
Sadržaj
3D štampanje često može postati složeno i najvjerovatnije ćete s vremena na vrijeme koristiti strukture podrške na svojim modelima. Kad god se to dogodi, morate biti sigurni da su vaše postavke podrške pravilno kalibrirane. Ako ne, vaši modeli mogu mnogo patiti u pogledu kvalitete.
U ovom članku pokušat ću objasniti koje su postavke podrške i kako možete dobiti najbolje postavke podrške za svoj 3D štampač koristeći Cura softvera.
Šta su postavke podrške za 3D štampanje u Curi?
Postavke podrške u 3D štampanju se koriste za podešavanje načina na koji se kreiraju vaše potpore. Ovo može varirati od mjesta na kojem će se oslonci kreirati, do gustine nosača, uzorka potpore, udaljenosti između nosača i modela, do čak i uglova prepusta nosača. Zadane postavke Cure uglavnom dobro funkcioniraju.
Podrške su važan dio 3D štampanja, posebno za modele koji su složeni i imaju mnogo sveobuhvatnih dijelova. Ako zamislite 3D print u obliku slova “T”, linije sa strane bi zahtijevale potporu jer se ne mogu ispisati u zraku.
Pametno bi bilo promijeniti orijentaciju i imaju proširene prepuste ravni na ploči za izradu, što dovodi do situacije u kojoj oslonci nisu potrebni, ali u mnogim slučajevima ne možete izbjeći korištenje nosača.
Kada konačno koristite nosače na svojim modelima, postoji mnogo postavki podrške koje ćete pronaćiispuna ide odozgo prema dolje. Najveća gustina ispune će biti na gornjim površinama modela, sve do vaše postavke Gustoća ispune podrške.
Ljudi obično ostavljaju ovu postavku na 0, ali trebali biste isprobati ovu postavku da biste sačuvali filament bez smanjenja funkcionalnosti vašeg modela. Dobra vrijednost za postavljanje je 3 za normalne otiske, dok bi se veći otisci mogli povećati.
U sferi 3D štampanja, eksperimentiranje je ključno. Petljajući okolo s različitim postavkama podrške, ali ostajući unutar logičkih granica, na kraju ćete saznati vrijednosti koje vas izvanredno pokreću. Strpljenje je neophodno.
Ono što možete učiniti je da instalirate dodatak “Cura Settings Guide” iz sučelja aplikacije. Ovo je sjajan način za početnike da shvate kako softver radi i za šta zapravo postoje različite postavke.
Koji je najbolji obrazac podrške za 3D štampanje?
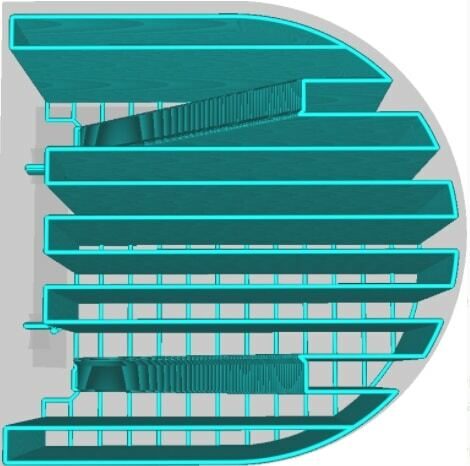
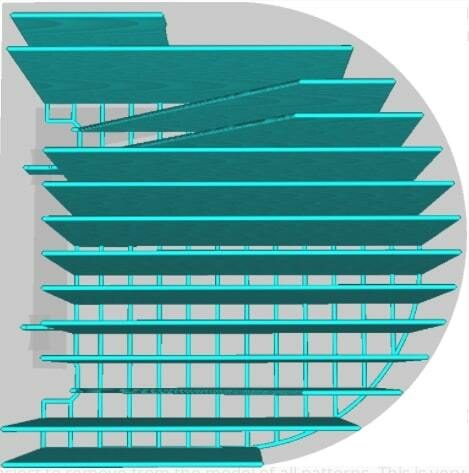
Najbolji obrazac podrške za 3D štampanje je cik-cak uzorak jer ima sjajnu ravnotežu snage, brzine i lakoće uklanjanja.
