
Turinys
3D spausdinimas dažnai gali būti sudėtingas, todėl greičiausiai kartais savo modeliuose naudosite atramines konstrukcijas. Kai taip nutinka, turite įsitikinti, kad atraminių konstrukcijų nustatymai tinkamai sukalibruoti. Jei ne, jūsų modeliai gali labai nukentėti kokybės požiūriu.
Šiame straipsnyje pabandysiu paaiškinti, kas yra palaikymo nustatymai ir kaip, naudodami "Cura" programinę įrangą, galite nustatyti geriausius savo 3D spausdintuvo palaikymo nustatymus.
Kokie yra "Cura" 3D spausdinimo palaikymo nustatymai?
Atramų nustatymai 3D spausdinime naudojami atramoms kurti. Tai gali būti įvairūs parametrai: nuo atramų kūrimo vietos, atramų tankio, atramų modelio, atstumų tarp atramų ir modelio iki net atramų iškyšų kampų. Numatytieji "Cura" nustatymai dažniausiai veikia gerai.
Atramos yra svarbi 3D spausdinimo dalis, ypač sudėtingiems modeliams, turintiems daug persidengiančių dalių. Jei pagalvotumėte apie "T" raidės formos 3D spaudinį, šone esančioms linijoms reikėtų atramos, nes jo negalima spausdinti ore.
Protingiausia būtų pakeisti orientaciją ir išplėstines iškyšas išdėstyti plokščiai ant statybinės plokštės, todėl atramų nereikėtų, tačiau daugeliu atvejų atramų nenaudoti neįmanoma.
Kai pagaliau modeliuose naudosite atramas, pjaustyklėje rasite daugybę atramų nustatymų, kuriais galėsite atlikti naudingus pakeitimus, kad atramos būtų praktiškesnės.
Vienas iš jų - kurti atramas taip, kad vėliau jas būtų lengviau pašalinti iš modelio. Konkretus nustatymas, kuris gali padėti tai padaryti, yra "Cura" programos "Atramos sąsajos tankis".
Šis nustatymas iš esmės keičia atraminės konstrukcijos viršaus ir apačios tankį.
Jei sumažinsite atramos sąsajos tankį, atramas turėtų būti lengviau nuimti, ir atvirkščiai.
Taip pat galime naudoti paprastesnį nustatymą, kuris nepriklauso kategorijai "Ekspertai", kad atramas būtų lengviau pašalinti, t. y. atramos Z atstumą, kurį paaiškinsiu toliau šiame straipsnyje.
Programoje "Cura" yra daugybė palaikymo nustatymų, apie kuriuos niekada negirdėjote ir kurių paprastai niekada nereikės koreguoti, tačiau kai kurie iš jų gali būti praktiški.
Daugelio šių nustatymų net nematysite programoje "Cura", kol nepakeisite nustatymų matomumo rodinio, pradedant pagrindiniu, išplėstiniu, ekspertiniu ir pasirinktiniu pasirinkimu. Tai rasite spustelėję 3 eilutes dešinėje "Cura" nustatymų paieškos lauko pusėje.
Kad geriau įsivaizduotumėte, pateikiame keletą "Cura" palaikymo nustatymų (nustatymų matomumas nustatytas į "Advanced"):
- Paramos struktūra - Pasirinkite "įprastas" atramas arba "medžio" atramas (apie "medžio" atramas bus paaiškinta toliau straipsnyje).
- Paramos teikimas - Pasirinkite "Visur" arba "Touching Buildplate" sukurtas atramas
- Atramos iškyšos kampas - Mažiausias kampas, kuriuo turi būti sukurtos iškylančių dalių atramos
- Paramos modelis - Atraminių konstrukcijų modelis
- Paramos tankis - Nustatoma, kokio tankio yra atraminės struktūros.
- Parama horizontaliai plėtrai - Padidina atramų plotį
- Atraminio užpildo sluoksnio storis - Atramų užpildo sluoksnio aukštis (sluoksnio aukščio kartotinis)
- Laipsniškos paramos užpildymo žingsniai - Palaipsniui mažina atramų tankį išilgai dugno
- Paramos sąsajos įjungimas - Įgalina kelis nustatymus, kad būtų galima reguliuoti sluoksnį, esantį tiesiogiai tarp atramos ir modelio ("Expert" matomumas).
- Įgalinti paramos stogą - Tarp atramos viršaus ir modelio susidaro tanki medžiagos plokštė.
- Įgalinti paramos grindis - Tarp atramos dugno ir modelio susidaro tanki medžiagos plokštė.
