
ສາລະບານ
ບາງຄັ້ງຮູບແບບການຕື່ມຂໍ້ມູນຖືກເບິ່ງຂ້າມໃນການພິມ 3D ເພາະວ່າມັນເປັນພຽງແຕ່ສ່ວນຫນຶ່ງຂອງການຕັ້ງຄ່າຈໍານວນຫຼາຍສໍາລັບການພິມຂອງທ່ານ. ມີຫຼາຍຮູບແບບ infill ແຕ່ເມື່ອເບິ່ງຜ່ານລາຍການ, ຂ້ອຍສົງໄສກັບຕົວເອງວ່າຮູບແບບ infill ແມ່ນຫຍັງທີ່ດີທີ່ສຸດໃນການພິມ 3D?
ຮູບແບບ infill ທີ່ດີທີ່ສຸດສໍາລັບການພິມ 3D ແມ່ນຮູບຮ່າງຫົກຫລ່ຽມເຊັ່ນ Cubic ຖ້າຫາກວ່າທ່ານແມ່ນຫຼັງຈາກຄວາມດຸ່ນດ່ຽງທີ່ດີຂອງຄວາມໄວແລະຄວາມເຂັ້ມແຂງ. ເມື່ອທ່ານກໍານົດຫນ້າທີ່ຂອງສ່ວນພິມ 3D ຂອງທ່ານ, ຮູບແບບການຕື່ມຂໍ້ມູນທີ່ດີທີ່ສຸດຈະແຕກຕ່າງກັນ. ສໍາລັບຄວາມໄວຮູບແບບ infill ທີ່ດີທີ່ສຸດແມ່ນຮູບແບບ Lines, ໃນຂະນະທີ່ສໍາລັບຄວາມເຂັ້ມແຂງ, Cubic.
ມີຮູບແບບການຕື່ມຂໍ້ມູນເລັກນ້ອຍກວ່າທີ່ຂ້ອຍຮູ້ຄັ້ງທໍາອິດ, ດັ່ງນັ້ນຂ້ອຍຈະເຂົ້າໄປໃນລາຍລະອຽດເພີ່ມເຕີມກ່ຽວກັບພື້ນຖານ. ແຕ່ລະຮູບແບບການຕື່ມຂໍ້ມູນ, ເຊັ່ນດຽວກັນກັບຮູບແບບໃດທີ່ຄົນເບິ່ງວ່າເຂັ້ມແຂງທີ່ສຸດ, ໄວທີ່ສຸດ ແລະເປັນຜູ້ຊະນະຕະຫຼອດ.
ຮູບແບບການຕື່ມຂໍ້ມູນປະເພດໃດແດ່?
ເມື່ອພວກເຮົາເບິ່ງ Cura, ຊອບແວການຊອຍເປັນທີ່ນິຍົມທີ່ສຸດຢູ່ທີ່ນັ້ນ, ນີ້ແມ່ນຕົວເລືອກຮູບແບບການຕື່ມຂໍ້ມູນທີ່ພວກເຂົາມີ, ພ້ອມກັບຮູບພາບ ແລະຂໍ້ມູນທີ່ເປັນປະໂຫຍດບາງຢ່າງ.
- Grid
- ເສັ້ນ
- ສາມຫຼ່ຽມ
- ສາມຫຼ່ຽມຫົກຫຼ່ຽມ
- Cubic
- Cubic Subdivision
- Octet
- Quarter Cubic
- Concentric
- ZigZag
- Cross
- Cross3D
- Gyroid
Grid Infill ແມ່ນຫຍັງ?

ຮູບແບບ infill ນີ້ມີຮູບແບບຂ້າມຜ່ານເຊິ່ງສ້າງສອງເສັ້ນຕັ້ງຂວາງ, ປະກອບເປັນສີ່ຫລ່ຽມໃນພຽງແຕ່ຊອກຫາຄວາມເຂັ້ມແຂງເທົ່ານັ້ນ, ນີ້ບໍ່ໄດ້ຫມາຍຄວາມວ່າຮູບແບບການຕື່ມຂໍ້ມູນບໍ່ສາມາດສ້າງຄວາມແຕກຕ່າງຂອງການເຮັດວຽກຫຼາຍກວ່າ 5% ໂດຍສະຫລາດ.
ຮູບແບບການຕື່ມຂໍ້ມູນໄວທີ່ສຸດສໍາລັບຄວາມໄວແມ່ນຫຍັງ?
ຖ້າພວກເຮົາ ກໍາລັງເບິ່ງຮູບແບບ infill ທີ່ດີທີ່ສຸດສໍາລັບຄວາມໄວ, ປັດໃຈທີ່ຊັດເຈນຢູ່ທີ່ນີ້ແມ່ນຮູບແບບທີ່ມີເສັ້ນຊື່ທີ່ສຸດ, ການເຄື່ອນໄຫວຫນ້ອຍແລະວັດສະດຸຫນ້ອຍທີ່ສຸດທີ່ໃຊ້ສໍາລັບການພິມ.
ນີ້ແມ່ນວິທີທີ່ງ່າຍທີ່ສຸດທີ່ຈະກໍານົດເວລາທີ່ພວກເຮົາຄິດ. ກ່ຽວກັບທາງເລືອກຮູບແບບທີ່ພວກເຮົາມີ.
ຮູບແບບ infill ທີ່ດີທີ່ສຸດສໍາລັບຄວາມໄວແມ່ນ Lines ຫຼື Rectilinear pattern, ເຊິ່ງເປັນຮູບແບບ infill ເລີ່ມຕົ້ນໃນ Cura. ຮູບແບບທີ່ມີການປ່ຽນແປງທິດທາງສ່ວນໃຫຍ່ມັກຈະໃຊ້ເວລາດົນກວ່າໃນການພິມ, ດັ່ງນັ້ນເສັ້ນຊື່ຈຶ່ງພິມໄດ້ໄວທີ່ສຸດດ້ວຍຄວາມໄວທີ່ດີ.
ເມື່ອພວກເຮົາເບິ່ງປັດໄຈສໍາຄັນໃນຄວາມໄວ ແລະໃຊ້ວັດສະດຸໜ້ອຍທີ່ສຸດ, ພວກເຮົາເບິ່ງທີ່ ພາລາມິເຕີຂອງຄວາມເຂັ້ມແຂງທີ່ດີທີ່ສຸດຕໍ່ອັດຕາສ່ວນນ້ໍາຫນັກ. ນີ້ຫມາຍຄວາມວ່າ, ໃນແງ່ຂອງຄວາມເຂັ້ມແຂງແລະນ້ໍາຫນັກ, ຮູບແບບ infill ມີຈໍານວນທີ່ດີທີ່ສຸດຂອງຄວາມເຂັ້ມແຂງທີ່ກ່ຽວຂ້ອງກັບຈໍານວນ infill ຖືກນໍາໃຊ້.
ເບິ່ງ_ນຳ: ທ່ານສາມາດນໍາໃຊ້ໃຫມ່ການພິມ 3D ລົ້ມເຫຼວ? ຈະເຮັດແນວໃດກັບການພິມ 3D ທີ່ລົ້ມເຫລວພວກເຮົາບໍ່ຕ້ອງການພຽງແຕ່ໃຊ້ວັດສະດຸຫນ້ອຍທີ່ສຸດແລະມີວັດຖຸທີ່ ຕົກລົງໄດ້ງ່າຍ.
ຕົວຈິງແລ້ວການທົດສອບໄດ້ດໍາເນີນຢູ່ໃນຕົວກໍານົດການນີ້, ທີ່ CNC Kitchen ພົບວ່າຮູບແບບ Rectilinear ຫຼື Lines ປົກກະຕິມີຫນຶ່ງຂອງຄວາມເຂັ້ມແຂງທີ່ດີທີ່ສຸດຕໍ່ອັດຕາສ່ວນນ້ໍາຫນັກແລະນໍາໃຊ້ປະລິມານຫນ້ອຍສຸດຂອງວັດສະດຸ. . ຮູບແບບການແບ່ງຍ່ອຍ Cubic ເປັນ contender ອື່ນສໍາລັບການນໍາໃຊ້ອຸປະກອນການຫນ້ອຍທີ່ສຸດ. ມັນສ້າງຄວາມຫນາແຫນ້ນສູງເຂົ້າໄປໃນຝາແລະຕ່ໍາລົງໃນກາງ.
ມັນເປັນຮູບແບບທີ່ສົມບູນແບບທີ່ຈະມີເປັນຄ່າເລີ່ມຕົ້ນສໍາລັບການພິມຂອງທ່ານ, ນອກເຫນືອຈາກເວລາທີ່ທ່ານມີຈຸດປະສົງສະເພາະສໍາລັບການເຮັດວຽກແລະຄວາມເຂັ້ມແຂງ. ບໍ່ພຽງແຕ່ຮູບແບບ Lines ຫຼື Cubic Subdivision ພິມໄວຫຼາຍ, ມັນໃຊ້ຈໍານວນ infill ຕ່ໍາແລະມີຄວາມເຂັ້ມແຂງທີ່ດີ.
