
Isi kandungan
Pencetakan 3D selalunya menjadi rumit dan anda berkemungkinan besar menggunakan struktur sokongan pada model anda dari semasa ke semasa. Apabila itu berlaku, anda perlu memastikan tetapan sokongan anda ditentukur dengan sewajarnya. Jika tidak, model anda boleh mengalami banyak masalah dari segi kualiti.
Dalam artikel ini, saya akan cuba menerangkan tetapan sokongan dan cara anda boleh mendapatkan tetapan sokongan terbaik untuk pencetak 3D anda menggunakan Cura perisian.
Apakah Tetapan Sokongan untuk Pencetakan 3D di Cura?
Tetapan sokongan dalam pencetakan 3D digunakan untuk melaraskan cara sokongan anda dicipta. Ini boleh berkisar dari tempat sokongan akan dibuat, untuk menyokong ketumpatan, corak sokongan, jarak antara sokongan dan model, hingga menyokong sudut tidak terjual. Tetapan Cura lalai kebanyakannya berfungsi dengan baik.
Sokongan merupakan bahagian penting dalam pencetakan 3D terutamanya untuk model yang kompleks dan mempunyai banyak bahagian menyeluruh. Jika anda memikirkan cetakan 3D dalam bentuk huruf "T", garisan di sisi akan memerlukan sokongan kerana ia tidak boleh mencetak di udara.
Perkara yang bijak untuk dilakukan ialah menukar orientasi dan mempunyai penyambung yang dipanjangkan rata pada plat binaan, yang membawa kepada situasi di mana sokongan tidak diperlukan, tetapi dalam kebanyakan kes, anda tidak boleh mengelak daripada menggunakan sokongan.
Apabila anda akhirnya menggunakan sokongan pada model anda, terdapat banyak tetapan sokongan yang anda akan dapatiinfill pergi dari atas ke bawah. Ketumpatan isian yang paling tinggi akan berada di permukaan atas model, sehingga ke tetapan Ketumpatan Isian Sokongan anda.
Orang ramai cenderung untuk meninggalkan tetapan ini pada 0, tetapi anda harus mencuba tetapan ini untuk menjimatkan filamen tanpa mengurangkan kefungsian model anda. Nilai yang baik untuk ditetapkan ialah 3 untuk cetakan biasa, manakala cetakan yang lebih besar boleh dinaikkan lebih tinggi.
Dalam bidang percetakan 3D, percubaan adalah penting. Dengan bermain-main dengan tetapan sokongan yang berbeza tetapi kekal dalam sempadan logik, anda akhirnya akan mengetahui nilai-nilai yang membawa anda pergi dengan luar biasa. Kesabaran adalah satu kemestian.
Apa yang boleh anda lakukan ialah memasang pemalam "Panduan Tetapan Cura" daripada antara muka apl. Ini adalah cara yang bagus untuk pemula memahami cara perisian berfungsi dan maksud tetapan yang berbeza sebenarnya.
Apakah Corak Sokongan Terbaik untuk Pencetakan 3D?
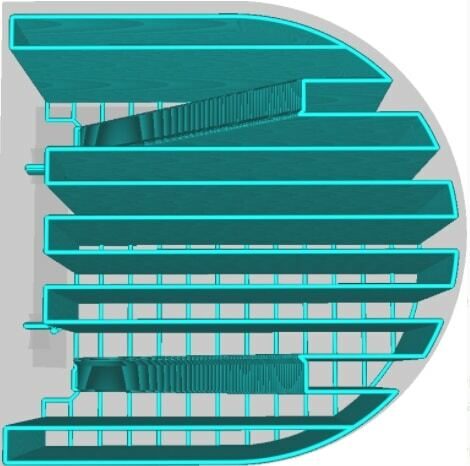
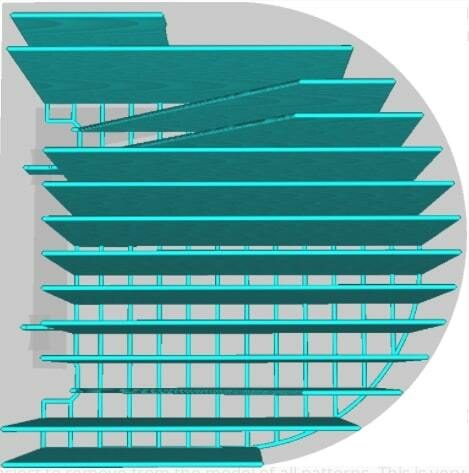
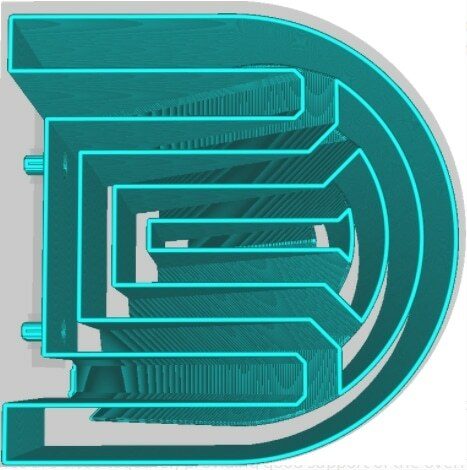
Corak sokongan terbaik untuk pencetakan 3D ialah corak Zigzag kerana ia mempunyai keseimbangan kekuatan, kelajuan dan kemudahan Penyingkiran yang hebat.