"Cura" matomumo rodinyje "Ekspertas" yra dar daugiau nustatymų.
Dabar, kai jau žinote, kas yra palaikymo nustatymai ir kaip jie gali būti naudingi, išsamiau aptarsime kitus palaikymo nustatymus.
Kaip pasiekti geriausius "Cura" palaikymo nustatymus?
Štai keletas "Cura" atramos nustatymų, kuriuos galbūt norėsite pakoreguoti, jei norite optimizuoti atramos struktūras.
- Paramos struktūra
- Paramos teikimas
- Atramos iškyšos kampas
- Paramos modelis
- Paramos tankis
- Parama Z atstumas
- Paramos sąsajos įjungimas
- Laipsniškos paramos užpildymo žingsniai
Išskyrus šiuos nustatymus, paprastai galite palikti likusias numatytąsias nuostatas, ir tai bus gerai, nebent turite išplėstinių problemų, kurias reikia spręsti su jūsų palaikytuvais.
Kokia yra geriausia paramos struktūra?
Pirmasis nustatymas, kurį matote peržiūrėdami atramos nustatymus programoje "Cura", yra "Support Structure" (atramos struktūra), ir čia galite pasirinkti "Normal" (įprasta) arba "Tree" (medis). Tai yra technikos tipas, naudojamas jūsų modelio atraminėms struktūroms formuoti.
Spausdinant nesudėtingus modelius, kuriems reikalingos standartinės iškyšos, dažniausiai pasirenkama parinktis "Normal". Tai nustatymas, kai atraminės konstrukcijos nuleidžiamos tiesiai vertikaliai žemyn ir spausdinamos po iškyšančiomis dalimis.
Kita vertus, medžio atramos paprastai skirtos sudėtingesniems modeliams, turintiems subtilias / plonas iškyšas. Toliau šiame straipsnyje išsamiau paaiškinsiu medžio atramas.
Dauguma žmonių pasirenka "Normalus", nes tai beveik numatytasis nustatymas, kuris puikiai tinka daugumai modelių.
Kokia yra geriausia paramos vieta?
Atraminių konstrukcijų išdėstymas - tai dar vienas esminis nustatymas, kuriame galite nustatyti, kaip išdėstomos atraminės konstrukcijos. Galite pasirinkti "Everywhere" (visur) arba "Touching Buildplate" (liečianti plokštė).
Šių dviejų nustatymų skirtumą suprasti gana paprasta.
Pasirinkus "Touching Buildplate", atramos bus gaminamos tose modelio dalyse, kuriose atramos turi tiesioginį kelią į statybinę plokštę, o kita modelio dalis joms netrukdo.
Pasirinkus "Everywhere" (visur), atramos bus spausdinamos visame modelyje pagal nustatytus atramų nustatymus. Nesvarbu, ar jūsų detalė yra sudėtinga, su posūkiais, atramos bus atspausdintos.
Koks yra geriausias atraminės iškyšos kampas?
Atramos iškyšos kampas yra mažiausias kampas, kurio reikia, kad būtų galima spausdinti atramą.
Kai iškyša lygi 0°, bus sukurta kiekviena iškyša, o kai atramos iškyšos kampas yra 90°, atramos nesukurs nieko.
Numatytoji vertė, kurią rasite programoje "Cura", yra 45°, t. y. per vidurį. Kuo mažesnis kampas, tuo daugiau iškyšų sukurs jūsų spausdintuvas, o kuo didesnis kampas, tuo mažiau atramų bus sukurta.
Priklausomai nuo 3D spausdintuvo našumo ir kalibravimo, galite sėkmingai naudoti didesnį kampą ir 3D spaudiniai vis tiek bus geri.
Daugelis 3D spausdintuvų mėgėjų rekomenduoja, kad atramos iškyšos kampo vertė būtų apie 50°, kad 3D spaudiniai vis tiek išeitų gražūs ir sutaupytumėte šiek tiek medžiagos dėl mažesnio atraminių konstrukcijų kiekio.
Būtinai išbandykite tai su savo 3D spausdintuvu ir pažiūrėkite, kas jums labiausiai tinka.
Puikus būdas išbandyti savo 3D spausdintuvo gebėjimus, taip pat savo iškyšos efektyvumą - atsispausdinti 3D spausdintuvo "Micro All-In-One 3D Printer Test" (Thingiverse).
Tai tiesiogiai nereiškia, kokį atramos iškyšos kampą galite naudoti, tačiau tai leidžia patikrinti, ar galite jį dar labiau padidinti.
Koks yra geriausias paramos modelis?
