
Sommario
I modelli di infill sono a volte trascurati nella stampa 3D perché sono solo una parte di molte impostazioni per le vostre stampe. Esistono diversi modelli di infill, ma quando ho esaminato l'elenco, mi sono chiesto: qual è il miglior modello di infill nella stampa 3D?
Il modello di riempimento migliore per la stampa 3D è una forma esagonale, come Cubic, se si vuole ottenere un buon equilibrio tra velocità e resistenza. Quando si determina la funzione della parte stampata in 3D, il modello di riempimento migliore varia: per la velocità il modello migliore è Lines, mentre per la resistenza è Cubic.
Gli schemi di intaso sono un po' più numerosi di quanto non mi sia reso conto all'inizio, quindi approfondirò le basi di ogni schema di intaso, nonché quali schemi sono considerati i più forti, i più veloci e i migliori in assoluto.
Quali sono i tipi di modelli di riempimento?
Se guardiamo a Cura, il software di slicing più diffuso, ecco le opzioni di infill pattern disponibili, insieme ad alcune immagini e informazioni utili.
- Griglia
- Linee
- Triangolo
- Tri-esagonale
- Cubico
- Suddivisione cubica
- Ottetto
- Quarto di cubo
- Concentrico
- ZigZag
- Croce
- Cross3D
- Ghiroide
Che cos'è il Grid Infill?

Questo motivo di riempimento ha un andamento incrociato che crea due serie di linee perpendicolari, formando dei quadrati al centro.
- Grande forza in direzione verticale
- Buona resistenza in direzione delle linee formate
- Più debole in direzione diagonale
- Crea una superficie superiore abbastanza buona e liscia
Che cos'è il riempimento rettilineo?

Il motivo Linee crea diverse linee parallele lungo l'oggetto, con direzioni alternate per ogni livello. In pratica, un livello ha linee che vanno in una direzione, poi il livello successivo ha linee che vanno nella direzione opposta. L'aspetto è molto simile al motivo Griglia, ma c'è una differenza.
- Solitamente debole in direzione verticale
- Molto debole in direzione orizzontale, tranne che nella direzione delle linee
- Questo è il modello migliore per ottenere una superficie liscia.
Un esempio di come il modello Linee e Griglia siano diversi è mostrato qui sotto, dove le direzioni di riempimento sono predefinite a 45° & -45°
Linee (rettilinee) di riempimento:
Strato 1: 45° - direzione diagonale destra
Strato 2: -45° - direzione diagonale sinistra
Strato 3: 45° - direzione diagonale destra
Strato 4: -45° - direzione diagonale sinistra
Griglia di riempimento:
Strato 1: 45° e -45°
Strato 2: 45° e -45°
Strato 3: 45° e -45°
Strato 4: 45° e -45°
Che cos'è il Triangle Infill?

Si tratta di un motivo di riempimento in cui vengono create tre serie di linee in direzioni diverse per formare dei triangoli.
- Ha una quantità uguale di forza in ogni direzione orizzontale
- Grande resistenza al taglio
- Problemi di interruzione del flusso, per cui alte densità di riempimento hanno una bassa forza relativa
Che cos'è l'intaso tri-esagonale?
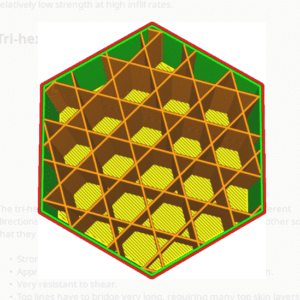
Questo motivo di riempimento presenta un mix di triangoli e forme esagonali, intervallati in tutto l'oggetto, creando tre serie di linee in tre direzioni diverse, ma in modo che non si intersechino l'una con l'altra nella stessa posizione.
- Molto forte in direzione orizzontale
- Forza uguale in ogni direzione orizzontale
- Grande resistenza al taglio
- Richiede molti strati di pelle superiore per ottenere una superficie uniforme.