Apabila memilih corak sokongan terbaik untuk cetakan 3D anda, kebanyakannya saya akan berpegang pada Zigzag dan Corak garisan kerana keseimbangan kelajuan, kekuatan dan kemudahan dialih keluar . Zigzag, khususnya, juga yang terpantas untuk mencetak berbanding corak lain.
Corak Sokongan yang lain termasuk:
- Barisan
Barisan rapatmenyerupai Zigzag dan merupakan salah satu Corak Sokongan yang terbaik juga. Walau bagaimanapun, ia lebih kuat daripada Zigzag dan menghasilkan struktur sokongan yang agak sukar untuk dialih keluar. Di sisi positifnya, anda mendapat sokongan padu.
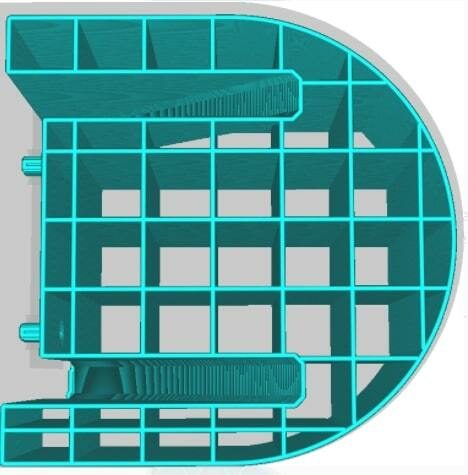
- Grid
Corak Sokongan Grid membentuk sokongan struktur dalam bentuk dua set garis lurus berserenjang antara satu sama lain. Ini diikuti dengan pertindihan yang konsisten yang seterusnya membentuk segi empat sama.
Grid menghasilkan kualiti tidak terjual purata tetapi sangat disyorkan untuk sokongan yang kukuh dan boleh dipercayai. Walau bagaimanapun, memandangkan terdapat sedikit fleksibiliti, sokongan boleh menjadi agak sukar untuk dialih keluar.
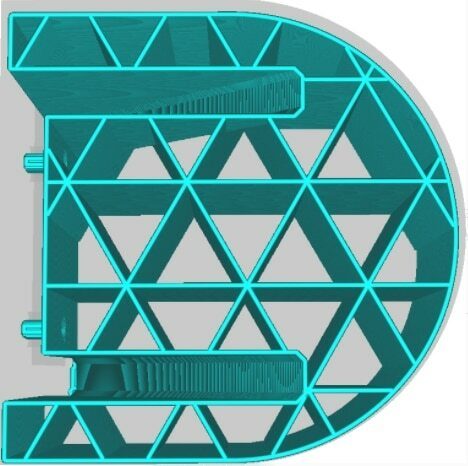
- Segi tiga
Corak Segitiga adalah yang paling kuat daripada semua corak sokongan. Ia membentuk tatasusunan segi tiga sama sisi yang membolehkannya mempamerkan sedikit atau tiada fleksibiliti.
Ia menghasilkan sudut terjuntai kualiti yang tidak baik dan akan menjadi struktur sokongan yang paling sukar untuk dialih keluar daripada cetakan anda.
- Concentric
Corak Sokongan Konsentrik bagus untuk bentuk dan sfera silinder. Ia mudah ditanggalkan dan akan membongkok ke arah dalam dengan usaha yang minimum.
Walau bagaimanapun, corak Konsentrik diketahui berantakan di sana-sini, selalunya meninggalkan sokongan digantung di udara.
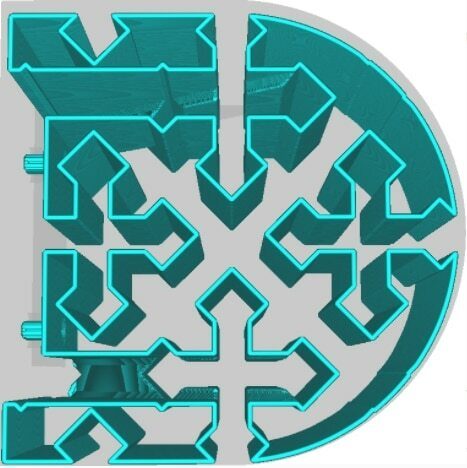
- Salib
Corak Sokongan Silang adalah yang paling mudah untuk dialih keluar daripada semua SokonganCorak di Cura. Ia mempamerkan bentuk seperti silang dalam struktur sokongan anda dan melukis corak pecahan secara umum.
Palang bukan satu untuk digunakan apabila anda memerlukan sokongan yang kukuh dan kukuh.
