
విషయ సూచిక
3D ప్రింటింగ్ తరచుగా సంక్లిష్టంగా ఉంటుంది మరియు మీరు మీ మోడల్లలో ఎప్పటికప్పుడు సపోర్ట్ స్ట్రక్చర్లను ఉపయోగించే అవకాశం ఉంది. అది జరిగినప్పుడల్లా, మీ మద్దతు సెట్టింగ్లు తగిన విధంగా క్రమాంకనం చేయబడిందని మీరు నిర్ధారించుకోవాలి. లేకపోతే, మీ మోడల్లు నాణ్యత పరంగా చాలా నష్టపోవచ్చు.
ఈ కథనంలో, సపోర్ట్ సెట్టింగ్లు అంటే ఏమిటో మరియు మీరు క్యూరాని ఉపయోగించి మీ 3D ప్రింటర్కు ఉత్తమమైన మద్దతు సెట్టింగ్లను ఎలా పొందవచ్చో వివరించడానికి ప్రయత్నిస్తాను. సాఫ్ట్వేర్.
Curaలో 3D ప్రింటింగ్కు మద్దతు సెట్టింగ్లు అంటే ఏమిటి?
3D ప్రింటింగ్లోని మద్దతు సెట్టింగ్లు మీ మద్దతులు ఎలా సృష్టించబడతాయో సర్దుబాటు చేయడానికి ఉపయోగించబడతాయి. ఇది సపోర్ట్లు సృష్టించబడే చోట నుండి, సాంద్రత, మద్దతు నమూనా, మద్దతు మరియు మోడల్ మధ్య దూరాలు, ఓవర్హాంగ్ కోణాలకు కూడా మద్దతు ఇచ్చే వరకు ఉంటుంది. డిఫాల్ట్ క్యూరా సెట్టింగ్లు చాలా వరకు బాగా పని చేస్తాయి.
3D ప్రింటింగ్లో ముఖ్యంగా సంక్లిష్టమైన మరియు చాలా ఎక్కువ భాగాలను కలిగి ఉన్న మోడల్లకు మద్దతులు ముఖ్యమైన భాగం. మీరు “T” అక్షరం ఆకారంలో 3D ప్రింట్ గురించి ఆలోచిస్తే, ప్రక్కన ఉన్న లైన్లకు మద్దతు అవసరం ఎందుకంటే అది గాలిలో ముద్రించదు.
ఓరియంటేషన్ని మార్చడం మరియు బిల్డ్ ప్లేట్లో విస్తరించిన ఓవర్హాంగ్లు ఫ్లాట్గా ఉంటాయి, మద్దతు అవసరం లేని పరిస్థితికి దారి తీస్తుంది, కానీ చాలా సందర్భాలలో, మీరు మద్దతును ఉపయోగించకుండా ఉండలేరు.
చివరకు మీరు మీ మోడల్లలో మద్దతును ఉపయోగించినప్పుడు, మీరు కనుగొనే మద్దతు సెట్టింగ్లు పుష్కలంగా ఉన్నాయినింపడం పై నుండి క్రిందికి వెళుతుంది. ఇన్ఫిల్ యొక్క అత్యధిక సాంద్రత మోడల్ ఎగువ ఉపరితలాల వద్ద ఉంటుంది, మీ సపోర్ట్ ఇన్ఫిల్ డెన్సిటీ సెట్టింగ్ వరకు ఉంటుంది.
వ్యక్తులు ఈ సెట్టింగ్ని 0 వద్ద వదిలివేస్తారు, అయితే మీరు సేవ్ చేయడానికి ఈ సెట్టింగ్ని ప్రయత్నించాలి మీ మోడల్ యొక్క కార్యాచరణను తగ్గించకుండా ఫిలమెంట్. సాధారణ ప్రింట్లకు సెట్ చేయడానికి మంచి విలువ 3, అయితే పెద్ద ప్రింట్లను ఎక్కువగా పెంచవచ్చు.
3D ప్రింటింగ్ రంగంలో, ప్రయోగం కీలకం. విభిన్న సపోర్ట్ సెట్టింగ్లతో తికమక పెట్టడం ద్వారా కానీ తార్కిక హద్దుల్లో ఉండడం ద్వారా, చివరికి మీరు అసాధారణంగా ముందుకు సాగే విలువలను కనుగొంటారు. సహనం తప్పనిసరి.
మీరు చేయగలిగేది యాప్ ఇంటర్ఫేస్ నుండి “క్యూరా సెట్టింగ్ల గైడ్” ప్లగ్-ఇన్ను ఇన్స్టాల్ చేయడం. సాఫ్ట్వేర్ ఎలా పని చేస్తుందో మరియు వాస్తవానికి విభిన్న సెట్టింగ్లు దేనికి సంబంధించినవి అని అర్థం చేసుకోవడానికి ఇది ప్రారంభకులకు గొప్ప మార్గం.
3D ప్రింటింగ్ కోసం ఉత్తమ మద్దతు నమూనా ఏమిటి?
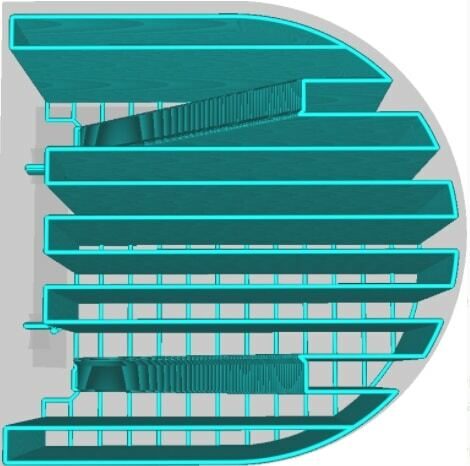
3D ప్రింటింగ్ కోసం ఉత్తమ మద్దతు నమూనా ఇది జిగ్జాగ్ నమూనా, ఎందుకంటే ఇది బలం, వేగం మరియు తొలగింపు సౌలభ్యం యొక్క గొప్ప సమతుల్యతను కలిగి ఉంది.
మీ 3D ప్రింట్ల కోసం ఉత్తమ మద్దతు నమూనాలను ఎంచుకున్నప్పుడు, నేను ఎక్కువగా జిగ్జాగ్కు కట్టుబడి ఉంటాను మరియు వేగం, బలం మరియు తొలగింపు సౌలభ్యం యొక్క బ్యాలెన్స్ కారణంగా లైన్ల నమూనా . జిగ్జాగ్, ప్రత్యేకించి, ఇతర ప్యాటర్న్లకు వ్యతిరేకంగా ప్రింట్ చేయడానికి అత్యంత వేగవంతమైనది.
ఇతర మద్దతు నమూనాలు:
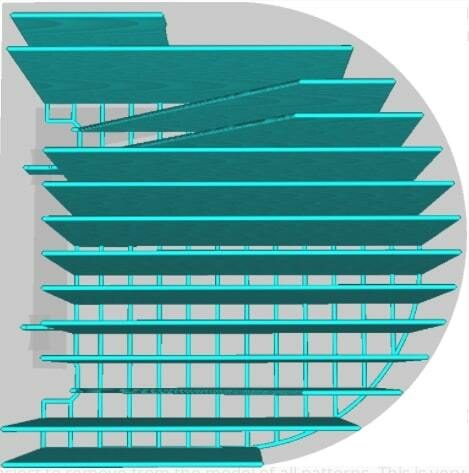
- లైన్లు
లైన్లు దగ్గరగాజిగ్జాగ్ని పోలి ఉంటుంది మరియు ఇది ఉత్తమ మద్దతు నమూనాలలో ఒకటి. అయినప్పటికీ, ఇది జిగ్జాగ్ కంటే బలంగా ఉంటుంది మరియు తొలగించడం కొంచెం కష్టంగా ఉండే సపోర్ట్ స్ట్రక్చర్ల కోసం చేస్తుంది. ప్లస్ వైపు, మీరు ఘన మద్దతులను పొందుతారు.
