
Преглед садржаја
3Д штампање често може да постане сложено и највероватније ћете с времена на време користити структуре подршке на својим моделима. Кад год се то догоди, морате да се уверите да су ваша подешавања подршке правилно калибрисана. У супротном, ваши модели могу много да пате у погледу квалитета.
У овом чланку ћу покушати да објасним шта су подешавања подршке и како можете да добијете најбоља подешавања подршке за свој 3Д штампач користећи Цура софтвера.
Шта су подешавања подршке за 3Д штампање у Цури?
Подешавања подршке у 3Д штампању се користе за прилагођавање начина на који се креирају подршка. Ово може да се креће од места где ће се ослонци креирати, до густине носача, узорка носача, растојања између носача и модела, до чак и углова препуста. Подразумевана подешавања Цура углавном добро функционишу.
Подршке су важан део 3Д штампања, посебно за моделе који су сложени и имају много свеобухватних делова. Ако замислите 3Д штампа у облику слова „Т“, линије са стране би захтевале подршку јер не могу да штампају у ваздуху.
Паметно би било да промените оријентацију и да продужени препусти буду равни на плочи за израду, што доводи до ситуације у којој ослонци нису потребни, али у многим случајевима не можете избећи коришћење носача.
Када коначно користите носаче на својим моделима, постоји много подешавања подршке која ћете пронаћииспуна иде одозго према доле. Највећа густина испуне биће на горњим површинама модела, све до ваше поставке Густина испуне подршке.
Људи имају тенденцију да оставе ово подешавање на 0, али требало би да испробате ово подешавање да бисте сачували филамент без смањења функционалности вашег модела. Добра вредност за подешавање је 3 за нормалне отиске, док би се већи отисци могли повећати.
У сфери 3Д штампања, експериментисање је кључно. Петљајући около са различитим поставкама подршке, али остајући унутар логичких граница, на крају ћете сазнати вредности које ће вам помоћи да напредујете. Стрпљење је неопходно.
Оно што можете да урадите је да инсталирате додатак „Цура Сеттингс Гуиде“ из интерфејса апликације. Ово је одличан начин за почетнике да схвате како софтвер функционише и шта различита подешавања заправо представљају.
Који је најбољи образац подршке за 3Д штампање?
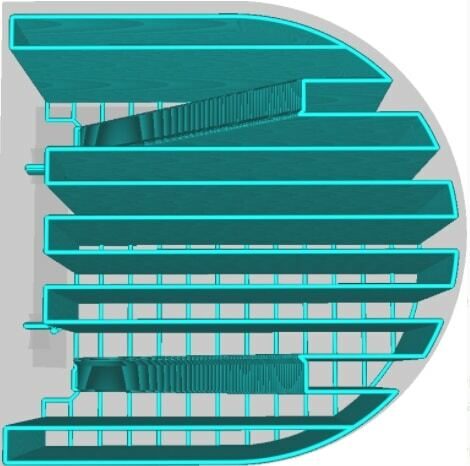
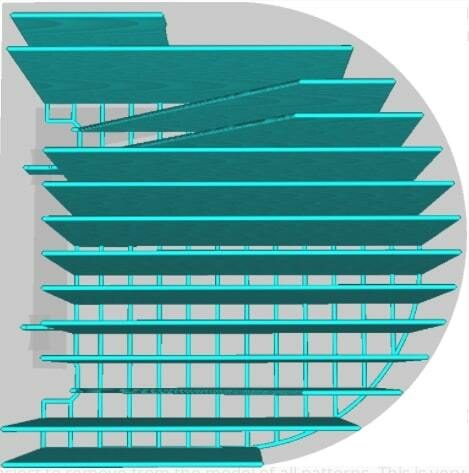
Најбољи образац подршке за 3Д штампање је цик-цак образац јер има одличан баланс снаге, брзине и лакоће уклањања.
Када бирам најбоље шеме подршке за ваше 3Д отиске, углавном бих се држао цик-цак и Узорак линија због равнотеже брзине, снаге и лакоће уклањања . Цик-цак се такође најбрже штампа у односу на друге шаре.