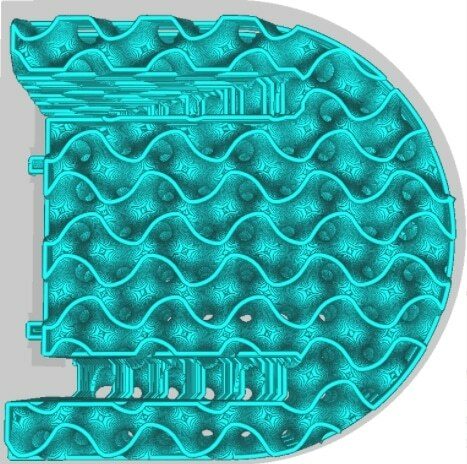
- Gyroid
Corak Gyroid adalah kuat dan boleh dipercayai. Ia menampilkan corak seperti gelombang merentas volum struktur sokongan dan memberikan sokongan yang sama kepada semua garisan yang tidak terjual.
Gyroid amat disyorkan apabila mencetak dengan bahan sokongan larut. Udara yang terdiri daripada satu isipadu membolehkan pelarut untuk cepat mencapai bahagian dalam struktur sokongan, membolehkan ia melarut lebih cepat.
Corak yang berbeza mempunyai kekuatan dan kelemahan yang berbeza-beza.
Ramai orang bersetuju bahawa Zigzag ialah Corak Sokongan terbaik yang Cura tawarkan. Ia agak kukuh, boleh dipercayai dan sangat mudah untuk dialih keluar pada penghujung cetakan.
Garisan juga merupakan satu lagi Corak Sokongan popular yang ramai orang pilih untuk bekerjasama juga.
Cara Mendapatkan Tetapan Sokongan Tersuai Sempurna di Cura
Cura kini telah menyediakan akses kepada sokongan tersuai, satu ciri yang dahulunya dikhaskan untuk Simplify3D yang merupakan penghiris premium.
Kami boleh mengakses sokongan tersuai dengan memuat turun pemalam dalam perisian Cura yang dipanggil Cylindrical Custom Supports, ditemui dalam Marketplace di bahagian atas sebelah kanan apl.
Setelah anda menemui pemalam dan memuat turunnya, anda akandigesa untuk memulakan semula Cura di mana anda kemudiannya akan mempunyai akses kepada sokongan tersuai yang sangat praktikal ini. Saya telah menggunakannya dengan jayanya pada banyak cetakan sekarang, ia berfungsi dengan baik.
Salah satu perkara terbaik mengenainya ialah cara anda hanya perlu mengklik pada satu kawasan, kemudian klik pada yang lain, dan anda akan membuat sokongan tersuai antara dua klik tersebut.
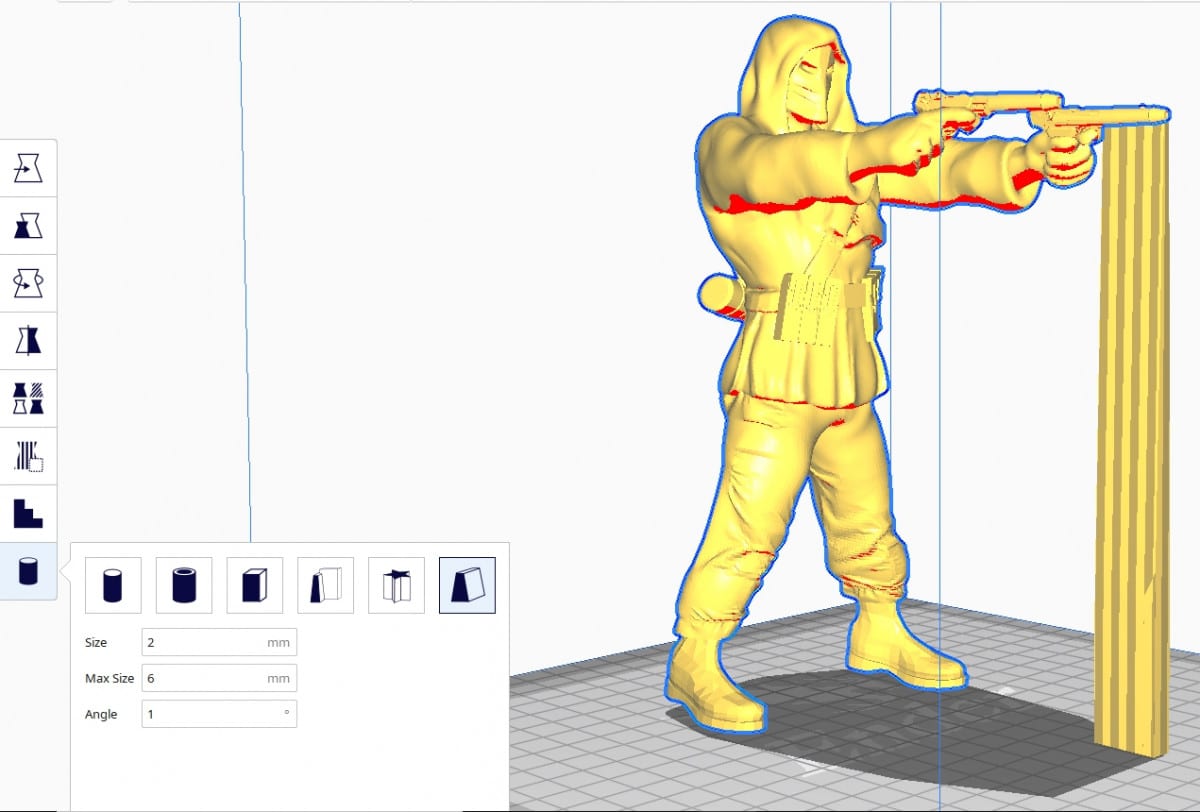
Anda boleh menyesuaikan bentuk, saiz, maks. saiz, jenis dan juga tetapan pada arah Y. Ini bukan hanya untuk pertunjukan kerana anda benar-benar boleh mencipta beberapa sokongan tahap tinggi dengan cepat untuk model anda.