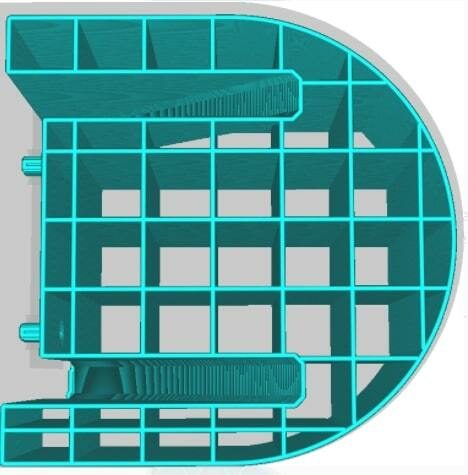
- గ్రిడ్
గ్రిడ్ మద్దతు నమూనా మద్దతునిస్తుంది ఒకదానికొకటి లంబంగా ఉండే రెండు సెట్ల సరళ రేఖల ఆకృతిలో నిర్మాణాలు. దీని తర్వాత స్థిరమైన అతివ్యాప్తి స్క్వేర్లను ఏర్పరుస్తుంది.
గ్రిడ్ సగటు ఓవర్హాంగ్ నాణ్యతను ఉత్పత్తి చేస్తుంది కానీ బలమైన, నమ్మదగిన మద్దతు కోసం ఎక్కువగా సిఫార్సు చేయబడింది. అయినప్పటికీ, తక్కువ సౌలభ్యం ఉన్నందున, మద్దతులను తీసివేయడం చాలా కష్టంగా ఉంటుంది.
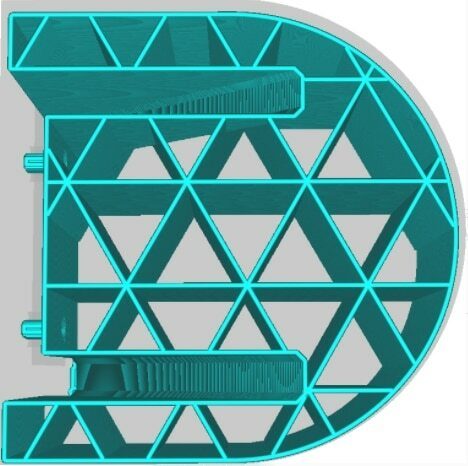
- త్రిభుజాలు
ట్రయాంగిల్స్ నమూనా అన్ని మద్దతు నమూనాలలో అత్యంత బలమైనది. ఇది సమబాహు త్రిభుజాల శ్రేణిని ఏర్పరుస్తుంది, ఇది తక్కువ వశ్యతను ప్రదర్శించడానికి అనుమతిస్తుంది.
ఇది చెడు నాణ్యత ఓవర్హాంగ్ కోణాలను ఉత్పత్తి చేస్తుంది మరియు మీ ప్రింట్ల నుండి తీసివేయడానికి అత్యంత కష్టతరమైన మద్దతు నిర్మాణాలుగా ఉంటుంది.
- కేంద్రీయ
కేంద్రీకృత మద్దతు నమూనా స్థూపాకార ఆకారాలు మరియు గోళాల కోసం గొప్పది. అవి తీసివేయడం సులభం మరియు తక్కువ ప్రయత్నంతో లోపలికి వంగి ఉంటాయి.
అయినప్పటికీ, కేంద్రీకృత నమూనా అక్కడ మరియు ఇక్కడ గందరగోళానికి గురవుతుంది, తరచుగా సపోర్ట్ను గాలిలో నిలిపివేయబడుతుంది.
- క్రాస్
క్రాస్ సపోర్ట్ ప్యాటర్న్ అనేది అన్ని సపోర్ట్ నుండి తీసివేయడానికి సులభమైనదిక్యూరాలో నమూనాలు. ఇది మీ సపోర్టు స్ట్రక్చర్లలో క్రాస్ లాంటి ఆకృతులను ప్రదర్శిస్తుంది మరియు సాధారణంగా పాక్షిక నమూనాను గీస్తుంది.
మీకు దృఢమైన మరియు దృఢమైన మద్దతు అవసరమైనప్పుడు క్రాస్ ఉపయోగించబడదు.
- Gyroid
Gyroid నమూనా బలంగా మరియు నమ్మదగినది. ఇది సపోర్ట్ స్ట్రక్చర్ యొక్క వాల్యూమ్ అంతటా వేవ్-వంటి నమూనాను కలిగి ఉంటుంది మరియు ఓవర్హాంగ్ యొక్క అన్ని లైన్లకు సమాన మద్దతును అందిస్తుంది.
కరిగే మద్దతు పదార్థాలతో ముద్రించేటప్పుడు గైరాయిడ్ బాగా సిఫార్సు చేయబడింది. ఒకే వాల్యూమ్తో కూడిన గాలి ద్రావకాన్ని సపోర్ట్ స్ట్రక్చర్ యొక్క అంతర్గత భాగాలకు త్వరగా చేరుకోవడానికి అనుమతిస్తుంది, ఇది వేగంగా కరిగిపోయేలా చేస్తుంది.
వివిధ నమూనాలు విభిన్న బలాలు మరియు బలహీనతలను కలిగి ఉంటాయి.
Cura అందించే ఉత్తమ మద్దతు నమూనా జిగ్జాగ్ అని చాలా మంది అంగీకరిస్తున్నారు. ఇది చాలా దృఢమైనది, నమ్మదగినది మరియు ప్రింట్ చివరిలో తీసివేయడం అనూహ్యంగా సులభం.
లైన్స్ అనేది చాలా మంది వ్యక్తులు పని చేయడానికి ఎంచుకునే మరొక ప్రసిద్ధ మద్దతు నమూనా.
ఎలా పొందాలి Curaలో అనుకూలమైన మద్దతు సెట్టింగ్లు పర్ఫెక్ట్
Cura ఇప్పుడు అనుకూల మద్దతులకు యాక్సెస్ని అందించింది, ఇది ప్రీమియం స్లైసర్ అయిన Simplify3D కోసం రిజర్వ్ చేయబడిన ఫీచర్.
మేము ఒక డౌన్లోడ్ చేయడం ద్వారా అనుకూల మద్దతులను యాక్సెస్ చేయవచ్చు Cura సాఫ్ట్వేర్లోని ప్లగ్ఇన్ Cylindrical Custom Supports, యాప్లో కుడి ఎగువన ఉన్న మార్కెట్ప్లేస్లో కనుగొనబడింది.
మీరు ప్లగిన్ని కనుగొని, డౌన్లోడ్ చేసిన తర్వాత, మీరుCuraని పునఃప్రారంభించమని ప్రాంప్ట్ చేయబడింది, అక్కడ మీరు ఈ చాలా ఆచరణాత్మక అనుకూల మద్దతులకు ప్రాప్యతను కలిగి ఉంటారు. నేను ఇప్పుడు వాటిని చాలా ప్రింట్లలో విజయవంతంగా ఉపయోగించాను, అవి అద్భుతంగా పని చేస్తున్నాయి.