Programoje "Cura" yra daug atramų modelių, iš kurių galima rinktis, todėl turime galimybę pritaikyti atramų sudarymo būdą. Priklausomai nuo to, ko ieškote, yra jums tinkamiausias atramos modelis.
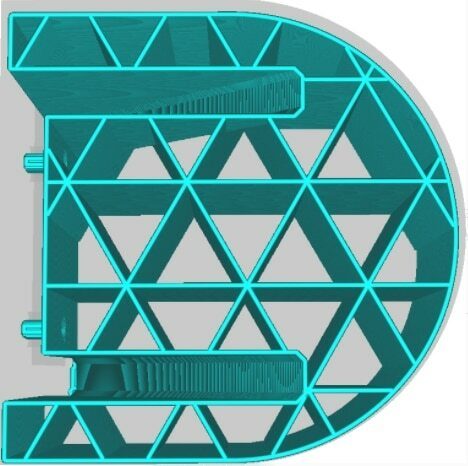
Jei norite tvirtų ir gerai laikančių atramų, jums tiks trikampių modelis, kuris yra tvirčiausias iš visų modelių, o tinklelis taip pat gerai laikosi.
"Zig Zag" raštas kartu su "Linijų" raštu yra geriausias iškyšų atraminis raštas.
Jei svarstote, kurį atramos raštą lengviausia nuimti, pasirinkčiau "Zig Zag" raštą, nes jis sulenkiamas į vidų ir nuimamas juostelėmis. Per stiprioms "Cura" atramoms reikėtų naudoti atramos raštą, kurį lengva nuimti.
Toliau šiame straipsnyje kalbėsiu apie kitus paramos modelius, kad galėtumėte juos geriau suprasti.
Palaikymo modelis ir palaikymo tankis (kitas aptariamas palaikymo nustatymas) turi bendrą ryšį. Dėl vieno palaikymo modelio tankio 3D spausdinant galima gauti daugiau arba mažiau medžiagos.
Pavyzdžiui, "Gyroid" atraminis modelis su 5 % užpildymu gali būti pakankamas modeliui, o linijų atraminis modelis su tuo pačiu užpildymu gali būti ne toks geras.
Koks yra geriausias paramos tankis?
"Cura" programoje "Support Density" (atramos tankis) - tai greitis, kuriuo atraminės struktūros užpildomos medžiaga. Esant didesnėms reikšmėms, atraminių struktūrų linijos bus glaudžiai viena prie kitos, todėl jos atrodys tankios.
Esant mažesnėms vertėms, atramos bus toliau viena nuo kitos, todėl atraminė konstrukcija bus ne tokia tanki.
Numatytasis atramos tankis programoje "Cura" yra 20 %, o tai gana gerai tinka tvirtai jūsų modelio atramai užtikrinti. Dauguma žmonių pasirenka šį tankį, ir jis puikiai veikia.
Iš tikrųjų galite sumažinti palaikymo tankį iki 5-10 % ir turėti gerus palaikymo sąsajos nustatymus, kad palaikymas veiktų gerai.
Paprastai jums nereikės per daug didinti atramos tankio, kad turėtumėte geras atramas.
Padidinus atramų tankį, pagerėja iškyšos ir sumažėja pasvirimas, nes atramos sujungtos tankiai. Mažiau tikėtina, kad atramos suges, jei spausdinimo proceso metu kils problemų.
Priešinga atramų tankio didinimo pusė yra ta, kad jūsų atramas bus sunkiau pašalinti dėl didesnio sukibimo paviršiaus. Be to, atramoms sunaudosite daugiau medžiagos, todėl atspaudai užtruks ilgiau.
Vis dėlto puiki pradžia paprastai būna apie 20 %. Priklausomai nuo situacijos, galite naudoti ir mažesnį, ir didesnį tankį, tačiau 20 % tankis yra gera taisyklė, nuo kurios galima pradėti naudoti atramines konstrukcijas.
Atramos raštas turi didelę įtaką tam, koks atramos tankis iš tikrųjų yra užtikrinamas, t. y. kiek medžiagos sunaudojama. 20 % atramos tankis naudojant linijų raštą nebus toks pat kaip naudojant "Gyroid" raštą.
Koks yra geriausias paramos Z atstumas?
Atramos Z atstumas - tai tiesiog atstumas nuo jūsų atramos viršaus ir apačios iki paties 3D spausdintuvo. Jis užtikrina laisvą vietą, kad galėtumėte lengviau nuimti atramas.