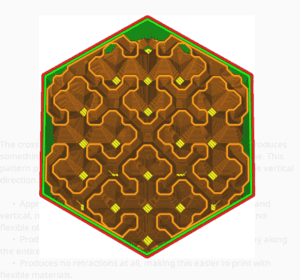
Che cos'è l'infill cubico?
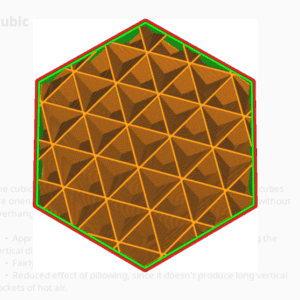
Il motivo Cubic crea cubi che vengono titolati e impilati, creando un motivo tridimensionale. Questi cubi sono orientati in modo da stare in piedi sugli angoli, in modo da poter essere stampati senza sporgere dalle superfici interne.
- Forza uguale in tutte le direzioni, anche in verticale
- Resistenza complessiva abbastanza buona in ogni direzione
- Il cuscino è ridotto con questo modello perché non si creano lunghe tasche verticali.
Che cos'è il Cubic Subdivision Infill?
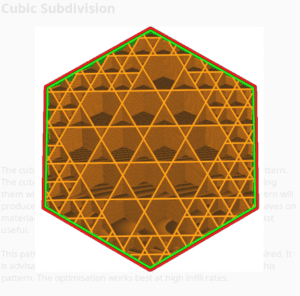
Anche il modello Cubic Subdivision crea cubi e un modello tridimensionale, ma crea cubi più grandi verso il centro dell'oggetto, in modo che le aree più importanti per la resistenza abbiano un buon riempimento, risparmiando materiale dove il riempimento è meno efficace.
Le densità di riempimento devono essere aumentate con questo schema, perché possono essere molto basse nelle zone centrali. Funziona creando una serie di 8 cubi suddivisi, quindi i cubi che colpiscono i muri vengono suddivisi fino a raggiungere la distanza della linea di riempimento.
- Il modello migliore e più resistente in termini di peso e tempo di stampa (rapporto resistenza/peso)
- Forza uguale in tutte le direzioni, anche in verticale
- Riduce anche gli effetti del cuscino
- Aumentando la densità di tamponamento, il tamponamento non dovrebbe trasparire dalle pareti.
- Ha molte retrazioni, non è l'ideale per i materiali flessibili o meno viscosi (runny)
- Il tempo di affettatura è relativamente più lungo
Che cos'è l'infill ottico?
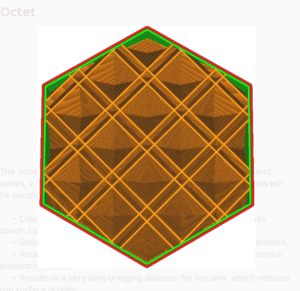
Il modello di riempimento Octet è un altro modello tridimensionale che crea un mix di cubi e tetraedri regolari (piramide triangolare). Questo modello produce linee di riempimento multiple adiacenti l'una all'altra ogni tanto.
- Presenta una forte cornice interna, soprattutto in corrispondenza delle linee adiacenti.
- I modelli con uno spessore medio (circa 1 cm/0,39″) si comportano bene in termini di resistenza.
- Inoltre, riduce l'effetto cuscino perché non si creano lunghe sacche d'aria verticali.
- Produce superfici di cattiva qualità
Che cos'è il Quarter Cubic Infill?
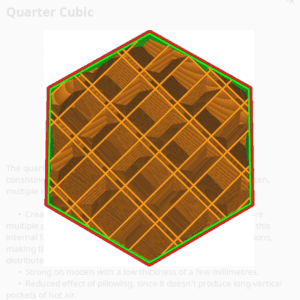
Il Quarter Cubic è un po' più complesso da spiegare, ma è abbastanza simile all'Octet Infill. Si tratta di un motivo tridimensionale o tassellatura (disposizione ravvicinata di forme) costituito da tetraedri e tetraedri accorciati. Proprio come l'Octet, inoltre, ogni tanto inserisce più linee di infill adiacenti l'una all'altra.