ຮູບແບບ Infill ທີ່ດີທີ່ສຸດສໍາລັບການພິມ 3D ແບບຍືດຫຍຸ່ນແມ່ນຫຍັງ?
ທີ່ດີທີ່ສຸດ ຮູບແບບການຕື່ມຂໍ້ມູນສໍາລັບ TPU ແລະຄວາມຍືດຫຍຸ່ນແມ່ນ:
- Concentric
- Cross
- Cross 3D
- Gyroid
ຂຶ້ນຢູ່ກັບຮູບແບບຂອງທ່ານ, ຈະມີຮູບແບບທີ່ເຫມາະສົມສໍາລັບການພິມ 3D ທີ່ມີຄວາມຍືດຫຍຸ່ນຂອງທ່ານ.
ດັ່ງທີ່ໄດ້ກ່າວມາກ່ອນຫນ້ານີ້, ຮູບແບບ Concentric ເຮັດວຽກດີທີ່ສຸດຢູ່ທີ່ຄວາມຫນາແຫນ້ນຂອງ infill ຂອງ 100%, ແຕ່ສ່ວນໃຫຍ່ແມ່ນສໍາລັບການທີ່ບໍ່ແມ່ນ. ວັດຖຸວົງ. ມັນມີຄວາມເຂັ້ມແຂງໃນແນວຕັ້ງທີ່ດີພໍສົມຄວນແຕ່ມີຄວາມເຂັ້ມແຂງແນວນອນອ່ອນ, ໃຫ້ມັນມີລັກສະນະທີ່ມີຄວາມຍືດຫຍຸ່ນ
ຮູບແບບ 3D ຂ້າມແລະຂ້າມມີຄວາມກົດດັນໃນທຸກດ້ານແຕ່ Cross 3D ຍັງເພີ່ມອົງປະກອບທິດທາງແນວຕັ້ງ, ແຕ່ມັນໃຊ້ເວລາ. ຍາວກວ່າທີ່ຈະຕັດ.
Gyroid ແມ່ນດີຫຼາຍໃນເວລາທີ່ທ່ານໃຊ້ການຕື່ມຂໍ້ມູນທີ່ມີຄວາມຫນາແຫນ້ນຕ່ໍາແລະເປັນປະໂຫຍດສໍາລັບບາງເຫດຜົນ. ມັນມີເວລາພິມໄວ, ຄວາມຕ້ານທານທີ່ດີຕໍ່ການຂັດເງົາແຕ່ມີຄວາມຍືດຫຍຸ່ນຫນ້ອຍ, ເມື່ອປຽບທຽບກັບຮູບແບບທີ່ມີຄວາມຍືດຫຍຸ່ນອື່ນໆ.
ຖ້າທ່ານກໍາລັງຊອກຫາຮູບແບບ infill ທີ່ດີທີ່ສຸດສໍາລັບການບີບອັດ Gyroid ແມ່ນທາງເລືອກທີ່ດີທີ່ສຸດຫນຶ່ງ.
ຕື່ມຄວາມໜາແໜ້ນ ຫຼືເປີເຊັນຫຼາຍປານໃດມີບັນຫາບໍ?
ຄວາມໜາແໜ້ນຂອງການຕື່ມຂໍ້ມູນມີຜົນຕໍ່ຕົວກໍານົດການທີ່ສໍາຄັນຈໍານວນຫນຶ່ງສໍາລັບສ່ວນພິມ 3D ຂອງທ່ານ. ເມື່ອທ່ານເລື່ອນໃສ່ການຕັ້ງຄ່າ 'Infill Density' ໃນ Cura, ມັນສະແດງໃຫ້ເຫັນວ່າມັນມີຜົນກະທົບຕໍ່ຊັ້ນເທິງ, ຊັ້ນລຸ່ມ, ໄລຍະຫ່າງຂອງເສັ້ນ, ຮູບແບບການຕື່ມຂໍ້ມູນ & amp; Infill Overlap.
Infill density/percentage ມີຜົນກະທົບຢ່າງຫຼວງຫຼາຍກ່ຽວກັບຄວາມເຂັ້ມແຂງຂອງສ່ວນຫນຶ່ງແລະເວລາພິມ.
ອັດຕາສ່ວນການຕື່ມຂອງທ່ານສູງຂຶ້ນ, ພາກສ່ວນຂອງເຈົ້າຈະເຂັ້ມແຂງຂຶ້ນ, ແຕ່ຄວາມໜາແໜ້ນທີ່ຕື່ມເກີນ 50%, ພວກມັນຈະກາຍເປັນຄວາມສຳຄັນໜ້ອຍລົງໃນແງ່ຂອງການເພີ່ມຄວາມເຂັ້ມຂຸ້ນເພີ່ມເຕີມ.
ຄວາມແຕກຕ່າງລະຫວ່າງຄວາມຫນາແຫນ້ນຂອງ infill ທີ່ທ່ານກໍານົດໄວ້ໃນ Cura ມີຄວາມແຕກຕ່າງກັນຢ່າງຫຼວງຫຼາຍກ່ຽວກັບສິ່ງທີ່ມັນມີການປ່ຽນແປງໃນໂຄງສ້າງສ່ວນຂອງທ່ານ.
ຂ້າງລຸ່ມນີ້ແມ່ນຕົວຢ່າງທີ່ເບິ່ງເຫັນຂອງ 20% infill density vs 10%.
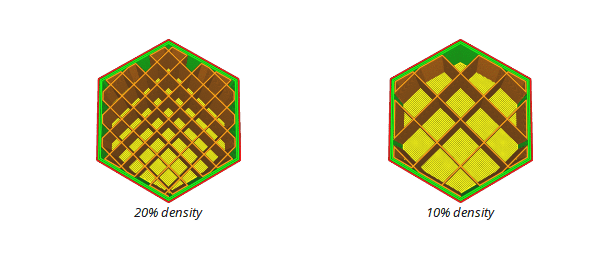
ຄວາມຫນາແຫນ້ນຂອງ infill ທີ່ໃຫຍ່ກວ່າຫມາຍຄວາມວ່າເສັ້ນ infill ຂອງທ່ານຈະຖືກວາງໄວ້ໃກ້ຊິດກັນ, ຊຶ່ງຫມາຍຄວາມວ່າໂຄງສ້າງເພີ່ມເຕີມກໍາລັງເຮັດວຽກຮ່ວມກັນເພື່ອໃຫ້ມີຄວາມເຂັ້ມແຂງສ່ວນຫນຶ່ງ.
ທ່ານສາມາດ ຈິນຕະນາການວ່າຄວາມພະຍາຍາມທີ່ຈະແຍກອອກຈາກຄວາມຫນາແຫນ້ນຕ່ໍາຈະງ່າຍຂຶ້ນຫຼາຍກ່ວາຫນຶ່ງທີ່ມີຄວາມຫນາແຫນ້ນສູງ.
ມັນເປັນສິ່ງສໍາຄັນທີ່ຈະຮູ້ວ່າຄວາມຫນາແຫນ້ນຂອງ infill ມີຄວາມແຕກຕ່າງກັນຢ່າງກວ້າງຂວາງກ່ຽວກັບວິທີທີ່ມັນສົ່ງຜົນກະທົບຕໍ່ສ່ວນຫນຶ່ງເນື່ອງຈາກຄວາມແຕກຕ່າງຂອງຮູບແບບ infill.
ໂດຍພື້ນຖານແລ້ວ, ການປ່ຽນແປງ 10% infill ເປັນ 20% infill ສໍາລັບຮູບແບບ Lines ຈະບໍ່ເປັນການປ່ຽນແປງດຽວກັນກັບຮູບແບບ Gyroid.
ຮູບແບບ infill ສ່ວນໃຫຍ່ມີນ້ໍາຫນັກທີ່ຄ້າຍຄືກັນກັບ ຄວາມຫນາແຫນ້ນຂອງ infill ດຽວກັນ, ແຕ່ຮູບແບບສາມຫຼ່ຽມສະແດງໃຫ້ເຫັນການເພີ່ມຂຶ້ນເກືອບ 40% ຂອງນ້ໍາຫນັກໂດຍລວມ.
ນັ້ນແມ່ນເຫດຜົນທີ່ຜູ້ທີ່ໃຊ້ຮູບແບບ Gyroid infill ບໍ່ຕ້ອງການອັດຕາສ່ວນ infill ສູງ, ແຕ່ຍັງໄດ້ຮັບລະດັບຄວາມຫນ້າເຊື່ອຖືຂອງສ່ວນຫນຶ່ງ.
ຄວາມຫນາແຫນ້ນຂອງ infill ຕ່ໍາສາມາດສົ່ງຜົນໃຫ້ເກີດບັນຫາເຊັ່ນ: ກໍາແພງບໍ່ເຊື່ອມຕໍ່ກັບ infill ແລະຖົງອາກາດຖືກສ້າງຂື້ນ, ໂດຍສະເພາະກັບຮູບແບບທີ່ມີເສັ້ນຂ້າມຫຼາຍ.