Остали обрасци подршке укључују:
- Линије
Линије блископодсећа на цик-цак и такође је један од најбољих образаца подршке. Међутим, јачи је од цик-цака и ствара потпорне структуре које ће бити мало теже уклонити. Са позитивне стране, добијате чврсте ослонце.
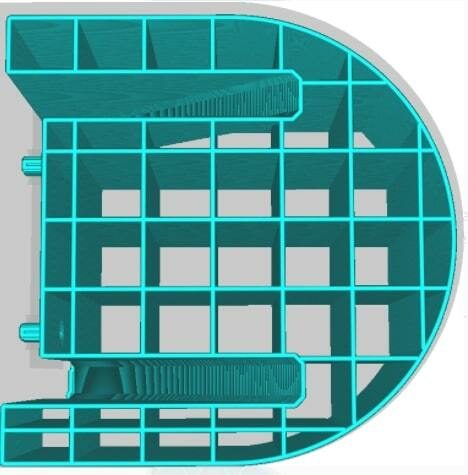
- Мрежа
Шаблон подршке за мрежу даје подршку структуре у облику два скупа правих линија управних једна на другу. Ово је праћено доследним преклапањем које даље формира квадрате.
Мрежа даје просечан квалитет препуста, али се топло препоручује за јаке, поуздане ослонце. Међутим, пошто ће бити мало флексибилности, може бити прилично тешко уклонити носаче.
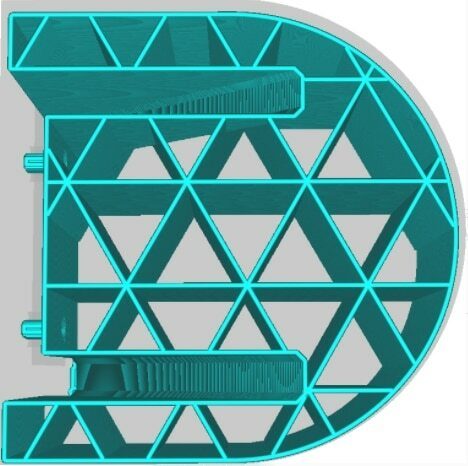
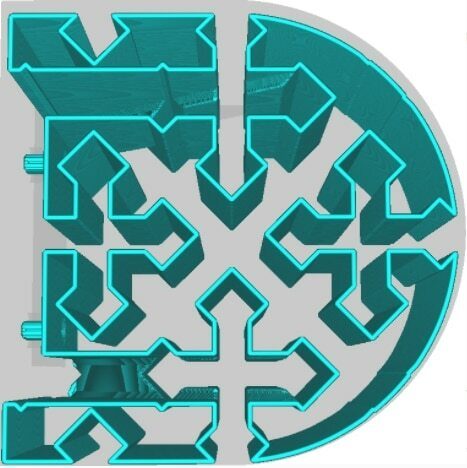
- Троуглови
Образац Троуглови је најјачи од свих образаца подршке. Формира низ једнакостраничних троуглова који му омогућавају да покаже мало или нимало флексибилности.
Производи лоше углове препуста и биће најтеже потпорне структуре за уклањање са отисака.
- Концентрично
Узорак концентричне подршке је одличан за цилиндричне облике и сфере. Лако се уклањају и савијаће се према унутра уз минималан напор.
Међутим, познато је да се концентрични образац поквари ту и тамо, често остављајући ослонац суспендован у ваздуху.
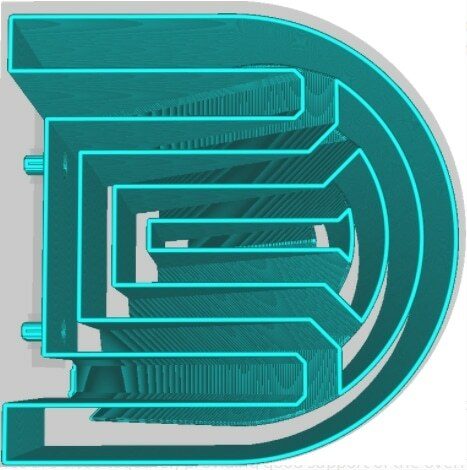
- Унакрсни
Шаблон унакрсне подршке је најлакше уклонити из све подршкеОбрасци у Цури. Показује укрштене облике у вашим потпорним структурама и уопштено црта фракциону шару.