Teisingai nustatyti šį nustatymą gana paprasta, nes jis suapvalinamas iki sluoksnio aukščio kartotinio. Numatytoji vertė programoje "Cura" bus lygi sluoksnio aukščiui, tačiau, jei reikia didesnio atstumo, galite padidinti vertę du kartus.
Vienas tai išbandęs naudotojas nustatė, kad atramas buvo daug lengviau pašalinti. Jis spausdino naudodamas 0,2 mm sluoksnio aukštį ir 0,4 mm atramos Z atstumą.
Paprastai šio nustatymo keisti nereikės, tačiau, jei norite, kad atramas būtų lengviau pašalinti, verta žinoti, kad jis yra.
"Cura" mėgsta vadinti šį nustatymą "svarbiausiu veiksniu, lemiančiu, kaip gerai parama atitinka modelį".
Didelė šio atstumo reikšmė leidžia padidinti tarpą tarp modelio ir atramos. Tai palengvina vėlesnį apdorojimą ir sukuria lygesnį modelio paviršių dėl sumažėjusio sąlyčio su atramomis ploto.
Maža reikšmė naudinga, kai bandote atremti sudėtingas iškyšas, todėl atramos spausdinimas priartėja prie atramos, tačiau atramas bus sunkiau pašalinti.
Bandykite žaisti su skirtingomis šių atstumų reikšmėmis, kad rastumėte jums tinkamiausią skaičių.
Kas yra įjungti palaikymo sąsają?
Atraminė sąsaja - tai tiesiog atraminės medžiagos sluoksnis tarp įprastinių atramų ir modelio, kitaip vadinamas sąlyčio tašku. Jis yra tankesnis už tikrąsias atramas, nes jam reikia daugiau sąlyčio su paviršiais.
"Cura" ši funkcija turėtų būti įjungta pagal nutylėjimą kartu su "Įjungti atramos stogą" ir "Įjungti atramos grindis", kad būtų galima sukurti tankesnius paviršius atramų viršuje ir apačioje.
Šiuose nustatymuose, esančiuose rodinyje "Expert", taip pat rasite "Support Interface Thickness" & amp; "Support Interface Density" (atramos sąsajos storis & amp; atramos sąsajos tankis). Naudodami šiuos nustatymus galite valdyti, kokio storio ir tankio yra viršutiniai ir apatiniai jūsų atramų sujungimo taškai.
Kas yra laipsniškos paramos užpildymo žingsniai?
Laipsniškas atramos užpildymo žingsnis - tai atramos užpildymo tankio mažinimo perpus skaičius, kai užpildymas eina iš viršaus į apačią. Didžiausias užpildymo tankis bus viršutiniuose modelio paviršiuose, iki pat jūsų nustatyto atramos užpildymo tankio nustatymo.
Žmonės paprastai palieka šį nustatymą ties 0, tačiau turėtumėte išbandyti šį nustatymą, kad sutaupytumėte gijų ir nesumažintumėte modelio funkcionalumo. Įprastiems spaudiniams gerai nustatyti 3, o didesniems spaudiniams galima padidinti šią reikšmę.
3D spausdinimo srityje svarbiausia yra eksperimentuoti. Bandydami įvairius atramos nustatymus, bet neperžengdami loginių ribų, galiausiai atrasite verčių, kurios jus nepaprastai išjudins. Būtina kantrybė.
Tai, ką galite padaryti, tai įdiegti "Cura Settings Guide" ("Cura nustatymų vadovas") papildinį iš programos sąsajos. Tai puikus būdas pradedantiesiems suprasti, kaip veikia programinė įranga ir ką iš tikrųjų reiškia skirtingi nustatymai.
Koks yra geriausias atraminis modelis 3D spausdinimui?
Geriausias 3D spausdinimui skirtas atraminis raštas yra zigzago raštas, nes jis puikiai suderina tvirtumą, greitį ir paprastą pašalinimą.
Rinkdamiesi geriausius atraminius raštus savo 3D spaudiniams, dažniausiai rinkčiausi "Zigzago" ir "Linijų" raštus dėl jų greičio, tvirtumo ir lengvo pašalinimo pusiausvyros. . Zigzago raštas, palyginti su kitais raštais, taip pat spausdinamas greičiausiai.
Kiti paramos modeliai:
- Eilutės
Linijos labai panašios į Zigzago ir taip pat yra vienas geriausių atramos modelių. Tačiau jis stipresnis už Zigzago ir sukuria atramines konstrukcijas, kurias bus šiek tiek sunkiau pašalinti. Teigiama, kad gausite tvirtas atramas.