దీని గురించిన ఉత్తమమైన విషయాలలో ఒకటి, మీరు ఒక ప్రాంతంలో క్లిక్ చేసి, ఆపై మరొకదానిపై క్లిక్ చేసి, మీరు సృష్టించాలి. ఆ రెండు క్లిక్ల మధ్య అనుకూల మద్దతు.
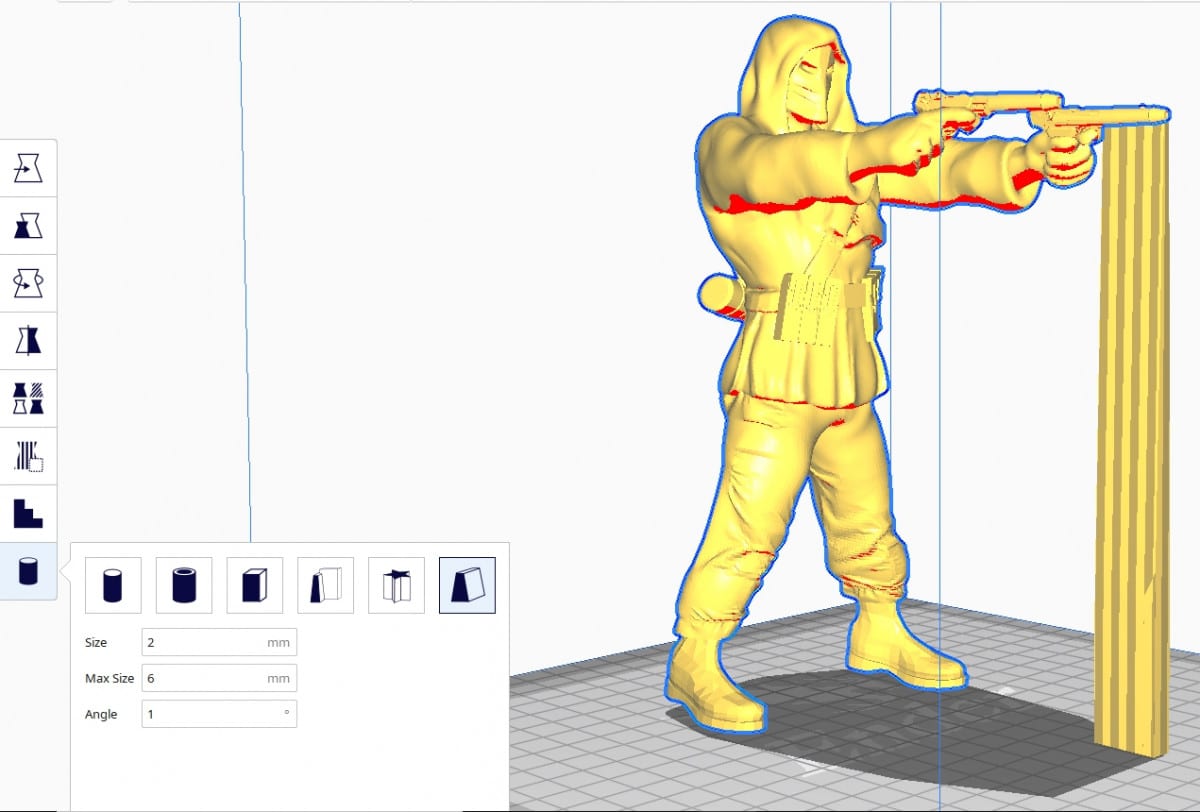
మీరు ఆకృతి, పరిమాణం, గరిష్టాన్ని సులభంగా అనుకూలీకరించవచ్చు. పరిమాణం, రకం మరియు Y దిశలో కూడా సెట్టింగ్. మీరు మీ మోడల్ల కోసం చాలా త్వరగా కొన్ని ఉన్నత స్థాయి మద్దతులను సృష్టించవచ్చు కాబట్టి ఇవి కేవలం ప్రదర్శన కోసం మాత్రమే కాదు.
సపోర్ట్ ఆకృతుల కోసం మీరు వీటిని ఉపయోగించవచ్చు:
- సిలిండర్
- Cube
- Abutment
- Freeform
- Custom
మీరు సెట్ చేసిన మీ ప్రామాణిక మద్దతు సెట్టింగ్లు పూరణ సాంద్రత మరియు నమూనా వంటివి వర్తిస్తాయి.
ఈ కస్టమ్ సపోర్ట్లు ఎలా పని చేస్తాయి అనే దాని వెనుక దృశ్యమాన ట్యుటోరియల్ని చూడటానికి దిగువ వీడియోను చూడండి.
Cura కోసం ఉత్తమ క్యూరా ట్రీ సపోర్ట్ సెట్టింగ్లు
ఉత్తమ ట్రీ సపోర్ట్ సెట్టింగ్ల కోసం , చాలా మంది వ్యక్తులు 40-50° మధ్య ఎక్కడైనా బ్రాంచ్ యాంగిల్ని సిఫార్సు చేస్తారు. బ్రాంచ్ వ్యాసం కోసం, 2-3mm ప్రారంభించడానికి ఒక గొప్ప ప్రదేశం. అంతేకాకుండా, మీ శాఖ దూరం కనీసం 6 మిమీకి సెట్ చేయబడిందని మీరు నిర్ధారించుకోవాలి.
మీరు క్యూరాలోని “ప్రయోగాత్మక” ట్యాబ్లో కనుగొనగలిగే మిగిలిన ట్రీ సపోర్ట్ సెట్టింగ్లు ఇక్కడ ఉన్నాయి.
- ట్రీ సపోర్ట్ బ్రాంచ్ డైమీటర్ యాంగిల్ – బ్రాంచ్ యొక్క కోణం దిగువ వైపు పెరుగుతున్న వ్యాసం (5° వద్ద డిఫాల్ట్)
- ట్రీ సపోర్ట్ కొలిజన్ రిజల్యూషన్– బ్రాంచ్లలో తాకిడి ఎగవేత యొక్క ఖచ్చితత్వాన్ని నిర్ణయిస్తుంది (డిఫాల్ట్లు సపోర్ట్ లైన్ వెడల్పుతో సమానంగా ఉంటాయి)
నేను 3D ప్రింటింగ్ కోసం క్యూరా ప్రయోగాత్మక సెట్టింగ్లను ఎలా ఉపయోగించాలి అనే కథనాన్ని వ్రాసాను.
0>CHEP ద్వారా దిగువన ఉన్న వీడియో ట్రీ సపోర్ట్ల గురించి కొంత వివరంగా తెలియజేస్తుంది.బ్రాంచ్ డయామీటర్ యాంగిల్ కోసం, చాలా మంది వినియోగదారులు దీన్ని 5°కి సెట్ చేసారు. మేము ఈ కోణంలో ఓరియంటెడ్గా ఉండాలని కోరుకుంటున్నాము, తద్వారా చెట్టు సపోర్టు వణుకుతున్నట్లు లేదా వణుకు లేకుండా బలంగా నిలబడగలదు.
ట్రీ సపోర్ట్ కొలిషన్ రిజల్యూషన్ కోసం, ప్రారంభించడానికి 0.2మిమీ మంచి ఫిగర్. దీన్ని మరింత పెంచడం వలన చెట్టు కొమ్మలు నాణ్యతలో తక్కువగా కనిపిస్తాయి, కానీ మీరు ఎక్కువ సమయం ఆదా చేస్తారు. మీ కోసం ఏది పని చేస్తుందో చూడడానికి ప్రయోగాలు చేయడానికి ప్రయత్నించండి.