ທ່ານສາມາດເຂົ້າໄປໃນ extrusion ເມື່ອເສັ້ນ infill ຫນຶ່ງຂ້າມເສັ້ນອື່ນເພາະວ່າ. ການຂັດຂວາງການໄຫຼ.
Cura ອະທິບາຍວ່າການເພີ່ມຄວາມຫນາແຫນ້ນຂອງ infill ຂອງທ່ານມີຜົນກະທົບດັ່ງຕໍ່ໄປນີ້:
- ເຮັດໃຫ້ການພິມຂອງທ່ານເຂັ້ມແຂງໂດຍລວມ
- ໃຫ້ຊັ້ນເທິງຂອງທ່ານສະຫນັບສະຫນູນທີ່ດີກວ່າ, ເຮັດໃຫ້ມັນກ້ຽງແລະລະບາຍອາກາດ
- ຫຼຸດຜ່ອນບັນຫາການແກ້ໄຂບັນຫາເຊັ່ນ: ໝອນ
- ຕ້ອງການວັດສະດຸຫຼາຍ, ເຮັດໃຫ້ມັນໜັກກວ່າປົກກະຕິ
- ໃຊ້ເວລາພິມດົນຂຶ້ນຫຼາຍຂຶ້ນກັບຂະໜາດຂອງເຈົ້າ. object
ດັ່ງນັ້ນ, ຕື່ມຄວາມຫນາແຫນ້ນແມ່ນສໍາຄັນໃນເວລາທີ່ພວກເຮົາກໍາລັງຊອກຫາຄວາມເຂັ້ມແຂງ, ການນໍາໃຊ້ວັດສະດຸແລະເວລາຂອງການພິມຂອງພວກເຮົາ. ປົກກະຕິແລ້ວມີການດຸ່ນດ່ຽງທີ່ດີທີ່ຈະຕີລະຫວ່າງອັດຕາສ່ວນການຕື່ມ, ເຊິ່ງຢູ່ບ່ອນໃດກໍໄດ້ຕັ້ງແຕ່ 10%-30% ຂຶ້ນກັບສິ່ງທີ່ເຈົ້າຕັ້ງໃຈຈະໃຊ້ສ່ວນນັ້ນ.
ຄວາມງາມ ຫຼືຊິ້ນສ່ວນທີ່ເຮັດມາເພື່ອການເບິ່ງຕ້ອງການຕື່ມໜ້ອຍລົງຫຼາຍ. ຄວາມຫນາແຫນ້ນເພາະວ່າມັນບໍ່ຕ້ອງການຄວາມເຂັ້ມແຂງ. ພາກສ່ວນທີ່ເຮັດວຽກຕ້ອງການຄວາມຫນາແຫນ້ນຂອງ infill ຫຼາຍ (ເຖິງ 70%), ດັ່ງນັ້ນເຂົາເຈົ້າສາມາດຈັດການກັບການໂຫຼດໄດ້ໃນໄລຍະເວລາດົນນານ.ເວລາ.
ຮູບແບບ Infill ທີ່ດີທີ່ສຸດສໍາລັບເສັ້ນໃຍໂປ່ງໃສ
ຫຼາຍຄົນມັກໃຊ້ຮູບແບບ Gyroid infill ສໍາລັບ filament ໂປ່ງໃສເພາະວ່າມັນໃຫ້ຮູບແບບທີ່ເບິ່ງງາມ. ຮູບແບບການຕື່ມຂໍ້ມູນ Cubic ຫຼື Honeycomb ຍັງເບິ່ງດີສໍາລັບການພິມ 3D ໂປ່ງໃສ. ການຕື່ມຂໍ້ມູນທີ່ດີທີ່ສຸດສໍາລັບການພິມໂປ່ງໃສໂດຍປົກກະຕິແມ່ນ 0% ຫຼື 100% ເພື່ອໃຫ້ຕົວແບບມີຄວາມຊັດເຈນຫຼາຍຂຶ້ນ.
ນີ້ແມ່ນຕົວຢ່າງຂອງຮູບແບບການຕື່ມຂໍ້ມູນ Gyroid ໃນການພິມ PLA 3D ທີ່ຊັດເຈນ. ຜູ້ໃຊ້ຄົນໜຶ່ງບອກວ່າເຂົາເຈົ້າໃຊ້ Gyroid ທີ່ມີຄວາມໜາແໜ້ນ 15% ເຊັ່ນກັນ.
Clear pla with infill make for a cool plat from 3Dprinting
ກວດເບິ່ງວິດີໂອຂ້າງລຸ່ມນີ້ເພື່ອເບິ່ງພາບທີ່ດີໃນການພິມ 3D ໂປ່ງໃສ. ເສັ້ນໃຍ.
ກາງ.- ຄວາມແຮງຫຼາຍໃນທິດທາງແນວຕັ້ງ
- ຄວາມແຮງທີ່ດີໃນທິດທາງໃນເສັ້ນທີ່ສ້າງຂຶ້ນ
- ອ່ອນລົງໃນທິດທາງຂວາງ
- ສ້າງ ພື້ນຜິວດ້ານເທິງທີ່ຂ້ອນຂ້າງດີ, ລຽບ
Lines/Rectilinear Infill ແມ່ນຫຍັງ?

ຮູບແບບເສັ້ນຈະສ້າງຂະໜານຫຼາຍອັນ ເສັ້ນຜ່ານວັດຖຸຂອງທ່ານ, ດ້ວຍທິດທາງສະລັບກັນຕໍ່ຊັ້ນ. ດັ່ງນັ້ນໂດຍພື້ນຖານແລ້ວ, ຊັ້ນຫນຶ່ງມີເສັ້ນໄປທາງຫນຶ່ງ, ຫຼັງຈາກນັ້ນຊັ້ນຕໍ່ໄປມີເສັ້ນຜ່ານທາງອື່ນ. ມັນເບິ່ງຄືວ່າຄ້າຍຄືກັນກັບຮູບແບບຕາຂ່າຍໄຟຟ້າແຕ່ມີຄວາມແຕກຕ່າງກັນ.
- ໂດຍປົກກະຕິຈະອ່ອນແອໃນທິດທາງຕັ້ງ
- ອ່ອນຫຼາຍໃນທິດທາງແນວນອນຍົກເວັ້ນໃນທິດທາງຂອງເສັ້ນ
- ນີ້ແມ່ນຮູບແບບທີ່ດີທີ່ສຸດສຳລັບພື້ນຜິວດ້ານເທິງທີ່ລຽບ
ຕົວຢ່າງຂອງວິທີເສັ້ນ ແລະຮູບແບບຕາໜ່າງແຕກຕ່າງກັນແມ່ນສະແດງຢູ່ລຸ່ມນີ້, ເຊິ່ງການຕື່ມທິດທາງແມ່ນຄ່າເລີ່ມຕົ້ນຢູ່ທີ່ 45° & -45°
ເສັ້ນ (ເສັ້ນຂວາງ) ຕື່ມ:
ຊັ້ນ 1: 45° – ເສັ້ນຂວາງ
ຊັ້ນ 2: -45° – ເສັ້ນຂວາງ
ຊັ້ນ 3: 45° – ເສັ້ນຂວາງທາງຂວາ
ຊັ້ນ 4: -45° – ເສັ້ນຂວາງທາງຊ້າຍ
ຊ່ອງຕື່ມຂໍ້ມູນ:
ຊັ້ນ 1: 45° ແລະ -45 °
ຊັ້ນ 2: 45° ແລະ -45°
ຊັ້ນ 3: 45° ແລະ -45°
ຊັ້ນ 4: 45° ແລະ -45°
ການຕື່ມຂໍ້ມູນສາມຫຼ່ຽມແມ່ນຫຍັງ? ຮູບແບບ infill ທີ່ສາມຊຸດຂອງເສັ້ນຖືກສ້າງຂື້ນໃນທິດທາງທີ່ແຕກຕ່າງກັນເພື່ອສ້າງເປັນສາມຫຼ່ຽມ. - ມີປະລິມານຄວາມແຮງເທົ່າກັນໃນແຕ່ລະທິດທາງແນວນອນ
- ຄວາມຕ້ານທານຕໍ່ແຮງຕັດທີ່ໃຫຍ່
- ບັນຫາກັບການໄຫຼຂັດຈັງຫວະທີ່ຄວາມໜາແໜ້ນຂອງ infill ສູງມີຄວາມແຮງສົມທຽບຕໍ່າ
ແມ່ນຫຍັງ Tri-Hexagonal Infill ແມ່ນບໍ?