- Tinklelis
Tinklelio atramos modelis formuoja atramines struktūras, kurios yra dviejų vienas kitam statmenų tiesių linijų rinkinių pavidalo. Po to vyksta nuoseklus persidengimas, kurio metu formuojami kvadratai.
Tinklelis sukuria vidutinę iškyšų kokybę, tačiau labai rekomenduojamas dėl tvirtų ir patikimų atramų. Tačiau, kadangi lankstumas bus nedidelis, atramas gali būti gana sunku pašalinti.
- Trikampiai
Trikampių modelis yra stipriausias iš visų atraminių modelių. Jis sudaro lygiakraščių trikampių masyvą, todėl yra mažai lankstus arba visai nelankstus.
Dėl to susidaro prastos kokybės iškyšų kampai, o iš atspaudų bus sunkiausia pašalinti atramines konstrukcijas.
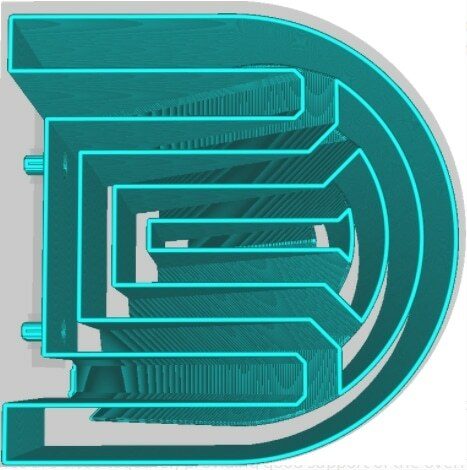
- Koncentrinis
Koncentrinis atraminis raštas puikiai tinka cilindrinėms formoms ir rutuliams. Juos lengva nuimti ir jie sulenkti į vidų įdėjus minimalias pastangas.
Tačiau yra žinoma, kad koncentriškas modelis čia ir ten gali sutrikti, dažnai palikdamas atramą sustabdytą ore.
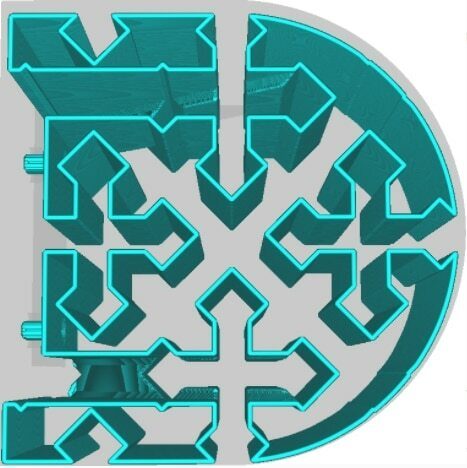
- Kryžius
Kryžminės atramos modelis yra lengviausiai pašalinamas iš visų Cura programoje esančių atramos modelių. Jis rodo kryžmines atramos struktūrų formas ir apskritai brėžia dalinį modelį.
"Cross" nėra tas, kurį reikia naudoti, kai reikia tvirtų ir tvirtų atramų.
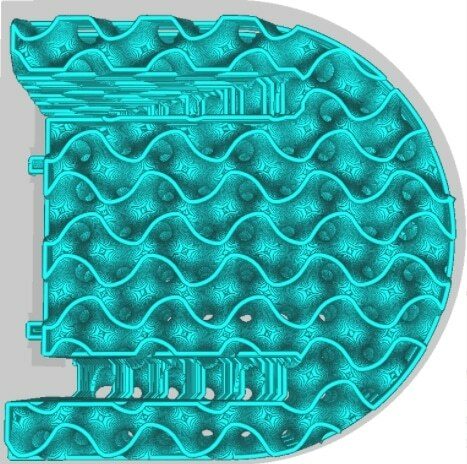
- Gyroidas
Gyroido modelis yra tvirtas ir patikimas. Jis pasižymi bangos formos raštu per visą atraminės konstrukcijos tūrį ir suteikia vienodą atramą visoms iškyšos linijoms.
Spausdinant su tirpiomis pagalbinėmis medžiagomis labai rekomenduojama naudoti "Gyroid". Vieną tūrį sudarantis oras leidžia tirpikliui greitai pasiekti atraminės struktūros vidų, todėl jis greičiau ištirpsta.
Skirtingų modelių stipriosios ir silpnosios pusės skiriasi.
Daugelis žmonių sutinka, kad "Zigzag" yra geriausias "Cura" siūlomas atraminis raštas. Jis gana tvirtas, patikimas ir itin lengvai pašalinamas spausdinimo pabaigoje.