మీ మోడల్కు సపోర్ట్ స్ట్రక్చర్లను రూపొందించడానికి ట్రీ సపోర్ట్లు అనేది క్యూరా యొక్క ఏకైక మార్గం.
సాధారణ మద్దతులు సాపేక్షంగా ఉన్న భాగానికి ఎక్కువ సమయం తీసుకుంటే చిన్నది, మీరు ట్రీ సపోర్ట్లను పరిగణించాలనుకోవచ్చు, కానీ మీరు అలా చేయడానికి ఇది ఒక్కటే కారణం కాదు.
ఇవి తక్కువ ఫిలమెంట్ను ఉపయోగిస్తాయి మరియు పోస్ట్-ప్రాసెసింగ్ అనేది ట్రీ సపోర్ట్లలో ఉత్తమ భాగం కాదనలేనిది. వారు చేసేది మోడల్ను కప్పి ఉంచడం మరియు సమిష్టిగా మోడల్ చుట్టూ షెల్ను సృష్టించే బ్రాంచ్లను ఏర్పరుస్తుంది.
ఆ శాఖలు మోడల్లోని ఎంచుకున్న ప్రాంతాలకు మాత్రమే మద్దతునిస్తాయి మరియు ఆ తర్వాత షెల్ లాంటి ఆకారాన్ని ఏర్పరుస్తాయి కాబట్టి, అవి సాధారణంగా వెంటనే పాప్ అవుతాయి ఎటువంటి ప్రయత్నం లేకుండా మరియు మృదువైన ఉపరితలం యొక్క అవకాశాన్ని పెంచుతుందినాణ్యత.
అయితే, సంక్లిష్టమైన మోడల్ల కోసం ట్రీ సపోర్ట్లను ఉపయోగించమని నేను సిఫార్సు చేస్తున్నాను. సగటు ఓవర్హ్యాంగ్లతో కూడిన 3D ప్రింటర్ భాగాల వంటి సరళమైన మోడల్ల కోసం, ట్రీ సపోర్ట్లు అనువైనవి కావు.
Cura యొక్క విభిన్న మద్దతును రూపొందించే టెక్నిక్కి ఏ మోడల్ మంచి అభ్యర్థి కాదో మీరే విశ్లేషించుకోవాలి.
మినియేచర్ల కోసం ఉత్తమ క్యూరా సపోర్ట్ సెట్టింగ్లు
మినియేచర్లను ప్రింటింగ్ చేయడానికి, 60° సపోర్ట్ ఓవర్హాంగ్ యాంగిల్ సురక్షితంగా మరియు ప్రభావవంతంగా ఉంటుంది. మీరు మీ మినిస్లో మరిన్ని వివరాల కోసం లైన్స్ సపోర్ట్ ప్యాటర్న్ని ఉపయోగించడం ఉత్తమం. అదనంగా, మద్దతు సాంద్రతను దాని డిఫాల్ట్ విలువకు (అంటే 20%) ఉంచండి మరియు అది మిమ్మల్ని మంచి ప్రారంభానికి దారి తీస్తుంది.
మినియేచర్ల కోసం ట్రీ సపోర్ట్లను ఉపయోగించడం నిజంగా జనాదరణ పొందింది, ఎందుకంటే అవి మరింత సంక్లిష్టమైన ఆకారాలు మరియు వివరాలను కలిగి ఉంటాయి, ప్రత్యేకించి కత్తులు, గొడ్డళ్లు, విస్తరించిన అవయవాలు మరియు ఆ స్వభావం ఉన్న అంశాలు ఉన్నాయి.
0>ఒక వినియోగదారు అతను తన సూక్ష్మచిత్రాల యొక్క STL ఫైల్ను ఎలా తీసుకుంటాడు, వాటిని Meshmixer లోకి దిగుమతి చేసుకుంటాడు, ఆపై సాఫ్ట్వేర్ కొన్ని అధిక నాణ్యత గల ట్రీ సపోర్ట్లను ఎలా ఉత్పత్తి చేస్తుందో పేర్కొన్నాడు. ఆ తర్వాత, మీరు అప్డేట్ చేసిన ఫైల్ను తిరిగి STLలోకి ఎగుమతి చేసి, దానిని Curaలో స్లైస్ చేయవచ్చు.నా కథనాన్ని చూడండి నాణ్యత కోసం ఉత్తమ 3D ప్రింట్ మినియేచర్ సెట్టింగ్లు.
మీరు దీనితో మిశ్రమ ఫలితాలను పొందవచ్చు ఇది. ఇది ప్రయత్నించడం విలువైనదే, కానీ చాలా వరకు, నేను కురాతో కట్టుబడి ఉంటాను. మోడల్పై ఆధారపడి, బిల్డ్ప్లేట్ను తాకడానికి మీ సపోర్ట్ ప్లేస్మెంట్ని ఎంచుకోవడం అర్థవంతంగా ఉంటుంది, కాబట్టి అవి నిర్మించబడవుమీ సూక్ష్మచిత్రం పైన.
సాధారణ మద్దతులను ఉపయోగించడం పని చేస్తుంది, ప్రత్యేకించి మీరు మీ స్వంత అనుకూల మద్దతులను సృష్టించినట్లయితే, కానీ వివరణాత్మక మినిస్ల కోసం ట్రీ సపోర్ట్లు చాలా గొప్పగా పని చేస్తాయి. కొన్ని సందర్భాల్లో, ట్రీ సపోర్ట్లు మోడల్తో సంబంధంలోకి రావడంలో ఇబ్బంది పడవచ్చు.
మీరు దీన్ని అనుభవిస్తే, మీ లైన్ వెడల్పును మీ లేయర్ ఎత్తుకు సమానంగా చేయడానికి ప్రయత్నించండి.
జోడించాల్సిన మరో విషయం ఏమిటంటే మద్దతును తగ్గించడానికి మీరు మంచి ధోరణిని ఉపయోగిస్తున్నారని నిర్ధారించుకోండి. మీ 3D ప్రింటెడ్ మినియేచర్లకు సరైన భ్రమణం మరియు కోణం అది ఎలా మారుతుందనే దానిలో గణనీయమైన మార్పును కలిగిస్తుంది.
3D ప్రింటెడ్ టాబ్లెట్టాప్ ద్వారా దిగువన ఉన్న వీడియో కొన్ని అద్భుతమైన సూక్ష్మచిత్రాలను ప్రింట్ చేయడానికి మీ సెట్టింగ్లలో డయల్ చేయడానికి చాలా బాగుంది. ఇది సాధారణంగా ఒక చిన్న లేయర్ ఎత్తుకు తగ్గి, తక్కువ వేగంతో ముద్రించబడుతుంది.
మీరు మీ 3D ప్రింటర్ని కొన్ని మంచి ఓవర్హాంగ్ యాంగిల్స్ని విజయవంతంగా 3D ప్రింట్ చేయడానికి ట్యూన్ చేయగలిగితే, మీరు సపోర్ట్ల సంఖ్యను తగ్గించవచ్చు. పైన పేర్కొన్నట్లుగా, ఒక మంచి ఓవర్హాంగ్ కోణం 50°, కానీ మీరు 60°కి విస్తరించగలిగితే, అది తక్కువ మద్దతునిస్తుంది.
మినిస్ను ముద్రించేటప్పుడు జాగ్రత్తగా ఉండవలసిన మరొక ముఖ్యమైన సెట్టింగ్ సపోర్ట్ Z దూరం. మీ మోడల్ మరియు ఇతర సెట్టింగ్లను బట్టి, ఇది మారవచ్చు, కానీ నేను పరిశోధిస్తున్నప్పుడు నేను చూసిన అనేక ప్రొఫైల్లకు 0.25mm విలువ సాధారణ ప్రమాణంగా పని చేస్తుంది.
