
Taula de continguts
La impressió 3D pot ser sovint complexa i és més probable que utilitzeu estructures de suport als vostres models de tant en tant. Sempre que això succeeixi, heu d'assegurar-vos que la vostra configuració d'assistència estigui calibrada adequadament. Si no és així, els vostres models poden patir molt pel que fa a la qualitat.
En aquest article, intentaré explicar quins són els paràmetres d'assistència i com podeu obtenir els millors paràmetres d'assistència per a la vostra impressora 3D amb Cura. programari.
Quins són els paràmetres de suport per a la impressió 3D a Cura?
Els paràmetres de suport a la impressió 3D s'utilitzen per ajustar com es creen els vostres suports. Això pot anar des d'on es crearan els suports, fins a suportar la densitat, el patró de suport, les distàncies entre els suports i el model, fins a fins i tot els angles de voladissos de suport. La configuració predeterminada de Cura funciona bé principalment.
Els suports són una part important de la impressió 3D, especialment per als models que són complexos i tenen moltes parts generals. Si penseu en una impressió en 3D amb la forma de la lletra "T", les línies laterals necessitarien suport perquè no es pot imprimir a l'aire.
Una cosa intel·ligent seria canviar l'orientació i tenir els voladissos estès plans a la placa de construcció, cosa que condueix a una situació en què els suports no són necessaris, però en molts casos, no podeu evitar l'ús de suports.
Quan finalment feu servir suports als vostres models, hi ha un munt de configuracions de suport que trobareuel farciment va de dalt a baix. La densitat més alta d'emplenament es trobarà a les superfícies superiors del model, fins a la configuració de Densitat d'emplenament de suport.
La gent tendeix a deixar aquesta configuració a 0, però hauríeu de provar aquesta configuració per desar-la. filament sense reduir la funcionalitat del vostre model. Un bon valor per establir és 3 per a impressions normals, mentre que les impressions més grans es podrien augmentar més.
En l'àmbit de la impressió 3D, l'experimentació és clau. Si recorreu amb diferents configuracions de suport però mantenint-vos dins dels límits lògics, finalment descobrireu valors que us fan anar de manera notable. És imprescindible tenir paciència.
El que podeu fer és instal·lar el connector "Guia de configuració de Cura" des de la interfície de l'aplicació. Aquesta és una manera fantàstica perquè els principiants entenguin com funciona el programari i quins paràmetres representen realment.
Quin és el millor patró de suport per a la impressió 3D?
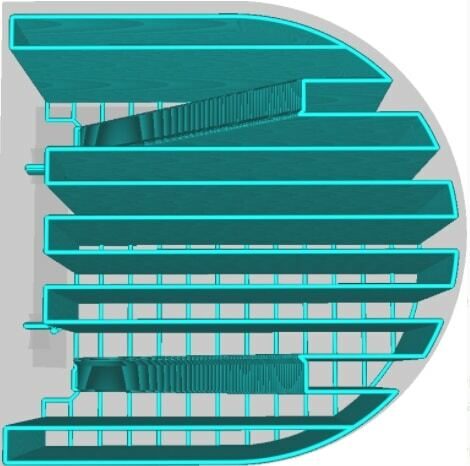
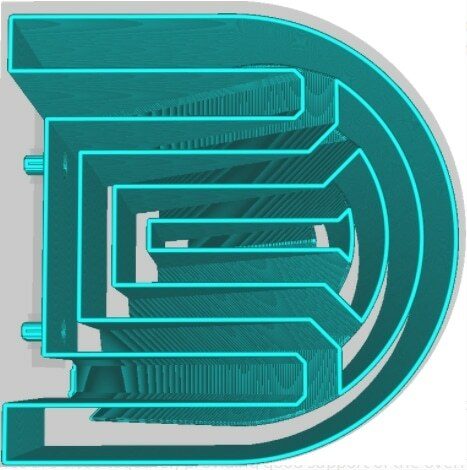
El millor patró de suport per a la impressió 3D és el patró en zig-zag perquè té un gran equilibri de força, velocitat i facilitat d'eliminació.
Quan escolliu els millors patrons de suport per a les vostres impressions en 3D, em quedaria principalment amb el zig-zag i el Patró de línies a causa del seu equilibri de velocitat, força i facilitat d'eliminació . El zig-zag, en particular, també és el més ràpid d'imprimir en comparació amb altres patrons.