Linijos taip pat yra dar vienas populiarus paramos modelis, su kuriuo daugelis žmonių renkasi dirbti.
Kaip pasiekti, kad pasirinktiniai atramų nustatymai būtų nepriekaištingi "Cura" programoje
"Cura" dabar suteikė prieigą prie pasirinktinių atramų - ši funkcija anksčiau buvo skirta tik "Simplify3D", kuri yra aukščiausios klasės pjaustyklė.
Pasirinktines atramas galime gauti atsisiųsdami "Cura" programinės įrangos įskiepį "Cilindrinės pasirinktinės atramos", kurį rasite programėlės viršuje dešinėje esančioje "Marketplace".
Kai rasite įskiepį ir jį atsisiųsite, būsite paraginti iš naujo paleisti "Cura", kur galėsite naudotis šiomis labai praktiškomis pasirinktinėmis atramomis. Jas sėkmingai naudojau jau daugelyje spaudinių, jos puikiai veikia.
Vienas geriausių dalykų yra tai, kad jums tereikia spustelėti vieną sritį, tada spustelėti kitą ir tarp šių dviejų spustelėjimų sukursite pasirinktinę atramą.
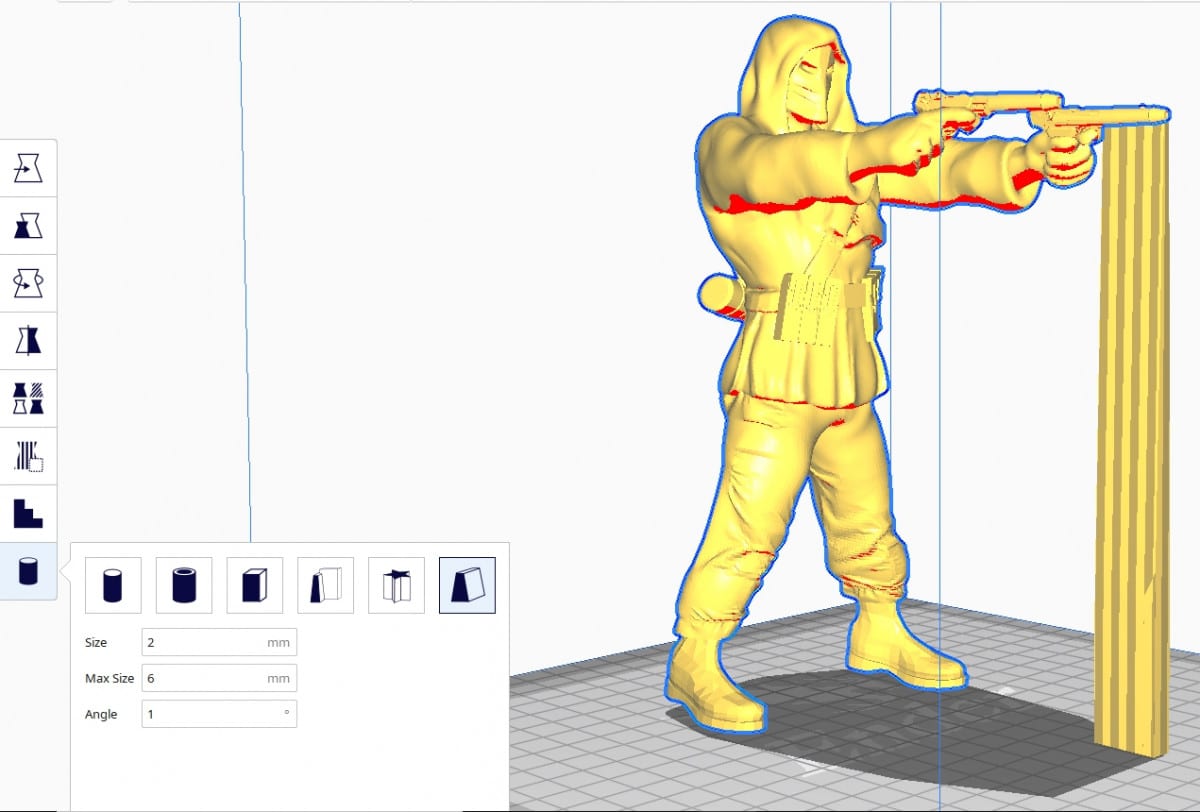
Galite lengvai pritaikyti formą, dydį, maksimalų dydį, tipą ir net nustatymus Y kryptimi. Tai nėra tik parodomosios atramos, nes tikrai galite labai greitai sukurti aukšto lygio atramas savo modeliams.