అధిక-నాణ్యత మినీలకు జాగ్రత్తగా ఆప్టిమైజ్ చేసిన సెట్టింగ్లు అవసరం , మరియు వాటిని పొందడం నుండి ఖచ్చితంగా ప్రింట్ చేయడం కష్టం అయితే, ట్రయల్-మరియు-ఎర్రర్ క్రమంగా మిమ్మల్ని అక్కడికి చేరుస్తుంది.
అదనంగా, క్యూరాలోని “క్వాలిటీ” ట్యాబ్ కింద కనిపించే సపోర్ట్ లైన్ వెడల్పు అనే మరో సెట్టింగ్ ఇక్కడ పాత్ర పోషిస్తున్నట్లు కనిపిస్తోంది. దాని విలువను తగ్గించడం వలన మీ ట్రీ సపోర్ట్ మరియు మోడల్ మధ్య అంతరం తగ్గుతుంది.
చాలా బలంగా ఉన్న క్యూరా సపోర్ట్ సెట్టింగ్లను నేను ఎలా పరిష్కరించగలను?
చాలా బలంగా ఉన్న సపోర్ట్లను పరిష్కరించడానికి, మీరు మీ మద్దతు సాంద్రతను తగ్గించాలి, అలాగే జిగ్జాగ్ మద్దతు నమూనాను ఉపయోగించండి. మీ మద్దతు Z దూరాన్ని పెంచడం అనేది సపోర్ట్లను సులభంగా తీసివేయడానికి ఒక గొప్ప పద్ధతి. నేను మీ స్వంత అనుకూల మద్దతులను కూడా సృష్టిస్తాను, కాబట్టి అవి అవసరమైనంత తక్కువగా నిర్మించబడతాయి.
సపోర్ట్ Z దూరం మీ మోడల్ నుండి సపోర్ట్లను తీసివేయడం ఎంత కష్టమో లేదా సులభమో నేరుగా ప్రభావితం చేస్తుంది.
“నిపుణుడు” సెట్టింగ్ల క్రింద కనుగొనబడింది, మద్దతు Z దూరం రెండు ఉపవిభాగాలను కలిగి ఉంది – ఎగువ దూరం మరియు దిగువ దూరం. మీరు ప్రధాన మద్దతు Z దూర సెట్టింగ్లో ఉంచిన దానికి అనుగుణంగా వీటి విలువలు మారుతాయి.
మీరు Z దూరం విలువ మీ లేయర్ ఎత్తుకు 2x ఉండాలి కాబట్టి మీ మోడల్ మరియు సపోర్ట్ల మధ్య అదనపు ఖాళీ ఉంటుంది. ఇది సపోర్ట్లను తీసివేయడం చాలా సులభతరం చేస్తుంది, అలాగే మీ మోడల్కు సరిగ్గా మద్దతు ఇవ్వడానికి సరిపోతుంది.
మీరు ఏ కారణం చేతనైనా అనుకూల మద్దతులను ఉపయోగించకూడదనుకుంటే, జోడించడానికి చాలా మద్దతులు ఉన్నాయి , మీరు Curaలో సపోర్ట్ బ్లాకర్స్ అని పిలువబడే మరొక ఫీచర్ని ఉపయోగించవచ్చు.
ఇది మీకు అక్కరలేని చోట సపోర్ట్లను తీసివేయడానికి ఉపయోగించబడుతుంది.వాటిని సృష్టించాలి.
మీరు క్యూరాలో మోడల్ను స్లైస్ చేసినప్పుడు, మద్దతు నిర్మాణాలు ఎక్కడ ఉంచబడతాయో సాఫ్ట్వేర్ నిర్ణయిస్తుంది. అయితే, మీరు నిర్దిష్ట సమయంలో మద్దతు అవసరం లేదని మీరు చూసినట్లయితే, మీరు అవాంఛిత మద్దతులను తీసివేయడానికి సపోర్ట్ బ్లాకర్ని ఉపయోగించవచ్చు.
ఇది చాలా సులభం, కానీ మీరు దిగువ వీడియోను చూడటం ద్వారా మెరుగైన వివరణను పొందవచ్చు.
మీ స్లైసర్లో, మీ మద్దతును మరింత ఆచరణాత్మకంగా చేయడానికి కొన్ని ఉపయోగకరమైన మార్పులను చేయడానికి మిమ్మల్ని అనుమతిస్తుంది.వీటిలో ఒకటి మోడల్ నుండి తీసివేయడాన్ని సులభతరం చేసే విధంగా మీ మద్దతును సృష్టించడం. దీనికి సహాయపడే నిర్దిష్ట సెట్టింగ్ Curaలోని “సపోర్ట్ ఇంటర్ఫేస్ డెన్సిటీ” అవుతుంది.
ఈ సెట్టింగ్ ప్రాథమికంగా సపోర్ట్ స్ట్రక్చర్లో ఎగువ మరియు దిగువ ఎంత దట్టంగా ఉంటుందో మారుస్తుంది.
మీరు అయితే. సపోర్ట్ ఇంటర్ఫేస్ డెన్సిటీని తగ్గించండి, మీ సపోర్ట్లు తీసివేయడం సులభం మరియు వైస్ వెర్సా ఉండాలి.
మేము "నిపుణుడు" వర్గంలో లేని సరళమైన సెట్టింగ్ని కూడా ఉపయోగించవచ్చు, అది సపోర్ట్ని సులభంగా తీసివేయవచ్చు. Z దూరం గురించి నేను ఈ కథనంలో మరింత వివరిస్తాను.
Curaలో మీరు ఎన్నడూ వినని, సాధారణంగా ఎప్పటికీ సర్దుబాటు చేయాల్సిన అవసరం లేని మద్దతు సెట్టింగ్లు పుష్కలంగా ఉన్నాయి, కానీ కొన్ని ఆచరణాత్మకంగా ఉంటాయి .
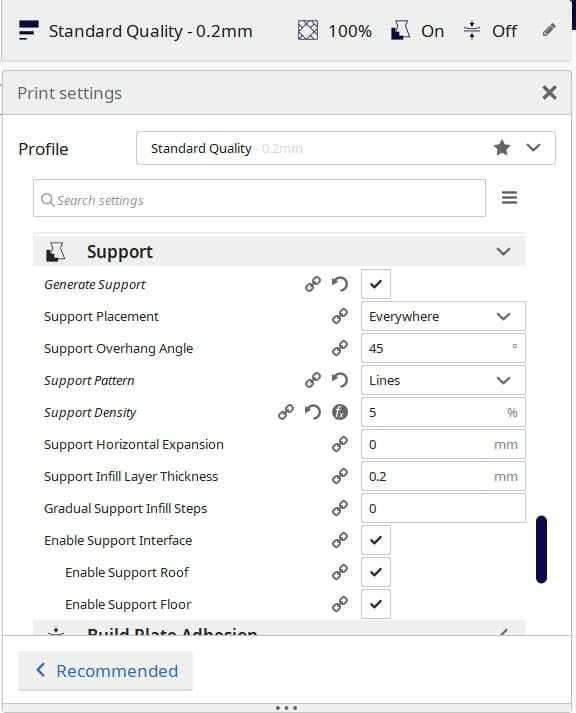
మీరు ప్రాథమిక, అధునాతన, నిపుణులు మరియు అనుకూల ఎంపిక నుండి మీ సెట్టింగ్ల విజిబిలిటీ వీక్షణను మార్చే వరకు ఈ సెట్టింగ్లలో చాలా వరకు మీరు Curaలో చూడలేరు. మీ Cura సెట్టింగ్ల శోధన పెట్టెలో కుడి వైపున ఉన్న 3 లైన్లను క్లిక్ చేయడం ద్వారా ఇది కనుగొనబడుతుంది.