Els altres patrons de suport inclouen:
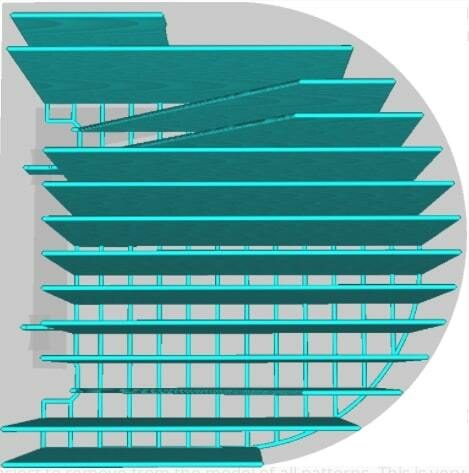
- Línies
Línies de props'assembla a zigzag i també és un dels millors patrons de suport. Tanmateix, és més fort que el zigzag i fa que les estructures de suport siguin una mica més difícils d'eliminar. Al costat positiu, obteniu suports sòlids.
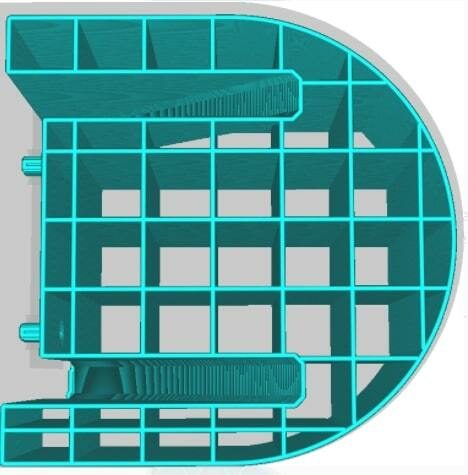
- Grid
El patró de suport de la quadrícula admet els formularis estructures en forma de dos conjunts de rectes perpendiculars entre si. Això és seguit d'una superposició consistent que continua formant quadrats.
La graella produeix una qualitat mitjana de volada, però és molt recomanable per a suports forts i fiables. Tanmateix, com que hi haurà poca flexibilitat, els suports poden ser força difícils d'eliminar.
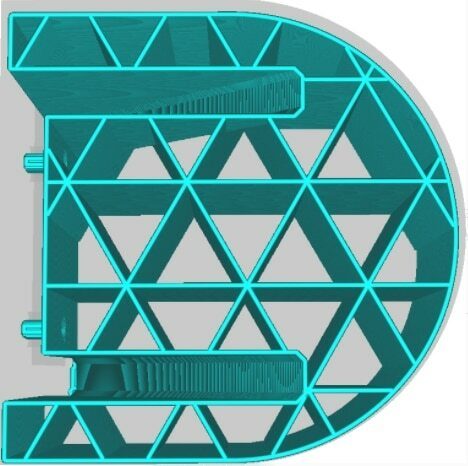
- Triangles
El patró de triangles és el més fort de tots els patrons de suport. Forma una sèrie de triangles equilàters que li permeten mostrar poca o cap flexibilitat.
Produeix angles de volada de mala qualitat i seran les estructures de suport més difícils d'eliminar de les vostres impressions.
- Concèntric
El patró de suport concèntric és ideal per a formes cilíndriques i esferes. Són fàcils d'eliminar i es doblegaran cap a l'interior amb un esforç mínim.
No obstant això, se sap que el patró concèntric es desordena aquí i allà, deixant sovint el suport suspès a l'aire.
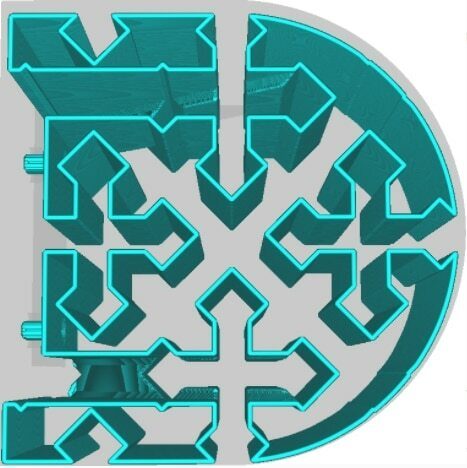
- Crua
El patró de suport creuat és el més fàcil d'eliminar de tots els suportsPatrons a Cura. Exhibeix formes en creu a les vostres estructures de suport i dibuixa un patró fraccionat en general.
