
सामग्री सारणी
3D प्रिंटिंग अनेकदा क्लिष्ट होऊ शकते आणि तुम्ही तुमच्या मॉडेल्सवर वेळोवेळी सपोर्ट स्ट्रक्चर्स वापरण्याची शक्यता असते. जेव्हाही असे घडते, तेव्हा तुमची समर्थन सेटिंग्ज योग्यरित्या कॅलिब्रेट केली आहेत याची तुम्हाला खात्री करणे आवश्यक आहे. तसे न केल्यास, तुमच्या मॉडेल्सना गुणवत्तेच्या बाबतीत खूप त्रास होऊ शकतो.
या लेखात, मी सपोर्ट सेटिंग्ज काय आहेत आणि तुम्ही Cura वापरून तुमच्या 3D प्रिंटरसाठी सर्वोत्तम सपोर्ट सेटिंग्ज कशा मिळवू शकता हे सांगण्याचा प्रयत्न करेन. सॉफ्टवेअर.
हे देखील पहा: सिंपल एंडर 3 प्रो पुनरावलोकन - खरेदी करणे योग्य आहे की नाही?क्युरा मधील 3D प्रिंटिंगसाठी सपोर्ट सेटिंग्ज काय आहेत?
3D प्रिंटिंगमधील सपोर्ट सेटिंग्ज तुमचे समर्थन कसे तयार केले जातात ते समायोजित करण्यासाठी वापरले जातात. घनता, सपोर्ट पॅटर्न, सपोर्ट आणि मॉडेलमधील अंतर, अगदी ओव्हरहॅंग अँगलला सपोर्ट करण्यासाठी हे समर्थन कोठून तयार केले जातील ते असू शकते. डीफॉल्ट क्युरा सेटिंग्ज बहुतेक चांगल्या प्रकारे कार्य करतात.
समर्थन हे 3D प्रिंटिंगचा एक महत्त्वाचा भाग आहे, विशेषत: जटिल मॉडेल्ससाठी आणि त्यात बरेच भाग आहेत. जर तुम्ही “T” अक्षराच्या आकारात 3D प्रिंटचा विचार करत असाल, तर बाजूच्या ओळींना आधार आवश्यक असेल कारण ते हवेत मुद्रित करू शकत नाही.
एक स्मार्ट गोष्ट म्हणजे दिशा बदलणे आणि बिल्ड प्लेटवर विस्तारित ओव्हरहॅंग्स सपाट असतात, ज्यामुळे सपोर्टची आवश्यकता नसते, परंतु बर्याच बाबतीत, तुम्ही सपोर्ट वापरणे टाळू शकत नाही.
जेव्हा तुम्ही शेवटी तुमच्या मॉडेल्सवर सपोर्ट वापरता, तुम्हाला भरपूर समर्थन सेटिंग्ज सापडतीलभरणे वरपासून खालपर्यंत जाते. इन्फिलची सर्वोच्च घनता मॉडेलच्या वरच्या पृष्ठभागावर असेल, तुमच्या सपोर्ट इन्फिल डेन्सिटी सेटिंगपर्यंत.
लोक हे सेटिंग 0 वर सोडतात, परंतु तुम्ही सेव्ह करण्यासाठी हे सेटिंग वापरून पहावे. तुमच्या मॉडेलची कार्यक्षमता कमी न करता फिलामेंट. सामान्य प्रिंट्ससाठी सेट करण्यासाठी चांगले मूल्य 3 आहे, तर मोठ्या प्रिंट्स जास्त वाढवल्या जाऊ शकतात.
3D प्रिंटिंगच्या क्षेत्रात, प्रयोग करणे महत्त्वाचे आहे. वेगवेगळ्या सपोर्ट सेटिंग्जसह फिरून पण तार्किक सीमांमध्ये राहून, तुम्हाला शेवटी अशी मूल्ये सापडतील जी तुम्हाला उल्लेखनीयपणे पुढे नेतील. संयम असणे आवश्यक आहे.
तुम्ही काय करू शकता ते म्हणजे अॅपच्या इंटरफेसमधून "क्युरा सेटिंग्ज मार्गदर्शक" प्लग-इन स्थापित करणे. नवशिक्यांसाठी हे सॉफ्टवेअर कसे कार्य करते आणि विविध सेटिंग्ज प्रत्यक्षात कशासाठी आहेत हे समजून घेण्याचा हा एक उत्तम मार्ग आहे.
3D प्रिंटिंगसाठी सर्वोत्तम सपोर्ट पॅटर्न काय आहे?
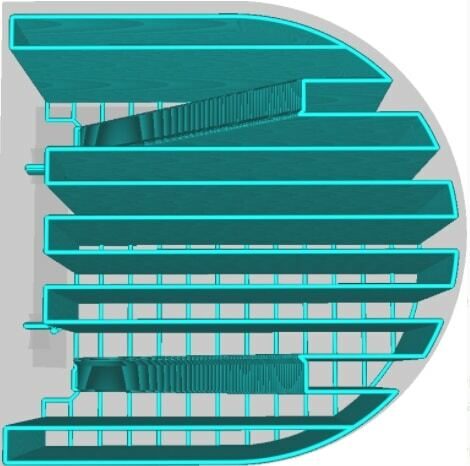
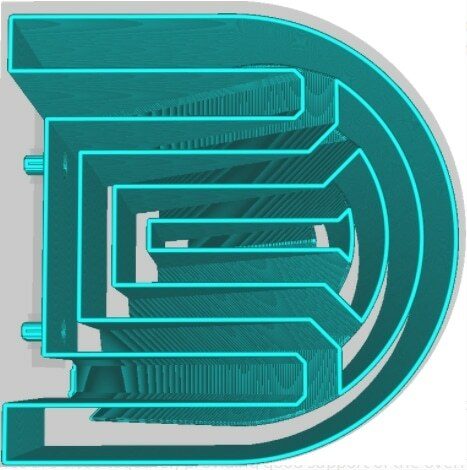
3D प्रिंटिंगसाठी सर्वोत्तम सपोर्ट पॅटर्न झिगझॅग पॅटर्न आहे कारण त्यात सामर्थ्य, वेग आणि काढण्याची सुलभता यांचा उत्तम समतोल आहे.
तुमच्या 3D प्रिंट्ससाठी सर्वोत्तम सपोर्ट पॅटर्न निवडताना, मी मुख्यतः झिगझॅग आणि रेषा पॅटर्न कारण त्यांचा वेग, सामर्थ्य आणि काढणे सोपे आहे . झिगझॅग, विशेषतः, इतर पॅटर्नच्या तुलनेत मुद्रित करण्यासाठी सर्वात वेगवान देखील आहे.