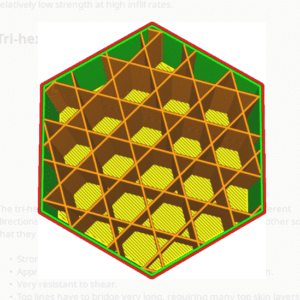
ຮູບແບບການຕື່ມນີ້ມີສ່ວນປະສົມຂອງສາມຫຼ່ຽມ ແລະຮູບສີ່ຫຼ່ຽມມົນ, ຕັດກັນຕະຫຼອດວັດຖຸ. ມັນເຮັດແນວນີ້ໂດຍການສ້າງເສັ້ນສາມຊຸດໃນສາມທິດທາງທີ່ແຕກຕ່າງກັນ, ແຕ່ໃນທາງທີ່ພວກມັນບໍ່ຕັດກັນໃນຕໍາແຫນ່ງດຽວກັນກັບກັນແລະກັນ.
- ທີ່ເຂັ້ມແຂງຫຼາຍໃນທິດທາງແນວນອນ
- ຄວາມແຮງເທົ່າກັນໃນແຕ່ລະທິດທາງແນວນອນ
- ຄວາມຕ້ານທານຕໍ່ແຮງຕັດ
- ຕ້ອງການຊັ້ນຜິວໜັງຊັ້ນເທິງຫຼາຍເພື່ອໃຫ້ໄດ້ພື້ນຜິວທີ່ສະເໝີກັນ
ແມ່ນຫຍັງ? Cubic Infill?
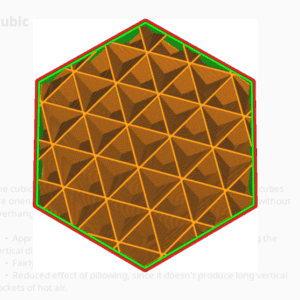
ຮູບແບບ Cubic ສ້າງ cubes ທີ່ມີຫົວຂໍ້ແລະ stacked, ສ້າງຮູບແບບ 3 ມິຕິ. cubes ເຫຼົ່ານີ້ຖືກຮັດກຸມເພື່ອຢືນຢູ່ມຸມ, ດັ່ງນັ້ນເຂົາເຈົ້າສາມາດພິມໄດ້ໂດຍບໍ່ມີການ overhanging ດ້ານພາຍໃນ
- ມີຄວາມເຂັ້ມແຂງເທົ່າທຽມກັນໃນທຸກທິດທາງ, ລວມທັງແນວຕັ້ງ
- ຂ້ອນຂ້າງດີມີຄວາມເຂັ້ມແຂງໂດຍລວມໃນທຸກທິດທາງ
- ການວາງໝອນລົງດ້ວຍຮູບແບບນີ້ເນື່ອງຈາກຖົງແນວຕັ້ງຍາວບໍ່ໄດ້ຖືກສ້າງຂື້ນ
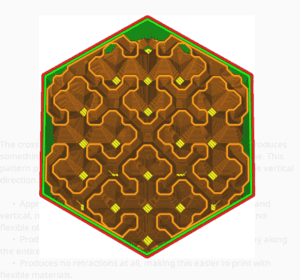
ການຕື່ມຂໍ້ມູນຍ່ອຍຍ່ອຍຂອງ Cubic ແມ່ນຫຍັງ?
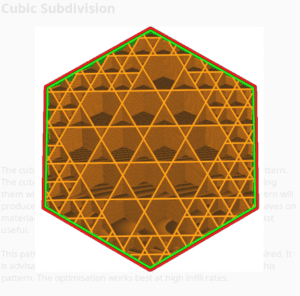
ຮູບແບບການແບ່ງຍ່ອຍ Cubic ຍັງສ້າງ cubes ແລະຮູບແບບ 3 ມິຕິ, ແຕ່ມັນສ້າງ cubes ໃຫຍ່ກວ່າໄປສູ່ກາງຂອງວັດຖຸ. ນີ້ແມ່ນເຮັດດັ່ງນັ້ນຂົງເຂດທີ່ສໍາຄັນທີ່ສຸດສໍາລັບຄວາມເຂັ້ມແຂງມີ infill ທີ່ດີ, ໃນຂະນະທີ່ປະຫຍັດວັດສະດຸທີ່ infill ມີປະສິດທິພາບຫນ້ອຍທີ່ສຸດ.
ຄວາມຫນາແຫນ້ນຂອງ infill ຄວນເພີ່ມຂຶ້ນດ້ວຍຮູບແບບນີ້ເພາະວ່າພວກມັນສາມາດຕໍ່າຫຼາຍໃນພື້ນທີ່ກາງ. ມັນເຮັດວຽກໂດຍການສ້າງຊຸດຂອງ 8 cubes ຍ່ອຍ, ຫຼັງຈາກນັ້ນ cubes ທີ່ຕີຝາໄດ້ຖືກແບ່ງຍ່ອຍຈົນກ່ວາ infill ໄລຍະຫ່າງຂອງເສັ້ນຈະບັນລຸໄດ້.
- ຮູບແບບທີ່ດີທີ່ສຸດແລະເຂັ້ມແຂງທີ່ສຸດກ່ຽວກັບນ້ໍາຫນັກແລະເວລາພິມ (ຄວາມເຂັ້ມແຂງກັບ ອັດຕາສ່ວນນ້ໍາຫນັກ)
- ຄວາມເຂັ້ມແຂງເທົ່າທຽມກັນໃນທຸກທິດທາງ, ລວມທັງແນວຕັ້ງ
- ຍັງຊ່ວຍຫຼຸດຜ່ອນຜົນກະທົບຂອງໝອນ
- ການເພີ່ມຄວາມຫນາແຫນ້ນຂອງ infill ຫມາຍຄວາມວ່າ infill ບໍ່ຄວນສະແດງຜ່ານຝາ
- ມີການຖອດຖອນຫຼາຍ, ບໍ່ດີສຳລັບວັດສະດຸທີ່ມີຄວາມຍືດຫຍຸ່ນ ຫຼື ມີຄວາມໜຽວໜ້ອຍ (ຂີ້ໝິ້ນ)
- ເວລາຕັດຂ້ອນຂ້າງຍາວກວ່າ
Octet Infill ແມ່ນຫຍັງ?
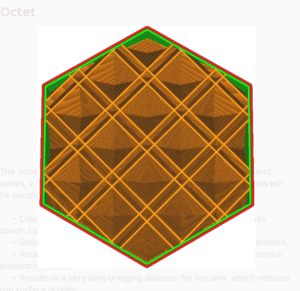
ເບິ່ງ_ນຳ: ເຄື່ອງພິມ 3 ມິຕິແມ່ນປອດໄພທີ່ຈະໃຊ້ບໍ? ເຄັດລັບວິທີການພິມ 3D ຢ່າງປອດໄພ ຮູບແບບ Octet infill ແມ່ນຮູບແບບ 3 ມິຕິອື່ນທີ່ສ້າງການປະສົມຂອງ cubes ແລະ tetrahedra ປົກກະຕິ ( pyramid ສາມຫຼ່ຽມ). ຮູບແບບນີ້ສ້າງເສັ້ນ infill ຫຼາຍເສັ້ນຕິດກັນເລື້ອຍໆ.
- ມີກອບພາຍໃນທີ່ເຂັ້ມແຂງ, ໂດຍສະເພາະບ່ອນທີ່ເສັ້ນທີ່ຢູ່ຕິດກັນແມ່ນ
- ຕົວແບບທີ່ມີຄວາມຫນາປານກາງ (ປະມານ 1cm / 0.39″) ເຮັດໄດ້ດີໃນດ້ານຄວາມແຂງແຮງ
- ຍັງຊ່ວຍຫຼຸດຜົນກະທົບຂອງໝອນ ເນື່ອງຈາກຊ່ອງອາກາດແນວຕັ້ງຍາວບໍ່ໄດ້ສ້າງ
- ຜະລິດພື້ນຜິວທີ່ມີຄຸນນະພາບທີ່ບໍ່ດີ
Qurter Cubic Infill ແມ່ນຫຍັງ?ສະລັບສັບຊ້ອນຫຼາຍໃນຄໍາອະທິບາຍ, ແຕ່ມັນຂ້ອນຂ້າງຄ້າຍຄືກັນກັບ Octet Infill. ມັນເປັນຮູບແບບ 3 ມິຕິລະດັບຫຼື tessalation (ຈັດຮູບແບບໃກ້ຊິດ) ປະກອບດ້ວຍ tetrahedra ແລະ tetrahedra ສັ້ນ. ເຊັ່ນດຽວກັບ Octet, ມັນຍັງວາງສາຍ infill ຫຼາຍເສັ້ນຕິດກັນເລື້ອຍໆ. - ການໂຫຼດຫນັກເຮັດໃຫ້ນ້ໍາຫນັກຂອງໂຄງສ້າງພາຍໃນ
- ກອບແມ່ນຮັດກຸມໃນສອງທິດທາງທີ່ແຕກຕ່າງກັນ, ເຮັດໃຫ້ ພວກມັນອ່ອນເພຍເປັນສ່ວນບຸກຄົນ.
