções de fluxo, pelo que densidades de enchimento elevadas têm uma força relativa baixa
O que é o enchimento tri-hexagonal?
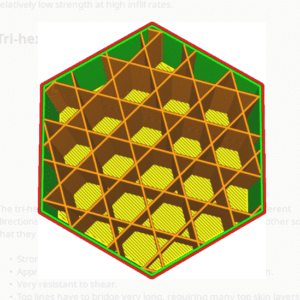
Este padrão de enchimento tem uma mistura de triângulos e formas hexagonais, intercaladas ao longo do objecto, criando três conjuntos de linhas em três direcções diferentes, mas de uma forma que não se intersectam na mesma posição entre si.
- Muito forte na direcção horizontal
- Resistência igual em cada direcção horizontal
- Grande resistência ao cisalhamento
- Requer muitas camadas de pele superior para obter uma superfície superior uniforme
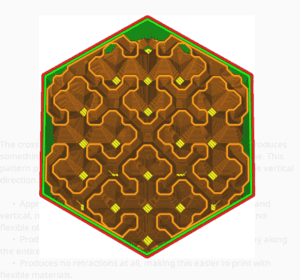
O que é o Cubic Infill?
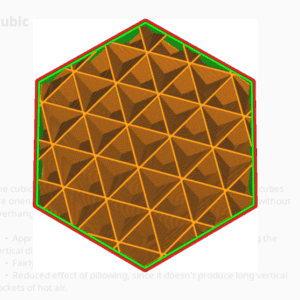
O padrão Cubic cria cubos que são empilhados, criando um padrão tridimensional. Estes cubos são orientados para ficarem nos cantos, para que possam ser impressos sem que as superfícies internas fiquem salientes
- Resistência igual em todas as direcções, incluindo na vertical
- Bastante boa resistência geral em todas as direcções
- O enchimento é reduzido com este padrão porque não são criados bolsos verticais longos
O que é o Cubic Subdivision Infill?
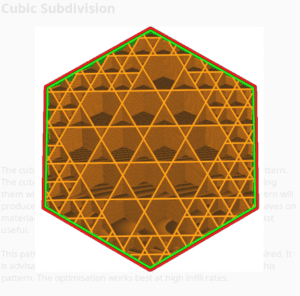
O padrão de subdivisão cúbica também cria cubos e um padrão tridimensional, mas cria cubos maiores no centro do objecto. Isto é feito para que as áreas mais importantes para a resistência tenham um bom enchimento, poupando material onde o enchimento é menos eficaz.
As densidades de enchimento devem ser aumentadas com este padrão, porque podem ser muito baixas nas zonas intermédias. Funciona criando uma série de 8 cubos subdivididos, depois os cubos que estão a bater nas paredes são subdivididos até se atingir a distância da linha de enchimento.
- O melhor e mais forte padrão em termos de peso e tempo de impressão (relação resistência/peso)
- Resistência igual em todas as direcções, incluindo na vertical
- Reduz igualmente os efeitos da almofada
- Aumentar a densidade do enchimento significa que o enchimento não deve aparecer através das paredes
- Tem muitas retracções, o que não é bom para materiais flexíveis ou menos viscosos (escorrendo)
- O tempo de corte é relativamente mais longo
O que é Octet Infill?
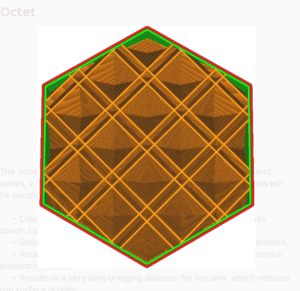
O padrão de preenchimento Octeto é outro padrão tridimensional que cria uma mistura de cubos e tetraedros regulares (pirâmide triangular). Este padrão produz várias linhas de preenchimento adjacentes umas às outras de vez em quando.
- Tem uma estrutura interna forte, especialmente onde as linhas adjacentes são
- Os modelos com uma espessura média (cerca de 1cm/0,39″) são bons em termos de resistência
- Também reduz os efeitos de almofada, uma vez que não são criadas bolsas de ar verticais longas
- Produz superfícies de má qualidade
O que é Quarter Cubic Infill?