La creu no és la que s'utilitza quan necessiteu suports sòlids i ferms.
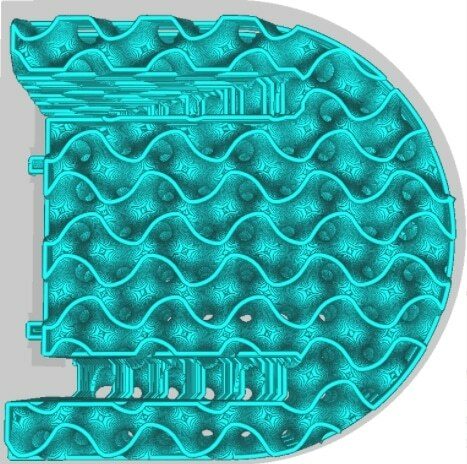
- Gyroid
El patró Gyroid és fort i fiable. Presenta un patró ondulat en tot el volum de l'estructura de suport i proporciona el mateix suport a totes les línies del voladís.
El giroide és molt recomanable quan s'imprimeix amb materials de suport solubles. L'aire que consta d'un sol volum permet que el dissolvent arribi ràpidament a l'interior de l'estructura de suport, permetent que es dissolgui més ràpidament.
Diferents patrons tenen diferents punts forts i febles.
Molta gent està d'acord que Zigzag és el millor patró de suport que Cura té per oferir. És bastant resistent, fiable i excepcionalment fàcil d'eliminar al final de la impressió.
Les línies també són un altre patró de suport popular amb el qual moltes persones també decideixen treballar.
Com aconseguir-ho. Configuració de suports personalitzats Perfecte a Cura
Cura ara ha proporcionat accés a suports personalitzats, una característica que solia estar reservada per a Simplify3D, que és un slicer premium.
Podem accedir a suports personalitzats baixant un connector dins del programari Cura anomenat Cylindrical Custom Supports, que es troba al Marketplace a la part superior dreta de l'aplicació.
Un cop trobeu el connector i el baixeu, estaràsse li demana que reinicieu Cura, on tindreu accés a aquests suports personalitzats molt pràctics. Ara els he fet servir amb èxit en moltes impressions, funcionen molt bé.
Una de les millors coses és que tot el que necessiteu és fer clic en una àrea, després fer clic a una altra i crearàs un suport personalitzat entre aquests dos clics.
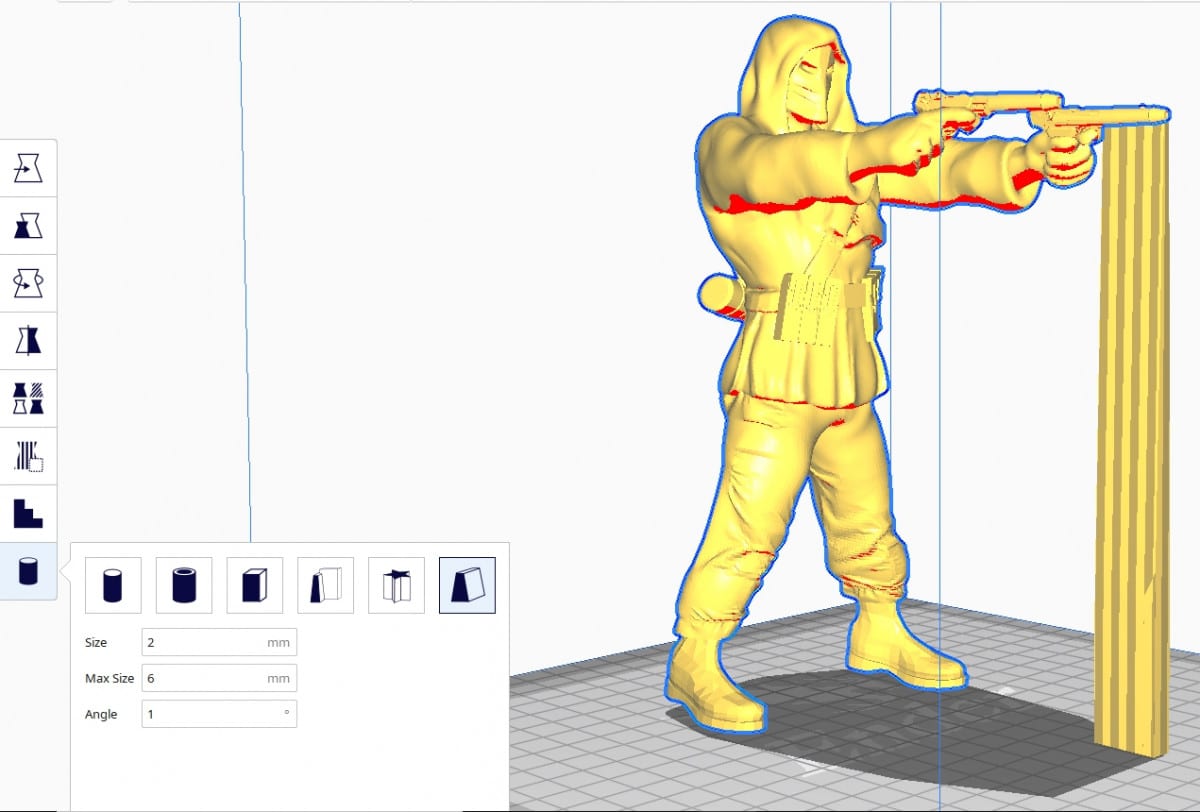
Podeu personalitzar fàcilment la forma, la mida, el màxim. mida, tipus i fins i tot la configuració en la direcció Y. Aquests no són només per mostrar-se, ja que realment podeu crear alguns suports d'alt nivell molt ràpidament per als vostres models.
Per a les formes de suport podeu utilitzar el:
- Cilindro
- Cube
- Pilar
- Freeform
- Personalitzat
S'aplicarà la configuració de suport estàndard que hàgiu establert, com ara la densitat i el patró de farciment.
Mireu el vídeo següent per veure un tutorial visual sobre com funcionen aquests suports personalitzats.
La millor configuració de suport de Cura Tree per a Cura
Per obtenir la millor configuració de suport de Tree , la majoria de la gent recomana un angle de ramificació entre 40 i 50°. Per al diàmetre de branca, 2-3 mm és un bon lloc per començar. A més, voleu assegurar-vos que la vostra distància de branca estigui configurada com a mínim a 6 mm.