Kada biram najbolje uzorke podrške za vaše 3D otiske, uglavnom bih se držao cik-cak i Uzorak linija zbog ravnoteže brzine, snage i lakoće uklanjanja . Naročito se cik-cak najbrže štampa u odnosu na druge uzorke.
Ostali obrasci podrške uključuju:
- Linije
Linije bliskopodseća na cik-cak i jedan je od najboljih obrazaca podrške. Međutim, jači je od cik-cak i stvara potporne strukture koje će biti malo teže ukloniti. Sa pozitivne strane, dobijate čvrste oslonce.
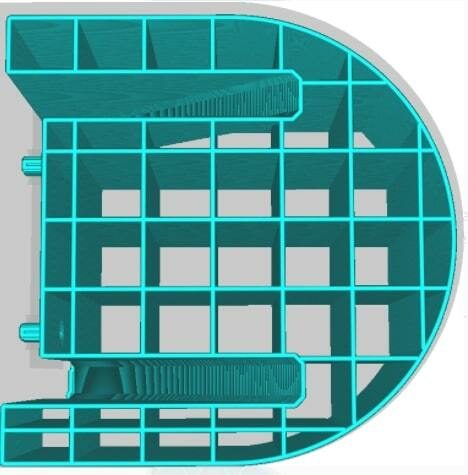
- Mreža
Uzorak podrške za mrežu formira podršku strukture u obliku dva niza pravih linija okomitih jedna na drugu. Nakon toga slijedi dosljedno preklapanje koje se dalje formira u kvadrate.
Mreža daje prosječan kvalitet prevjesa, ali se toplo preporučuje za jake, pouzdane oslonce. Međutim, budući da će biti malo fleksibilnosti, potpore može biti prilično teško ukloniti.
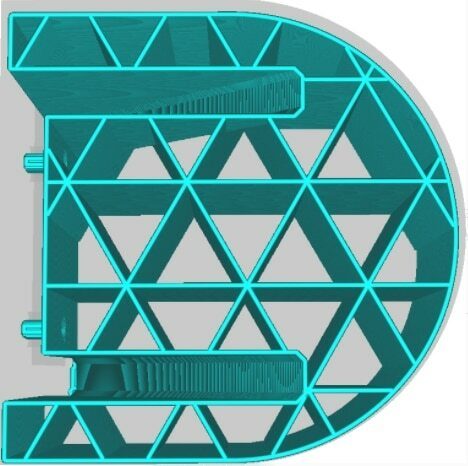
- Trouglovi
Obrazac trokuta je najjači od svih obrazaca podrške. Formira niz jednakostraničnih trokuta koji mu omogućavaju da pokaže malo ili nimalo fleksibilnosti.
Proizvodi loše uglove prepusta i bit će najteže potporne strukture za uklanjanje sa vaših otisaka.
- Koncentrično
Uzorak koncentrične podrške je odličan za cilindrične oblike i sfere. Lako se uklanjaju i savijat će se prema unutra uz minimalan napor.
Međutim, poznato je da se koncentrični uzorak zabrlja tu i tamo, često ostavljajući oslonac viseći u zraku.
- Unakrsni
Šablon unakrsne podrške je najlakše ukloniti iz sve podrškeUzorci u Curi. Pokazuje oblike nalik na križ u vašim potpornim strukturama i općenito crta frakcioni uzorak.
Križ nije onaj koji se koristi kada su vam potrebni čvrsti i čvrsti oslonci.
- Gyroid
Gyroid uzorak je jak i pouzdan. Odlikuje se talasastim uzorkom preko zapremine potporne strukture i pruža jednaku podršku svim linijama prepusta.
Gyroid se toplo preporučuje kada se štampa sa rastvorljivim potpornim materijalima. Vazduh koji se sastoji od jedne zapremine omogućava rastvaraču da brzo dođe do unutrašnjosti potporne strukture, omogućavajući mu da se brže otapa.
Različiti uzorci imaju različite snage i slabosti.
Vidi_takođe: 10 načina kako popraviti pomak sloja 3D štampača na istoj visiniMnogi se slažu da je cik-cak najbolji uzorak podrške koji Cura može ponuditi. Prilično je čvrst, pouzdan i izuzetno se lako uklanja na kraju otiska.