Pagalbinėms figūroms galite naudoti:
- Cilindras
- Kubas
- Abutmentas
- Laisvos formos
- Pasirinktinis
Bus taikomi jūsų nustatyti standartiniai atramos nustatymai, pvz., užpildymo tankis ir raštas.
Peržiūrėkite toliau pateiktą vaizdo įrašą, kad pamatytumėte, kaip veikia šios pasirinktinės atramos.
Geriausi "Cura" medžio palaikymo nustatymai programai "Cura
Norėdami nustatyti geriausius medžio atramos parametrus, dauguma žmonių rekomenduoja, kad šakų kampas būtų 40-50°, o šakų skersmuo - 2-3 mm. Be to, norėtumėte įsitikinti, kad atstumas tarp šakų yra ne mažesnis kaip 6 mm.
Taip pat žr: Geriausi "Ender 3" atnaujinimai - kaip teisingai atnaujinti "Ender 3Čia pateikiami kiti medžio palaikymo nustatymai, kuriuos rasite "Cura" skirtuke "Eksperimentinis".
- Medžio atramos šakos skersmens kampas - šakos skersmens kampas, augantis link apačios (numatytasis nustatymas - 5°).
- "Tree Support Collision Resolution" - nustato susidūrimų išvengimo šakose tikslumą (numatytosios reikšmės tokios pačios kaip "Support Line Width").
Parašiau straipsnį "Kaip naudoti "Cura" eksperimentinius nustatymus 3D spausdinimui", kurį galite perskaityti.
Toliau esančiame CHEP vaizdo įraše išsamiai pasakojama apie medžių palaikymą.
Daugelis naudotojų nustatė šakų skersmens kampo reikšmę 5°. Norime, kad šis kampas būtų orientuotas taip, kad medžio atrama galėtų tvirtai stovėti, nesiblaškydama ir nedrebėdama.
Medžio atramos susidūrimo skiriamoji geba yra 0,2 mm. Ją dar labiau padidinus medžio šakos gali atrodyti prastos kokybės, tačiau sutaupysite daugiau laiko. Pabandykite eksperimentuoti ir išsiaiškinkite, kas jums tinka.
Medžio atramos - tai unikalus "Cura" būdas generuoti jūsų modelio atramines struktūras.
Jei įprastinės atramos užima daug laiko, kai dalis yra palyginti maža, galite apsvarstyti medžio atramas, tačiau tai nėra vienintelė priežastis, kodėl turėtumėte tai daryti.
Jiems paprastai sunaudojama mažiau gijų, o vėlesnis apdorojimas neabejotinai yra geriausia medžio atramų dalis. Jos apgaubia modelį ir suformuoja šakas, kurios kartu sukuria apvalkalą aplink modelį.
Kadangi šios šakos palaiko tik pasirinktas modelio sritis, o vėliau suformuoja kiauto formą, paprastai jos iššokančios iš karto be jokių pastangų ir padidina tikimybę, kad paviršius bus lygesnis.
Tačiau medžio atramas rekomenduoju naudoti sudėtingiems modeliams. Paprastesniems modeliams, pavyzdžiui, 3D spausdintuvo dalims su vidutinėmis iškyšomis, medžio atramos nebus idealios.
Turėsite patys įvertinti, ar tam tikras modelis yra tinkamas kandidatas "Cura" skirtingai paramos generavimo technikai.
Geriausi "Cura" palaikymo nustatymai miniatiūroms
Miniatiūroms spausdinti 60° atramos iškyšos kampas yra saugus ir veiksmingas. Taip pat geriausia naudoti linijų atramos modelį, kad miniatiūros būtų detalesnės. Be to, išlaikykite numatytąją atramos tankio reikšmę (t. y. 20 %) ir tai turėtų padėti jums pradėti spausdinti.
Taip pat žr: 8 Geriausi uždari 3D spausdintuvai, kuriuos galite įsigyti (2022)Naudoti medžio atramas miniatiūroms tikrai populiaru, nes jos paprastai turi sudėtingesnes formas ir detales, ypač kai naudojami kardai, kirviai, išplėstos galūnės ir panašūs dalykai.
Vienas naudotojas minėjo, kad jis paima savo miniatiūrų STL failą, importuoja jas į "Meshmixer", tada programinė įranga sukuria aukštos kokybės medžių atramas. Po to galite tiesiog eksportuoti atnaujintą failą atgal į STL ir supjaustyti jį "Cura".
Peržiūrėkite mano straipsnį Geriausi 3D spausdinimo miniatiūrų kokybės nustatymai.