इतर समर्थन नमुन्यांमध्ये हे समाविष्ट आहे:
- रेषा
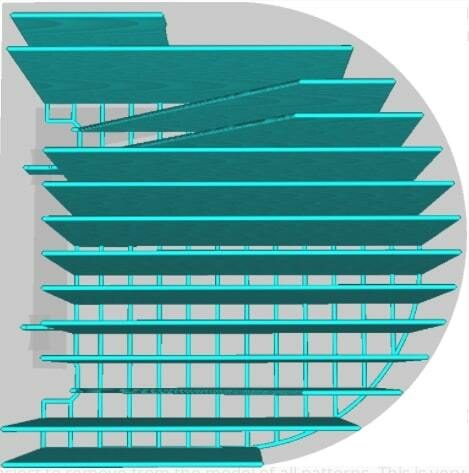
रेषा जवळूनZigzag सारखे दिसते आणि सर्वोत्तम सपोर्ट पॅटर्नपैकी एक आहे. तथापि, हे झिगझॅगपेक्षा मजबूत आहे आणि समर्थन संरचना बनवते जे काढणे थोडे कठीण होईल. अधिक बाजूने, तुम्हाला ठोस समर्थन मिळते.
- ग्रिड
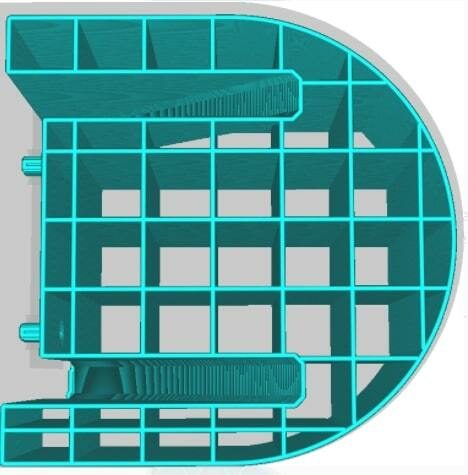
ग्रिड सपोर्ट पॅटर्न फॉर्म समर्थन एकमेकांना लंब असलेल्या सरळ रेषांच्या दोन संचाच्या आकारातील रचना. यानंतर सातत्यपूर्ण ओव्हरलॅपिंग केले जाते जे चौरस बनवते.
ग्रिड सरासरी ओव्हरहॅंग गुणवत्ता निर्माण करते परंतु मजबूत, विश्वासार्ह समर्थनांसाठी अत्यंत शिफारसीय आहे. तथापि, थोडे लवचिकता असल्याने, समर्थन काढणे कठीण होऊ शकते.
- त्रिकोण
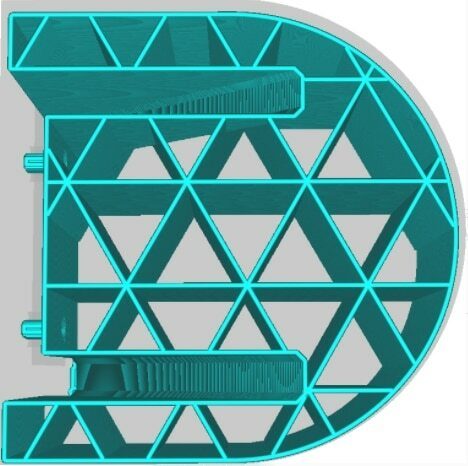
त्रिकोण पॅटर्न सर्व सपोर्ट पॅटर्नपैकी सर्वात मजबूत आहे. हे समभुज त्रिकोणांचे एक अॅरे बनवते जे त्यास कमी ते लवचिकता प्रदर्शित करण्यास अनुमती देते.
हे खराब गुणवत्तेचे ओव्हरहॅंग कोन तयार करते आणि तुमच्या प्रिंटमधून काढण्यासाठी सर्वात कठीण समर्थन संरचना असेल.
- केंद्रित
केंद्रित सपोर्ट पॅटर्न दंडगोलाकार आकार आणि गोलाकारांसाठी उत्तम आहे. ते काढणे सोपे आहे आणि कमीत कमी प्रयत्नाने ते आतल्या बाजूने वाकले जातील.
तथापि, कॉन्सेंट्रिक पॅटर्न इकडे-तिकडे गडबड करण्यासाठी ओळखले जाते, ज्यामुळे अनेकदा मध्य हवेत सपोर्ट निलंबित होतो.
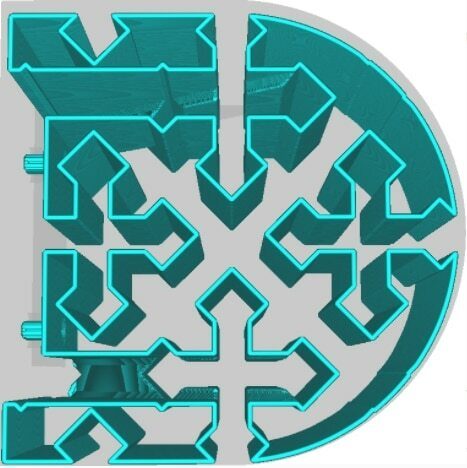
- क्रॉस
क्रॉस सपोर्ट पॅटर्न सर्व सपोर्टमधून काढून टाकणे सर्वात सोपा आहेक्युरा मध्ये नमुने. हे तुमच्या सपोर्ट स्ट्रक्चर्समध्ये क्रॉस-सारखे आकार प्रदर्शित करते आणि सर्वसाधारणपणे फ्रॅक्शनल पॅटर्न काढते.
जेव्हा तुम्हाला मजबूत आणि मजबूत सपोर्ट आवश्यक असतो तेव्हा क्रॉस वापरता येत नाही.
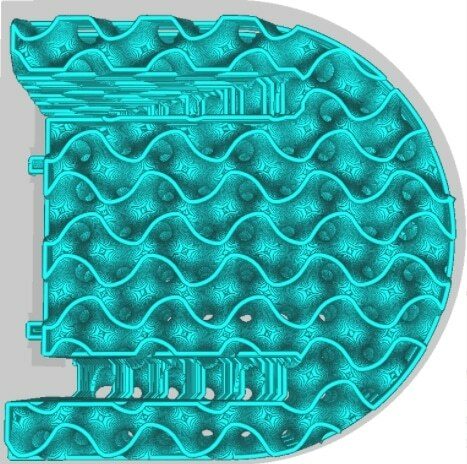
- Gyroid
Gyroid पॅटर्न मजबूत आणि विश्वासार्ह आहे. हे सपोर्ट स्ट्रक्चरच्या व्हॉल्यूममध्ये वेव्ह-सदृश पॅटर्न वैशिष्ट्यीकृत करते आणि ओव्हरहॅंगच्या सर्व ओळींना समान समर्थन प्रदान करते.