Крст није онај који се користи када су вам потребни чврсти и чврсти ослонци.
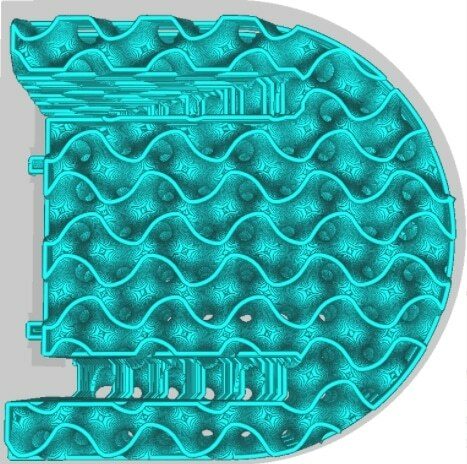
- Гироид
Гироид узорак је јак и поуздан. Одликује се таласастим узорком преко запремине потпорне структуре и пружа једнаку подршку свим линијама препуста.
Гироид се веома препоручује када се штампа са растворљивим потпорним материјалима. Ваздух који се састоји од једне запремине омогућава растварачу да брзо стигне до унутрашњости потпорне структуре, омогућавајући му да се брже раствара.
Различити обрасци имају различите предности и слабости.
Многи се слажу да је цик-цак најбољи образац подршке који Цура може да понуди. Прилично је чврст, поуздан и изузетно се лако уклања на крају штампе.
Линије су такође још један популаран образац подршке са којим се многи људи одлучују да раде.
Како да набавите Савршена подешавања прилагођене подршке у Цура
Цура је сада омогућила приступ прилагођеним подршкама, функцији која је некада била резервисана за Симплифи3Д који је премиум резач.
Можемо приступити прилагођеним подршкама преузимањем додатак у оквиру Цура софтвера под називом Цилиндрицал Цустом Суппортс, који се налази на Маркетплаце-у у горњем десном углу апликације.
Када пронађете додатак и преузмете га, бићетеод вас затражи да поново покренете Цура где ћете онда имати приступ овим веома практичним прилагођеним подршкама. Успешно сам их користио на многим отисцима, одлично функционишу.
Једна од најбољих ствари у вези с тим је то што је све што вам треба је да кликнете на једну област, а затим кликнете на другу и креираћете прилагођена подршка између та два клика.
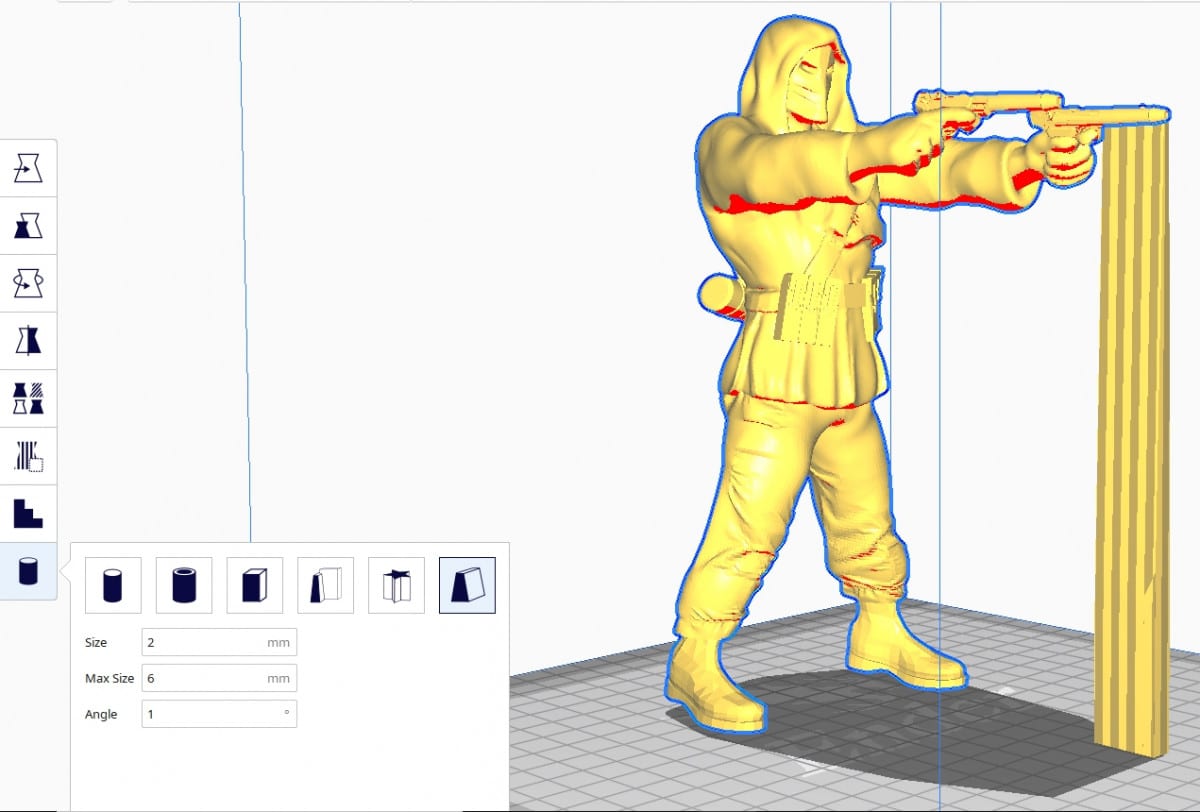
Можете лако прилагодити облик, величину, макс. величина, тип, па чак и подешавање у правцу И. Ово нису само за приказ, јер заиста можете врло брзо да креирате неке носаче високог нивоа за своје моделе.
За облике носача можете користити:
- Цилиндер
- Цубе
- Абутмент
- Фрееформ
- Цустом
Ваше стандардне поставке подршке које поставите ће се применити као што су густина испуне и узорак.
Погледајте видео у наставку да бисте видели визуелни водич како ове прилагођене подршке раде.