Aquí teniu la resta de la configuració de suport d'arbre que podeu trobar a la pestanya "Experimental" a Cura.
- Angle del diàmetre de la branca de suport de l'arbre: l'angle de la branca diàmetre creixent cap a la part inferior (per defecte a 5°)
- Resolució de col·lisió de suport d'arbre– determina la precisió de l'evitació de col·lisions a les branques (per defecte igual que l'amplada de la línia de suport)
He escrit un article anomenat Com utilitzar la configuració experimental de Cura per a la impressió 3D que podeu consultar.
El vídeo següent de CHEP explica alguns detalls sobre els suports d'arbre.
Per a l'angle de diàmetre de branca, molts usuaris l'han establert a 5°. Volem que aquest angle s'orienti de tal manera que el suport de l'arbre pugui mantenir-se fort sense tremolar ni tremolar.
Per a la resolució de col·lisió de suport d'arbre, 0,2 mm és una bona xifra per començar. Augmentar-lo encara més podria fer que les branques dels arbres semblin de baixa qualitat, però estalviareu més temps. Proveu d'experimentar per veure què us funciona.
Els suports d'arbre són la manera única de Cura de generar estructures de suport per al vostre model.
Si els suports normals triguen molt de temps a una peça que és relativament relativa. petit, potser voldreu considerar els suports d'arbre, però no és l'únic motiu pel qual hauríeu de fer-ho.
Aquests solen utilitzar menys filaments i el postprocessament és, sens dubte, la millor part dels suports d'arbre. El que fan és embolicar el model i formar branques que col·lectivament creen una closca al voltant del model.
Com que aquestes branques només admeten àrees seleccionades del model i després formen una forma de closca, normalment apareixen immediatament amb poc o cap esforç i augmenta la possibilitat d'una superfície més llisaqualitat.
No obstant això, us recomano utilitzar els suports d'arbre per a models complexos. Per a models més senzills, com ara peces d'una impressora 3D amb voladissos mitjans, els suports de l'arbre no seran ideals.
Haureu d'avaluar-vos si quin model és un bon candidat per a la tècnica de generació de suport diferent de Cura.
La millor configuració de suport de Cura per a miniatures
Per a la impressió de miniatures, un angle de volada de suport de 60° és segur i eficaç. També us recomanem que utilitzeu el patró de suport de línies per obtenir més detalls a les vostres minis. A més, manteniu la densitat de suport al seu valor predeterminat (és a dir, 20%) i això us hauria de començar bé.