विद्राव्य समर्थन सामग्रीसह मुद्रित करताना Gyroid अत्यंत शिफारसीय आहे. एकल व्हॉल्यूम असलेली हवा सॉल्व्हेंटला त्वरीत समर्थन संरचनेच्या अंतर्गत भागात पोहोचू देते, ज्यामुळे ते जलद विरघळते.
वेगवेगळ्या नमुन्यांची ताकद आणि कमकुवतता वेगवेगळी असते.<1
बरेच लोक सहमत आहेत की झिगझॅग हा क्युराने ऑफर केलेला सर्वोत्तम सपोर्ट पॅटर्न आहे. हे बर्यापैकी मजबूत, विश्वासार्ह आणि प्रिंटच्या शेवटी काढण्यास अपवादात्मकपणे सोपे आहे.
लाइन्स हा आणखी एक लोकप्रिय सपोर्ट पॅटर्न आहे ज्यावर बरेच लोक काम करणे देखील निवडतात.
कसे मिळवायचे Cura मध्ये सानुकूल सपोर्ट सेटिंग्ज परफेक्ट
Cura ने आता कस्टम सपोर्टमध्ये प्रवेश प्रदान केला आहे, एक वैशिष्ट्य जे Simplify3D साठी राखीव असायचे जे प्रीमियम स्लाइसर आहे.
आम्ही डाउनलोड करून सानुकूल समर्थनांमध्ये प्रवेश करू शकतो Cura सॉफ्टवेअरमधील प्लगइन ज्याला सिलिंड्रिकल कस्टम सपोर्ट्स म्हणतात, अॅपच्या वरच्या उजव्या बाजूला मार्केटप्लेसमध्ये आढळते.
एकदा तुम्हाला प्लगइन सापडले आणि ते डाउनलोड केले की तुम्हीक्युरा रीस्टार्ट करण्यासाठी सूचित केले जेथे तुम्हाला या अतिशय व्यावहारिक सानुकूल समर्थनांमध्ये प्रवेश असेल. मी त्यांचा आता बर्याच प्रिंट्सवर यशस्वीरित्या वापर केला आहे, ते उत्तम काम करतात.
त्यातील सर्वात चांगली गोष्ट म्हणजे तुम्हाला एका भागात क्लिक करणे, नंतर दुसर्यावर क्लिक करणे आणि तुम्ही तयार कराल. त्या दोन क्लिक दरम्यान सानुकूल समर्थन.
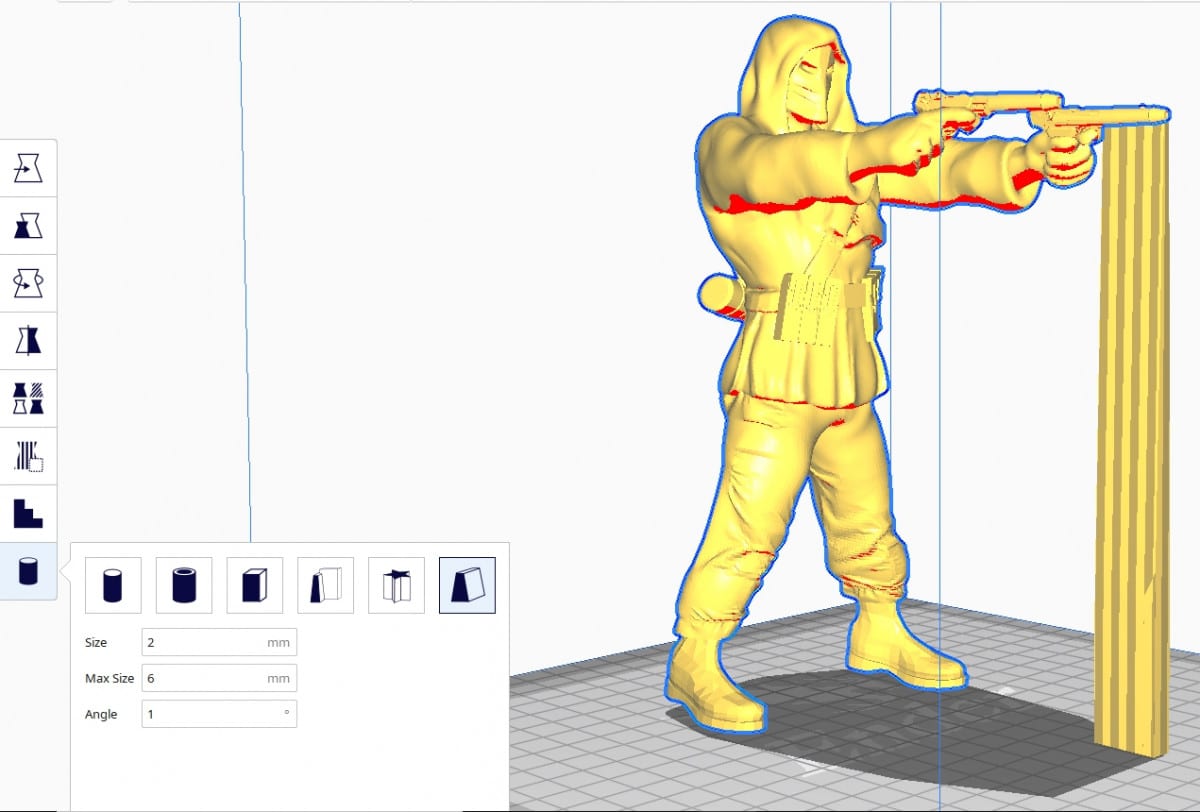
तुम्ही आकार, आकार, कमाल आकार, प्रकार आणि अगदी Y दिशेवर सेट करणे. हे फक्त शोसाठी नाहीत कारण तुम्ही तुमच्या मॉडेल्ससाठी काही उच्च स्तरीय सपोर्ट्स खूप लवकर तयार करू शकता.
सपोर्ट आकारांसाठी तुम्ही हे वापरू शकता:
- सिलेंडर
- क्यूब
- अबटमेंट
- फ्रीफॉर्म
- सानुकूल
तुम्ही सेट केलेली तुमची मानक समर्थन सेटिंग्ज लागू होतील जसे की इनफिल घनता आणि नमुना.
हे सानुकूल समर्थन कसे कार्य करते त्यामागील व्हिज्युअल ट्यूटोरियल पाहण्यासाठी खालील व्हिडिओ पहा.
क्युरा साठी सर्वोत्तम क्युरा ट्री सपोर्ट सेटिंग्ज
सर्वोत्तम ट्री सपोर्ट सेटिंग्जसाठी , बहुतेक लोक 40-50° च्या दरम्यान कुठेही शाखा कोन शिफारस करतात. शाखा व्यासासाठी, 2-3 मिमी प्रारंभ करण्यासाठी एक उत्तम जागा आहे. शिवाय, तुमची शाखा अंतर किमान 6 मिमी वर सेट केले आहे याची तुम्हाला खात्री करायची आहे.