- ມີຄວາມເຂັ້ມແຂງທີ່ຂ້ອນຂ້າງສໍາລັບຕົວແບບທີ່ມີຄວາມຫນາຕ່ໍາ (ສອງສາມມມ)
- ຫຼຸດຜ່ອນຜົນກະທົບຂອງໝອນສໍາລັບຊັ້ນເທິງເພາະວ່າຖົງຢາງຍາວຂອງອາກາດບໍ່ໄດ້ຜະລິດ
- ໄລຍະຫ່າງຂອງຂົວສໍາລັບຮູບແບບນີ້ແມ່ນຍາວ, ສະນັ້ນມັນສາມາດສົ່ງຜົນກະທົບທາງລົບຕໍ່ຄຸນນະພາບດ້ານເທິງ
Concentric Infill ແມ່ນຫຍັງ?
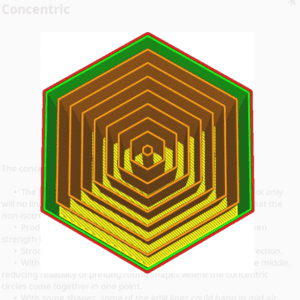
ຮູບແບບ concentric infill ພຽງແຕ່ສ້າງຊຸດຂອງຂອບພາຍໃນຂະຫນານກັບ perimeter ຂອງວັດຖຸຂອງທ່ານ.
- ໃນ infill ຄວາມຫນາແຫນ້ນຂອງ 100%, ນີ້ແມ່ນຮູບແບບທີ່ເຂັ້ມແຂງທີ່ສຸດຍ້ອນວ່າເສັ້ນບໍ່ຕັດກັນ<9
- ດີເລີດສໍາລັບການພິມທີ່ມີຄວາມຍືດຫຍຸ່ນເນື່ອງຈາກມັນອ່ອນລົງ ແລະແມ້ແຕ່ຢູ່ໃນທຸກທິດທາງຕາມລວງນອນ
- ມີຄວາມເຂັ້ມແຂງຫຼາຍກວ່າໃນທິດທາງຕັ້ງທຽບກັບແນວນອນ
- ຮູບແບບການຕື່ມຂໍ້ມູນອ່ອນແອທີ່ສຸດຖ້າບໍ່ໃຊ້ຄວາມຫນາແຫນ້ນຂອງ infill 100% ນັບຕັ້ງແຕ່ ຄວາມແຮງຕາມລວງນອນບໍ່ມີຢູ່
- ຄວາມຫນາແຫນ້ນຂອງ infill 100% ໃຊ້ໄດ້ດີກວ່າກັບຮູບຮ່າງທີ່ບໍ່ເປັນວົງ
Zigzag Infill ແມ່ນຫຍັງ?
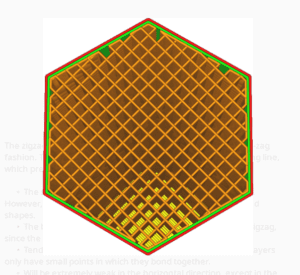
ຮູບແບບ Zigzag ພຽງແຕ່ສ້າງຮູບແບບທີ່ມັນຊື່.ມັນຄ້າຍຄືກັນກັບຮູບແບບ Lines ຫຼາຍ, ແຕ່ຄວາມແຕກຕ່າງແມ່ນ, ສາຍແມ່ນເຊື່ອມຕໍ່ຢູ່ໃນເສັ້ນຍາວຫນຶ່ງ, ເຮັດໃຫ້ມີການຂັດຂວາງການໄຫຼຫນ້ອຍ. ສ່ວນໃຫຍ່ແມ່ນໃຊ້ໃນໂຄງສ້າງສະຫນັບສະຫນູນ.
- ເມື່ອໃຊ້ຄວາມຫນາແຫນ້ນຂອງ infill 100%, ຮູບແບບນີ້ແມ່ນທີ່ເຂັ້ມແຂງທີ່ສຸດເປັນອັນດັບສອງ
- ດີກວ່າສໍາລັບຮູບວົງມົນທຽບກັບຮູບແບບ Concentric ອັດຕາສ່ວນ infill 100%<9
- ຫນຶ່ງໃນຮູບແບບທີ່ດີທີ່ສຸດສໍາລັບພື້ນຜິວດ້ານເທິງທີ່ລຽບ, ເນື່ອງຈາກໄລຍະຫ່າງຂອງເສັ້ນແມ່ນຫນ້ອຍຫຼາຍ
- ມີຄວາມເຂັ້ມແຂງອ່ອນໆໃນທິດທາງຕັ້ງຍ້ອນວ່າຊັ້ນມີຈຸດຜູກມັດບໍ່ພຽງພໍ
- ອ່ອນແອຫຼາຍ ໃນທິດທາງແນວນອນ, ນອກເໜືອໄປຈາກທິດທາງທີ່ເສັ້ນຖືກຮັດກຸມ
- ຄວາມຕ້ານທານທີ່ບໍ່ດີຕໍ່ການຕັດ, ດັ່ງນັ້ນຈຶ່ງລົ້ມເຫລວຢ່າງໄວວາພາຍໃຕ້ການໂຫຼດ
Cross Infill ແມ່ນຫຍັງ?
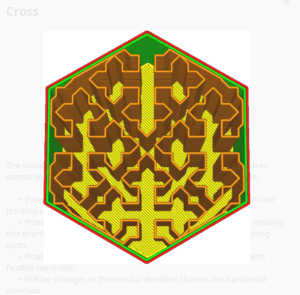
ຮູບແບບການຕື່ມຂໍ້ມູນຂ້າມຂ້າມແມ່ນຮູບແບບທີ່ບໍ່ກົງກັນທີ່ສ້າງເສັ້ນໂຄ້ງທີ່ມີຊ່ອງຫວ່າງລະຫວ່າງ, ສຳເນົາຮູບຊົງຂ້າມພາຍໃນວັດຖຸ.
- ຮູບແບບອັນຍິ່ງໃຫຍ່. ສໍາລັບວັດຖຸທີ່ຍືດຫຍຸ່ນໄດ້ເນື່ອງຈາກມັນມີຄວາມກົດດັນອ່ອນໆໃນທຸກທິດທາງ
- ເສັ້ນຊື່ຍາວບໍ່ໄດ້ຜະລິດໃນທິດທາງແນວນອນ, ດັ່ງນັ້ນມັນຈຶ່ງບໍ່ແຂງແຮງໃນຈຸດໃດນຶ່ງ
- ບໍ່ມີການຖອຍຫຼັງໃດໆ, ສະນັ້ນມັນງ່າຍກວ່າທີ່ຈະພິມວັດສະດຸທີ່ມີຄວາມຍືດຫຍຸ່ນດ້ວຍ
- ທີ່ເຂັ້ມແຂງໃນທິດທາງຕັ້ງກ່ວາແນວນອນ
Cross 3D Infill ແມ່ນຫຍັງ?
ຮູບແບບການຕື່ມຂໍ້ມູນຂ້າມຂ້າມ 3 ມິຕິສ້າງເສັ້ນໂຄ້ງເຫຼົ່ານັ້ນດ້ວຍຊ່ອງຫວ່າງລະຫວ່າງ, ການເຮັດແບບຮູບຂ້າມທາງພາຍໃນວັດຖຸ, ແຕ່ຍັງມີຈຸດເຊື່ອມຕໍ່ແກນ Z ເຮັດໃຫ້ມັນອ່ອນລົງໃນທິດທາງຕັ້ງ.
- ສ້າງເຖິງແມ່ນ 'squishy-ness' ໃນທັງສອງທິດທາງແນວນອນແລະແນວຕັ້ງ, ຮູບແບບທີ່ດີທີ່ສຸດສໍາລັບການຍືດຫຍຸ່ນ
- ບໍ່ມີຊື່ຍາວ. ເສັ້ນດັ່ງນັ້ນມັນອ່ອນລົງໃນທຸກທິດທາງ
- ຍັງບໍ່ມີການດຶງອອກ
- ອັນນີ້ໃຊ້ເວລາຂ້ອນຂ້າງຫຼາຍເພື່ອຕັດ
Gyroid Infill ແມ່ນຫຍັງ?<3
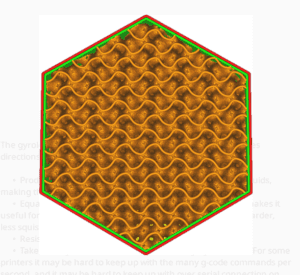
ຮູບແບບ Gyroid infill ສ້າງຊຸດຂອງຄື້ນໃນທິດທາງສະລັບກັນ.
- ທີ່ເຂັ້ມແຂງເທົ່າທຽມກັນໃນທຸກທິດທາງ, ແຕ່ບໍ່ແມ່ນຮູບແບບ infill ທີ່ເຂັ້ມແຂງທີ່ສຸດ.