Untuk bentuk sokongan, anda boleh menggunakan:
- Silinder
- Cube
- Abutment
- Freeform
- Tersuai
Tetapan sokongan standard anda yang anda tetapkan akan digunakan seperti ketumpatan dan corak infill.
Lihat video di bawah untuk melihat tutorial visual di sebalik cara sokongan tersuai ini berfungsi.
Tetapan Sokongan Pokok Cura Terbaik untuk Cura
Untuk tetapan sokongan Pokok terbaik , kebanyakan orang mengesyorkan Sudut Cawangan mana-mana sahaja antara 40-50°. Untuk Diameter Cawangan, 2-3mm ialah tempat yang bagus untuk bermula. Selain itu, anda ingin memastikan Jarak Cawangan anda ditetapkan kepada sekurang-kurangnya 6mm.
Berikut ialah selebihnya tetapan sokongan pokok yang boleh anda temui di bawah tab “Eksperimen” dalam Cura.
- Sudut Diameter Cawangan Sokongan Pokok – sudut dahan diameter membesar ke arah bawah (lalai pada 5°)
- Resolusi Perlanggaran Sokongan Pokok– menentukan ketepatan pengelakan perlanggaran dalam cawangan (lalai sama seperti Lebar Talian Sokongan)
Saya menulis artikel yang dipanggil Cara Menggunakan Tetapan Eksperimen Cura untuk Pencetakan 3D yang boleh anda semak.
Video di bawah oleh CHEP menerangkan beberapa butiran tentang Sokongan Pokok.
Untuk Sudut Diameter Cawangan, ramai pengguna telah menetapkannya kepada 5°. Kami mahu sudut ini diorientasikan sedemikian rupa supaya sokongan pokok boleh berdiri teguh tanpa goyah atau goyah.
Untuk Resolusi Perlanggaran Sokongan Pokok, 0.2mm ialah angka yang baik untuk dimulakan. Menambahnya lagi boleh menjadikan dahan pokok kelihatan rendah dalam kualiti, tetapi anda akan menjimatkan lebih banyak masa. Cuba bereksperimen untuk melihat perkara yang sesuai untuk anda.
Sokongan pokok ialah cara unik Cura untuk menjana struktur sokongan untuk model anda.
Jika sokongan biasa mengambil masa yang lama untuk bahagian yang agak kecil, anda mungkin ingin mempertimbangkan sokongan Pokok, tetapi itu bukan satu-satunya sebab mengapa anda perlu berbuat demikian.
Ini cenderung menggunakan kurang filamen dan pemprosesan pasca tidak dapat dinafikan merupakan bahagian terbaik sokongan Pokok. Apa yang mereka lakukan ialah menyelubungi model dan membentuk cawangan yang secara kolektif mencipta cangkerang di sekeliling model.
Memandangkan cawangan tersebut hanya menyokong kawasan terpilih model dan membentuk bentuk seperti cangkerang selepas itu, mereka biasanya muncul terus dengan sedikit atau tiada usaha dan meningkatkan peluang permukaan yang lebih licinkualiti.
Walau bagaimanapun, saya mengesyorkan menggunakan sokongan Pokok untuk model yang kompleks. Untuk model yang lebih ringkas seperti bahagian pencetak 3D dengan purata tidak terjual, sokongan pokok tidak sesuai.
Anda perlu menilai sendiri sama ada model yang sesuai untuk teknik penjanaan sokongan Cura yang berbeza.
Tetapan Sokongan Cura Terbaik untuk Miniatur
Untuk mencetak miniatur, Sudut Tergantung Sokongan 60° adalah selamat dan berkesan. Anda juga sebaiknya menggunakan Corak Sokongan Garisan untuk mendapatkan butiran lanjut dalam mini anda. Selain itu, kekalkan Ketumpatan Sokongan kepada nilai lalainya (iaitu 20%) dan itu akan membawa anda ke permulaan yang baik.
Menggunakan penyokong pokok untuk miniatur adalah sangat popular kerana ia cenderung mempunyai bentuk dan butiran yang lebih kompleks, terutamanya apabila terdapat pedang, kapak, anggota badan yang dipanjangkan terlibat dan benda-benda seperti itu.
Seorang pengguna menyebut cara dia mengambil fail STL miniaturnya, mengimportnya ke dalam Meshmixer, kemudian meminta perisian menjana beberapa sokongan pokok berkualiti tinggi. Selepas itu, anda hanya boleh mengeksport fail yang dikemas kini semula ke dalam STL dan menghirisnya dalam Cura.
Lihat artikel saya Tetapan Miniatur Cetakan 3D Terbaik untuk Kualiti.