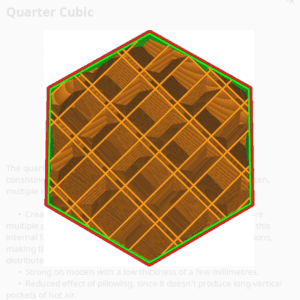
O Quarter Cubic é um pouco mais complexo na sua explicação, mas é bastante semelhante ao Octet Infill. É um padrão tridimensional ou tessalação (arranjo próximo de formas) que consiste em tetraedros e tetraedros encurtados. Tal como o Octet, também coloca várias linhas de preenchimento adjacentes umas às outras de vez em quando.
- Cargas pesadas dissipam o peso para a estrutura interna
- A estrutura está orientada em duas direcções diferentes, o que a torna individualmente fraca.
- Grande resistência relativa para modelos com pouca espessura (poucos mm)
- Efeito de almofada reduzido para as camadas superiores porque não são produzidas bolsas de ar verticais longas
- A distância de ponte para este padrão é longa, pelo que pode afectar negativamente a qualidade da superfície superior
O que é o enchimento concêntrico?
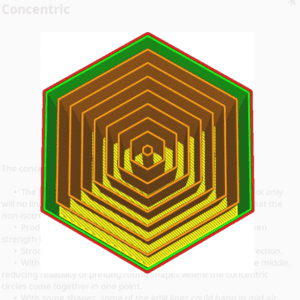
O padrão de preenchimento Concêntrico cria simplesmente uma série de margens interiores paralelas ao perímetro do seu objecto.
- Com uma densidade de preenchimento de 100%, este é o padrão mais forte, uma vez que as linhas não se intersectam
- Óptimo para impressões flexíveis, uma vez que é fraco e uniforme em todas as direcções horizontais
- Tem mais força na direcção vertical do que na horizontal
- Padrão de enchimento mais fraco se não for utilizada uma densidade de enchimento de 100%, uma vez que não existe resistência horizontal
- A densidade de enchimento de 100% funciona melhor com formas não circulares
O que é o enchimento em ziguezague?
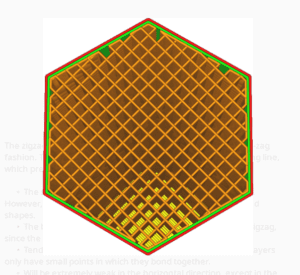
O padrão Ziguezague cria simplesmente o mesmo padrão que o seu nome indica. É muito semelhante ao padrão Linhas, mas a diferença é que as linhas são ligadas numa linha longa, resultando em menos interrupções de fluxo.
- Quando se utiliza uma densidade de enchimento de 100%, este padrão é o segundo mais forte
- Melhor para formas circulares em comparação com o padrão concêntrico a 100% de percentagem de enchimento
- Um dos melhores padrões para uma superfície superior lisa, uma vez que a distância entre linhas é muito pequena
- Tem uma fraca resistência na direcção vertical, uma vez que as camadas têm pontos de ligação inadequados
- Muito fraca na direcção horizontal, excepto na direcção em que as linhas estão orientadas
- Má resistência ao cisalhamento, pelo que falha rapidamente sob carga
O que é o Cross Infill?
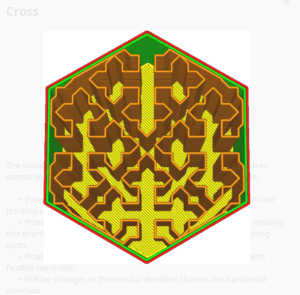
O padrão Cross infill é um padrão pouco ortodoxo que cria curvas com espaços entre elas, reproduzindo formas de cruz no interior de um objecto.
- Excelente padrão para objectos flexíveis, uma vez que a pressão é uniformemente fraca em todas as direcções
- Não são produzidas linhas rectas longas na direcção horizontal, pelo que não é forte em nenhum ponto
- Não tem qualquer tipo de retracção, pelo que é mais fácil imprimir materiais flexíveis com
- Mais forte na direcção vertical do que na horizontal
O que é o Cross 3D Infill?