Најбоље поставке подршке за Цура Трее за Цура
За најбоља подешавања подршке за дрво , већина људи препоручује угао гранања између 40-50°. За пречник гране, 2-3 мм је одлично место за почетак. Штавише, желите да се уверите да је ваша раздаљина грана подешена на најмање 6 мм.
Ево осталих подешавања за подршку стабла које можете пронаћи на картици „Експериментално“ у Цури.
- Угао пречника гране носача стабла – угао гране пречник расте према дну (подразумевано на 5°)
- Резолуција колизије подршке дрвећу– одређује тачност избегавања колизије у гранама (подразумевано је исто као и ширина линије подршке)
Написао сам чланак под називом Како користити Цура експериментална подешавања за 3Д штампање који можете да погледате.
Видео снимак испод од ЦХЕП-а даје неке детаље о носачима стабала.
За угао пречника гране, многи корисници су га поставили на 5°. Желимо да овај угао буде оријентисан на такав начин да ослонац за дрво може да стоји чврсто без њихања или подрхтавања.
За резолуцију судара носача дрвета, 0,2 мм је добра цифра за почетак. Даљњим повећањем може доћи до тога да гране дрвета изгледају лошег квалитета, али ћете уштедети више времена. Покушајте да експериментишете да видите шта вам одговара.
Носачи стабла су јединствени Цура-ин начин генерисања потпорних структура за ваш модел.
Ако нормалним носачима треба доста времена за део који је релативно мали, можда бисте желели да размислите о носачима за дрво, али то није једини разлог зашто би то требало да урадите.
Они обично користе мање филамента и накнадна обрада је несумњиво најбољи део носача дрвета. Оно што раде је да обавијају модел и формирају гране које заједно стварају шкољку око модела.
Пошто те гране подржавају само одабране области модела и формирају облик налик на шкољку, обично искачу одмах са мало или нимало напора и повећава шансе за глатку површинуквалитет.
Међутим, препоручујем коришћење носача стабла за сложене моделе. За једноставније моделе као што су делови 3Д штампача са просечним превисима, носачи дрвета неће бити идеални.