Anda boleh mendapatkan hasil bercampur dengan ini. Ia patut dicuba, tetapi untuk sebahagian besar, saya akan tetap dengan Cura. Bergantung pada model, memilih Peletakan Sokongan anda kepada Touching Buildplate boleh masuk akal, jadi mereka tidak akan membinadi atas miniatur anda.
Menggunakan sokongan biasa boleh berfungsi, terutamanya jika anda mencipta sokongan tersuai anda sendiri, tetapi sokongan pokok berfungsi dengan sangat baik untuk mini yang terperinci. Dalam sesetengah kes, sokongan pokok mungkin mengalami kesukaran untuk bersentuhan dengan model.
Jika anda mengalami ini, cuba jadikan lebar garisan anda sama dengan ketinggian lapisan anda.
Perkara lain yang perlu ditambah ialah dengan pastikan anda menggunakan orientasi yang baik untuk meminimumkan sokongan. Putaran dan sudut yang betul untuk miniatur cetakan 3D anda boleh membuat perbezaan yang ketara dalam cara ia berubah.
Video di bawah oleh 3D Printed Tabletop bagus untuk mendail dalam tetapan anda untuk mencetak beberapa miniatur yang menakjubkan. Ia biasanya turun kepada ketinggian lapisan kecil dan mencetak pada kelajuan rendah.
Jika anda boleh menala pencetak 3D anda untuk berjaya mencetak 3D beberapa sudut tidak terjual yang baik, anda boleh mengurangkan bilangan sokongan. Seperti yang dinyatakan di atas, sudut tidak terjual yang baik ialah 50°, tetapi jika anda boleh meregang hingga 60°, ia akan menghasilkan lebih sedikit sokongan.
Jarak Z Sokongan ialah satu lagi tetapan penting yang perlu diwaspadai semasa mencetak mini. Bergantung pada model anda dan tetapan lain, ini boleh berbeza-beza, tetapi nilai 0.25mm nampaknya berfungsi sebagai standard umum untuk banyak profil yang saya lihat semasa menyelidik.
Mini berkualiti tinggi memerlukan tetapan yang dioptimumkan dengan teliti , dan walaupun sukar untuk mencetaknya dengan sempurna dari awal lagi, percubaan-and-error secara beransur-ansur akan membawa anda ke sana.
Selain itu, tetapan lain yang dipanggil Lebar Talian Sokongan yang muncul di bawah tab "Kualiti" di Cura nampaknya memainkan peranan di sini. Mengurangkan nilainya akan mengurangkan jurang antara sokongan Tree dan model anda.
Bagaimanakah Saya Membetulkan Tetapan Sokongan Cura Yang Terlalu Kuat?
Untuk membetulkan sokongan yang terlalu kuat, anda harus mengurangkan ketumpatan sokongan anda, serta menggunakan corak sokongan Zigzag. Meningkatkan Jarak Z Sokongan anda ialah kaedah yang bagus untuk menjadikan sokongan lebih mudah dialih keluar. Saya juga akan mencipta sokongan tersuai anda sendiri, supaya ia boleh dibina sedikit sebanyak yang diperlukan.
Jarak Z Sokongan boleh mempengaruhi secara langsung betapa sukar atau mudahnya untuk mengalih keluar sokongan daripada model anda.
Lihat juga: 6 Cara Cara Menggilap Cetakan 3D PLA – Kemasan Licin, Berkilat, BerkilatDitemui di bawah tetapan "Pakar", Jarak Sokongan Z mempunyai dua subseksyen - Jarak Atas dan Jarak Bawah. Nilai ini berubah mengikut apa yang anda letakkan di bawah tetapan Jarak Sokongan Z utama.
Anda mahu nilai Jarak Z ialah 2x ketinggian lapisan anda supaya terdapat ruang tambahan antara model anda dan sokongan. Ini sepatutnya menjadikan sokongan lebih mudah untuk dialih keluar, serta cukup untuk menyokong model anda dengan betul.
Jika anda tidak mahu menggunakan sokongan tersuai atas sebarang sebab, seperti terdapat terlalu banyak sokongan untuk ditambahkan , anda boleh menggunakan ciri lain dalam Cura yang dipanggil Penyekat Sokongan.
Ia digunakan untuk mengalih keluar sokongan yang anda tidak mahumereka akan dibuat.
Setiap kali anda menghiris model pada Cura, perisian menentukan di mana struktur sokongan akan diletakkan. Walau bagaimanapun, jika anda melihat bahawa sokongan tidak diperlukan pada titik tertentu, anda boleh menggunakan Penyekat Sokongan untuk mengalih keluar sokongan yang tidak diingini.
Ia agak mudah, tetapi anda boleh mendapatkan penjelasan yang lebih baik dengan menonton video di bawah.
dalam penghiris anda, membolehkan anda membuat beberapa perubahan yang berguna untuk menjadikan sokongan anda lebih praktikal.Salah satu daripada ini ialah mencipta sokongan anda dengan cara yang memudahkan untuk dialih keluar daripada model selepas itu. Tetapan khusus yang boleh membantu dengan ini ialah "Ketumpatan Antara Muka Sokongan" dalam Cura.
Tetapan ini pada asasnya mengubah tahap padat bahagian atas dan bawah struktur sokongan.