O padrão de enchimento Cross 3D cria essas curvas com espaços entre elas, replicando formas de cruz no interior do objecto, mas também pulsa ao longo do eixo Z, tornando-o mais fraco na direcção vertical.
- Cria um "esmagamento" uniforme nas direcções horizontal e vertical, o melhor padrão para os flexíveis
- Não tem linhas rectas longas, pelo que é fraco em todas as direcções
- Também não produz retracções
- Isto leva um tempo relativamente longo a cortar
O que é o Gyroid Infill?
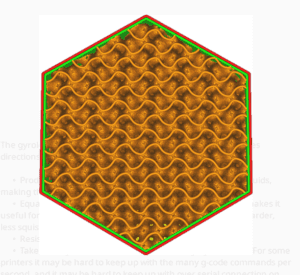
O padrão de enchimento Gyroid cria uma série de ondas em direcções alternadas.
- Igualmente forte em todas as direcções, mas não o padrão de enchimento mais forte
- Excelente para materiais flexíveis, mas produz um objecto menos mole do que o Cross 3D
- Boa resistência ao cisalhamento
- Cria um volume que permite o fluxo de fluidos, óptimo para materiais dissolvíveis
- Tem um tempo de corte longo e cria ficheiros de código G de grandes dimensões
- Algumas impressoras podem ter dificuldade em acompanhar os comandos G-Code por segundo, especialmente através de ligações em série.
Qual é o melhor padrão de enchimento para o Strength (Cura)?
Estes padrões de enchimento consistem numa elevada resistência em várias direcções, sendo normalmente classificados como padrões tridimensionais.
Os melhores candidatos que as pessoas lançaram são normalmente:
- Cúbico
- Gyroid
Felizmente, é uma lista bastante curta, pelo que não terá de passar por muitos para encontrar o seu modelo perfeito. Vou analisar cada padrão de enchimento de força para o ajudar a decidir qual escolher. Honestamente, pelo que pesquisei, não há muita diferença de força entre eles, mas um tem a vantagem.
Cúbico
O Cubic é excelente devido à sua força uniforme em todas as direcções. É conhecido como um padrão de enchimento forte pela própria Cura e tem uma série de variações que mostram como é útil como padrão de enchimento.
Em termos de resistência estrutural pura, a Cubic é muito respeitada e popular entre os utilizadores de impressoras 3D.
Pode sofrer de deformações nos cantos, dependendo do modelo, mas, em geral, imprime muito bem.
Gyroid
O teste de resistência ao "esmagamento" realizado pela CNC Kitchen mostrou que o padrão de enchimento Gyroid tem uma carga de falha de exactamente 264 kg para uma densidade de enchimento de 10% nas direcções perpendicular e transversal.
Em termos de tempo de impressão, verifica-se um aumento de cerca de 25% em comparação com o padrão Lines. O Cubic e o Gyroid têm tempos de impressão muito semelhantes.
Utiliza mais material do que o Cubic, mas é mais propenso a problemas de impressão, como o não empilhamento das camadas.
A elevada resistência ao corte, a resistência à flexão e o baixo peso deste padrão de enchimento fazem dele a escolha ideal em relação à maioria dos outros padrões.
Os testes de resistência específicos efectuados pela Cartesian Creations revelaram que o padrão de enchimento mais forte foi o Gyroid, em comparação com o Honeycomb 3D (padrão Simplify3D semelhante ao Cubic) e o Rectilinear.
O estudo mostrou que o padrão Gyroid é óptimo para absorver tensões, com 2 paredes, 10% de densidade de enchimento e 6 camadas inferiores e superiores. Descobriu que era mais forte, utilizava menos material e imprimia mais rapidamente.
A escolha é sua, mas eu, pessoalmente, optaria pelo padrão Cubic se pretendesse obter a máxima resistência à carga. Se pretender resistência, juntamente com flexibilidade e impressões mais rápidas, o padrão Gyroid é o ideal.