तुम्हाला क्युरा मधील "प्रायोगिक" टॅब अंतर्गत उर्वरित ट्री समर्थन सेटिंग्ज येथे आहेत.
- वृक्ष समर्थन शाखा व्यास कोन – शाखेचा कोन तळाच्या दिशेने वाढणारा व्यास (5° वर डीफॉल्ट)
- ट्री सपोर्ट कोलिजन रिझोल्यूशन- शाखांमध्ये टक्कर टाळण्याची अचूकता निर्धारित करते (डिफॉल्ट सपोर्ट लाइन रुंदी प्रमाणेच)
मी 3D प्रिंटिंगसाठी क्युरा प्रायोगिक सेटिंग्ज कशी वापरायची या नावाचा एक लेख लिहिला आहे जो तुम्ही तपासू शकता.
CHEP द्वारे खाली दिलेला व्हिडिओ ट्री सपोर्ट्सबद्दल काही तपशील देतो.
शाखा व्यासाच्या कोनासाठी, अनेक वापरकर्त्यांनी ते 5° वर सेट केले आहे. हा कोन अशा रीतीने ओरिएंटेड असावा अशी आमची इच्छा आहे जेणेकरून झाडाचा आधार न डगमगता किंवा न हलता मजबूत उभा राहू शकेल.
ट्री सपोर्ट कोलिजन रिझोल्यूशनसाठी, 0.2 मिमी ही एक चांगली आकृती आहे. ते आणखी वाढवल्याने झाडाच्या फांद्या कमी दर्जाच्या दिसू शकतात, परंतु तुमचा अधिक वेळ वाचेल. तुमच्यासाठी काय काम करते हे पाहण्यासाठी प्रयोग करून पहा.
ट्री सपोर्ट हा तुमच्या मॉडेलसाठी सपोर्ट स्ट्रक्चर्स निर्माण करण्याचा क्युराचा अनोखा मार्ग आहे.
सामान्य सपोर्टला तुलनेने जास्त वेळ लागत असल्यास लहान, तुम्हाला ट्री सपोर्ट्सचा विचार करावासा वाटेल, परंतु तुम्ही असे करण्यामागे हे एकमेव कारण नाही.
हे कमी फिलामेंट वापरतात आणि पोस्ट-प्रोसेसिंग हे निःसंशयपणे ट्री सपोर्टचा सर्वोत्तम भाग आहे. ते काय करतात ते मॉडेलला आच्छादित करतात आणि शाखा तयार करतात जे एकत्रितपणे मॉडेलभोवती एक कवच तयार करतात.
त्या शाखा केवळ मॉडेलच्या निवडलेल्या भागांना समर्थन देत असल्याने आणि नंतर शेलसारखा आकार बनवतात, त्या सहसा लगेच पॉप ऑफ होतात थोडेसे ते कोणतेही प्रयत्न न करता आणि गुळगुळीत पृष्ठभागाची शक्यता वाढवतेगुणवत्ता.
हे देखील पहा: 7 सर्वोत्तम बजेट रेझिन 3D प्रिंटर $500 अंतर्गततथापि, मी जटिल मॉडेलसाठी ट्री सपोर्ट वापरण्याची शिफारस करतो. सरासरी ओव्हरहॅंगसह 3D प्रिंटरच्या काही भागांसारख्या सोप्या मॉडेलसाठी, ट्री सपोर्ट आदर्श नसतील.
क्युराच्या वेगळ्या सपोर्ट जनरेटिंग तंत्रासाठी कोणते मॉडेल चांगले उमेदवार आहे किंवा नाही हे तुम्हाला स्वतःचे मूल्यांकन करावे लागेल.<1
लघुचित्रांसाठी सर्वोत्कृष्ट क्युरा सपोर्ट सेटिंग्ज
लघुचित्र छपाईसाठी, 60° सपोर्ट ओव्हरहॅंग अँगल सुरक्षित आणि प्रभावी आहे. तुमच्या मिनीमध्ये अधिक तपशीलांसाठी लाइन्स सपोर्ट पॅटर्न वापरण्यासाठी तुम्ही उत्तम आहात. याव्यतिरिक्त, समर्थन घनता त्याच्या डीफॉल्ट मूल्यावर ठेवा (म्हणजे 20%) आणि यामुळे तुम्हाला चांगली सुरुवात करावी लागेल.
लघुचित्रांसाठी ट्री सपोर्ट वापरणे खरोखरच लोकप्रिय आहे कारण त्यांच्याकडे अधिक जटिल आकार आणि तपशील असतात, विशेषत: जेव्हा तलवारी, कुऱ्हाडी, विस्तारित हातपाय आणि त्या निसर्गाच्या गोष्टी असतात.
एका वापरकर्त्याने नमूद केले की तो त्याच्या लघुचित्रांची STL फाईल कशी घेतो, मेश्मिक्सरमध्ये आयात करतो, त्यानंतर सॉफ्टवेअरने काही उच्च दर्जाचे ट्री सपोर्ट तयार केले. त्यानंतर, तुम्ही अद्ययावत केलेली फाइल परत STL मध्ये एक्सपोर्ट करू शकता आणि तिचे तुकडे क्युरामध्ये करू शकता.
माझा लेख पाहा गुणवत्तेसाठी सर्वोत्कृष्ट 3D प्रिंट मिनिएचर सेटिंग्ज.
तुम्ही यासह मिश्रित परिणाम मिळवू शकता हे हे प्रयत्न करण्यासारखे आहे, परंतु बहुतेक भागांसाठी, मी क्युराला चिकटून राहीन. मॉडेलवर अवलंबून, टचिंग बिल्डप्लेटसाठी तुमचे सपोर्ट प्लेसमेंट निवडणे अर्थपूर्ण आहे, त्यामुळे ते तयार होणार नाहीततुमच्या लघुचित्राच्या शीर्षस्थानी.
सामान्य समर्थन वापरणे कार्य करू शकते, विशेषत: तुम्ही तुमचे स्वतःचे सानुकूल समर्थन तयार केल्यास, परंतु वृक्ष समर्थन तपशीलवार मिनीसाठी खरोखर चांगले कार्य करतात. काही प्रकरणांमध्ये, ट्री सपोर्ट्सना मॉडेलच्या संपर्कात येण्यात अडचण येऊ शकते.
तुम्हाला याचा अनुभव येत असल्यास, तुमच्या रेषेची रुंदी तुमच्या लेयरच्या उंचीइतकी करण्याचा प्रयत्न करा.