Мораћете сами да процените да ли је који модел добар кандидат за Цура-ину посебну технику генерисања подршке.
Најбоља подешавања Цура подршке за минијатуре
За штампање минијатура, угао препуста подршке од 60° је безбедан и ефикасан. Такође је најбоље да користите образац за подршку линија за више детаља у вашим мини-има. Поред тога, држите густину подршке на подразумеваној вредности (тј. 20%) и то би требало да вас покрене на добар почетак.
Коришћење носача дрвета за минијатуре је веома популарно јер обично имају сложеније облике и детаље, посебно када су у питању мачеви, секире, продужени удови и ствари те природе.
Један корисник је споменуо како узима СТЛ датотеку својих минијатура, увози их у Месхмикер, а затим даје софтвер да генерише неке висококвалитетне подршке за стабло. Након тога, можете једноставно да извезете ажурирану датотеку назад у СТЛ и исечете је у Цура.
Погледајте мој чланак Најбоље минијатурне поставке за 3Д штампање за квалитет.
Можете да добијете различите резултате са ово. Вреди покушати, али углавном бих се држао Цуре. У зависности од модела, одабир вашег положаја подршке за додирну плочу за изградњу може имати смисла, тако да се неће градитина врху ваше минијатуре.
Коришћење нормалних носача може да функционише, посебно ако креирате сопствене прилагођене носаче, али носачи стабла заиста функционишу одлично за детаљне мини. У неким случајевима, носачи дрвећа могу имати потешкоћа да дођу у контакт са моделом.
Такође видети: 33 најбоља 3Д отиска за штампање на местуАко доживите ово, покушајте да ширину линије учините једнаком висини слоја.
Још једна ствар коју треба додати је уверите се да користите добру оријентацију како бисте минимизирали подршку. Права ротација и угао за ваше 3Д штампане минијатуре могу да направе значајну разлику у томе како ће испасти.
Видео снимак испод од 3Д штампаног стола је одличан за бирање подешавања за штампање невероватних минијатура. Обично се своди на малу висину слоја и штампање при малој брзини.
Такође видети: Како додати прилагођену подршку у ЦураАко можете да подесите свој 3Д штампач да успешно 3Д штампа неке добре углове препуста, можете смањити број носача. Као што је горе поменуто, добар угао препуста је 50°, али ако можете да се растегнете до 60°, то ће допринети мањем броју ослонаца.
Раздаљина ослонца З је још једна важна поставка на коју морате бити опрезни када штампате мини. У зависности од вашег модела и других подешавања, ово може да варира, али чини се да вредност од 0,25 мм функционише као општи стандард за многе профиле које сам видео док сам истраживао.
Висококвалитетни мини мини захтевају пажљиво оптимизована подешавања , и док их је тешко савршено одштампати од самог почетка, пробно-анд-еррор ће вас постепено довести до тога.
Поред тога, изгледа да овде игра улогу још једна поставка под називом Суппорт Лине Видтх која се појављује на картици „Квалитет“ у Цури. Смањење његове вредности би смањило јаз између ваше Трее подршке и модела.
Како да поправим прејаке поставке Цура подршке?
Да бисте поправили превише јаке подршке, требало би да смањи вашу густину подршке, као и да користите цик-цак образац подршке. Повећање ваше З растојања је одличан метод за лакше уклањање носача. Такође бих креирао ваше сопствене прилагођене носаче, тако да се могу направити онолико мало колико је потребно.
Раздаљина носача З може директно утицати на то колико је тешко или лако уклонити носаче са вашег модела.
У поставкама „Стручњак“, Подршка З раздаљина има два пододељка – горњу дистанцу и доњу дистанцу. Вредности ових се мењају у складу са оним што сте ставили под главно подешавање З растојања.
Желите да вредност З растојања буде 2к ваша висина слоја тако да постоји додатни простор између вашег модела и носача. Ово би требало да олакша уклањање носача, као и да буде довољно да правилно подржи ваш модел.
Ако не желите да користите прилагођене носаче из било ког разлога, на пример да постоји превише подршке за додавање , можете да користите другу функцију у Цури под називом Суппорт Блоцкерс.