- I carichi pesanti dissipano il peso sulla struttura interna
- I telai sono orientati in due direzioni diverse, il che li rende singolarmente deboli.
- Grande resistenza relativa per modelli di basso spessore (pochi mm)
- Effetto cuscino ridotto per gli strati superiori, perché non vengono prodotte lunghe sacche d'aria verticali.
- La distanza di collegamento di questo modello è lunga e può influire negativamente sulla qualità della superficie superiore.
Che cos'è l'intaso concentrico?
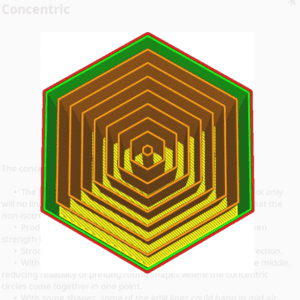
Il modello di riempimento Concentric crea semplicemente una serie di bordi interni paralleli al perimetro dell'oggetto.
- Con una densità di riempimento del 100%, questo è il modello più forte, poiché le linee non si intersecano.
- Ottimo per stampe flessibili, poiché è debole e uniforme in tutte le direzioni orizzontali
- Ha più forza in direzione verticale rispetto a quella orizzontale
- Il modello di riempimento più debole se non si utilizza una densità di riempimento del 100%, poiché la resistenza orizzontale non è presente.
- La densità di riempimento del 100% funziona meglio con forme non circolari
Che cos'è il riempimento a zig-zag?
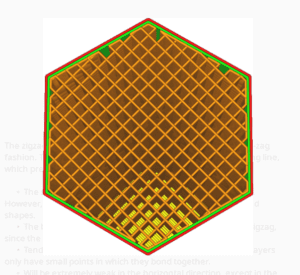
Il motivo a zig-zag crea semplicemente il motivo stesso del suo nome. È molto simile al motivo a linee, ma la differenza è che le linee sono collegate in un'unica lunga linea, con conseguente riduzione delle interruzioni del flusso. Viene utilizzato principalmente nelle strutture di supporto.
- Quando si utilizza una densità di riempimento del 100%, questo modello è il secondo più forte.
- Meglio per le forme circolari rispetto al modello concentrico con una percentuale di riempimento del 100%.
- Uno dei modelli migliori per una superficie superiore liscia, poiché la distanza tra le linee è minima.
- Ha una debole resistenza in direzione verticale, poiché gli strati hanno punti di legame inadeguati.
- Molto debole in direzione orizzontale, oltre che nella direzione in cui sono orientate le linee
- Scarsa resistenza al taglio, quindi cede rapidamente sotto carico
Che cos'è il Cross Infill?
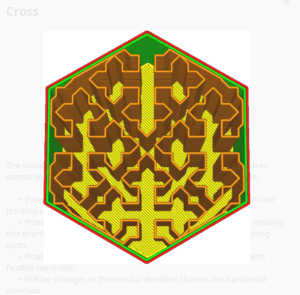
Il motivo Cross infill è un motivo poco ortodosso che crea curve con spazi intermedi, replicando le forme a croce all'interno di un oggetto.
- Ottimo modello per oggetti flessibili, poiché la pressione è debole in tutte le direzioni.
- Non vengono prodotte lunghe linee rette in direzione orizzontale, quindi non è forte in nessun punto.
- Non presenta alcun tipo di ritrazione, per cui è più facile stampare materiali flessibili
- Più forte in direzione verticale che orizzontale
Che cos'è il Cross 3D Infill?
Il motivo di riempimento Cross 3D crea queste curve con spazi intermedi, replicando le forme a croce all'interno dell'oggetto, ma anche impulsi lungo l'asse Z che lo rendono più debole in direzione verticale.
- Crea una "compattezza" uniforme in entrambe le direzioni, orizzontale e verticale, il modello migliore per i flessibili.
- Non ha linee rette lunghe, quindi è debole in tutte le direzioni.
- Inoltre non produce ritrattazioni
- L'affettatura richiede un tempo relativamente lungo
Che cos'è il Gyroid Infill?