Jika anda kurangkan Ketumpatan Antara Muka Sokongan, sokongan anda seharusnya lebih mudah untuk dialih keluar dan begitu juga sebaliknya.
Kami juga boleh menggunakan tetapan yang lebih mudah yang bukan dalam kategori "Pakar" untuk memudahkan sokongan untuk dialih keluar iaitu Sokongan Z Jarak yang akan saya terangkan lebih lanjut dalam artikel ini.
Terdapat banyak tetapan sokongan di Cura yang anda tidak akan pernah dengar tentangnya dan biasanya tidak perlu dilaraskan, tetapi sesetengahnya boleh menjadi praktikal .
Kebanyakan tetapan ini anda tidak akan lihat dalam Cura sehingga anda menukar paparan keterlihatan tetapan anda, daripada Asas, Lanjutan, Pakar dan Pemilihan Tersuai. Ini ditemui dengan mengklik 3 baris di sebelah kanan kotak carian tetapan Cura anda.
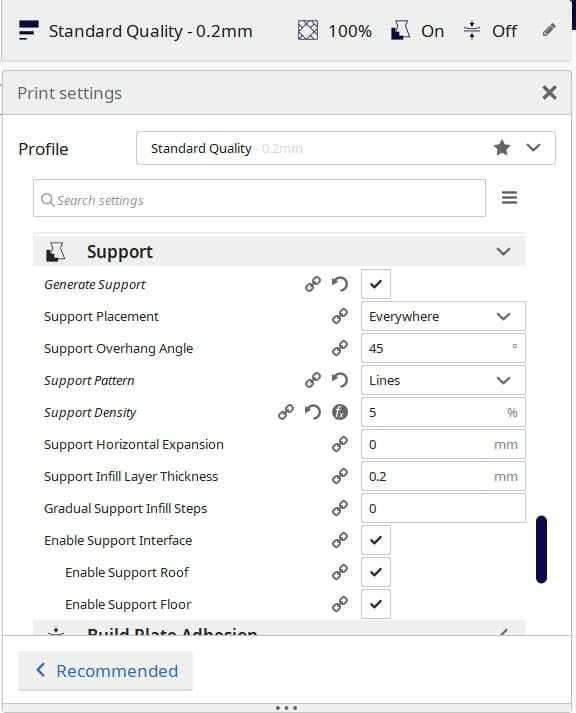
Berikut ialah beberapa tetapan sokongan yang terdapat dalam Cura untuk mendapatkan idea yang lebih baik (keterlihatan tetapan dilaraskan kepada "Lanjutan"):
- Struktur Sokongan – Pilih antara sokongan “Normal” atau sokongan “Pokok” (akan menerangkan lebih lanjut “Pokok” dalam artikel)
- Sokongan Peletakan – Pilih antaramenyokong yang dibuat "Di mana-mana" atau "Plat Binaan Menyentuh"
- Sudut Tergantung Sokongan – Sudut minimum untuk mencipta sokongan bagi bahagian yang tergantung
- Corak Sokongan – Corak struktur sokongan
- Ketumpatan Sokongan – Menentukan sejauh mana padat struktur sokongan
- Peluasan Mendatar Sokongan – Meningkatkan lebar sokongan
- Sokongan Ketebalan Lapisan Infill – Ketinggian lapisan infill dalam sokongan (berbilang ketinggian lapisan)
- Langkah-Langkah Infill Sokongan Beransur – Mengurangkan ketumpatan sokongan di sepanjang bahagian bawah dalam langkah
- Dayakan Antara Muka Sokongan – Mendayakan beberapa tetapan untuk melaraskan lapisan secara terus antara sokongan dan model (keterlihatan (“Pakar”)
- Dayakan Bumbung Sokongan – Menghasilkan papak bahan padat di antara bahagian atas sokongan dan model
- Dayakan Lantai Sokongan – Menghasilkan papak bahan padat di antara bahagian bawah sokongan dan model
Terdapat lebih banyak tetapan di bawah paparan keterlihatan "Pakar" di Cura.
Sekarang anda melihat tetapan sokongan apakah itu dan bagaimana ia boleh berguna, mari kita dapatkan lebih terperinci tentang tetapan sokongan lain.
Bagaimanakah Saya Mendapatkan Tetapan Sokongan Terbaik di Cura?
Berikut ialah beberapa tetapan sokongan dalam Cura yang mungkin anda boleh mahu melaraskan jika anda ingin mengoptimumkan struktur sokongan anda.
- Struktur Sokongan
- SokonganPeletakan
- Sudut Terjual Sokongan
- Corak Sokongan
- Ketumpatan Sokongan
- Jarak Sokongan Z
- Dayakan Antara Muka Sokongan
- Langkah Pengisi Sokongan Secara Berperingkat
Selain daripada ini, anda biasanya boleh meninggalkan tetapan yang lain secara lalai, dan itu tidak mengapa melainkan anda mempunyai isu lanjutan yang perlu ditangani dengan sokongan anda.
Apakah Struktur Sokongan Terbaik?