మంచి ఆలోచన కోసం Curaలో ఉన్న కొన్ని మద్దతు సెట్టింగ్లు ఇక్కడ ఉన్నాయి (సెట్టింగ్ల దృశ్యమానత “అధునాతన”కి సర్దుబాటు చేయబడింది):
- సపోర్ట్ స్ట్రక్చర్ – “సాధారణ” సపోర్ట్లు లేదా “ట్రీ” సపోర్ట్ల మధ్య ఎంచుకోండి (వ్యాసంలో “ట్రీ” గురించి మరింత వివరిస్తుంది)
- మద్దతు ప్లేస్మెంట్ – మధ్య ఎంచుకోండిసృష్టించబడిన “అన్నిచోట్లా” లేదా “టచింగ్ బిల్డ్ప్లేట్”కి మద్దతు ఇస్తుంది
- మద్దతు ఓవర్హాంగ్ యాంగిల్ – ఓవర్హ్యాంగింగ్ పార్ట్లకు సపోర్ట్లను సృష్టించే కనీస కోణం
- సపోర్ట్ ప్యాటర్న్ – సపోర్ట్ స్ట్రక్చర్ల నమూనా
- సపోర్ట్ డెన్సిటీ – సపోర్ట్ స్ట్రక్చర్లు ఎంత దట్టంగా ఉన్నాయో నిర్ణయిస్తుంది
- సపోర్ట్ క్షితిజ సమాంతర విస్తరణ – సపోర్ట్ల వెడల్పును పెంచుతుంది
- సపోర్ట్ ఇన్ఫిల్ లేయర్ థిక్నెస్ – సపోర్ట్ల లోపల ఇన్ఫిల్ యొక్క లేయర్ ఎత్తు (లేయర్ ఎత్తు యొక్క బహుళ)
- క్రమమైన మద్దతు ఇన్ఫిల్ దశలు – మద్దతుల సాంద్రత తగ్గుతుంది దశల్లో దిగువన
- సపోర్ట్ ఇంటర్ఫేస్ని ప్రారంభించు – సపోర్ట్ మరియు మోడల్ మధ్య నేరుగా లేయర్ని సర్దుబాటు చేయడానికి అనేక సెట్టింగ్లను ప్రారంభిస్తుంది (“నిపుణుడి” విజిబిలిటీ)
- సపోర్ట్ రూఫ్ ఎనేబుల్ చేయండి – సపోర్ట్ పైభాగం మరియు మోడల్ మధ్య దట్టమైన స్లాబ్ మెటీరియల్ని ఉత్పత్తి చేస్తుంది
- సపోర్ట్ ఫ్లోర్ని ఎనేబుల్ చేయండి – సపోర్ట్ దిగువన మెటీరియల్ యొక్క దట్టమైన స్లాబ్ను ఉత్పత్తి చేస్తుంది మరియు మోడల్
Curaలో “నిపుణుడు” విజిబిలిటీ వీక్షణ క్రింద ఇంకా మరిన్ని సెట్టింగ్లు ఉన్నాయి.
ఇప్పుడు మీకు మద్దతు సెట్టింగ్లు ఏమిటో చూడండి మరియు అవి ఎలా ఉపయోగపడతాయి, ఇతర సపోర్ట్ సెట్టింగ్ల గురించి మరింత వివరంగా తెలుసుకుందాం.
నేను క్యూరాలో ఉత్తమ మద్దతు సెట్టింగ్లను ఎలా పొందగలను?
మీరు క్యూరాలో కొన్ని మద్దతు సెట్టింగ్లు ఇక్కడ ఉన్నాయి మీరు మీ మద్దతు నిర్మాణాలను ఆప్టిమైజ్ చేయాలనుకుంటే సర్దుబాటు చేయాలనుకుంటున్నారు.
- సపోర్ట్ స్ట్రక్చర్
- మద్దతుప్లేస్మెంట్
- సపోర్ట్ ఓవర్హాంగ్ యాంగిల్
- సపోర్ట్ ప్యాటర్న్
- సపోర్ట్ డెన్సిటీ
- సపోర్ట్ Z డిస్టెన్స్
- సపోర్ట్ ఇంటర్ఫేస్ని ప్రారంభించండి
- క్రమంగా మద్దతు నింపే దశలు
వీటితో పాటు, మీరు సాధారణంగా మిగిలిన సెట్టింగ్లను డిఫాల్ట్గా వదిలివేయవచ్చు మరియు మీ మద్దతుతో పరిష్కరించాల్సిన అధునాతన సమస్యను మీరు కలిగి ఉంటే మినహా అది బాగానే ఉంటుంది.
ఉత్తమ మద్దతు నిర్మాణం అంటే ఏమిటి?
Curaలో సపోర్ట్ సెట్టింగ్లను వీక్షిస్తున్నప్పుడు మీరు పొందే మొదటి సెట్టింగ్ సపోర్ట్ స్ట్రక్చర్ మరియు మీరు ఇక్కడ నుండి ఎంచుకోవడానికి “సాధారణం” లేదా “చెట్టు”ని కలిగి ఉంటారు. ఇది మీ మోడల్కు సపోర్ట్ స్ట్రక్చర్లను రూపొందించడానికి ఉపయోగించే టెక్నిక్ రకం.
ప్రామాణిక ఓవర్హాంగ్లు అవసరమయ్యే క్లిష్టతరమైన మోడల్లను ప్రింటింగ్ చేయడానికి, చాలా మంది వ్యక్తులు సాధారణంగా “సాధారణం”తో వెళ్తారు. ఇది సపోర్టు స్ట్రక్చర్లను నిలువుగా నేరుగా కిందకి దించి, ఓవర్హాంగింగ్ పార్ట్ల క్రింద ప్రింట్ చేయబడే సెట్టింగ్.
మరోవైపు, ట్రీ సపోర్ట్లు సాధారణంగా సున్నితమైన/సన్నని ఓవర్హాంగ్లను కలిగి ఉండే సంక్లిష్టమైన మోడళ్ల కోసం కేటాయించబడతాయి. నేను ఈ కథనంలో ట్రీ మద్దతును మరింత వివరంగా వివరిస్తాను.
చాలా మంది వ్యక్తులు “సాధారణం”తో వెళతారు, ఎందుకంటే ఇది చాలా వరకు డిఫాల్ట్ సెట్టింగ్గా ఉంటుంది మరియు మెజారిటీ మోడల్లకు బాగా పని చేస్తుంది.
ఉత్తమ సపోర్ట్ ప్లేస్మెంట్ అంటే ఏమిటి?
సపోర్ట్ ప్లేస్మెంట్ అనేది మరొక ముఖ్యమైన సెట్టింగ్, ఇక్కడ మీరు సపోర్ట్ స్ట్రక్చర్లను ఎలా ఉంచాలో నిర్ణయించవచ్చు. మీరు "ఎవ్రీవేర్" లేదా "టచింగ్" ఎంచుకోవచ్చుబిల్డ్ప్లేట్.”
ఈ రెండు సెట్టింగ్ల మధ్య వ్యత్యాసం అర్థం చేసుకోవడం చాలా సులభం.