Linije su također još jedan popularan obrazac podrške s kojim se mnogi ljudi odlučuju za rad.
Kako nabaviti Postavke prilagođene podrške Savršene u Curi
Cura je sada omogućila pristup prilagođenim podrškama, funkciji koja je nekada bila rezervirana za Simplify3D koji je premium rezač.
Prilagođenim podrškama možemo pristupiti preuzimanjem dodatak unutar Cura softvera pod nazivom Cylindrical Custom Supports, koji se nalazi na Marketplaceu u gornjem desnom kutu aplikacije.
Kada pronađete dodatak i preuzmete ga, bit ćeteod vas zatraži da ponovo pokrenete Cura gdje ćete tada imati pristup ovim vrlo praktičnim prilagođenim podrškama. Uspješno sam ih koristio na mnogim otiscima, odlično funkcioniraju.
Jedna od najboljih stvari u vezi s tim je kako sve što trebate je da kliknete na jedno područje, a zatim kliknete na drugo i kreirat ćete prilagođena podrška između ta dva klika.
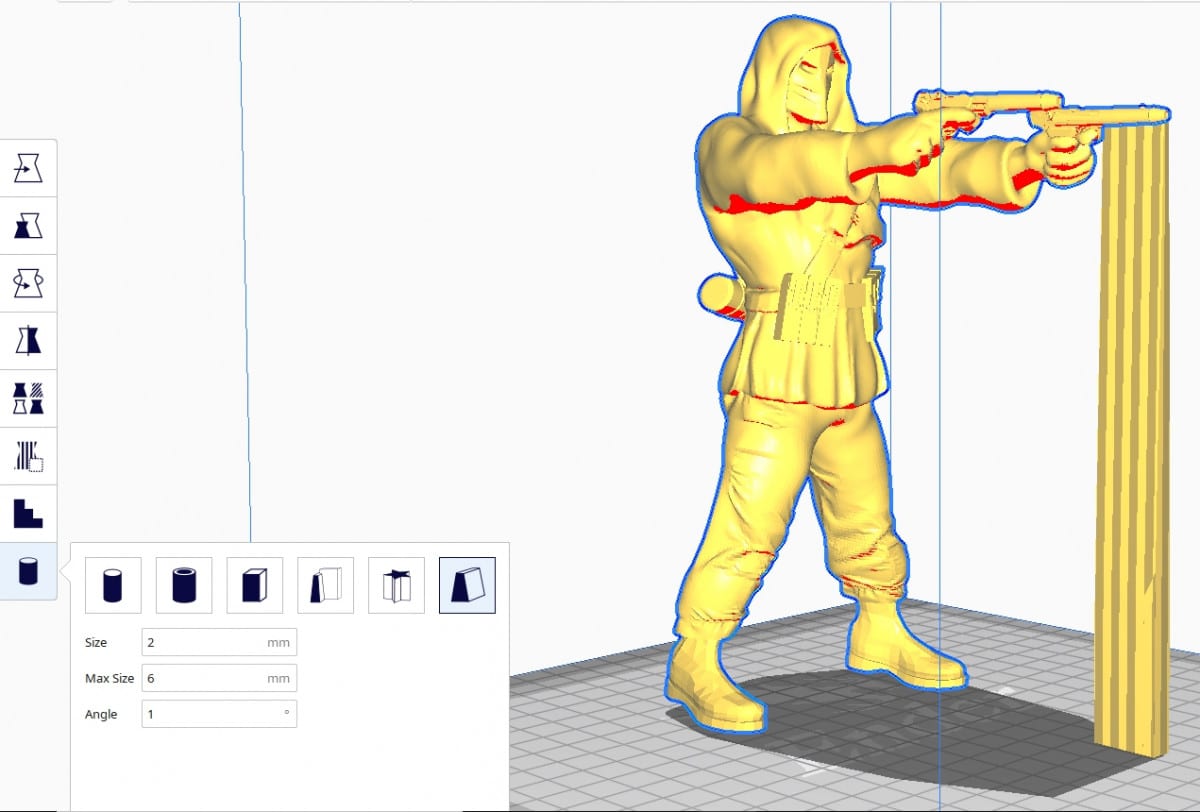
Možete jednostavno prilagoditi oblik, veličinu, maks. veličina, tip, pa čak i postavka u smjeru Y. Ovo nisu samo za prikaz jer zaista možete vrlo brzo kreirati neke nosače visokog nivoa za svoje modele.