जोडण्यासाठी आणखी एक गोष्ट आहे समर्थन कमी करण्यासाठी तुम्ही चांगले अभिमुखता वापरत असल्याची खात्री करा. तुमच्या 3D मुद्रित लघुचित्रांसाठी योग्य रोटेशन आणि कोन हे कसे घडते यात लक्षणीय फरक करू शकतात.
3D प्रिंटेड टेबलटॉपचा खालील व्हिडिओ काही आश्चर्यकारक लघुचित्रे मुद्रित करण्यासाठी तुमच्या सेटिंग्जमध्ये डायल करण्यासाठी उत्तम आहे. हे सहसा लहान थर उंचीवर येते आणि कमी वेगाने मुद्रण होते.
तुम्ही तुमचा 3D प्रिंटर यशस्वीरित्या 3D मुद्रित करण्यासाठी काही चांगले ओव्हरहॅंग कोन ट्यून करू शकता, तर तुम्ही समर्थनांची संख्या कमी करू शकता. वर नमूद केल्याप्रमाणे, एक चांगला ओव्हरहॅंग एंगल 50° आहे, परंतु जर तुम्ही 60° पर्यंत स्ट्रेच करू शकता, तर ते कमी सपोर्ट्स बनवेल.
सपोर्ट झेड डिस्टन्स हे मिनी प्रिंट करताना सावध राहण्याची आणखी एक महत्त्वाची सेटिंग आहे. तुमच्या मॉडेल आणि इतर सेटिंग्जच्या आधारावर, हे बदलू शकते, परंतु 0.25mm चे मूल्य मी आजूबाजूला संशोधन करताना पाहिलेल्या अनेक प्रोफाइलसाठी सामान्य मानक म्हणून काम करते असे दिसते.
उच्च-गुणवत्तेच्या मिनीसाठी काळजीपूर्वक ऑप्टिमाइझ केलेल्या सेटिंग्जची आवश्यकता असते , आणि ते अगदी योग्यरित्या मुद्रित करणे कठीण असताना, चाचणी-आणि-त्रुटी तुम्हाला हळूहळू तिथे पोहोचवेल.
याशिवाय, क्युरा मधील “गुणवत्ता” टॅबखाली दिसणारी सपोर्ट लाइन विड्थ नावाची दुसरी सेटिंग येथे भूमिका बजावत असल्याचे दिसते. त्याचे मूल्य कमी केल्याने तुमच्या ट्री सपोर्ट आणि मॉडेलमधील अंतर कमी होईल.
मी खूप मजबूत असलेल्या क्युरा सपोर्ट सेटिंग्जचे निराकरण कसे करू?
खूप मजबूत असलेल्या समर्थनांचे निराकरण करण्यासाठी, तुम्ही तुमची समर्थन घनता कमी केली पाहिजे, तसेच झिगझॅग सपोर्ट पॅटर्न वापरा. तुमचा सपोर्ट Z अंतर वाढवणे ही सपोर्ट काढणे सोपे बनवण्याची एक उत्तम पद्धत आहे. मी तुमचे स्वतःचे सानुकूल समर्थन देखील तयार करेन, जेणेकरून ते आवश्यक तितके कमी बांधले जाऊ शकतात.
सपोर्ट Z अंतर तुमच्या मॉडेलमधून समर्थन काढणे किती कठीण किंवा सोपे आहे यावर थेट परिणाम करू शकते.
"तज्ञ" सेटिंग्ज अंतर्गत आढळले, सपोर्ट Z अंतराचे दोन उपविभाग आहेत – शीर्ष अंतर आणि तळाचे अंतर. मुख्य सपोर्ट Z अंतर सेटिंगमध्ये तुम्ही जे ठेवता त्यानुसार ही मूल्ये बदलतात.
तुम्हाला Z अंतराचे मूल्य तुमच्या लेयरच्या उंचीच्या 2x असावे असे वाटते जेणेकरून तुमच्या मॉडेल आणि सपोर्टमध्ये अतिरिक्त जागा असेल. यामुळे सपोर्ट काढणे खूप सोपे झाले पाहिजे, तसेच ते तुमच्या मॉडेलला योग्यरित्या सपोर्ट करण्यासाठी पुरेसे आहे.
तुम्हाला कोणत्याही कारणास्तव सानुकूल समर्थन वापरू इच्छित नसल्यास, जसे की जोडण्यासाठी बरेच समर्थन आहेत , तुम्ही Cura मधील सपोर्ट ब्लॉकर्स नावाचे दुसरे वैशिष्ट्य वापरू शकता.
तुम्हाला नको तिथे सपोर्ट काढून टाकण्यासाठी याचा वापर केला जातो.ते तयार करावयाचे आहेत.
जेव्हा तुम्ही क्युरा वर मॉडेलचे तुकडे करता, तेव्हा सपोर्ट स्ट्रक्चर्स कुठे ठेवल्या जातील हे सॉफ्टवेअर ठरवते. तथापि, एखाद्या विशिष्ट बिंदूवर समर्थनाची आवश्यकता नसल्याचे तुम्हाला दिसल्यास, तुम्ही अवांछित समर्थन काढून टाकण्यासाठी सपोर्ट ब्लॉकर वापरू शकता.
हे अगदी सोपे आहे, परंतु तुम्ही खालील व्हिडिओ पाहून अधिक चांगले स्पष्टीकरण मिळवू शकता.
तुमच्या स्लायसरमध्ये, तुमचे समर्थन अधिक व्यावहारिक बनवण्यासाठी तुम्हाला काही उपयुक्त बदल करण्याची अनुमती देते.यापैकी एक म्हणजे तुमचे समर्थन अशा प्रकारे तयार करणे जे नंतर मॉडेलमधून काढून टाकणे सोपे करते. यामध्ये मदत करणारी विशिष्ट सेटिंग क्युरा मधील “सपोर्ट इंटरफेस डेन्सिटी” असेल.
हे सेटिंग मुळात सपोर्ट स्ट्रक्चरचा वरचा आणि खालचा भाग किती दाट असेल हे बदलते.
जर तुम्ही सपोर्ट इंटरफेसची घनता कमी करा, तुमचे सपोर्ट काढणे सोपे झाले पाहिजे आणि त्याउलट.
आम्ही एक सोपी सेटिंग देखील वापरू शकतो जी "तज्ञ" श्रेणीमध्ये नाही जेणेकरून सपोर्ट काढणे सोपे होईल. Z अंतर जे मी या लेखात पुढे स्पष्ट करेन.
क्युरामध्ये भरपूर सपोर्ट सेटिंग्ज आहेत ज्यांच्याबद्दल तुम्ही कधीच ऐकले नसेल, आणि सहसा ते समायोजित करावे लागणार नाहीत, परंतु काही व्यावहारिक असू शकतात. .