- ດີເລີດສຳລັບວັດສະດຸທີ່ມີຄວາມຍືດຫຍຸ່ນ, ແຕ່ຜະລິດວັດຖຸທີ່ຫຍາບຄາຍໜ້ອຍກວ່າ Cross 3D
- ຄວາມຕ້ານທານທີ່ດີຕໍ່ການຂັດ
- ສ້າງປະລິມານໜຶ່ງທີ່ອະນຸຍາດໃຫ້ຂອງແຫຼວໄຫຼໄດ້, ເໝາະສຳລັບວັດສະດຸທີ່ລະລາຍໄດ້
- ມີເວລາຕັດຍາວ ແລະສ້າງໄຟລ໌ G-Code ຂະໜາດໃຫຍ່
- ເຄື່ອງພິມບາງອັນອາດພົບວ່າມັນຍາກທີ່ຈະຕິດຕາມຄຳສັ່ງ G-Code ຕໍ່ວິນາທີ, ໂດຍສະເພາະຜ່ານການເຊື່ອມຕໍ່ serial.
ຮູບແບບ Infill ທີ່ດີທີ່ສຸດສໍາລັບຄວາມເຂັ້ມແຂງ (Cura) ແມ່ນຫຍັງ? ຮູບແບບການຕື່ມຂໍ້ມູນເຫຼົ່ານີ້ປະກອບດ້ວຍຄວາມເຂັ້ມແຂງສູງໃນຫຼາຍທິດທາງ, ໂດຍປົກກະຕິແລ້ວຈະຖືກຈັດປະເພດເປັນຮູບແບບ 3 ມິຕິ.
Gyroid ໂຊກດີທີ່ມັນເປັນລາຍການທີ່ຂ້ອນຂ້າງສັ້ນສະນັ້ນທ່ານບໍ່ຈໍາເປັນຕ້ອງຜ່ານຫຼາຍເກີນໄປເພື່ອຊອກຫາທີ່ເຫມາະສົມຂອງທ່ານ. ຂ້ອຍຈະຜ່ານແຕ່ລະຄວາມເຂັ້ມແຂງເພີ່ມເຕີມຮູບແບບທີ່ຈະຊ່ວຍໃຫ້ທ່ານຕັດສິນໃຈທີ່ຈະໄປສໍາລັບການ. ດ້ວຍຄວາມຊື່ສັດ, ຈາກສິ່ງທີ່ຂ້ອຍໄດ້ຄົ້ນຄວ້າ, ມັນບໍ່ມີຄວາມແຕກຕ່າງກັນຫຼາຍໃນຄວາມເຂັ້ມແຂງລະຫວ່າງສິ່ງເຫຼົ່ານີ້ແຕ່ມີມືເທິງ.
Cubic
Cubic ແມ່ນດີຫຼາຍເພາະວ່າມັນຄືກັນ. ຄວາມເຂັ້ມແຂງແມ່ນມາຈາກທຸກທິດທາງ. ມັນເປັນທີ່ຮູ້ຈັກເປັນຮູບແບບ infill ທີ່ເຂັ້ມແຂງໂດຍ Cura ຕົວເອງແລະມີຫຼາຍຕົວແປທີ່ສະແດງໃຫ້ເຫັນ, ພຽງແຕ່ວ່າມັນເປັນປະໂຫຍດແນວໃດເປັນຮູບແບບ infill.
ສໍາລັບຄວາມເຂັ້ມແຂງຂອງໂຄງສ້າງ, Cubic ແມ່ນມີຄວາມນິຍົມຫຼາຍສໍາລັບເຄື່ອງພິມ 3D. ຜູ້ໃຊ້ຢູ່ທີ່ນັ້ນ.
ມັນສາມາດທົນທຸກຈາກ overhang warping ແຈຂຶ້ນກັບຮູບແບບຂອງທ່ານ, ແຕ່ໂດຍທົ່ວໄປມັນພິມໄດ້ກ້ຽງຫຼາຍ.
Gyroid
ບ່ອນທີ່ gyroid ຊະນະແມ່ນຄວາມເຂັ້ມແຂງຂອງມັນເປັນເອກະພາບໃນ ທຸກທິດທາງ, ເຊັ່ນດຽວກັນກັບເວລາການພິມ 3D ທີ່ໄວ. ການທົດສອບຄວາມແຂງແຮງຂອງ 'crush' ໂດຍ CNC Kitchen ສະແດງໃຫ້ເຫັນຮູບແບບ Gyroid infill ມີການໂຫຼດຄວາມລົ້ມເຫຼວຂອງແທ້ 264KG ສໍາລັບຄວາມຫນາແຫນ້ນຂອງ infill 10% ໃນທັງສອງທິດທາງ perpendicular ແລະ transverse.
ກ່ຽວກັບເວລາພິມ, ມີປະມານ. ເພີ່ມຂຶ້ນ 25% ເມື່ອປຽບທຽບກັບຮູບແບບ Lines. Cubic ແລະ Gyroid ມີເວລາພິມຄ້າຍຄືກັນຫຼາຍ.
ມັນໃຊ້ວັດສະດຸຫຼາຍກ່ວາ Cubic ແຕ່ມັນມັກຈະມີບັນຫາການພິມເຊັ່ນ: ຊັ້ນບໍ່ stacking.
ມີຄວາມເຂັ້ມແຂງ shear ສູງ, ຕ້ານການໂຄ້ງແລະ. ນ້ ຳ ໜັກ ຕໍ່າຂອງຮູບແບບ infill ນີ້ເຮັດໃຫ້ມັນເປັນທາງເລືອກທີ່ ເໝາະ ສົມກວ່າຮູບແບບອື່ນໆ. ມັນບໍ່ພຽງແຕ່ມີຄວາມເຂັ້ມແຂງສູງ, ມັນຍັງດີຫຼາຍສໍາລັບການພິມທີ່ມີຄວາມຍືດຫຍຸ່ນ.
ການທົດສອບຄວາມແຂງແຮງສະເພາະທີ່ດໍາເນີນໂດຍ Cartesian Creations ພົບວ່າຮູບແບບ infill ທີ່ເຂັ້ມແຂງທີ່ສຸດແມ່ນ Gyroid, ເມື່ອທຽບກັບ Honeycomb 3D (ຮູບແບບ Simplify3D ຄ້າຍຄືກັນກັບ Cubic) ແລະ Rectilinear.
ມັນສະແດງໃຫ້ເຫັນ ວ່າຮູບແບບ Gyroid ແມ່ນດີເລີດໃນການດູດຊຶມຄວາມກົດດັນ, ຢູ່ 2 ຝາ, 10% infill ຄວາມຫນາແຫນ້ນແລະ 6 ຊັ້ນລຸ່ມແລະເທິງ. ລາວພົບວ່າມັນແຂງແຮງກວ່າ, ໃຊ້ວັດສະດຸໜ້ອຍ ແລະພິມໄດ້ໄວຂຶ້ນ.
ທາງເລືອກແມ່ນຂອງເຈົ້າ, ແຕ່ຂ້ອຍເອງຈະເລືອກຮູບແບບ Cubic ຖ້າຂ້ອຍຕ້ອງການຄວາມທົນທານສູງສຸດ. ຖ້າທ່ານຕ້ອງການຄວາມແຂງແຮງ, ພ້ອມກັບຄວາມຍືດຫຍຸ່ນແລະການພິມທີ່ໄວກວ່າ, Gyroid ແມ່ນຮູບແບບທີ່ຈະໄປກັບ.
ມີປັດໃຈອື່ນນອກເຫນືອຈາກການຕື່ມຮູບແບບສໍາລັບຄວາມເຂັ້ມແຂງສູງສຸດ. ເຮືອນຄົວ CNC ພົບປັດໃຈຕົ້ນຕໍແມ່ນຈໍານວນຂອງກໍາແພງແລະຄວາມຫນາຂອງກໍາແພງ, ແຕ່ມັນຍັງມີອິດທິພົນທີ່ສໍາຄັນ.
ລາວໄດ້ຄົ້ນພົບນີ້ໂດຍການທົດສອບຈໍານວນຂອງ infills, ຄວາມຫນາແຫນ້ນແລະຄວາມຫນາຂອງກໍາແພງຫີນແລະຊອກຫາວິທີການ. ຄວາມຫນາຂອງກໍາແພງທີ່ສໍາຄັນແມ່ນ.
ສົມມຸດຕິຖານນີ້ຍັງມີຫຼັກຖານເພີ່ມເຕີມທີ່ຢູ່ເບື້ອງຫລັງມັນດ້ວຍບົດຄວາມທີ່ຂຽນໃນປີ 2016 ກ່ຽວກັບຜົນກະທົບຂອງຮູບແບບການຕື່ມໃສ່ກັບຄວາມເຂັ້ມແຂງ tensile. ມັນອະທິບາຍວ່າຮູບແບບ infill ທີ່ແຕກຕ່າງກັນມີຄວາມແຕກຕ່າງກັນຄວາມແຮງ tensile ສູງສຸດ 5% ຊຶ່ງຫມາຍຄວາມວ່າຮູບແບບດຽວບໍ່ມີຄວາມແຕກຕ່າງຫຼາຍເກີນໄປ.