Za oblike nosača možete koristiti:
- Cylinder
- Cube
- Abutment
- Freeform
- Custom
Vaše standardne postavke podrške koje postavite će se primijeniti kao što su gustina ispune i uzorak.
Pogledajte video ispod da vidite vizuelni vodič kako ove prilagođene podrške rade.
Najbolje postavke podrške za Cura Tree za Cura
Za najbolje postavke podrške za drvo , većina ljudi preporučuje ugao grananja između 40-50°. Za prečnik grane, 2-3 mm je odlično mjesto za početak. Štaviše, želite da budete sigurni da je vaša udaljenost grana postavljena na najmanje 6 mm.
Evo ostalih postavki za podršku stabla koje možete pronaći na kartici “Eksperimentalno” u Curi.
- Ugao prečnika grane nosača stabla – kut grane prečnik raste prema dnu (zadano na 5°)
- Rezolucija sudara potpore stabla– određuje tačnost izbjegavanja sudara u granama (zadano je isto kao i širina linije podrške)
Napisao sam članak pod nazivom Kako koristiti Cura eksperimentalne postavke za 3D štampanje koji možete pogledati.
Video dolje od CHEP-a daje neke detalje o nosačima stabala.
Za ugao prečnika grane, mnogi korisnici su ga postavili na 5°. Želimo da ovaj ugao bude orijentisan na takav način da oslonac za drvo može da stoji čvrsto bez njihanja ili podrhtavanja.
Za rezoluciju sudara nosača drveta, 0,2 mm je dobra cifra za početak. Daljnjim povećanjem može doći do toga da grane drveća izgledaju niske kvalitete, ali ćete uštedjeti više vremena. Pokušajte eksperimentirati da vidite šta vam odgovara.
Nosači stabla su Cura jedinstveni način generiranja potpornih struktura za vaš model.
Ako normalnim nosačima treba dosta vremena za dio koji je relativno mali, možda biste trebali razmisliti o nosačima za drvo, ali to nije jedini razlog zašto biste to trebali učiniti.
Oni obično koriste manje filamenta i naknadna obrada je nesumnjivo najbolji dio nosača drveta. Ono što oni rade je da obavijaju model i formiraju grane koje zajedno stvaraju ljusku oko modela.
Pošto te grane podržavaju samo odabrana područja modela i nakon toga formiraju oblik nalik školjki, obično iskaču odmah s malo ili bez napora i povećava šanse za glatkiju površinukvaliteta.
Međutim, preporučujem korištenje nosača stabla za složene modele. Za jednostavnije modele kao što su dijelovi 3D štampača sa prosječnim prevjesima, nosači stabla neće biti idealni.
Morat ćete sami procijeniti da li je koji model dobar kandidat za Curinu tehniku generiranja posebne podrške.
Najbolje postavke Cura podrške za minijature
Za štampanje minijatura, ugao prepusta podrške od 60° je siguran i efikasan. Također je najbolje da koristite obrazac podrške za linije za više detalja u vašim mini mini. Osim toga, držite gustoću podrške na zadanoj vrijednosti (tj. 20%) i to bi vas trebalo dobro pokrenuti.
Korišćenje nosača drveća za minijature je jako popularno jer obično imaju složenije oblike i detalje, posebno kada su u pitanju mačevi, sjekire, produženi udovi i stvari te prirode.
Jedan korisnik je spomenuo kako uzima STL fajl svojih minijatura, uvozi ih u Meshmixer, a zatim daje softveru da generiše neke visokokvalitetne podrške za stablo. Nakon toga, možete jednostavno izvesti ažurirani fajl nazad u STL i isjeći ga u Cura.
Pogledajte moj članak Najbolje minijaturne postavke 3D printanja za kvalitet.
Možete dobiti mješovite rezultate sa ovo. Vrijedi pokušati, ali uglavnom bih se držao Cure. Ovisno o modelu, odabir vašeg položaja podrške za dodirnu ploču za izgradnju može imati smisla, tako da se neće graditina vrhu vaše minijature.