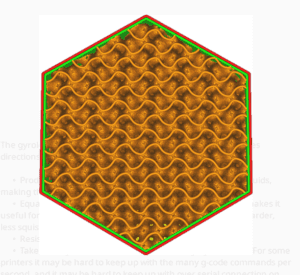
Il motivo di riempimento Gyroid crea una serie di onde in direzione alternata.
- Ugualmente forte in tutte le direzioni, ma non è il modello di tamponamento più resistente
- Ottimo per i materiali flessibili, ma produce un oggetto meno compatto rispetto a Cross 3D.
- Buona resistenza al taglio
- Crea un volume che permette ai fluidi di scorrere, ideale per i materiali dissolvibili.
- Ha un tempo di affettatura lungo e crea file G-Code di grandi dimensioni
- Per alcune stampanti potrebbe essere difficile tenere il passo con i comandi G-Code al secondo, soprattutto su connessioni seriali.
Qual è il miglior modello di riempimento per la resistenza (Cura)?
Molti discutono su quale sia il modello di intaso migliore in termini di resistenza. Questi modelli di intaso sono caratterizzati da un'elevata resistenza in più direzioni e sono solitamente classificati come modelli tridimensionali.
I migliori candidati che sono stati proposti sono di solito:
- Cubico
- Ghiroide
Per fortuna l'elenco è piuttosto breve, quindi non dovrete passare in rassegna troppi modelli per trovare quello che fa al caso vostro. Vi illustrerò ogni modello di rinforzo per aiutarvi a decidere quale scegliere. Onestamente, da quello che ho cercato, non c'è troppa differenza di resistenza tra questi modelli, ma uno ha il sopravvento sull'altro.
Cubico
Cubic è ottimo per la sua forza uniforme in tutte le direzioni, è conosciuto come un modello di riempimento forte da Cura stessa e ha una serie di varianti che dimostrano quanto sia utile come modello di riempimento.
Per quanto riguarda la pura resistenza strutturale, Cubic è molto apprezzato e popolare tra gli utenti di stampanti 3D.
Può soffrire di deformazioni angolari a seconda del modello, ma in generale stampa in modo molto omogeneo.
Ghiroide
Il test di resistenza allo schiacciamento eseguito da CNC Kitchen ha dimostrato che il modello di riempimento Gyroid ha un carico di rottura di esattamente 264 kg per una densità di riempimento del 10% in entrambe le direzioni perpendicolare e trasversale.
In termini di tempo di stampa, si registra un aumento di circa il 25% rispetto al modello Lines, mentre Cubic e Gyroid hanno tempi di stampa molto simili.
Utilizza più materiale rispetto a Cubic, ma è più incline a problemi di stampa, come il mancato impilamento dei layer.
L'elevata resistenza al taglio, la resistenza alla flessione e il peso ridotto di questo modello di tamponamento lo rendono la scelta ideale rispetto alla maggior parte degli altri modelli. Non solo ha un'elevata resistenza, ma è anche ottimo per le stampe flessibili.
I test di resistenza specifici condotti da Cartesian Creations hanno rilevato che il modello di riempimento più resistente era Gyroid, rispetto a 3D Honeycomb (modello Simplify3D simile a Cubic) e Rectilinear.
Ha dimostrato che il modello Gyroid è ottimo per assorbire le sollecitazioni, con 2 pareti, una densità di riempimento del 10% e 6 strati inferiori e superiori. Ha scoperto che era più resistente, utilizzava meno materiale e veniva stampato più velocemente.
La scelta è vostra, ma personalmente sceglierei il modello Cubic se voglio la massima resistenza al carico, mentre se volete resistenza, flessibilità e rapidità di stampa, Gyroid è il modello da scegliere.
Ci sono altri fattori, oltre al modello di tamponamento, che determinano la massima resistenza. CNC Kitchen ha rilevato che il fattore principale è il numero di pareti e lo spessore delle pareti, ma ha comunque un'influenza significativa.