मूळ, प्रगत, तज्ञ आणि सानुकूल निवड यापासून तुम्ही तुमची सेटिंग्ज दृश्यमानता दृश्य बदलेपर्यंत यापैकी अनेक सेटिंग्ज तुम्हाला Cura मध्ये दिसणार नाहीत. तुमच्या Cura सेटिंग्ज शोध बॉक्सच्या उजव्या बाजूला असलेल्या 3 ओळींवर क्लिक केल्यावर हे आढळते.
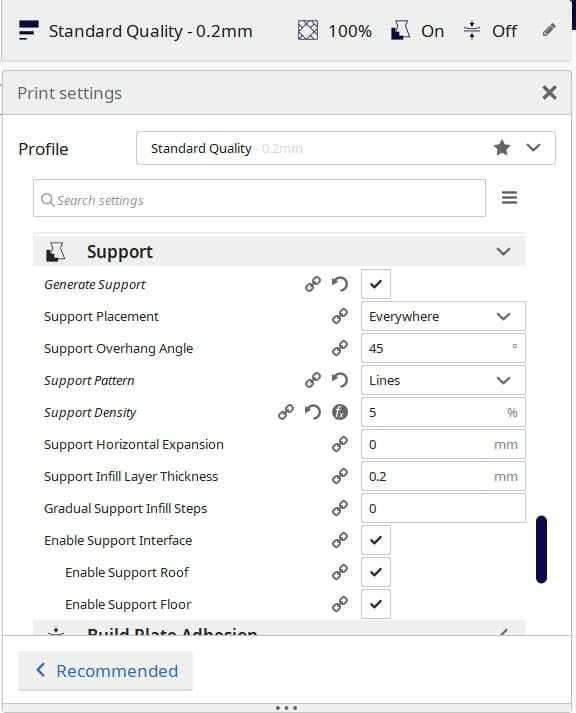
येथे काही सपोर्ट सेटिंग्ज आहेत ज्या चांगल्या कल्पनेसाठी Cura मध्ये आहेत (सेटिंग्ज दृश्यमानता “प्रगत” मध्ये समायोजित केली आहे):
- सपोर्ट स्ट्रक्चर - "सामान्य" सपोर्ट किंवा "ट्री" सपोर्ट यापैकी निवडा (लेखात "वृक्ष" हे पुढे स्पष्ट करेल)
- सपोर्ट प्लेसमेंट - यापैकी निवडातयार केलेल्या “सर्वत्र” किंवा “टचिंग बिल्डप्लेट”
- सपोर्ट ओव्हरहॅंग एंगल - ओव्हरहॅंगिंग भागांसाठी समर्थन तयार करण्यासाठी किमान कोन
- सपोर्ट पॅटर्न – सपोर्ट स्ट्रक्चर्सचा पॅटर्न
- सपोर्ट डेन्सिटी - सपोर्ट स्ट्रक्चर्स किती दाट आहेत हे ठरवते
- सपोर्ट क्षैतिज विस्तार - सपोर्टची रुंदी वाढवते
- सपोर्ट इनफिल लेयरची जाडी - सपोर्ट्समधील इन्फिलची लेयर उंची (अनेक लेयर उंची)
- हळूहळू सपोर्ट इनफिल स्टेप्स - सपोर्टची घनता कमी करते पायऱ्यांमध्ये तळाशी
- सपोर्ट इंटरफेस सक्षम करा - समर्थन आणि मॉडेल (“तज्ञ” दृश्यमानता) यांच्यामध्ये थेट स्तर समायोजित करण्यासाठी अनेक सेटिंग्ज सक्षम करते
- सपोर्ट रूफ सक्षम करा – सपोर्टच्या शीर्षस्थानी आणि मॉडेल दरम्यान सामग्रीचा दाट स्लॅब तयार करा
- सपोर्ट फ्लोअर सक्षम करा - सपोर्टच्या तळाच्या दरम्यान सामग्रीचा दाट स्लॅब तयार करा आणि मॉडेल
क्युरा मधील "तज्ञ" दृश्यमानता दृश्य अंतर्गत आणखी सेटिंग्ज आहेत.
आता तुम्हाला सपोर्ट सेटिंग्ज काय आहेत ते पहा. आणि ते कसे उपयुक्त ठरू शकतात, चला इतर सपोर्ट सेटिंग्जबद्दल अधिक तपशीलवार माहिती घेऊ.
मला क्युरामध्ये सर्वोत्तम सपोर्ट सेटिंग्ज कशी मिळतील?
क्युरा मधील काही सपोर्ट सेटिंग्ज येथे आहेत. तुम्हाला तुमच्या सपोर्ट स्ट्रक्चर ऑप्टिमाइझ करायच्या असल्यास तुम्हाला अॅडजस्ट करायचे आहे.
- सपोर्ट स्ट्रक्चर
- सपोर्टप्लेसमेंट
- सपोर्ट ओव्हरहॅंग अँगल
- सपोर्ट पॅटर्न
- सपोर्ट डेन्सिटी
- सपोर्ट Z अंतर
- सपोर्ट इंटरफेस सक्षम करा
- हळूहळू सपोर्ट इनफिल स्टेप्स
या व्यतिरिक्त, तुम्ही सामान्यत: उर्वरित सेटिंग्ज डीफॉल्टवर सोडू शकता आणि तुमच्या समर्थनांसह संबोधित करणे आवश्यक असलेली प्रगत समस्या नसल्यास ते ठीक होईल.
सर्वोत्तम सपोर्ट स्ट्रक्चर काय आहे?
क्युरा मधील सपोर्ट सेटिंग्ज पाहताना तुम्हाला पहिली सेटिंग मिळते ती म्हणजे सपोर्ट स्ट्रक्चर आणि तुमच्याकडे येथून निवडण्यासाठी एकतर "सामान्य" किंवा "ट्री" आहे. तुमच्या मॉडेलसाठी सपोर्ट स्ट्रक्चर्स तयार करण्यासाठी वापरल्या जाणार्या तंत्राचा हा प्रकार आहे.
सामान्य ओव्हरहॅंग्सची आवश्यकता असलेल्या अजिबात नसलेल्या मॉडेलच्या मुद्रणासाठी, बहुतेक लोक सामान्यत: "सामान्य" वापरतात. ही अशी सेटिंग आहे जिथे सपोर्ट स्ट्रक्चर्स सरळ उभ्या खाली सोडल्या जातात आणि ओव्हरहॅंगिंग भागांच्या खाली मुद्रित केल्या जातात.