Korišćenje normalnih nosača može funkcionirati, posebno ako kreirate svoje vlastite prilagođene nosače, ali nosači stabla zaista rade sjajno za detaljne mini. U nekim slučajevima, nosači drveća mogu imati poteškoća da dođu u kontakt s modelom.
Ako doživite ovo, pokušajte da širinu linije učinite jednakom visini sloja.
Vidi_takođe: Možete li 3D odštampati Warhammer modele? Da li je to nezakonito ili legalno?Još jedna stvar koju treba dodati je provjerite da li koristite dobru orijentaciju kako biste minimizirali oslonce. Prava rotacija i ugao za vaše 3D štampane minijature mogu napraviti značajnu razliku u tome kako će ispasti.
Video zapis ispod od strane 3D Printed Tabletopa je odličan za biranje postavki za štampanje nekih nevjerovatnih minijatura. Obično se svodi na malu visinu sloja i štampanje pri maloj brzini.
Ako možete podesiti svoj 3D štampač da uspešno 3D štampa neke dobre uglove prepusta, možete smanjiti broj nosača. Kao što je gore pomenuto, dobar ugao prepusta je 50°, ali ako možete da se rastegnete do 60°, to će doprineti manjem broju oslonaca.
Razdaljina oslonca Z je još jedna važna postavka na koju morate biti oprezni kada štampate mini. Ovisno o vašem modelu i drugim postavkama, ovo može varirati, ali čini se da vrijednost od 0,25 mm funkcionira kao opći standard za mnoge profile koje sam vidio dok sam istraživao.
Visokokvalitetni mini mini zahtijevaju pažljivo optimizirane postavke , i iako ih je teško savršeno odštampati od samog početka, probno-and-error će vas postepeno dovesti do toga.
Pored toga, izgleda da ovdje igra ulogu još jedna postavka pod nazivom Support Line Width koja se pojavljuje ispod kartice “Quality” u Curi. Smanjenje njegove vrijednosti smanjilo bi jaz između vaše podrške za drvo i modela.
Kako da popravim postavke Cura podrške koje su prejake?
Da biste popravili previše jake potpore, trebalo bi smanjiti vašu gustinu podrške, kao i koristiti cik-cak obrazac podrške. Povećanje vaše Z udaljenosti je odličan način za lakše uklanjanje nosača. Također bih kreirao vaše vlastite prilagođene nosače, tako da se mogu izraditi onoliko malo koliko je potrebno.
Razdaljina oslonca Z može direktno utjecati na to koliko je teško ili lako ukloniti nosače s vašeg modela.
U postavkama “Expert”, Support Z Distance ima dva pododjeljka – gornju udaljenost i donju udaljenost. Vrijednosti ovih se mijenjaju u skladu s onim što ste stavili pod glavnu postavku Support Z Distance.
Želite da vrijednost Z Distance bude 2x vaša visina sloja tako da postoji dodatni prostor između vašeg modela i nosača. Ovo bi trebalo da olakša uklanjanje nosača, kao i da bude dovoljno za ispravnu podršku vašem modelu.
Ako ne želite koristiti prilagođene nosače iz bilo kojeg razloga, kao da postoji previše podrške za dodavanje , možete koristiti drugu funkciju u Curi koja se zove Support Blockers.
Koristi se za uklanjanje podrške tamo gdje ne želiteoni će biti kreirani.
Kad god izrežete model na Curi, softver određuje gdje će se postaviti strukture podrške. Međutim, ako vidite da podrška nije potrebna u određenom trenutku, možete koristiti Support Blocker da uklonite neželjenu podršku.
To je prilično jednostavno, ali možete dobiti bolje objašnjenje gledajući video ispod.
u vašem rezaču, što vam omogućava da napravite neke korisne promjene kako biste svoje oslonce učinili praktičnijim.Jedna od njih je kreiranje vaših nosača na način koji olakšava uklanjanje iz modela nakon toga. Specifična postavka koja može pomoći u ovome bi bila “Gustoća sučelja podrške” u Curi.
Ova postavka u osnovi mijenja gustoću gornje i donje potporne strukture.
Ako smanjite gustoću sučelja podrške, vaše nosače bi trebalo lakše ukloniti, i obrnuto.