Lo ha scoperto testando una serie di riempimenti, densità e spessori di parete diversi e scoprendo quanto fosse importante lo spessore della parete.
Questa ipotesi ha anche ulteriori prove a sostegno, con un articolo scritto nel 2016 sugli effetti dei modelli di tamponamento sulla resistenza alla trazione, in cui si spiega che i diversi modelli di tamponamento presentano differenze di resistenza alla trazione pari al massimo al 5%, il che significa che il modello da solo non fa troppa differenza.
Anche se la resistenza alla trazione non è l'unica ricercata, questo non significa che i modelli di riempimento non possano fare una differenza superiore al 5% in termini di funzionalità.
Qual è il modello di riempimento più veloce per la velocità?
Se stiamo cercando il miglior modello di intaso per la velocità, i fattori più evidenti sono i modelli che presentano il maggior numero di linee rette, il minor numero di movimenti e il minor materiale utilizzato per la stampa.
Si tratta di un aspetto piuttosto facile da determinare se pensiamo alle scelte di modelli che abbiamo a disposizione.
Il modello di riempimento migliore in termini di velocità è il modello Linee o Rettilineo, che è il modello di riempimento predefinito in Cura. I modelli con il maggior numero di cambiamenti direzionali di solito richiedono più tempo per essere stampati, quindi le linee rette sono quelle che vengono stampate più velocemente.
Se consideriamo il fattore importante della velocità e dell'utilizzo del minor materiale, consideriamo il parametro del miglior rapporto resistenza/peso. Ciò significa che, in termini di resistenza e peso, il modello di intaso ha la migliore resistenza in relazione alla quantità di intaso utilizzata.
Non vorremmo semplicemente usare il materiale più scarso e avere un oggetto che cade a pezzi facilmente.
Sono stati condotti dei test su questo parametro e la CNC Kitchen ha scoperto che il normale modello Rectilinear o Lines ha uno dei migliori rapporti di resistenza per peso e utilizza la minor quantità di materiale. Il modello Cubic Subdivision è un altro candidato per l'utilizzo del minor materiale, in quanto crea un riempimento ad alta densità intorno alle pareti e più basso al centro.
Il motivo Lines o Cubic Subdivision non solo si stampa molto velocemente, ma utilizza una quantità ridotta di materiale di riempimento e ha una buona resistenza.
Qual è il miglior modello di riempimento per le stampe 3D flessibili?
I migliori modelli di riempimento per TPU e flessibili sono:
- Concentrico
- Croce
- Croce 3D
- Ghiroide
A seconda del modello, ci sarà un modello ideale per le stampe 3D flessibili.
Come già accennato, il modello Concentric funziona meglio con una densità di riempimento del 100%, ma soprattutto per oggetti non circolari. Ha una discreta resistenza verticale ma una debole resistenza orizzontale, che gli conferisce caratteristiche di flessibilità
I modelli Cross e Cross 3D hanno una pressione uniforme su tutti i lati, ma il Cross 3D aggiunge anche l'elemento della direzione verticale, ma richiede più tempo per affettare.
Guarda anche: AutoCAD è adatto alla stampa 3D? AutoCAD vs Fusion 360Gyroid è ottimo quando si utilizzano materiali di riempimento a bassa densità ed è utile per diversi motivi: ha tempi di stampa rapidi, grande resistenza al taglio ma è complessivamente meno flessibile rispetto agli altri modelli flessibili.
Se siete alla ricerca del miglior modello di intaso per la compressione, Gyroid è una delle scelte migliori.
Quanto conta la densità o la percentuale di riempimento?
La densità di riempimento influisce su una serie di parametri importanti per la parte stampata in 3D. Quando si passa il mouse sull'impostazione "Densità di riempimento" in Cura, viene mostrato che influisce su Strati superiori, Strati inferiori, Distanza delle linee di riempimento, Modelli di riempimento e Sovrapposizione di riempimento.
La densità/percentuale di riempimento ha un impatto piuttosto significativo sulla resistenza del pezzo e sul tempo di stampa.