మీరు “టచింగ్ బిల్డ్ప్లేట్”ని ఎంచుకున్నప్పుడు, మీ సపోర్ట్లు మోడల్లోని కొన్ని భాగాలపై మద్దతుని కలిగి ఉంటాయి. బిల్డ్ ప్లేట్కి నేరుగా మార్గం, మోడల్లోని మరొక భాగం దారిలోకి రాకుండా.
మీరు “ఎవ్రీవేర్” ఎంచుకున్నప్పుడు, మీరు సెట్ చేసిన సపోర్ట్ సెట్టింగ్లకు అనుగుణంగా మీ సపోర్ట్లు మోడల్ అంతటా ఉత్పత్తి చేయబడతాయి. . మీ భాగం సంక్లిష్టంగా ఉండి, అన్ని వైపులా మలుపులు తిరుగుతూ ఉంటే పర్వాలేదు, మీ మద్దతు ముద్రించబడుతుంది.
ఇది కూడ చూడు: ఉత్తమ పట్టికలు/డెస్క్లు & 3D ప్రింటింగ్ కోసం వర్క్బెంచ్లుఉత్తమ సపోర్ట్ ఓవర్హాంగ్ యాంగిల్ అంటే ఏమిటి?
సపోర్ట్ ఓవర్హాంగ్ యాంగిల్ అంటే ప్రింట్ చేయడానికి మద్దతు ఇవ్వడానికి అవసరమైన కనీస కోణం.
మీకు 0° ఓవర్హాంగ్ ఉన్నప్పుడు, ప్రతి ఒక్క ఓవర్హాంగ్ సృష్టించబడుతుంది, అయితే 90° యొక్క సపోర్ట్ ఓవర్హాంగ్ యాంగిల్ పరంగా దేనినీ సృష్టించదు మద్దతిస్తుంది.
Curaలో మీరు కనుగొనే డిఫాల్ట్ విలువ 45°, ఇది మధ్యలో ఉంటుంది. తక్కువ కోణం, మీ ప్రింటర్ ఎక్కువ ఓవర్హ్యాంగ్లను సృష్టిస్తుంది, అయితే ఎక్కువ కోణం, తక్కువ సపోర్ట్లు చేయబడతాయి.
మీ 3D ప్రింటర్ పనితీరు మరియు క్రమాంకనం ఆధారంగా, మీరు విజయవంతంగా ఎక్కువని ఉపయోగించవచ్చు కోణం మరియు ఇప్పటికీ మీ 3D ప్రింట్లతో బాగానే ఉంది.
అక్కడ ఉన్న చాలా మంది 3D ప్రింటర్ అభిరుచి గలవారు మీ 3D ప్రింట్లు ఇప్పటికీ చక్కగా వస్తున్నాయని మరియు తక్కువ మెటీరియల్ని ఆదా చేసేందుకు సపోర్ట్ ఓవర్హాంగ్ యాంగిల్ కోసం దాదాపు 50° విలువను సిఫార్సు చేస్తున్నారు.మద్దతు నిర్మాణాలు.
నేను దీన్ని ఖచ్చితంగా మీ స్వంత 3D ప్రింటర్ కోసం పరీక్షించి, మీకు ఏది ఉత్తమంగా పని చేస్తుందో చూస్తాను.
మీ 3D ప్రింటర్ సామర్థ్యాన్ని, అలాగే మీ ఓవర్హాంగ్ను పరీక్షించడానికి ఒక గొప్ప మార్గం మైక్రో ఆల్-ఇన్-వన్ 3D ప్రింటర్ టెస్ట్ (థింగివర్స్)ని 3D ప్రింట్ చేయడం పనితీరు.
ఇది కూడ చూడు: ఫిలమెంట్ 3D ప్రింటింగ్ (క్యూరా) కోసం ఉత్తమ మద్దతు సెట్టింగ్లను ఎలా పొందాలిఇది మీరు ఉపయోగించగల సపోర్ట్ ఓవర్హాంగ్ యాంగిల్లోకి నేరుగా అనువదించదు, కానీ ఇది మీ సామర్థ్యాన్ని పరీక్షించడానికి మిమ్మల్ని అనుమతిస్తుంది. దీన్ని మరింత పెంచండి.
ఉత్తమ మద్దతు నమూనా అంటే ఏమిటి?
Curaలో ఎంచుకోవడానికి అనేక మద్దతు నమూనాలు ఉన్నాయి, ఇది మా మద్దతు ఎలా నిర్మించబడుతుందో అనుకూలీకరించడానికి మాకు ఎంపికను ఇస్తుంది. మీరు వెతుకుతున్నదానిపై ఆధారపడి, మీ కోసం ఒక ఉత్తమ మద్దతు నమూనా ఉంది.
మీరు దృఢమైన మరియు బాగా పట్టుకోగలిగే మద్దతులను కోరుకుంటే, మీరు అత్యంత దృఢమైన ట్రయాంగిల్స్ నమూనాతో బాగా రాణిస్తారు. అన్ని నమూనాలు, గ్రిడ్ కూడా బాగానే ఉంది.
లైన్ల నమూనాతో పాటుగా ఓవర్హాంగ్లకు జిగ్ జాగ్ నమూనా ఉత్తమ మద్దతు నమూనా.
మీరు ఏ మద్దతు నమూనా అని ఆలోచిస్తున్నట్లయితే. తీసివేయడం చాలా సులభం, నేను జిగ్ జాగ్ నమూనాతో వెళ్తాను ఎందుకంటే అది లోపలికి వంగి, స్ట్రిప్స్లో లాగుతుంది. చాలా బలంగా ఉన్న క్యూరా సపోర్ట్లు తీసివేయడానికి సులభమైన మద్దతు నమూనాను ఉపయోగించాలి.
నేను ఈ కథనంలో ఇతర మద్దతు నమూనాల గురించి మరింత దిగువన మాట్లాడుతాను, కాబట్టి మీరు వాటిని కొంచెం బాగా అర్థం చేసుకోగలరు.
మద్దతు నమూనా మరియు మద్దతు సాంద్రత (చర్చించవలసిన తదుపరి మద్దతు సెట్టింగ్) ఒకకలిసి లింక్ చేయండి. ఒక మద్దతు నమూనా యొక్క సాంద్రత 3D ప్రింట్లో ఎక్కువ లేదా తక్కువ మెటీరియల్ని ఉత్పత్తి చేయగలదు.
ఉదాహరణకు, 5% ఇన్ఫిల్తో కూడిన గైరాయిడ్ సపోర్ట్ ప్యాటర్న్ మోడల్కు సరిపోతుందని నిరూపించవచ్చు, అదే ఇన్ఫిల్తో లైన్స్ సపోర్ట్ ప్యాటర్న్ హోల్డ్ చేయకపోవచ్చు మంచిది.
ఉత్తమ మద్దతు సాంద్రత అంటే ఏమిటి?
కురాలో మద్దతు సాంద్రత అనేది సపోర్టు స్ట్రక్చర్లు మెటీరియల్తో నింపబడిన రేటు. అధిక విలువల వద్ద, సపోర్టు స్ట్రక్చర్లలోని పంక్తులు ఒకదానికొకటి దగ్గరగా ఉంచబడతాయి, ఇది దట్టంగా కనిపించేలా చేస్తుంది.
తక్కువ విలువల వద్ద, మద్దతులు మరింత దూరంగా ఉంటాయి, మద్దతు నిర్మాణాన్ని తక్కువ సాంద్రతతో చేస్తుంది.