Tetapan pertama yang anda dapat apabila melihat tetapan sokongan dalam Cura ialah Struktur Sokongan dan anda mempunyai sama ada "Normal" atau "Pokok" untuk dipilih di sini. Ini ialah jenis teknik yang digunakan untuk membentuk struktur sokongan untuk model anda.
Untuk mencetak model tidak rumit yang memerlukan overhang standard, kebanyakan orang biasanya menggunakan "Biasa". Ini ialah tetapan di mana struktur sokongan dijatuhkan terus ke bawah secara menegak dan dicetak di bawah bahagian yang menjuntai.
Sebaliknya, penyokong pokok biasanya dikhaskan untuk model yang lebih kompleks yang mempunyai overhang yang halus/nipis. Saya akan menerangkan sokongan Tree dengan lebih terperinci kemudian dalam artikel ini.
Kebanyakan orang menggunakan "Biasa" kerana itu adalah tetapan lalai untuknya dan berfungsi dengan baik untuk kebanyakan model.
Apakah Peletakan Sokongan Terbaik?
Penempatan Sokongan ialah satu lagi tetapan penting yang membolehkan anda menentukan cara struktur sokongan diletakkan. Anda boleh sama ada memilih "Di mana-mana" atau "MenyentuhBuildplate.”
Perbezaan antara kedua-dua tetapan ini agak mudah untuk difahami.
Apabila anda memilih "Touching Buildplate", sokongan anda akan dihasilkan pada bahagian model yang menyokongnya mempunyai laluan terus ke plat binaan, tanpa bahagian model yang lain menghalangnya.
Lihat juga: Program/Perisian Apakah yang Boleh Membuka Fail STL untuk Pencetakan 3D?Apabila anda memilih "Di mana-mana", sokongan anda akan dihasilkan di seluruh model, selaras dengan tetapan sokongan yang telah anda tetapkan . Tidak kira sama ada bahagian anda rumit dan mempunyai liku-liku di sekelilingnya, penyokong anda akan dicetak.
Apakah Sudut Terjual Sokongan Terbaik?
Sudut Terbuka Sokongan ialah sudut minimum yang diperlukan untuk disokong untuk dicetak.
Apabila anda mempunyai overhang 0°, setiap overhang tunggal akan dibuat, manakala Support Overhang Angle 90° tidak akan mencipta apa-apa dari segi menyokong.
Nilai lalai yang anda akan dapati di Cura ialah 45° yang terletak betul-betul di tengah. Semakin rendah sudut, semakin banyak overhang yang akan dihasilkan oleh pencetak anda, manakala semakin tinggi sudut, semakin sedikit sokongan yang akan dibuat.
Bergantung pada prestasi dan penentukuran pencetak 3D anda, anda boleh berjaya menggunakan yang lebih tinggi sudut dan masih baik dengan cetakan 3D anda.
Ramai penggemar pencetak 3D di luar sana mengesyorkan nilai sekitar 50° untuk Sudut Tergantung Sokongan, untuk memastikan cetakan 3D anda masih keluar dengan baik dan menjimatkan sedikit bahan daripada kurangstruktur sokongan.
Saya pasti akan menguji ini untuk pencetak 3D anda sendiri dan melihat perkara yang paling sesuai untuk anda.
Satu cara yang bagus untuk menguji keupayaan pencetak 3D anda, serta tidak terjual anda prestasi adalah untuk mencetak 3D Ujian Pencetak 3D Micro All-In-One (Thingiverse).
Ia tidak diterjemahkan terus ke dalam Sudut Tergantung Sokongan yang boleh anda gunakan, tetapi ia membenarkan anda menguji keupayaan anda untuk tingkatkan lagi.
Apakah Corak Sokongan Terbaik?
Terdapat banyak corak sokongan untuk dipilih di Cura, yang memberi kami pilihan untuk menyesuaikan cara sokongan kami dibina. Bergantung pada perkara yang anda cari, terdapat corak sokongan terbaik untuk anda.
Jika anda mahukan sokongan yang kukuh dan boleh tahan dengan baik, anda akan berjaya menggunakan corak Segitiga yang paling kukuh semua corak, manakala Grid juga tahan dengan baik.
Corak Zig Zag ialah corak sokongan terbaik untuk tidak terjual, bersama-sama dengan corak Garisan.
Jika anda tertanya-tanya corak sokongan yang mana adalah yang paling mudah untuk dialih keluar, saya akan menggunakan corak Zig Zag kerana ia membengkok ke dalam, dan menarik keluar dalam jalur. Sokongan Cura yang terlalu kuat harus menggunakan corak sokongan yang mudah dialih keluar.
Saya akan bercakap tentang corak sokongan lain di bawah dalam artikel ini, supaya anda boleh memahaminya dengan lebih baik.
Corak Sokongan dan Kepadatan Sokongan (tetapan sokongan seterusnya yang akan dibincangkan) kongsi apautan bersama. Ketumpatan Satu Corak Sokongan boleh menghasilkan lebih banyak atau kurang bahan dalam cetakan 3D.
Sebagai contoh, Corak Sokongan Gyroid dengan isian 5% boleh terbukti mencukupi untuk model manakala Corak Sokongan Garisan dengan isian yang sama mungkin tidak memegang menjadi baik.