ບ່ອນທີ່ຄວາມແຕກຕ່າງຕົ້ນຕໍໃນແງ່ຂອງ infill ແມ່ນຢູ່ໃນອັດຕາສ່ວນ infill. ເຖິງແມ່ນວ່າ, ຄວາມເຂັ້ມແຂງ tensile ບໍ່ແມ່ນ
- ການໂຫຼດຫນັກເຮັດໃຫ້ນ້ໍາຫນັກຂອງໂຄງສ້າງພາຍໃນ
- ກອບແມ່ນຮັດກຸມໃນສອງທິດທາງທີ່ແຕກຕ່າງກັນ, ເຮັດໃຫ້ ພວກມັນອ່ອນເພຍເປັນສ່ວນບຸກຄົນ.
- ມີຄວາມເຂັ້ມແຂງທີ່ຂ້ອນຂ້າງສໍາລັບຕົວແບບທີ່ມີຄວາມຫນາຕ່ໍາ (ສອງສາມມມ)
- ຫຼຸດຜ່ອນຜົນກະທົບຂອງໝອນສໍາລັບຊັ້ນເທິງເພາະວ່າຖົງຢາງຍາວຂອງອາກາດບໍ່ໄດ້ຜະລິດ
- ໄລຍະຫ່າງຂອງຂົວສໍາລັບຮູບແບບນີ້ແມ່ນຍາວ, ສະນັ້ນມັນສາມາດສົ່ງຜົນກະທົບທາງລົບຕໍ່ຄຸນນະພາບດ້ານເທິງ
Concentric Infill ແມ່ນຫຍັງ?
ຮູບແບບ concentric infill ພຽງແຕ່ສ້າງຊຸດຂອງຂອບພາຍໃນຂະຫນານກັບ perimeter ຂອງວັດຖຸຂອງທ່ານ.
- ໃນ infill ຄວາມຫນາແຫນ້ນຂອງ 100%, ນີ້ແມ່ນຮູບແບບທີ່ເຂັ້ມແຂງທີ່ສຸດຍ້ອນວ່າເສັ້ນບໍ່ຕັດກັນ<9
- ດີເລີດສໍາລັບການພິມທີ່ມີຄວາມຍືດຫຍຸ່ນເນື່ອງຈາກມັນອ່ອນລົງ ແລະແມ້ແຕ່ຢູ່ໃນທຸກທິດທາງຕາມລວງນອນ
- ມີຄວາມເຂັ້ມແຂງຫຼາຍກວ່າໃນທິດທາງຕັ້ງທຽບກັບແນວນອນ
- ຮູບແບບການຕື່ມຂໍ້ມູນອ່ອນແອທີ່ສຸດຖ້າບໍ່ໃຊ້ຄວາມຫນາແຫນ້ນຂອງ infill 100% ນັບຕັ້ງແຕ່ ຄວາມແຮງຕາມລວງນອນບໍ່ມີຢູ່
- ຄວາມຫນາແຫນ້ນຂອງ infill 100% ໃຊ້ໄດ້ດີກວ່າກັບຮູບຮ່າງທີ່ບໍ່ເປັນວົງ
Zigzag Infill ແມ່ນຫຍັງ?
ຮູບແບບ Zigzag ພຽງແຕ່ສ້າງຮູບແບບທີ່ມັນຊື່.ມັນຄ້າຍຄືກັນກັບຮູບແບບ Lines ຫຼາຍ, ແຕ່ຄວາມແຕກຕ່າງແມ່ນ, ສາຍແມ່ນເຊື່ອມຕໍ່ຢູ່ໃນເສັ້ນຍາວຫນຶ່ງ, ເຮັດໃຫ້ມີການຂັດຂວາງການໄຫຼຫນ້ອຍ. ສ່ວນໃຫຍ່ແມ່ນໃຊ້ໃນໂຄງສ້າງສະຫນັບສະຫນູນ.
- ເມື່ອໃຊ້ຄວາມຫນາແຫນ້ນຂອງ infill 100%, ຮູບແບບນີ້ແມ່ນທີ່ເຂັ້ມແຂງທີ່ສຸດເປັນອັນດັບສອງ
- ດີກວ່າສໍາລັບຮູບວົງມົນທຽບກັບຮູບແບບ Concentric ອັດຕາສ່ວນ infill 100%<9
- ຫນຶ່ງໃນຮູບແບບທີ່ດີທີ່ສຸດສໍາລັບພື້ນຜິວດ້ານເທິງທີ່ລຽບ, ເນື່ອງຈາກໄລຍະຫ່າງຂອງເສັ້ນແມ່ນຫນ້ອຍຫຼາຍ
- ມີຄວາມເຂັ້ມແຂງອ່ອນໆໃນທິດທາງຕັ້ງຍ້ອນວ່າຊັ້ນມີຈຸດຜູກມັດບໍ່ພຽງພໍ
- ອ່ອນແອຫຼາຍ ໃນທິດທາງແນວນອນ, ນອກເໜືອໄປຈາກທິດທາງທີ່ເສັ້ນຖືກຮັດກຸມ
- ຄວາມຕ້ານທານທີ່ບໍ່ດີຕໍ່ການຕັດ, ດັ່ງນັ້ນຈຶ່ງລົ້ມເຫລວຢ່າງໄວວາພາຍໃຕ້ການໂຫຼດ
Cross Infill ແມ່ນຫຍັງ?
ຮູບແບບການຕື່ມຂໍ້ມູນຂ້າມຂ້າມແມ່ນຮູບແບບທີ່ບໍ່ກົງກັນທີ່ສ້າງເສັ້ນໂຄ້ງທີ່ມີຊ່ອງຫວ່າງລະຫວ່າງ, ສຳເນົາຮູບຊົງຂ້າມພາຍໃນວັດຖຸ.
- ຮູບແບບອັນຍິ່ງໃຫຍ່. ສໍາລັບວັດຖຸທີ່ຍືດຫຍຸ່ນໄດ້ເນື່ອງຈາກມັນມີຄວາມກົດດັນອ່ອນໆໃນທຸກທິດທາງ
- ເສັ້ນຊື່ຍາວບໍ່ໄດ້ຜະລິດໃນທິດທາງແນວນອນ, ດັ່ງນັ້ນມັນຈຶ່ງບໍ່ແຂງແຮງໃນຈຸດໃດນຶ່ງ
- ບໍ່ມີການຖອຍຫຼັງໃດໆ, ສະນັ້ນມັນງ່າຍກວ່າທີ່ຈະພິມວັດສະດຸທີ່ມີຄວາມຍືດຫຍຸ່ນດ້ວຍ
- ທີ່ເຂັ້ມແຂງໃນທິດທາງຕັ້ງກ່ວາແນວນອນ
Cross 3D Infill ແມ່ນຫຍັງ?
ຮູບແບບການຕື່ມຂໍ້ມູນຂ້າມຂ້າມ 3 ມິຕິສ້າງເສັ້ນໂຄ້ງເຫຼົ່ານັ້ນດ້ວຍຊ່ອງຫວ່າງລະຫວ່າງ, ການເຮັດແບບຮູບຂ້າມທາງພາຍໃນວັດຖຸ, ແຕ່ຍັງມີຈຸດເຊື່ອມຕໍ່ແກນ Z ເຮັດໃຫ້ມັນອ່ອນລົງໃນທິດທາງຕັ້ງ.
- ສ້າງເຖິງແມ່ນ 'squishy-ness' ໃນທັງສອງທິດທາງແນວນອນແລະແນວຕັ້ງ, ຮູບແບບທີ່ດີທີ່ສຸດສໍາລັບການຍືດຫຍຸ່ນ
- ບໍ່ມີຊື່ຍາວ. ເສັ້ນດັ່ງນັ້ນມັນອ່ອນລົງໃນທຸກທິດທາງ
- ຍັງບໍ່ມີການດຶງອອກ
- ອັນນີ້ໃຊ້ເວລາຂ້ອນຂ້າງຫຼາຍເພື່ອຕັດ
Gyroid Infill ແມ່ນຫຍັງ?<3
ຮູບແບບ Gyroid infill ສ້າງຊຸດຂອງຄື້ນໃນທິດທາງສະລັບກັນ.
- ທີ່ເຂັ້ມແຂງເທົ່າທຽມກັນໃນທຸກທິດທາງ, ແຕ່ບໍ່ແມ່ນຮູບແບບ infill ທີ່ເຂັ້ມແຂງທີ່ສຸດ.
- ດີເລີດສຳລັບວັດສະດຸທີ່ມີຄວາມຍືດຫຍຸ່ນ, ແຕ່ຜະລິດວັດຖຸທີ່ຫຍາບຄາຍໜ້ອຍກວ່າ Cross 3D
- ຄວາມຕ້ານທານທີ່ດີຕໍ່ການຂັດ
- ສ້າງປະລິມານໜຶ່ງທີ່ອະນຸຍາດໃຫ້ຂອງແຫຼວໄຫຼໄດ້, ເໝາະສຳລັບວັດສະດຸທີ່ລະລາຍໄດ້
- ມີເວລາຕັດຍາວ ແລະສ້າງໄຟລ໌ G-Code ຂະໜາດໃຫຍ່
- ເຄື່ອງພິມບາງອັນອາດພົບວ່າມັນຍາກທີ່ຈະຕິດຕາມຄຳສັ່ງ G-Code ຕໍ່ວິນາທີ, ໂດຍສະເພາະຜ່ານການເຊື່ອມຕໍ່ serial.