Користи се за уклањање подршке тамо где не желитеони ће бити креирани.
Кад год исечете модел на Цура, софтвер одређује где ће се поставити структуре подршке. Међутим, ако видите да подршка није потребна у одређеном тренутку, можете користити блокатор подршке да бисте уклонили нежељену подршку.
Прилично је једноставно, али можете добити боље објашњење гледајући видео испод.
у вашем резачу, што вам омогућава да направите неке корисне измене како бисте своје ослонце учинили практичнијим.Једна од њих је креирање ваших носача на начин који олакшава њихово касније уклањање из модела. Специфична поставка која може помоћи у овоме би била „Густина интерфејса подршке“ у Цури.
Ова поставка у суштини мења колико ће густо бити горњи и доњи део потпорне структуре.
Ако сте ви. смањите густину интерфејса подршке, ваше носаче би требало лакше уклонити и обрнуто.
Такође можемо да користимо једноставније подешавање које није у категорији „Стручњак“ да бисмо олакшали уклањање носача, а то је подршка З Удаљеност коју ћу даље објаснити у овом чланку.
Постоји много подешавања подршке у Цури за која никада нисте чули, и обично никада нећете морати да их прилагођавате, али нека могу бити практична .
Многа од ових подешавања нећете ни видети у Цури док не промените приказ видљивости подешавања, у распону од основног, напредног, стручног и прилагођеног избора. Ово се може пронаћи кликом на 3 реда на десној страни вашег оквира за претрагу поставки Цура.
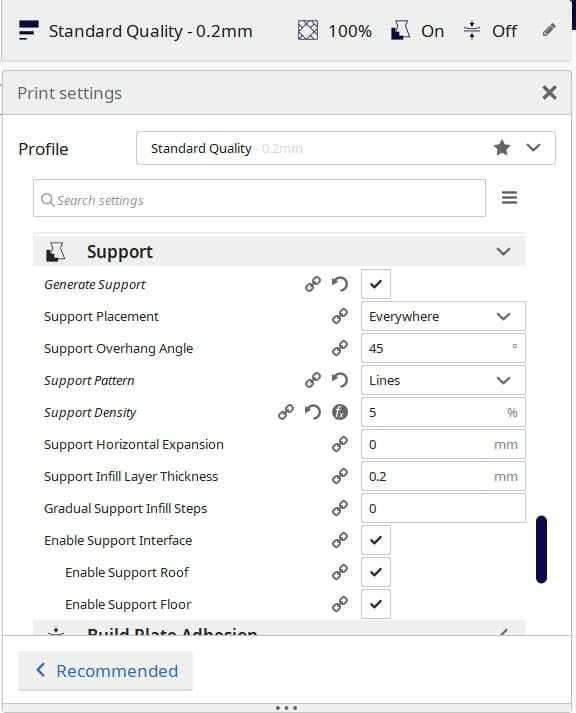
Ево неких од подешавања подршке која се налазе у Цура за бољу идеју (видљивост поставки прилагођена на „Напредно“):
- Структура подршке – Изаберите између “Нормал” подршке или “Трее” подршке (ће објаснити “Дрво” даље у чланку)
- Подршка Одредиште – Изаберите измеђуослонци направљени „Еверивхере“ или „Тоуцхинг Буилдплате“
- Угао препуста подршке – Минимални угао под којим се креирају ослонци за делове који превисе
- Шаблон подршке – Образац потпорних структура
- Густина потпоре – Одређује колико су густе потпорне структуре
- Хоризонтално ширење подршке – Повећава ширину ослонаца
- Дебљина слоја испуне подршке – Висина слоја испуне унутар носача (вишеструка висина слоја)
- Постепени кораци испуне потпоре – Смањује густину носача дуж дна у корацима
- Омогући интерфејс за подршку – Омогућава неколико подешавања за прилагођавање слоја директно између подршке и модела („Видљивост стручњака“)
- Омогући потпорни кров – Ствара густу плочу материјала између врха носача и модела
- Омогући потпорни под – Ствара густу плочу материјала између дна носача и модел
Постоји још више подешавања у приказу видљивости „Екперт“ у Цури.