L'ús de suports per a arbres per a miniatures és molt popular perquè tendeixen a tenir formes i detalls més complexos, sobretot quan hi ha espases, destrals, extremitats esteses i coses d'aquesta naturalesa.
Un usuari va esmentar com agafa el fitxer STL de les seves miniatures, les importa a Meshmixer i, a continuació, fa que el programari generi alguns suports d'arbres d'alta qualitat. Després d'això, només podeu tornar a exportar el fitxer actualitzat a un STL i tallar-lo a Cura.
Consulta el meu article La millor configuració en miniatura d'impressió 3D per a la qualitat.
Podeu obtenir resultats variats amb això. Val la pena provar-ho, però en la seva majoria, em quedaria amb Cura. Segons el model, seleccionar la vostra ubicació de suport per tocar la placa de construcció pot tenir sentit, de manera que no es construirana sobre de la vostra miniatura.
Utilitzar suports normals pot funcionar, sobretot si creeu els vostres propis suports personalitzats, però els suports d'arbre funcionen molt bé per a minis detallats. En alguns casos, els suports dels arbres poden tenir dificultats per entrar en contacte amb el model.
Si experimenteu això, proveu de fer que l'amplada de la línia sigui igual a l'alçada de la capa.
Una altra cosa a afegir és afegir Assegureu-vos que utilitzeu una bona orientació per tal de minimitzar els suports. La rotació i l'angle correctes per a les vostres miniatures impreses en 3D poden marcar una diferència significativa en el resultat.
El vídeo següent de 3D Printed Tabletop és ideal per marcar la vostra configuració i imprimir algunes miniatures sorprenents. En general, es redueix a una alçada de capa petita i s'imprimeix a una velocitat baixa.
Si podeu ajustar la vostra impressora 3D per imprimir en 3D amb èxit alguns angles de volada, podeu reduir el nombre de suports. Com s'ha esmentat anteriorment, un bon angle de volada és de 50°, però si podeu estirar-vos fins a 60°, us farà menys suports.
La distància de suport Z és un altre paràmetre important amb el qual cal tenir cura quan imprimiu minis. Depenent del vostre model i d'altres paràmetres, això pot variar, però un valor de 0,25 mm sembla funcionar com a estàndard general per a molts perfils que he vist mentre investigava.
Els minis d'alta qualitat requereixen una configuració curosament optimitzada. , i tot i que és difícil imprimir-los perfectament des del primer moment, la prova-and-error us arribarà a poc a poc.
A més, una altra configuració anomenada Amplada de línia de suport que apareix a la pestanya "Qualitat" de Cura sembla que hi juga un paper. Disminuir el seu valor reduiria la bretxa entre el suport de l'arbre i el model.
Vegeu també: Com utilitzar una impressora 3D de resina: una guia senzilla per a principiantsCom puc solucionar els paràmetres d'assistència de Cura que són massa forts?
Per arreglar els suports que són massa forts, heu de hauria de reduir la vostra densitat de suport, així com utilitzar el patró de suport en zig-zag. Augmentar la distància de suport Z és un mètode fantàstic per fer que els suports siguin més fàcils d'eliminar. També crearia els vostres propis suports personalitzats, perquè es puguin construir tan poc com sigui necessari.
La distància de suport Z pot afectar directament la dificultat o la facilitat de treure els suports del vostre model.
Es troba a la configuració "Expert", la distància de suport Z té dues subseccions: la distància superior i la distància inferior. Els valors d'aquests canvien d'acord amb el que poseu a la configuració principal de la Distància Z de suport.
Voleu que el valor de la Distància Z sigui el doble de l'alçada de la vostra capa, de manera que hi hagi espai addicional entre el vostre model i els suports. Això hauria de fer que els suports siguin molt més fàcils d'eliminar, a més de ser suficients per admetre correctament el vostre model.
Si no voleu utilitzar suports personalitzats per qualsevol motiu, com si hi ha massa suports per afegir , podeu utilitzar una altra funció de Cura anomenada Bloquejadors de suport.
S'utilitza per eliminar suports on no vulgueuseran creats.
Sempre que talleu un model a Cura, el programari determina on es col·locaran les estructures de suport. Tanmateix, si veieu que el suport no és necessari en un moment concret, podeu utilitzar el Bloquejador de suport per eliminar els suports no desitjats.