ຮູບແບບ Infill ທີ່ດີທີ່ສຸດສໍາລັບຄວາມເຂັ້ມແຂງ (Cura) ແມ່ນຫຍັງ? ຮູບແບບການຕື່ມຂໍ້ມູນເຫຼົ່ານີ້ປະກອບດ້ວຍຄວາມເຂັ້ມແຂງສູງໃນຫຼາຍທິດທາງ, ໂດຍປົກກະຕິແລ້ວຈະຖືກຈັດປະເພດເປັນຮູບແບບ 3 ມິຕິ.
ໂຊກດີທີ່ມັນເປັນລາຍການທີ່ຂ້ອນຂ້າງສັ້ນສະນັ້ນທ່ານບໍ່ຈໍາເປັນຕ້ອງຜ່ານຫຼາຍເກີນໄປເພື່ອຊອກຫາທີ່ເຫມາະສົມຂອງທ່ານ. ຂ້ອຍຈະຜ່ານແຕ່ລະຄວາມເຂັ້ມແຂງເພີ່ມເຕີມຮູບແບບທີ່ຈະຊ່ວຍໃຫ້ທ່ານຕັດສິນໃຈທີ່ຈະໄປສໍາລັບການ. ດ້ວຍຄວາມຊື່ສັດ, ຈາກສິ່ງທີ່ຂ້ອຍໄດ້ຄົ້ນຄວ້າ, ມັນບໍ່ມີຄວາມແຕກຕ່າງກັນຫຼາຍໃນຄວາມເຂັ້ມແຂງລະຫວ່າງສິ່ງເຫຼົ່ານີ້ແຕ່ມີມືເທິງ.
Cubic
Cubic ແມ່ນດີຫຼາຍເພາະວ່າມັນຄືກັນ. ຄວາມເຂັ້ມແຂງແມ່ນມາຈາກທຸກທິດທາງ. ມັນເປັນທີ່ຮູ້ຈັກເປັນຮູບແບບ infill ທີ່ເຂັ້ມແຂງໂດຍ Cura ຕົວເອງແລະມີຫຼາຍຕົວແປທີ່ສະແດງໃຫ້ເຫັນ, ພຽງແຕ່ວ່າມັນເປັນປະໂຫຍດແນວໃດເປັນຮູບແບບ infill.
ສໍາລັບຄວາມເຂັ້ມແຂງຂອງໂຄງສ້າງ, Cubic ແມ່ນມີຄວາມນິຍົມຫຼາຍສໍາລັບເຄື່ອງພິມ 3D. ຜູ້ໃຊ້ຢູ່ທີ່ນັ້ນ.
ມັນສາມາດທົນທຸກຈາກ overhang warping ແຈຂຶ້ນກັບຮູບແບບຂອງທ່ານ, ແຕ່ໂດຍທົ່ວໄປມັນພິມໄດ້ກ້ຽງຫຼາຍ.
Gyroid
ບ່ອນທີ່ gyroid ຊະນະແມ່ນຄວາມເຂັ້ມແຂງຂອງມັນເປັນເອກະພາບໃນ ທຸກທິດທາງ, ເຊັ່ນດຽວກັນກັບເວລາການພິມ 3D ທີ່ໄວ. ການທົດສອບຄວາມແຂງແຮງຂອງ 'crush' ໂດຍ CNC Kitchen ສະແດງໃຫ້ເຫັນຮູບແບບ Gyroid infill ມີການໂຫຼດຄວາມລົ້ມເຫຼວຂອງແທ້ 264KG ສໍາລັບຄວາມຫນາແຫນ້ນຂອງ infill 10% ໃນທັງສອງທິດທາງ perpendicular ແລະ transverse.
ກ່ຽວກັບເວລາພິມ, ມີປະມານ. ເພີ່ມຂຶ້ນ 25% ເມື່ອປຽບທຽບກັບຮູບແບບ Lines. Cubic ແລະ Gyroid ມີເວລາພິມຄ້າຍຄືກັນຫຼາຍ.
ມັນໃຊ້ວັດສະດຸຫຼາຍກ່ວາ Cubic ແຕ່ມັນມັກຈະມີບັນຫາການພິມເຊັ່ນ: ຊັ້ນບໍ່ stacking.
ມີຄວາມເຂັ້ມແຂງ shear ສູງ, ຕ້ານການໂຄ້ງແລະ. ນ້ ຳ ໜັກ ຕໍ່າຂອງຮູບແບບ infill ນີ້ເຮັດໃຫ້ມັນເປັນທາງເລືອກທີ່ ເໝາະ ສົມກວ່າຮູບແບບອື່ນໆ. ມັນບໍ່ພຽງແຕ່ມີຄວາມເຂັ້ມແຂງສູງ, ມັນຍັງດີຫຼາຍສໍາລັບການພິມທີ່ມີຄວາມຍືດຫຍຸ່ນ.
ການທົດສອບຄວາມແຂງແຮງສະເພາະທີ່ດໍາເນີນໂດຍ Cartesian Creations ພົບວ່າຮູບແບບ infill ທີ່ເຂັ້ມແຂງທີ່ສຸດແມ່ນ Gyroid, ເມື່ອທຽບກັບ Honeycomb 3D (ຮູບແບບ Simplify3D ຄ້າຍຄືກັນກັບ Cubic) ແລະ Rectilinear.
ມັນສະແດງໃຫ້ເຫັນ ວ່າຮູບແບບ Gyroid ແມ່ນດີເລີດໃນການດູດຊຶມຄວາມກົດດັນ, ຢູ່ 2 ຝາ, 10% infill ຄວາມຫນາແຫນ້ນແລະ 6 ຊັ້ນລຸ່ມແລະເທິງ. ລາວພົບວ່າມັນແຂງແຮງກວ່າ, ໃຊ້ວັດສະດຸໜ້ອຍ ແລະພິມໄດ້ໄວຂຶ້ນ.
ທາງເລືອກແມ່ນຂອງເຈົ້າ, ແຕ່ຂ້ອຍເອງຈະເລືອກຮູບແບບ Cubic ຖ້າຂ້ອຍຕ້ອງການຄວາມທົນທານສູງສຸດ. ຖ້າທ່ານຕ້ອງການຄວາມແຂງແຮງ, ພ້ອມກັບຄວາມຍືດຫຍຸ່ນແລະການພິມທີ່ໄວກວ່າ, Gyroid ແມ່ນຮູບແບບທີ່ຈະໄປກັບ.
ມີປັດໃຈອື່ນນອກເຫນືອຈາກການຕື່ມຮູບແບບສໍາລັບຄວາມເຂັ້ມແຂງສູງສຸດ. ເຮືອນຄົວ CNC ພົບປັດໃຈຕົ້ນຕໍແມ່ນຈໍານວນຂອງກໍາແພງແລະຄວາມຫນາຂອງກໍາແພງ, ແຕ່ມັນຍັງມີອິດທິພົນທີ່ສໍາຄັນ.
ລາວໄດ້ຄົ້ນພົບນີ້ໂດຍການທົດສອບຈໍານວນຂອງ infills, ຄວາມຫນາແຫນ້ນແລະຄວາມຫນາຂອງກໍາແພງຫີນແລະຊອກຫາວິທີການ. ຄວາມຫນາຂອງກໍາແພງທີ່ສໍາຄັນແມ່ນ.
ສົມມຸດຕິຖານນີ້ຍັງມີຫຼັກຖານເພີ່ມເຕີມທີ່ຢູ່ເບື້ອງຫລັງມັນດ້ວຍບົດຄວາມທີ່ຂຽນໃນປີ 2016 ກ່ຽວກັບຜົນກະທົບຂອງຮູບແບບການຕື່ມໃສ່ກັບຄວາມເຂັ້ມແຂງ tensile. ມັນອະທິບາຍວ່າຮູບແບບ infill ທີ່ແຕກຕ່າງກັນມີຄວາມແຕກຕ່າງກັນຄວາມແຮງ tensile ສູງສຸດ 5% ຊຶ່ງຫມາຍຄວາມວ່າຮູບແບບດຽວບໍ່ມີຄວາມແຕກຕ່າງຫຼາຍເກີນໄປ.
ບ່ອນທີ່ຄວາມແຕກຕ່າງຕົ້ນຕໍໃນແງ່ຂອງ infill ແມ່ນຢູ່ໃນອັດຕາສ່ວນ infill. ເຖິງແມ່ນວ່າ, ຄວາມເຂັ້ມແຂງ tensile ບໍ່ແມ່ນ