Također možemo koristiti jednostavniju postavku koja nije u kategoriji "Stručno" kako bismo olakšali uklanjanje nosača, a to je podrška Z Udaljenost koju ću dalje objasniti u ovom članku.
Postoji mnogo postavki podrške u Curi za koje nikada niste čuli, i obično ih nikada nećete morati prilagođavati, ali neke mogu biti praktične .
Mnoge od ovih postavki nećete ni vidjeti u Curi dok ne promijenite prikaz vidljivosti postavki, u rasponu od Basic, Advanced, Expert i Custom Selection. Ovo se može pronaći klikom na 3 reda na desnoj strani vašeg okvira za pretragu postavki Cura.
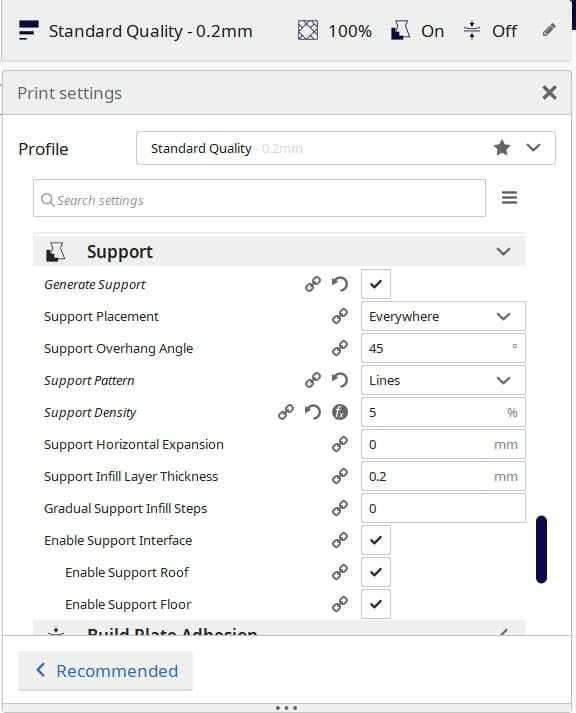
Evo nekih postavki podrške koje su u Curi za bolju ideju (vidljivost postavki prilagođena na "Napredno"):
- Struktura podrške – Odaberite između “Normal” nosača ili “Tree” nosača (objasnit će “Drvo” dalje u članku)
- Podrška Položaj – Odaberite izmeđuoslonci kreirani "Svugdje" ili "Touching Buildplate"
- Ugao prepusta potpore – Minimalni ugao pod kojim se kreiraju oslonci za dijelove koji vise
- Uzorak potpore – Uzorak potpornih konstrukcija
- Gustoća potpore – Određuje koliko su guste potporne strukture
- Horizontalno širenje potpore – Povećava širinu oslonaca
- Debljina sloja ispune potpore – Visina sloja ispune unutar nosača (višestruka visina sloja)
- Postepeni koraci ispune potpore – Smanjuje gustinu nosača duž dna u koracima
- Omogući sučelje podrške – Omogućuje nekoliko postavki za prilagođavanje sloja direktno između nosača i modela (“Stručna” vidljivost)
- Omogući potporni krov – Stvara gustu ploču materijala između vrha nosača i modela
- Omogući potporni pod – Stvara gustu ploču materijala između dna nosača i model
Postoji još više postavki ispod “Expert” prikaza vidljivosti u Curi.
Sada kada vidite koje su postavke podrške i kako one mogu biti korisne, hajdemo detaljnije o drugim postavkama podrške.
Kako mogu dobiti najbolje postavke podrške u Curi?
Evo nekih postavki podrške u Curi koje možete želite prilagoditi ako želite optimizirati svoje strukture podrške.
- Struktura podrške
- PodrškaPoložaj
- Ugao prepusta potpore
- Uzorak potpore
- Gustoća potpore
- Razdaljina potpore Z
- Omogući sučelje podrške
- Postepeni koraci za popunjavanje podrške
Osim ovih, ostale postavke obično možete ostaviti na zadanim, i to će biti sasvim u redu osim ako nemate napredni problem koji treba riješiti sa svojom podrškom.
Koja je najbolja struktura podrške?