క్యూరాలో డిఫాల్ట్ మద్దతు సాంద్రత 20%, ఇది మీ మోడల్కు ధృడమైన మద్దతును అందించడానికి చాలా మంచిది. దీనితో చాలా మంది వ్యక్తులు వెళతారు మరియు ఇది బాగానే పని చేస్తుంది.
వాస్తవానికి మీరు చేయగలిగేది మీ మద్దతు సాంద్రతను 5-10%కి తగ్గించడం మరియు మీ మద్దతు బాగా పని చేస్తుందని నిర్ధారించుకోవడానికి మంచి మద్దతు ఇంటర్ఫేస్ సెట్టింగ్లను కలిగి ఉండటం.
మంచి మద్దతును కలిగి ఉండటానికి మీరు సాధారణంగా మీ మద్దతు సాంద్రతను చాలా ఎక్కువగా పెంచుకోవాల్సిన అవసరం ఉండదు.
మీరు మీ మద్దతు సాంద్రతను పెంచినప్పుడు, సపోర్ట్లు దట్టంగా కనెక్ట్ చేయబడినందున అది ఓవర్హాంగ్లను మెరుగుపరుస్తుంది మరియు కుంగిపోవడాన్ని తగ్గిస్తుంది. . ప్రింటింగ్ ప్రాసెస్లో సమస్య ఉన్నట్లయితే మీ మద్దతు విఫలమయ్యే అవకాశం మీకు తక్కువగా ఉంటుంది.
మీ సపోర్ట్ డెన్సిటీని పెంచడంలో వ్యతిరేకత ఏమిటంటే, మీ సపోర్ట్లను తొలగించడం చాలా కష్టంగా ఉంటుంది.సంశ్లేషణ ఉపరితలం. మీరు సపోర్ట్ల కోసం మరింత మెటీరియల్ని కూడా ఉపయోగిస్తున్నారు మరియు మీ ప్రింట్లకు ఎక్కువ సమయం పడుతుంది.
అయితే, ప్రారంభించడానికి గొప్ప స్థలం సాధారణంగా 20% ఉంటుంది. మీరు పరిస్థితిని బట్టి తక్కువ మరియు పైకి వెళ్లవచ్చు, కానీ 20% సాంద్రత అనేది మీ సపోర్ట్ స్ట్రక్చర్లను ఉపయోగించడాన్ని కొనసాగించడానికి ఒక మంచి నియమం.
వాస్తవానికి మద్దతు సాంద్రత ఎంత అనే దానిపై మద్దతు నమూనా గణనీయమైన ప్రభావాన్ని చూపుతుంది అందించిన, ఎంత మెటీరియల్ ఉపయోగించబడుతుంది. రేఖల నమూనాతో 20% మద్దతు సాంద్రత గైరాయిడ్ నమూనాతో సమానంగా ఉండదు.
ఉత్తమ మద్దతు Z దూరం అంటే ఏమిటి?
మద్దతు Z దూరం నుండి దూరం 3D ప్రింట్కు మీ మద్దతు ఎగువ మరియు దిగువ. ఇది మీకు క్లియరెన్స్ను అందిస్తుంది కాబట్టి మీరు మీ మద్దతును సులభంగా తీసివేయవచ్చు.
ఈ సెట్టింగ్ని సరిగ్గా పొందడం చాలా సులభం, ఎందుకంటే ఇది మీ లేయర్ ఎత్తులో మల్టిపుల్ వరకు గుండ్రంగా ఉంటుంది. Curaలోని మీ డిఫాల్ట్ విలువ మీ లేయర్ ఎత్తుకు సమానంగా ఉంటుంది, అయితే మీకు మరింత క్లియరెన్స్ అవసరమైతే, మీరు 2x విలువను పెంచవచ్చు.
దీన్ని ప్రయత్నించిన ఒక వినియోగదారు మద్దతుని తీసివేయడం చాలా సులభం అని కనుగొన్నారు. అతను 0.2mm లేయర్ ఎత్తుతో మరియు 0.4mm మద్దతు Z దూరంతో ముద్రించాడు.
మీరు సాధారణంగా ఈ సెట్టింగ్ని మార్చాల్సిన అవసరం లేదు, కానీ మీరు సపోర్ట్లను సులభతరం చేయాలనుకుంటే ఇది ఉందని తెలుసుకోవడం ఆనందంగా ఉంది తీసివేయడానికి.
Cura ఈ సెట్టింగ్ని “మద్దతు ఎంత బాగా కట్టుబడి ఉందనే దానిపై అత్యంత ప్రభావవంతమైన అంశంగా పిలవడానికి ఇష్టపడుతుందిమోడల్కి.”
ఈ దూరం యొక్క అధిక విలువ మోడల్ మరియు మద్దతు మధ్య పెద్ద అంతరాన్ని అనుమతిస్తుంది. ఇది సులభతరమైన పోస్ట్-ప్రాసెసింగ్కి అనువదిస్తుంది మరియు మద్దతుతో సంప్రదింపు ప్రాంతం తగ్గిన కారణంగా మృదువైన మోడల్ ఉపరితలాన్ని సృష్టిస్తుంది.
మీరు సపోర్ట్ ప్రింట్ను దగ్గరగా చేసే సంక్లిష్టమైన ఓవర్హాంగ్లకు మద్దతు ఇవ్వడానికి ప్రయత్నిస్తున్నప్పుడు తక్కువ విలువ ఉపయోగపడుతుంది. మద్దతు కోసం, కానీ మద్దతులను తీసివేయడం కష్టం అవుతుంది.
మీ కోసం పని చేసే ఖచ్చితమైన వ్యక్తిని కనుగొనడానికి ఈ దూరాల యొక్క విభిన్న విలువలతో ఆడటానికి ప్రయత్నించండి.
సపోర్ట్ ఇంటర్ఫేస్ని ప్రారంభించు అంటే ఏమిటి?
సపోర్ట్ ఇంటర్ఫేస్ అనేది సాధారణ సపోర్ట్లు మరియు మోడల్ల మధ్య సపోర్ట్ మెటీరియల్ యొక్క పొర, లేకుంటే కాంటాక్టింగ్ పాయింట్గా కనిపిస్తుంది. ఇది వాస్తవ మద్దతుల కంటే దట్టంగా ఉండేలా తయారు చేయబడింది, ఎందుకంటే దీనికి ఉపరితలాలతో మరింత పరిచయం అవసరం.
Cura దీన్ని డిఫాల్ట్గా ఆన్ చేసి ఉండాలి, అలాగే "సపోర్ట్ రూఫ్ని ప్రారంభించు" మరియు "సపోర్ట్ ఫ్లోర్ను ప్రారంభించు"తో పాటు మీ మద్దతుకు ఎగువన మరియు దిగువన ఉన్న ఆ దట్టమైన ఉపరితలాలు.
ఈ సెట్టింగ్లలో “నిపుణుడు” వీక్షణలో, మీరు మద్దతు ఇంటర్ఫేస్ మందం & మద్దతు ఇంటర్ఫేస్ సాంద్రత. ఈ సెట్టింగ్లతో, మీ సపోర్ట్ల ఎగువ మరియు దిగువ కనెక్షన్ పాయింట్లు ఎంత మందంగా మరియు దట్టంగా ఉన్నాయో మీరు నియంత్రించవచ్చు.
క్రమమైన మద్దతు ఇన్ఫిల్ దశలు అంటే ఏమిటి?
క్రమమైన మద్దతు ఇన్ఫిల్ దశలు ఎన్ని సార్లు ఉంటాయి మద్దతు నింపే సాంద్రతను సగానికి తగ్గించడానికి