És bastant senzill, però podeu obtenir una millor explicació mirant el vídeo següent.
al vostre slicer, que us permetrà fer alguns canvis útils per fer que els vostres suports siguin més pràctics.Un d'aquests és crear els vostres suports de manera que sigui més fàcil eliminar-los del model després. La configuració específica que pot ajudar amb això seria la "Densitat de la interfície de suport" a Cura.
Aquesta configuració bàsicament canvia la densitat de la part superior i inferior de l'estructura de suport.
Si reduïu la densitat de la interfície de suport, els vostres suports haurien de ser més fàcils d'eliminar i viceversa.
També podem utilitzar una configuració més senzilla que no estigui a la categoria "Expert" per facilitar la supressió de suports, que és el suport. Distància Z que explicaré més en aquest article.
Hi ha un munt de configuracions d'assistència a Cura de les quals mai n'haureu sentit a parlar i que normalment no haureu d'ajustar-se, però algunes poden ser pràctiques .
Moltes d'aquestes configuracions ni tan sols veureu a Cura fins que no canvieu la vista de visibilitat de la configuració, que van des de la selecció bàsica, avançada, experta i personalitzada. Això es troba fent clic a les 3 línies del costat dret del quadre de cerca de la configuració de Cura.
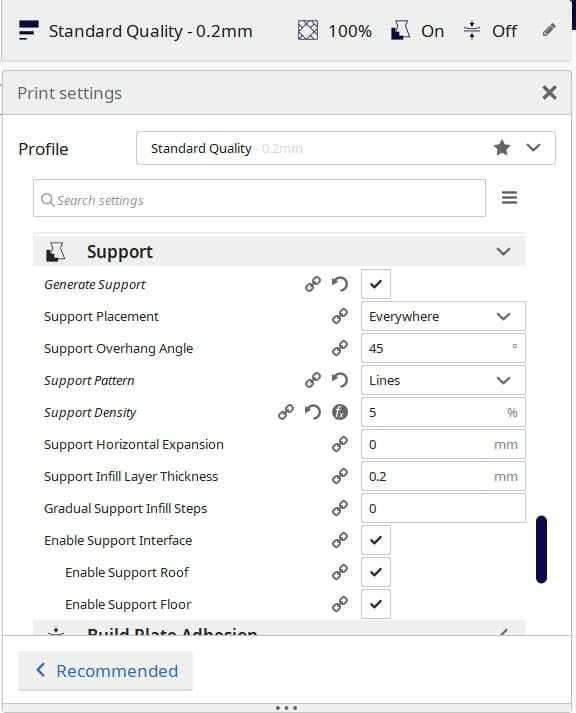
A continuació, es mostren alguns dels paràmetres d'assistència que es troben a Cura per a una millor idea (visibilitat de la configuració ajustada a "Avançat"):
- Estructura de suport : trieu entre els suports "Normal" o els suports "Arbre" (explicarà "Arbre" més enllà a l'article)
- Suport Ubicació : trieu entresuports creats "A tot arreu" o "Touching Buildplate"
- Angle de volada del suport : angle mínim amb el qual crear suports per a les peces que sobresurten
- Patró de suport – Patró de les estructures de suport
- Densitat de suport – Determina la densitat de les estructures de suport
- Suport d'expansió horitzontal – Augmenta l'amplada dels suports
- Gesssor de la capa de farciment de suport : alçada de la capa de farciment dins dels suports (múltiples d'alçada de la capa)
- Pasos de farciment de suport gradual : disminueix la densitat dels suports a la part inferior en passos
- Activa la interfície d'assistència : activa diversos paràmetres per ajustar la capa directament entre el suport i el model (visibilitat (visibilitat "expert")
- Habilita el sostre de suport : produeix una llosa densa de material entre la part superior del suport i el model.
- Habilita el sòl de suport : produeix una llosa densa de material entre la part inferior del suport i el model
A la visualització de visibilitat "Expert" de Cura hi ha encara més configuracions.
Ara que veieu quina és la configuració d'assistència. i com poden ser útils, entrem en més detall sobre altres paràmetres d'assistència.
Com puc obtenir la millor configuració d'assistència a Cura?
Aquí teniu algunes configuracions d'assistència a Cura que podeu Voleu ajustar-vos si voleu optimitzar les vostres estructures de suport.