Prva postavka koju dobijete kada gledate postavke podrške u Curi je Support Structure, i ovdje možete izabrati "Normalno" ili "Stablo". Ovo je vrsta tehnike koja se koristi za formiranje potpornih struktura za vaš model.
Za štampanje nekompliciranih modela koji zahtijevaju standardne prepuste, većina ljudi obično koristi “Normal”. Ovo je postavka u kojoj se potporne strukture spuštaju pravo dolje okomito i štampaju ispod previsećih delova.
S druge strane, nosači drveta su obično rezervisani za složenije modele koji imaju delikatne/tanke prepuste. Kasnije ću u ovom članku detaljnije objasniti podršku za drvo.
Većina ljudi ide na “Normal” jer je to prilično zadana postavka za njega i radi dobro za većinu modela.
Koji je najbolji položaj podrške?
Postavljanje podrške je još jedna bitna postavka u kojoj možete odrediti kako su postavljene potporne strukture. Možete odabrati "Svuda" ili "DodirivanjeBuildplate.”
Razlika između ove dvije postavke je prilično jednostavna za razumijevanje.
Kada odaberete “Touching Buildplate”, vaši oslonci će se proizvoditi na dijelovima modela gdje nosač ima direktan put do ploče za izradu, bez da vam drugi dio modela smeta.
Kada odaberete "Svuda", vaši nosači će se proizvoditi po cijelom modelu, u skladu s postavkama podrške koje ste postavili . Nije važno ako je vaš dio složen i ima zavoje i okrete svuda okolo, vaši nosači će biti odštampani.
Koji je najbolji ugao prepusta potpore?
Ugao prepusta oslonca je minimalni ugao koji je neophodan za štampanje podržanog.
Kada imate prepust od 0°, kreiraće se svaki pojedinačni prepust, dok ugao prepusta podrške od 90° neće stvoriti ništa u smislu podržava.
Zadana vrijednost koju ćete naći u Curi je 45° što je tačno u sredini. Što je ugao manji, to će vaš štampač stvoriti više prepusta, dok što je veći ugao, to će biti manje oslonaca.
U zavisnosti od performansi i kalibracije vašeg 3D štampača, možete uspešno koristiti veći ugao i dalje budite u redu sa svojim 3D otiscima.
Mnogi hobisti 3D štampača preporučuju vrijednost oko 50° za ugao prepusta podrške, kako bi se osiguralo da vaši 3D otisci i dalje lijepo izlaze i uštedjeli malo materijala od manjestrukture podrške.
Definitivno bih ovo testirao na vašem vlastitom 3D štampaču i vidio šta vam najbolje odgovara.
Odličan način da testirate sposobnosti vašeg 3D štampača, kao i vaš prevjes performanse su 3D štampanje Mikro sve-u-jednom testa 3D štampača (Thingiverse).
Ne prevodi se direktno u ugao prepusta podrške koji možete koristiti, ali vam omogućava da testirate svoju sposobnost da povećajte ga dalje.
Koji je najbolji obrazac podrške?
Postoji mnogo obrazaca podrške koje možete izabrati u Curi, što nam daje mogućnost da prilagodimo način na koji se naša podrška gradi. Ovisno o tome što tražite, postoji najbolji uzorak za potporu za vas.
Ako želite oslonce koji su čvrsti i koji se mogu dobro držati, dobro ćete proći s uzorkom trokuta koji je najčvršći od sve uzorke, dok se mreža također dobro drži.
Cik-cak uzorak je najbolji uzorak podrške za prepuste, zajedno sa uzorkom linija.
Ako se pitate koji potporni uzorak Najlakše je ukloniti, ja bih išao sa cik-cak uzorkom jer se savija prema unutra i skida u trakama. Cura oslonci koji su previše jaki trebali bi koristiti obrazac podrške koji se lako uklanja.
O drugim obrascima podrške ću govoriti niže u ovom članku, tako da ih možete malo bolje razumjeti.
Uzorak podrške i gustina podrške (sljedeća postavka podrške o kojoj će se raspravljati) dijelepovezati zajedno. Gustoća jednog uzorka podrške mogla bi proizvesti više ili manje materijala unutar 3D štampe.
Na primjer, žiroidni potporni uzorak sa 5% ispune mogao bi se pokazati dovoljnim za model dok uzorak za podršku linija sa istom ispunom možda neće izdržati
Koja je najbolja gustina potpore?