Naudodami šią priemonę galite gauti nevienareikšmiškų rezultatų. Verta pabandyti, bet dažniausiai laikyčiausi "Cura". Priklausomai nuo modelio, gali būti prasminga Paramos vietą parinkti į "Touching Buildplate", kad ji nebūtų statoma ant jūsų miniatiūros.
Naudoti įprastas atramas gali būti veiksminga, ypač jei susikuriate savo pritaikytas atramas, tačiau medžio atramos tikrai puikiai tinka detaliems mini modeliams. Kai kuriais atvejais medžio atramos gali sunkiai liestis su modeliu.
Jei taip nutinka, pabandykite nustatyti, kad linijos plotis būtų lygus sluoksnio aukščiui.
Dar vienas dalykas, kurį reikia pridurti, - įsitikinkite, kad naudojate gerą orientaciją, kad sumažintumėte atramas. Tinkamas 3D spausdinamų miniatiūrų pasukimas ir kampas gali turėti didelės reikšmės tam, kaip jos pasirodys.
Toliau pateiktame "3D Printed Tabletop" vaizdo įraše puikiai tinka parinkti nustatymus, kad galėtumėte atspausdinti nuostabias miniatiūras. Paprastai reikia nustatyti nedidelį sluoksnio aukštį ir spausdinti nedideliu greičiu.
Jei galite sureguliuoti savo 3D spausdintuvą taip, kad jis sėkmingai 3D spausdintuvu atspausdintų keletą gerų iškyšų kampų, galėsite sumažinti atramų skaičių. Kaip minėta, geras iškyšos kampas yra 50°, bet jei galite ištempti iki 60°, reikės mažiau atramų.
Kitas svarbus nustatymas, kurio reikia saugotis spausdinant miniatiūras, yra atraminis Z atstumas. Priklausomai nuo modelio ir kitų nustatymų, jis gali skirtis, tačiau atrodo, kad 0,25 mm reikšmė yra bendras daugelio profilių, kuriuos mačiau tyrinėdamas, standartas.
Aukštos kokybės miniatiūroms reikia kruopščiai optimizuotų nustatymų, ir nors sunku iš karto atspausdinti jas tobulai, bandymų ir klaidų metodu palaipsniui tai pasieksite.
Be to, panašu, kad čia svarbus ir kitas nustatymas, vadinamas "Cura" skirtuke "Kokybė" esančios atraminės linijos plotis. Sumažinus jo vertę, sumažėtų atotrūkis tarp jūsų medžio atramos ir modelio.
Kaip ištaisyti per stiprius "Cura" palaikymo nustatymus?
Norėdami pataisyti per stiprias atramas, turėtumėte sumažinti atramų tankį, taip pat naudoti Zigzago atramos modelį. Padidinti atramos Z atstumą yra puikus būdas, kad atramas būtų lengviau pašalinti. Taip pat sukurčiau savo pritaikytas atramas, kad jų būtų galima pastatyti tiek mažai, kiek reikia.
Nuo atramos Z atstumo gali tiesiogiai priklausyti, kaip sunku ar lengva nuimti atramas nuo modelio.
Nustatymų skiltyje "Expert" (Ekspertai) esantis nustatymas "Support Z Distance" (Atraminis atstumas Z) turi du poskyrius - "Top Distance" (Viršutinis atstumas) ir "Bottom Distance" (Apatinis atstumas). Šių poskyrių reikšmės keičiasi priklausomai nuo to, ką nustatėte pagrindiniame nustatyme "Support Z Distance" (Atraminis atstumas Z).
Norite, kad Z atstumo vertė būtų 2 kartus didesnė už sluoksnio aukštį, kad tarp modelio ir atramų būtų papildomo tarpo. Dėl to atramas turėtų būti daug lengviau pašalinti, be to, jų turėtų pakakti, kad modelis būtų tinkamai paremtas.
Jei dėl kokių nors priežasčių nenorite naudoti pasirinktinių atramų, pvz., norite pridėti per daug atramų, galite naudoti kitą "Cura" funkciją, vadinamą atramų blokatoriais.
Ji naudojama norint pašalinti atramas ten, kur nenorite, kad jos būtų sukurtos.
Kai "Cura" programoje pjaustote modelį, programinė įranga nustato, kur bus išdėstytos atraminės konstrukcijos. Tačiau jei matote, kad tam tikroje vietoje atramos nereikia, galite naudoti atramų blokatorių ir pašalinti nepageidaujamas atramas.
Tai gana paprasta, tačiau geriau paaiškinti galite pažiūrėję toliau pateiktą vaizdo įrašą.