- Estructura de suport
- SuportCol·locació
- Angle de volada de suport
- Patró de suport
- Densitat de suport
- Distància Z de suport
- Activa la interfície de suport
- Passos d'ompliment gradual de suport
A part d'aquests, normalment podeu deixar la resta de la configuració predeterminada, i això estarà bé tret que tingueu un problema avançat que s'hagi de solucionar amb els vostres suports.
Quina és la millor estructura de suport?
La primera configuració que obteniu quan visualitzeu la configuració de suport a Cura és l'estructura de suport, i aquí teniu "Normal" o "Arbre" per triar. Aquest és el tipus de tècnica que s'utilitza per formar estructures de suport per al vostre model.
Per imprimir models sense complicacions que requereixen voladissos estàndard, la majoria de la gent sol optar per "Normal". Es tracta d'un entorn on les estructures de suport es deixen caure verticalment cap avall i s'imprimeixen per sota de les parts que sobresurten.
D'altra banda, els suports d'arbre solen reservar-se per a models més complexos que tenen voladissos delicats/primes. Explicaré els suports de Tree amb més detall més endavant en aquest article.
La majoria de la gent opta per "Normal" ja que aquesta és pràcticament la configuració predeterminada i funciona bé per a la majoria dels models.
Quina és la millor col·locació de suport?
La col·locació de suport és un altre entorn essencial on podeu determinar com es col·loquen les estructures de suport. Podeu seleccionar "A tot arreu" o "Tocant".Buildplate."
La diferència entre aquests dos paràmetres és bastant senzill d'entendre.
Quan trieu "Touching Buildplate", els vostres suports es produiran en parts del model on el suport tingui un camí directe a la placa de construcció, sense que una altra part del model s'interposi en el camí.
Quan trieu "A tot arreu", els vostres suports es produiran a tot el model, d'acord amb la configuració de suport que hàgiu establert. . No importarà si la teva part és complexa i té girs i girs per tot arreu, els teus suports s'imprimiran.
Quin és el millor angle de volada de suport?
L'angle de volada de suport és el angle mínim necessari perquè s'imprimi el suport.
Quan tingueu un voladís de 0°, es crearan tots els voladissos, mentre que un angle de voladís del suport de 90° no crearà res en termes de admet.
El valor predeterminat que trobareu a Cura és 45°, que és just al mig. Com més baix sigui l'angle, més voladissos crearà la vostra impressora, mentre que com més gran sigui l'angle, menys suports es faran.
Depenent del rendiment i el calibratge de la vostra impressora 3D, podeu utilitzar amb èxit un més alt. angle i encara estigueu bé amb les vostres impressions en 3D.
Molts aficionats a les impressores 3D recomanen un valor d'uns 50° per a l'angle de pendent de suport, per assegurar-vos que les vostres impressions 3D encara surtin bé i estalvieu una mica de material amb menysestructures de suport.
Sens dubte, provaria això per a la vostra pròpia impressora 3D i veureu què us funciona millor.
Una manera fantàstica de provar la capacitat de la vostra impressora 3D, així com el vostre voladís. El rendiment és imprimir en 3D la prova d'impressora 3D Micro All-In-One (Thingiverse).
No es tradueix directament en quin angle de sobrevolant de suport podeu utilitzar, però us permet provar la vostra capacitat per augmenta-lo encara més.
Quin és el millor patró de suport?
Hi ha molts patrons de suport per triar a Cura, cosa que ens dóna l'opció de personalitzar com es construeixen els nostres suports. Depenent del que cerquis, hi ha el millor patró de suport per a tu.
Si vols suports que siguin resistents i que puguin aguantar bé, t'anirà bé amb el patró de triangles, que és el més resistent dels tots els patrons, mentre que Grid també aguanta bé.
El patró en zig-zag és el millor patró de suport per a voladissos, juntament amb el patró de línies.
Si us pregunteu quin patró de suport és és el més fàcil d'eliminar, jo aniria amb el patró en zig zag perquè es doblega cap a dins i s'allunya en tires. Els suports de Cura que són massa forts haurien d'utilitzar un patró de suport que sigui fàcil d'eliminar.
Parlaré dels altres patrons de suport més avall en aquest article, perquè els pugueu entendre una mica millor.
Patró de suport i densitat de suport (la propera configuració de suport que es tractarà) comparteix unenllaçar junts. La densitat d'un patró de suport podria produir més o menys material dins d'una impressió 3D.