Gustoća potpore u Curi je brzina kojom se potporne strukture pune materijalom. Pri višim vrijednostima, linije u potpornim strukturama će se držati blizu jedna drugoj, čineći da izgleda gusto.
Na nižim vrijednostima, oslonci će biti dalje jedan od drugog, čineći potpornu strukturu manje gustom.
Zadana gustina podrške u Curi je 20%, što je prilično dobro za pružanje čvrste podrške vašem modelu. To je ono što većina ljudi koristi, i funkcionira sasvim dobro.
Ono što možete učiniti je smanjiti gustinu podrške na 5-10% i imati dobre postavke interfejsa podrške kako biste osigurali da vaša podrška dobro funkcionira.
Obično nećete morati previsoko povećavati gustinu potpore da biste imali dobre oslonce.
Kada povećate gustinu potpore, to poboljšava previse i smanjuje progib jer su oslonci međusobno gusto povezani . Manja je vjerovatnoća da će vaša podrška ne uspjeti ako postoji problem tokom procesa štampanja.
Suprotna strana povećanja gustine vaše podrške je da će vaše oslonce biti teže ukloniti zbog većeg brojaadhezijska površina. Također ćete koristiti više materijala za nosače i vaši otisci će trajati duže.
Međutim, odlično mjesto za početak je obično oko 20%. Možete ići niže i više ovisno o situaciji, ali 20% gustoće je dobro pravilo da nastavite koristiti svoje potporne strukture.
Obrazac podrške ima značajan utjecaj na to kolika je gustoća potpore zapravo predviđeno, u smislu koliko se materijala koristi. Gustoća oslonca od 20% s uzorkom linija neće biti ista kao sa giroidnim uzorkom.
Koja je najbolja Z razdaljina podrške?
Razdaljina oslonca Z je jednostavno udaljenost od gornji i donji dio vaše podrške za sam 3D print. Pruža vam slobodan prostor tako da možete lakše ukloniti svoje oslonce.
Postavljanje ove postavke je prilično jednostavno jer se zaokružuje na višestruku visinu vašeg sloja. Vaša zadana vrijednost unutar Cure jednostavno će biti jednaka visini vašeg sloja, iako ako vam treba više slobodnog prostora, možete 2x veću vrijednost.
Jedan korisnik koji je ovo isprobao otkrio je da je nosače mnogo lakše ukloniti. Štampao je sa visinom sloja od 0,2 mm i rastojanjem Z nosača od 0,4 mm.
Obično nećete morati da menjate ovu postavku, ali lepo je znati da postoji ako želite da olakšate nosače za uklanjanje.
Cura voli ovu postavku zvati „najutjecajnijim faktorom u tome koliko se podrška pridržavaprema modelu.”
Visoka vrijednost ove udaljenosti omogućava veći razmak između modela i oslonca. To znači lakšu naknadnu obradu i stvara glatkiju površinu modela zbog smanjene kontaktne površine s osloncima.
Niska vrijednost je korisna kada pokušavate podržati složene previse zbog čega se ispis nosača približava na podršku, ali podupirače će biti teže ukloniti.
Probajte se poigrati s različitim vrijednostima ovih udaljenosti da pronađete savršenu figuru koja vam odgovara.
Šta je Omogući interfejs podrške?
Sučelje podrške je jednostavno sloj potpornog materijala između normalnih nosača i modela, inače se smatra kontaktnom tačkom. Napravljen je tako da bude gušći od stvarnih nosača jer zahtijeva više kontakta s površinama.
Cura bi ovo trebala imati uključeno prema zadanim postavkama, zajedno sa "Omogući potporni krov" i "Omogući potporni pod" za generiranje te gušće površine na vrhu i dnu vaših nosača.
Unutar ovih postavki u prikazu “Stručnjak”, također ćete pronaći debljinu sučelja podrške & Gustina interfejsa podrške. Pomoću ovih postavki možete kontrolirati koliko su debele i guste gornje i donje spojne točke vaših nosača.
Šta su koraci postupnog punjenja potpore?
Koraci postupnog punjenja potpore su broj puta za smanjenje gustine ispune potpore za polovinu