दुसरीकडे, ट्री सपोर्ट सामान्यत: नाजूक/पातळ ओव्हरहँग असलेल्या अधिक जटिल मॉडेल्ससाठी राखीव असतात. मी या लेखात पुढे अधिक तपशीलवार ट्री सपोर्ट्सचे स्पष्टीकरण देईन.
बहुतेक लोक "सामान्य" वापरतात कारण ते त्याच्यासाठी डीफॉल्ट सेटिंग आहे आणि बहुतेक मॉडेलसाठी चांगले कार्य करते.
सर्वोत्तम सपोर्ट प्लेसमेंट म्हणजे काय?
सपोर्ट प्लेसमेंट ही आणखी एक आवश्यक सेटिंग आहे जिथे तुम्ही सपोर्ट स्ट्रक्चर्स कशी ठेवली जातात हे ठरवू शकता. तुम्ही एकतर "सर्वत्र" किंवा "स्पर्श करणारे" निवडू शकताबिल्डप्लेट.”
या दोन सेटिंग्जमधील फरक समजण्यास खूपच सोपा आहे.
जेव्हा तुम्ही “टचिंग बिल्डप्लेट” निवडता, तेव्हा तुमचे समर्थन मॉडेलच्या त्या भागांवर तयार केले जातील जेथे समर्थन आहे मॉडेलचा दुसरा भाग मार्गात न येता, बिल्ड प्लेटचा थेट मार्ग.
जेव्हा तुम्ही “सर्वत्र” निवडता, तेव्हा तुम्ही सेट केलेल्या सपोर्ट सेटिंग्जच्या अनुषंगाने तुमचे समर्थन संपूर्ण मॉडेलवर तयार केले जातील. . तुमचा भाग क्लिष्ट असेल आणि सर्व बाजूंनी वळण असेल तर काही फरक पडत नाही, तुमचे समर्थन छापले जातील.
सर्वोत्तम सपोर्ट ओव्हरहॅंग एंगल काय आहे?
सपोर्ट ओव्हरहॅंग एंगल आहे मुद्रित होण्यासाठी सपोर्ट करण्यासाठी आवश्यक असलेला किमान कोन.
जेव्हा तुमच्याकडे 0° ओव्हरहॅंग असेल, तेव्हा प्रत्येक ओव्हरहॅंग तयार होईल, तर 90°चा सपोर्ट ओव्हरहॅंग एंगल काहीही तयार करणार नाही. समर्थन करते.
तुम्हाला Cura मध्ये आढळणारे डीफॉल्ट मूल्य 45° आहे जे अगदी मध्यभागी आहे. कोन जितका कमी असेल तितका तुमचा प्रिंटर जास्त ओव्हरहॅंग्स तयार करेल, कोन जितका जास्त असेल तितके कमी समर्थन केले जातील.
तुमच्या 3D प्रिंटरच्या कार्यप्रदर्शन आणि कॅलिब्रेशनवर अवलंबून, तुम्ही यशस्वीरित्या उच्च वापरू शकता तुमच्या 3D प्रिंट्ससह कोनात राहा आणि तरीही चांगले रहा.
अनेक 3D प्रिंटरचे शौकीन सपोर्ट ओव्हरहॅंग अँगलसाठी सुमारे 50° मूल्याची शिफारस करतात, हे सुनिश्चित करण्यासाठी की तुमचे 3D प्रिंट्स अजूनही छान बाहेर येतील आणि कमीत कमी सामग्रीची बचत करा.सपोर्ट स्ट्रक्चर्स.
मी तुमच्या स्वत:च्या 3D प्रिंटरसाठी निश्चितपणे याची चाचणी घेईन आणि तुमच्यासाठी काय चांगले काम करते ते पाहीन.
तुमच्या 3D प्रिंटरची क्षमता तसेच तुमच्या ओव्हरहँगची चाचणी करण्याचा एक उत्तम मार्ग मायक्रो ऑल-इन-वन 3D प्रिंटर चाचणी (थिंगिव्हर्स) 3D मुद्रित करणे हे कार्यप्रदर्शन आहे.
तुम्ही कोणत्या सपोर्ट ओव्हरहॅंग अँगलचा वापर करू शकता याचे ते थेट भाषांतर करत नाही, परंतु ते तुम्हाला तुमच्या क्षमतेची चाचणी घेण्यास अनुमती देते ते आणखी वाढवा.
सर्वोत्तम सपोर्ट पॅटर्न काय आहे?
क्युरामध्ये निवडण्यासाठी अनेक सपोर्ट पॅटर्न आहेत, जे आम्हाला आमचे सपोर्ट कसे तयार केले जातात हे सानुकूलित करण्याचा पर्याय देते. तुम्ही काय शोधत आहात यावर अवलंबून, तुमच्यासाठी सर्वोत्तम सपोर्ट पॅटर्न आहे.
तुम्हाला बळकट आणि नीट धरून ठेवू शकणारे सपोर्ट हवे असल्यास, तुम्ही सर्वात मजबूत असलेल्या त्रिकोण पॅटर्नसह चांगले काम कराल. सर्व पॅटर्न, तर ग्रिड देखील चांगले धरून ठेवतात.
ओव्हरहँगसाठी झिग झॅग पॅटर्न हा लाइन्स पॅटर्नसह सर्वोत्कृष्ट सपोर्ट पॅटर्न आहे.
तुम्ही विचार करत असाल तर कोणता सपोर्ट पॅटर्न आहे काढणे सर्वात सोपे आहे, मी Zig Zag पॅटर्नसह जाईन कारण ते आतील बाजूस वाकते आणि पट्ट्यामध्ये खेचते. Cura सपोर्ट जे खूप मजबूत आहेत त्यांनी काढण्यास सोपा सपोर्ट पॅटर्न वापरला पाहिजे.
मी या लेखात इतर सपोर्ट पॅटर्नबद्दल पुढे बोलेन, जेणेकरून तुम्ही ते थोडे अधिक चांगल्या प्रकारे समजू शकाल.
सपोर्ट पॅटर्न आणि सपोर्ट डेन्सिटी (पुढील सपोर्ट सेटिंग ज्यावर चर्चा केली जाईल) शेअर कराएकत्र दुवा. एका सपोर्ट पॅटर्नची घनता 3D प्रिंटमध्ये कमी-जास्त प्रमाणात सामग्री तयार करू शकते.
उदाहरणार्थ, 5% इनफिल असलेला Gyroid सपोर्ट पॅटर्न मॉडेलसाठी पुरेसा ठरू शकतो, तर समान इनफिलसह लाईन्स सपोर्ट पॅटर्न धारण करू शकत नाही. चांगले आहे.
सर्वोत्तम सपोर्ट डेन्सिटी काय आहे?