Apakah Ketumpatan Sokongan Terbaik?
Ketumpatan Sokongan dalam Cura ialah kadar struktur sokongan diisi dengan bahan. Pada nilai yang lebih tinggi, garisan dalam struktur sokongan akan dirapatkan antara satu sama lain, menjadikannya kelihatan padat.
Pada nilai yang lebih rendah, sokongan akan menjadi lebih jauh, menjadikan struktur sokongan kurang padat.
Ketumpatan sokongan lalai di Cura ialah 20%, yang agak baik untuk memberikan sokongan kukuh kepada model anda. Inilah yang digunakan oleh kebanyakan orang dan ia berfungsi dengan baik.
Apa yang boleh anda lakukan sebenarnya adalah menurunkan ketumpatan sokongan anda kepada 5-10% dan mempunyai tetapan antara muka sokongan yang baik untuk memastikan sokongan anda berfungsi dengan baik.
Anda biasanya tidak perlu meningkatkan ketumpatan sokongan anda terlalu tinggi untuk mendapatkan sokongan yang baik.
Apabila anda meningkatkan ketumpatan sokongan anda, ia menambah baik overhang dan mengurangkan kendur kerana sokongan disambungkan bersama dengan padat . Anda berkemungkinan kecil untuk melihat sokongan anda gagal jika terdapat isu semasa proses pencetakan.
Sebalik daripada meningkatkan ketumpatan sokongan anda ialah sokongan anda akan menjadi lebih sukar untuk dialih keluar kerana lebih banyakpermukaan lekatan. Anda juga akan menggunakan lebih banyak bahan untuk sokongan dan cetakan anda akan mengambil masa yang lebih lama.
Walau bagaimanapun, tempat yang bagus untuk bermula biasanya sekitar 20%. Anda boleh pergi lebih rendah dan lebih tinggi kedua-duanya bergantung pada situasi, tetapi ketumpatan 20% adalah peraturan yang baik untuk terus menggunakan struktur sokongan anda.
Corak sokongan mempunyai kesan yang ketara pada jumlah ketumpatan sokongan sebenarnya. dengan syarat, dari segi jumlah bahan yang digunakan. Ketumpatan sokongan 20% dengan corak Garisan tidak akan sama dengan corak Giroid.
Apakah Jarak Z Sokongan Terbaik?
Jarak Z Sokongan hanyalah jarak dari bahagian atas dan bawah sokongan anda kepada cetakan 3D itu sendiri. Ia memberikan anda kelegaan supaya anda boleh mengalih keluar sokongan anda dengan lebih mudah.
Membetulkan tetapan ini agak mudah kerana ia dibundarkan kepada berbilang ketinggian lapisan anda. Nilai lalai anda dalam Cura hanya akan sama dengan ketinggian lapisan anda, tetapi jika anda memerlukan lebih banyak kelegaan, anda boleh 2x ganda nilainya.
Seorang pengguna yang mencuba ini mendapati bahawa sokongan adalah lebih mudah untuk dialih keluar. Dia mencetak dengan ketinggian lapisan 0.2mm dan Jarak Sokongan Z 0.4mm.
Anda biasanya tidak perlu menukar tetapan ini, tetapi senang mengetahui bahawa tetapan itu ada jika anda ingin memudahkan sokongan untuk dialih keluar.
Cura suka memanggil tetapan ini sebagai "faktor yang paling berpengaruh dalam sejauh mana sokongan mematuhikepada model.”
Nilai tinggi jarak ini membolehkan jurang yang lebih besar antara model dan sokongan. Ini diterjemahkan kepada pemprosesan pasca yang lebih mudah dan mencipta permukaan model yang lebih licin kerana kawasan sentuhan yang dikurangkan dengan sokongan.
Nilai yang rendah berguna apabila anda cuba menyokong overhang kompleks yang menjadikan cetakan sokongan lebih dekat kepada sokongan, tetapi sokongan akan menjadi lebih sukar untuk dialih keluar.
Cuba bermain-main dengan nilai yang berbeza bagi jarak ini untuk mencari angka yang sesuai untuk anda.
Apakah itu Dayakan Antara Muka Sokongan?
Antara Muka Sokongan hanyalah lapisan bahan sokongan antara sokongan biasa dan model, jika tidak dilihat sebagai titik hubungan. Ia dibuat supaya lebih padat daripada sokongan sebenar kerana ia memerlukan lebih sentuhan dengan permukaan.
Cura harus menghidupkannya secara lalai, bersama-sama dengan "Dayakan Bumbung Sokongan" dan "Dayakan Lantai Sokongan" untuk menjana permukaan yang lebih padat di bahagian atas dan bawah sokongan anda.
Dalam tetapan ini dalam paparan "Pakar", anda juga akan menemui Ketebalan Antara Muka Sokongan & Ketumpatan Antara Muka Sokongan. Dengan tetapan ini, anda boleh mengawal sejauh mana tebal dan padat titik sambungan bahagian atas dan bawah sokongan anda.
Apakah itu Langkah Pengisi Sokongan Berperingkat?
Langkah Pengisi Sokongan Berperingkat ialah bilangan kali untuk mengurangkan ketumpatan infill sokongan sebanyak separuh daripada