Più alta è la percentuale di riempimento, più forte sarà il pezzo, ma con densità di riempimento superiori al 50%, diventano molto meno significative in termini di aggiunta di resistenza.
La differenza tra la densità di riempimento impostata in Cura ha una grande importanza in termini di modifica della struttura delle parti.
Di seguito è riportato un esempio visivo di densità di riempimento del 20% rispetto al 10%.
Guarda anche: La migliore velocità e temperatura di stampa 3D del nylon (ugello e letto)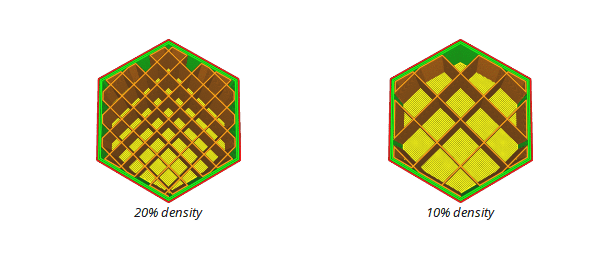
Una maggiore densità di riempimento significa che le linee di riempimento saranno posizionate più vicine tra loro, il che significa che più strutture lavorano insieme per dare forza al pezzo.
Si può immaginare che il tentativo di rottura con una densità bassa sia molto più facile di quello con una densità alta.
È importante sapere che la densità di riempimento varia notevolmente in base all'effetto che ha su un pezzo, a causa delle differenze nei modelli di riempimento.
In pratica, una modifica del 10% di infill al 20% di infill per un modello Lines non sarà la stessa di una modifica con un modello Gyroid.
La maggior parte dei modelli di intaso ha un peso simile a parità di densità di intaso, ma il modello Triangle ha mostrato un aumento di quasi il 40% del peso complessivo.
Ecco perché chi utilizza il modello di intaso Gyroid non richiede percentuali di intaso così elevate, pur ottenendo un livello di resistenza del pezzo rispettabile.
Una bassa densità di riempimento può causare problemi come la mancata connessione delle pareti con il riempimento e la creazione di sacche d'aria, soprattutto nel caso di schemi con molti incroci.
Si può avere una sottoestrusione quando una linea di riempimento incrocia un'altra linea a causa di interruzioni del flusso.
Cura spiega che l'aumento della densità di riempimento ha i seguenti effetti:
- Rende le stampe complessivamente più forti
- Fornisce agli strati superficiali superiori un supporto migliore, rendendoli più lisci ed ermetici
- Riduce i problemi di risoluzione dei problemi, come ad esempio la formazione di cuscini
- Richiede una maggiore quantità di materiale, che lo rende più pesante del normale
- La stampa richiede molto più tempo a seconda delle dimensioni dell'oggetto.
La densità di riempimento ha quindi un'importanza fondamentale quando si considerano la resistenza, l'uso del materiale e la tempistica delle stampe. Di solito c'è un buon equilibrio da raggiungere tra le percentuali di riempimento, che vanno dal 10% al 30% a seconda dell'uso che si intende fare del pezzo.
Le parti estetiche o da guardare richiedono una densità di riempimento molto minore, perché non richiedono resistenza, mentre le parti funzionali richiedono una densità di riempimento maggiore (fino al 70%), in modo da poter sopportare il carico per un lungo periodo di tempo.
Il miglior modello di riempimento per filamenti trasparenti
Molti amano utilizzare il modello di riempimento Gyroid per il filamento trasparente, perché offre un modello dall'aspetto gradevole. Anche i modelli di riempimento Cubic o Honeycomb sono perfetti per le stampe 3D trasparenti. Il migliore riempimento per le stampe trasparenti è di solito lo 0% o il 100% per rendere il modello più chiaro.
Ecco un esempio del modello di intaso Gyroid in una stampa 3D in PLA trasparente. Un utente ha dichiarato di utilizzare Gyroid con una densità di intaso del 15%.
La placca trasparente con infill crea un modello di grande effetto dalla stampa 3D
Guardate il video qui sotto per avere un'ottima visione del filamento trasparente per la stampa 3D.