Сада када видите која су подешавања подршке и како они могу бити корисни, хајде да детаљније погледамо друга подешавања подршке.
Како да добијем најбоља подешавања подршке у Цури?
Ево неких подешавања подршке у Цури која можете желите да прилагодите ако желите да оптимизујете своје структуре подршке.
- Структура подршке
- ПодршкаПоложај
- Угао препуста ослонца
- Шаблон подршке
- Густина подршке
- З растојање подршке
- Омогући интерфејс подршке
- Постепени кораци за попуњавање подршке
Осим ових, остале поставке обично можете оставити на подразумеваним, и то ће бити сасвим у реду осим ако немате напредни проблем који треба да решите са својом подршком.
Која је најбоља структура подршке?
Прво подешавање које добијете када прегледате подешавања подршке у Цури је Структура подршке и овде можете да изаберете „Нормално“ или „Стабло“. Ово је врста технике која се користи за формирање потпорних структура за ваш модел.
За штампање једноставних модела који захтевају стандардне препусте, већина људи обично користи „Нормално“. Ово је поставка у којој се потпорне конструкције спуштају право надоле вертикално и штампају испод делова који надвисују.
С друге стране, носачи дрвета су обично резервисани за сложеније моделе који имају деликатне/танке препусте. Касније ћу у овом чланку детаљније објаснити подршку за дрво.
Већина људи користи „Нормал“ пошто је то углавном подразумевана поставка за њега и добро функционише за већину модела.
Које је најбоље постављање подршке?
Постављање подршке је још једно битно подешавање где можете да одредите како су постављене структуре подршке. Можете изабрати „Свуда“ или „ДодиривањеБуилдплате.“
Разлика између ова два подешавања је прилично једноставна за разумевање.
Када одаберете „Додиривање Буилдплате“, ваши ослонци ће се производити на деловима модела где подршка има директан пут до плоче за израду, без да вам други део модела смета.
Када изаберете „Свуда“, ваши носачи ће се производити по целом моделу, у складу са подешавањима подршке које сте подесили . Неће бити важно да ли је ваш део сложен и да има заокрете и окрете свуда около, ваши носачи ће бити одштампани.
Који је најбољи угао препуста подршке?
Угао препуста ослонца је минимални угао који је неопходан да би се подржано штампало.
Када имате препуст од 0°, сваки појединачни препуст ће бити креиран, док угао препуста подршке од 90° неће створити ништа у смислу подржава.
Подразумевана вредност коју ћете наћи у Цури је 45° што је тачно у средини. Што је угао мањи, то ће ваш штампач створити више препуста, док што је већи угао, то ће бити мање ослонаца.
У зависности од перформанси и калибрације вашег 3Д штампача, можете успешно да користите већи угао. угао и даље будите у реду са својим 3Д отисцима.
Многи хобисти 3Д штампача препоручују вредност око 50° за угао препуста подршке, како би се осигурало да ваши 3Д отисци и даље лепо излазе и уштедели мало материјала од мањеструктуре подршке.
Дефинитивно бих ово тестирао за ваш сопствени 3Д штампач и видео шта вам најбоље одговара.
Одличан начин да тестирате способности вашег 3Д штампача, као и превис перформансе су 3Д штампање Микро све-у-једном теста 3Д штампача (Тхингиверсе).
То се не преводи директно у угао препуста подршке који можете да користите, али вам омогућава да тестирате своју способност да повећајте га даље.
Који је најбољи образац подршке?
Постоји много образаца подршке које можете изабрати у Цури, што нам даје могућност да прилагодимо начин на који се наша подршка гради. У зависности од тога шта тражите, постоји најбоља шема подршке за вас.
Ако желите ослонце који су чврсти и који могу добро да се држе, добро ћете се снаћи са шаблоном троуглова који је најчвршћи све шаре, док се мрежа такође добро држи.
Цик-цак образац је најбољи образац подршке за препусте, заједно са шаблоном линија.
Ако се питате који образац подршке Најлакше је уклонити, ја бих ишао са цик-цак шаблоном јер се савија према унутра и скида у тракама. Цура ослонци који су превише јаки треба да користе шаблон подршке који се лако уклања.