Existem outros factores, para além do padrão de enchimento, para obter a máxima resistência. A cozinha CNC considerou que o principal factor é o número de paredes e a espessura das paredes, mas continua a ter uma influência significativa.
Descobriu este facto testando uma série de enchimentos, densidades e espessuras de parede diferentes e descobriu até que ponto a espessura da parede era significativa.
Esta hipótese também tem mais provas, com um artigo escrito em 2016 sobre os efeitos dos padrões de enchimento na resistência à tracção, que explica que os diferentes padrões de enchimento tinham um máximo de 5% de diferenças na resistência à tracção, o que significa que o padrão por si só não fazia muita diferença.
No entanto, a resistência à tracção não é a única resistência procurada, o que não significa que os padrões de enchimento não possam fazer uma diferença de mais de 5% em termos de funcionalidade.
Qual é o padrão de enchimento mais rápido em termos de velocidade?
Se estivermos a analisar o melhor padrão de enchimento para velocidade, os factores claros aqui são quais os padrões que têm as linhas mais rectas, menos movimento e menos material utilizado para a impressão.
Esta é uma questão bastante fácil de determinar quando pensamos nas escolhas de padrões que temos.
O melhor padrão de preenchimento em termos de velocidade é o padrão Linhas ou Rectilíneo, que é o padrão de preenchimento predefinido no Cura. Os padrões com mais alterações direccionais demoram normalmente mais tempo a imprimir, pelo que as linhas rectas são as que imprimem mais rapidamente.
Quando olhamos para o factor importante na velocidade e na utilização do mínimo de material, olhamos para o parâmetro da melhor relação resistência/peso, o que significa, em termos de resistência e peso, que padrão de enchimento tem a melhor quantidade de resistência em relação à quantidade de enchimento utilizada.
Não queremos simplesmente utilizar o menor material e ter um objecto que se desfaça facilmente.
Foram efectuados testes sobre este parâmetro, tendo a CNC Kitchen concluído que o padrão normal Rectilíneo ou de Linhas tem uma das melhores relações resistência/peso e utiliza a menor quantidade de material. O padrão de Subdivisão Cúbica é outro candidato a utilizar o menor material, criando um enchimento de alta densidade à volta das paredes e mais baixo no meio.
É um padrão perfeito para ter como padrão para as suas impressões, excepto quando tem um objectivo específico de funcionalidade e resistência. O padrão Lines ou Cubic Subdivision não só imprime muito rapidamente, como utiliza uma quantidade reduzida de enchimento e tem uma boa resistência.
Qual é o melhor padrão de enchimento para impressões 3D flexíveis?
Os melhores padrões de enchimento para TPU e flexíveis são:
- Concêntrico
- Cruz
- Cruz 3D
- Gyroid
Dependendo do seu modelo, haverá um padrão ideal para as suas impressões 3D flexíveis.
Como já foi referido, o padrão Concêntrico funciona melhor com uma densidade de enchimento de 100%, mas sobretudo para objectos não circulares. Tem uma resistência vertical bastante boa, mas uma resistência horizontal fraca, o que lhe confere características flexíveis
Os padrões Cross e Cross 3D têm uma pressão uniforme em todos os lados, mas o Cross 3D também acrescenta o elemento de direcção vertical, mas demora mais tempo a cortar.
O Gyroid é óptimo quando se utilizam preenchimentos de baixa densidade e é útil por algumas razões: tem tempos de impressão rápidos, grande resistência ao corte, mas é menos flexível em geral, em comparação com os outros padrões flexíveis.
Se está à procura do melhor padrão de enchimento para compressão, então o Gyroid é uma das melhores escolhas.
Qual a importância da densidade ou da percentagem de enchimento?
A densidade de enchimento afecta uma série de parâmetros importantes para a sua peça impressa em 3D. Quando passa o cursor sobre a definição "Densidade de enchimento" no Cura, mostra que afecta as camadas superiores, as camadas inferiores, a distância da linha de enchimento, os padrões de enchimento e a sobreposição de enchimento.