Vegeu també: Com actualitzar a l'anivellament automàtic del llit - Ender 3 & MésPer exemple, el patró de suport del giroide amb un farcit del 5% podria resultar suficient per a un model, mentre que el patró de suport de línies amb el mateix farciment pot no mantenir-se. tan bo.
Quina és la millor densitat de suport?
La densitat de suport a Cura és la velocitat a la qual les estructures de suport s'omplen de material. A valors més alts, les línies de les estructures de suport es mantindran a prop les unes de les altres, fent que sembli dens.
En valors més baixos, els suports estaran més separats, fent que l'estructura de suport sigui menys densa.
La densitat de suport predeterminada a Cura és del 20%, cosa que és bastant bona per proporcionar un suport sòlid al vostre model. Això és el que passa la majoria de la gent i funciona bé.
El que podeu fer és reduir la vostra densitat d'assistència al 5-10% i tenir una bona configuració de la interfície d'assistència per assegurar-vos que el vostre suport funcioni bé.
En general, no haureu d'augmentar massa la densitat de suport per tenir bons suports.
Quan augmenteu la densitat de suport, millora els voladissos i disminueix l'enfonsament, ja que els suports estan connectats densament. . És menys probable que vegeu que el vostre suport falla si hi ha un problema durant el procés d'impressió.
El costat oposat d'augmentar la densitat del vostre suport és que els vostres suports seran més difícils d'eliminar a causa d'unsuperfície d'adhesió. També utilitzareu més material per als suports i les vostres impressions trigaran més temps.
No obstant això, un bon lloc per començar sol ser al voltant del 20%. Podeu anar més avall i més amunt en funció de la situació, però una densitat del 20% és una bona regla general per seguir utilitzant les vostres estructures de suport.
El patró de suport té un efecte significatiu en quanta densitat de suport és realment. proporcionat, pel que fa a la quantitat de material utilitzat. Una densitat de suport del 20% amb el patró de línies no serà la mateixa que amb el patró de giroide.
Quina és la millor distància Z de suport?
La distància Z de suport és simplement la distància des de la part superior i inferior del vostre suport a la pròpia impressió 3D. Us proporciona espai lliure perquè pugueu treure els suports més fàcilment.
Aconseguir aquesta configuració correcta és bastant fàcil perquè s'arrodoneix a un múltiple de l'alçada de la capa. El vostre valor predeterminat dins de Cura serà simplement igual a l'alçada de la vostra capa, tot i que si necessiteu més espai lliure, podeu duplicar el valor.
Un usuari que ho va provar va descobrir que els suports eren molt més fàcils d'eliminar. Va imprimir amb una alçada de capa de 0,2 mm i una distància de suport Z de 0,4 mm.
Normalment no haureu de canviar aquesta configuració, però és bo saber que hi és si voleu facilitar els suports. per eliminar.
A Cura li agrada anomenar aquest paràmetre "el factor més influent en com s'adhereix el suport.al model.”
Un valor elevat d'aquesta distància permet una bretxa més gran entre el model i el suport. Això es tradueix en un postprocessament més fàcil i crea una superfície del model més llisa a causa de l'àrea de contacte reduïda amb els suports.
Un valor baix és útil quan s'està intentant suportar voladissos complexos que fan que el suport imprimeixi més a prop. al suport, però serà més difícil eliminar-los.
Proveu de jugar amb diferents valors d'aquestes distàncies per trobar la figura perfecta que us convingui.
Què és Habilita la interfície d'assistència?
La interfície de suport és simplement una capa de material de suport entre els suports normals i el model, en cas contrari es veu com el punt de contacte. Està fet per ser més dens que els suports reals perquè requereix més contacte amb les superfícies.
Cura hauria de tenir-ho activat de manera predeterminada, juntament amb "Habilita el sostre de suport" i "Activa el sòl de suport" per generar aquestes superfícies més denses a la part superior i inferior dels vostres suports.
Dins d'aquests paràmetres a la vista "Expert", també trobareu Gruix i amp; Densitat de la interfície de suport. Amb aquesta configuració, podeu controlar el gruix i la densitat dels punts de connexió superior i inferior dels vostres suports.
Què són els passos d'ompliment de suport gradual?
Els passos d'ompliment de suport gradual són el nombre de vegades per reduir la densitat de farciment de suport a la meitat com el