क्युरा मधील सपोर्ट डेन्सिटी हा दर आहे ज्यावर सपोर्ट स्ट्रक्चर्स मटेरियलने भरले जातात. उच्च मूल्यांवर, सपोर्ट स्ट्रक्चर्समधील रेषा एकमेकांच्या जवळ धरल्या जातील, ज्यामुळे ते दाट दिसतील.
कमी मूल्यांवर, सपोर्ट्स आणखी वेगळे होतील, ज्यामुळे सपोर्ट स्ट्रक्चर कमी दाट होईल.
क्युरा मधील डीफॉल्ट समर्थन घनता 20% आहे, जी तुमच्या मॉडेलला बळकट समर्थन प्रदान करण्यासाठी चांगली आहे. बहुतेक लोक हेच करतात आणि ते अगदी चांगले कार्य करते.
तुम्ही काय करू शकता ते म्हणजे तुमची समर्थन घनता 5-10% पर्यंत कमी करणे आणि तुमचा सपोर्ट चांगला कार्य करतो याची खात्री करण्यासाठी चांगली सपोर्ट इंटरफेस सेटिंग्ज असणे.
चांगले सपोर्ट मिळण्यासाठी तुम्हाला सहसा तुमची सपोर्ट डेन्सिटी खूप जास्त वाढवायची नसते.
जेव्हा तुम्ही तुमची सपोर्ट डेन्सिटी वाढवता, तेव्हा ते ओव्हरहॅंग्स सुधारते आणि सपोर्ट्स घनतेने जोडलेले असल्यामुळे सॅगिंग कमी होते. . प्रिंटिंग प्रक्रियेदरम्यान काही समस्या आल्यास तुमचा सपोर्ट अयशस्वी होण्याची शक्यता कमी आहे.
तुमची सपोर्ट डेन्सिटी वाढवण्याची उलट बाजू अशी आहे की तुमचे समर्थन काढणे अधिक कठीण होईल.आसंजन पृष्ठभाग. तुम्ही सपोर्टसाठी अधिक सामग्री देखील वापरत असाल आणि तुमच्या प्रिंट्सला जास्त वेळ लागेल.
तथापि, सुरुवात करण्यासाठी एक उत्तम जागा साधारणतः २०% असते. तुम्ही परिस्थितीनुसार कमी आणि वर जाऊ शकता, परंतु तुमच्या सपोर्ट स्ट्रक्चर्सचा वापर करत राहण्यासाठी 20% घनता हा एक चांगला नियम आहे.
सपोर्ट पॅटर्नचा सपोर्ट डेन्सिटी प्रत्यक्षात किती आहे यावर महत्त्वपूर्ण प्रभाव पडतो. किती सामग्री वापरली जाते या संदर्भात प्रदान केले आहे. लाइन्स पॅटर्नसह 20% सपोर्ट डेन्सिटी ही गायरॉइड पॅटर्न सारखी नसेल.
सर्वोत्तम सपोर्ट Z अंतर काय आहे?
सपोर्ट Z अंतर हे फक्त पासूनचे अंतर आहे 3D प्रिंटलाच तुमच्या समर्थनाच्या वरच्या आणि तळाशी. हे तुम्हाला क्लीयरन्स प्रदान करते जेणेकरून तुम्ही तुमचे समर्थन सुलभतेने काढून टाकू शकता.
हे सेटिंग योग्यरित्या मिळवणे खूप सोपे आहे कारण ते तुमच्या लेयरच्या उंचीच्या पटीत पूर्ण केले आहे. Cura मधील तुमचे डीफॉल्ट मूल्य तुमच्या लेयरच्या उंचीइतके असेल, जरी तुम्हाला अधिक क्लिअरन्सची आवश्यकता असल्यास, तुम्ही मूल्य 2x करू शकता.
हे करून पाहणाऱ्या एका वापरकर्त्याला असे आढळले की समर्थन काढणे खूप सोपे होते. त्याने 0.2 मिमीच्या लेयरची उंची आणि 0.4 मिमीच्या सपोर्ट झेड अंतरासह मुद्रित केले.
तुम्हाला सहसा ही सेटिंग बदलण्याची गरज नाही, परंतु तुम्हाला समर्थन सोपे करायचे असल्यास ते तेथे आहे हे जाणून आनंद झाला. काढायलामॉडेलसाठी.”
या अंतराचे उच्च मूल्य मॉडेल आणि सपोर्टमधील मोठे अंतर निर्माण करण्यास अनुमती देते. हे सोपे पोस्ट-प्रोसेसिंगमध्ये भाषांतरित करते आणि समर्थनांसह कमी संपर्क क्षेत्रामुळे एक नितळ मॉडेल पृष्ठभाग तयार करते.
तुम्ही कॉम्प्लेक्स ओव्हरहॅंग्सला समर्थन देण्याचा प्रयत्न करत असताना कमी मूल्य उपयुक्त आहे ज्यामुळे समर्थन प्रिंट जवळ येते. समर्थनासाठी, परंतु समर्थन काढणे कठीण होईल.
तुमच्यासाठी योग्य आकृती शोधण्यासाठी या अंतरांच्या भिन्न मूल्यांसह खेळण्याचा प्रयत्न करा.
सपोर्ट इंटरफेस सक्षम करणे म्हणजे काय?
सपोर्ट इंटरफेस हा सामान्य समर्थन आणि मॉडेलमधील समर्थन सामग्रीचा एक स्तर आहे, अन्यथा संपर्क बिंदू म्हणून पाहिले जाते. हे वास्तविक सपोर्टपेक्षा अधिक घनतेसाठी बनवले आहे कारण त्याला पृष्ठभागांशी अधिक संपर्क आवश्यक आहे.
क्युराने हे डीफॉल्टनुसार चालू केले पाहिजे, तसेच "सपोर्ट रूफ सक्षम करा" आणि "सपोर्ट फ्लोअर सक्षम करा" तयार केले पाहिजे. तुमच्या सपोर्टच्या वरच्या आणि खालच्या बाजूस त्या घनदाट पृष्ठभाग.
"तज्ञ" व्ह्यूमध्ये या सेटिंग्जमध्ये, तुम्हाला सपोर्ट इंटरफेसची जाडी देखील मिळेल. समर्थन इंटरफेस घनता. या सेटिंग्जसह, तुम्ही तुमच्या सपोर्टचे वरचे आणि खालचे कनेक्शन पॉइंट किती जाड आणि दाट आहेत हे नियंत्रित करू शकता.
ग्रॅज्युअल सपोर्ट इनफिल स्टेप्स काय आहेत?
ग्रॅज्युअल सपोर्ट इनफिल स्टेप्स किती वेळा आहेत. आधार भरण्याची घनता निम्म्याने कमी करण्यासाठी