A densidade/percentagem de enchimento tem um impacto bastante significativo na resistência da peça e no tempo de impressão.
Quanto mais elevada for a percentagem de enchimento, mais forte será a peça, mas com densidades de enchimento superiores a 50%, tornam-se muito menos significativas em termos de aumento da resistência.
A diferença entre a densidade de enchimento que define no Cura tem uma grande diferença em termos do que está a mudar na estrutura da peça.
Segue-se um exemplo visual de 20% de densidade de enchimento versus 10%.
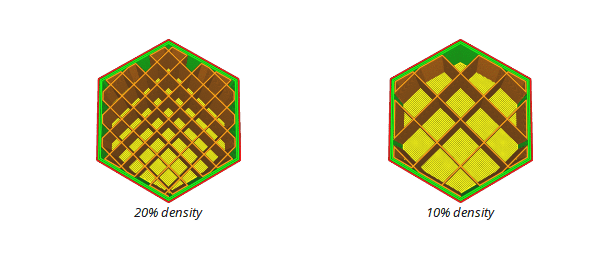
Uma maior densidade de enchimento significa que as suas linhas de enchimento serão colocadas mais próximas umas das outras, o que significa que mais estruturas estão a trabalhar em conjunto para dar resistência a uma peça.
Pode imaginar-se que seria muito mais fácil tentar partir um produto de baixa densidade do que um de alta densidade.
É importante saber que a densidade de enchimento varia muito na forma como afecta uma peça devido a diferenças nos padrões de enchimento.
Veja também: 14 maneiras de resolver o problema do PLA que não adere à cama - Glass & MoreBasicamente, uma mudança de 10% de enchimento para 20% de enchimento para um padrão Lines não será a mesma que a mesma mudança para um padrão Gyroid.
A maioria dos padrões de enchimento tem um peso semelhante com a mesma densidade de enchimento, mas o padrão Triângulo registou um aumento de quase 40% no peso total.
É por isso que as pessoas que utilizam o padrão de enchimento Gyroid não necessitam de percentagens de enchimento tão elevadas, mas ainda assim obtêm um nível respeitável de resistência da peça.
Baixas densidades de enchimento podem resultar em problemas como paredes que não se ligam ao enchimento e bolsas de ar que são criadas, especialmente com padrões que têm muitos cruzamentos.
Pode obter-se uma subextrusão quando uma linha de enchimento cruza outra linha devido a interrupções de fluxo.
O Cura explica que o aumento da densidade do enchimento tem os seguintes efeitos:
- Torna as suas impressões mais fortes em geral
- Dá um melhor suporte às camadas superiores da superfície, tornando-as mais suaves e herméticas
- Reduz os problemas de resolução de problemas, tais como o travesseiro
- Requer mais material, tornando-o mais pesado do que o normal
- A impressão demora muito mais tempo, dependendo do tamanho do objecto
Normalmente, é possível encontrar um bom equilíbrio entre as percentagens de enchimento, que variam entre 10% e 30%, dependendo da utilização que se pretende dar à peça.
As peças estéticas ou feitas para serem vistas requerem muito menos densidade de enchimento porque não exigem resistência. As peças funcionais requerem mais densidade de enchimento (até 70%), para poderem suportar a carga durante um longo período de tempo.
Melhor padrão de enchimento para filamentos transparentes
Muitas pessoas adoram usar o padrão de enchimento Gyroid para filamentos transparentes porque dá um padrão de aspecto fixe. O padrão de enchimento Cubic ou Honeycomb também fica muito bem para impressões 3D transparentes. O melhor enchimento para impressões transparentes é normalmente 0% ou 100% para que o modelo seja mais claro.
Aqui está um exemplo do padrão de enchimento Gyroid numa impressão 3D em PLA transparente. Um utilizador disse que também utiliza o Gyroid com uma densidade de enchimento de 15%.
Placa transparente com enchimento cria um padrão fixe a partir da impressão 3D
Veja o vídeo abaixo para uma óptima visualização do filamento transparente para impressão 3D.