О другим обрасцима подршке ћу говорити даље у овом чланку, тако да их можете мало боље разумети.
Образац подршке и густина подршке (следећа поставка подршке о којој ће се расправљати) делеповезати заједно. Густина једног обрасца подршке може да произведе више или мање материјала у оквиру 3Д штампе.
На пример, шаблон за подршку жироида са 5% испуне може се показати довољним за модел, док образац за подршку линија са истом испуном можда неће издржати
Која је најбоља густина подршке?
Густина потпоре у Цура је брзина којом се потпорне структуре пуне материјалом. При вишим вредностима, линије у потпорним структурама ће се држати близу једна другој, чинећи да изгледа густо.
При нижим вредностима, ослонци ће бити даље један од другог, чинећи носећу структуру мање густом.
Подразумевана густина подршке у Цури је 20%, што је прилично добро за пружање чврсте подршке вашем моделу. То је оно што већина људи користи, и савршено функционише.
Оно што можете да урадите је да смањите густину подршке на 5-10% и да имате добра подешавања интерфејса подршке како бисте осигурали да ваша подршка добро функционише.
Обично нећете морати да повећавате густину подршке превисоко да бисте имали добре ослонце.
Када повећате густину подршке, то побољшава превисе и смањује савијање пошто су ослонци међусобно густо повезани . Мање је вероватно да ћете видети да ваша подршка не успе ако постоји проблем током процеса штампања.
Супротна страна повећања густине подршке је да ће ваше ослонце бити теже уклонити због већег бројаадхезиона површина. Такође ћете користити више материјала за носаче и отисци ће трајати дуже.
Међутим, одлично место за почетак је обично око 20%. Можете ићи ниже и више у зависности од ситуације, али 20% густине је добро правило да наставите да користите своје потпорне структуре.
Образац подршке има значајан утицај на то колика је густина подршке заправо предвиђено, у смислу колико се материјала користи. Густина ослонца од 20% са узорком линија неће бити иста као са гироидним узорком.
Која је најбоља ослона З растојање?
Опорна З растојање је једноставно растојање од горњи и доњи део ваше подршке за сам 3Д штампа. Пружа вам слободан простор тако да можете лакше уклонити своје ослонце.
Поправљање ове поставке је прилично лако јер се заокружује на вишеструку висину вашег слоја. Ваша подразумевана вредност унутар Цура ће једноставно бити једнака висини вашег слоја, мада ако вам је потребно више слободног простора, можете 2к већу вредност.
Један корисник који је ово испробао открио је да је подлоге било много лакше уклонити. Штампао је са висином слоја од 0,2 мм и растојањем З од 0,4 мм.
Обично нећете морати да мењате ово подешавање, али је лепо знати да постоји ако желите да олакшате ослонце за уклањање.
Цура воли да ову поставку назива „најутицајнијим фактором у томе колико се подршка придржавана модел.”
Висока вредност овог растојања омогућава већи размак између модела и ослонца. Ово значи лакшу накнадну обраду и ствара глаткију површину модела због смањене контактне површине са ослонцима.
Мала вредност је корисна када покушавате да подржите сложене превисе што приближава отисак носача подршци, али подршке ће бити теже уклонити.
Пробајте да се поиграте са различитим вредностима ових растојања да бисте пронашли савршену фигуру која вам одговара.
Шта је Омогући интерфејс подршке?
Интерфејс подршке је једноставно слој потпорног материјала између нормалних носача и модела, иначе посматран као контактна тачка. Направљен је да буде гушћи од стварних носача јер захтева више контакта са површинама.
Цура би ово требало да има укључено подразумевано, заједно са „Омогући потпорни кров“ и „Омогући под за подршку“ за генерисање те гушће површине на врху и дну ваших носача.
Унутар ових подешавања у приказу „Стручњак“, такође ћете пронаћи дебљину интерфејса подршке &амп; Густина интерфејса подршке. Помоћу ових подешавања можете да контролишете колико су дебеле и густе горње и доње тачке повезивања ваших носача.
Шта су кораци постепеног попуњавања подршке?
Кораци постепеног попуњавања подршке представљају број пута да смањи густину испуне носача за половину