
सामग्री तालिका
3D प्रिन्टिङ अक्सर जटिल हुन सक्छ, र तपाईंले समय-समयमा आफ्नो मोडेलहरूमा समर्थन संरचनाहरू प्रयोग गर्ने सम्भावना हुन्छ। जब त्यो हुन्छ, तपाईंले आफ्नो समर्थन सेटिङहरू उचित रूपमा क्यालिब्रेट गरिएको छ भनेर सुनिश्चित गर्न आवश्यक छ। यदि होइन भने, तपाईंका मोडेलहरूले गुणस्तरको सन्दर्भमा धेरै कष्ट भोग्न सक्छन्।
यस लेखमा, म समर्थन सेटिङहरू के हो र तपाईं क्युरा प्रयोग गरेर आफ्नो 3D प्रिन्टरको लागि कसरी उत्तम समर्थन सेटिङहरू प्राप्त गर्न सक्नुहुन्छ भनेर व्याख्या गर्ने प्रयास गर्नेछु। सफ्टवेयर।
क्युरामा थ्रीडी प्रिन्टिङका लागि समर्थन सेटिङहरू के हुन्?
थ्रिडी प्रिन्टिङमा सपोर्ट सेटिङहरू तपाइँका सपोर्टहरू सिर्जना गर्ने तरिका समायोजन गर्न प्रयोग गरिन्छ। यो घनत्व, समर्थन ढाँचा, समर्थन र मोडेल बीचको दूरी, ओभरह्याङ्ग कोणहरूलाई समर्थन गर्न तल समर्थनहरू सिर्जना गरिने ठाउँबाट दायरा हुन सक्छ। पूर्वनिर्धारित Cura सेटिङहरूले धेरैजसो राम्रोसँग काम गर्दछ।
समर्थनहरू 3D प्रिन्टिङको महत्त्वपूर्ण भाग हो, विशेष गरी जटिल मोडेलहरूका लागि, र धेरै ठूलो भागहरू छन्। यदि तपाइँ "T" अक्षरको आकारमा थ्रीडी प्रिन्टको बारेमा सोच्नुहुन्छ भने, छेउमा रहेका रेखाहरूलाई समर्थन चाहिन्छ किनभने यो मध्य हावामा छाप्न सक्दैन।
एउटा स्मार्ट कुरा अभिमुखीकरण परिवर्तन गर्नु हो र बिल्ड प्लेटमा विस्तारित ओभरह्याङ्गहरू समतल छन्, जसले गर्दा समर्थनहरू आवश्यक पर्दैन, तर धेरै अवस्थामा, तपाईंले समर्थनहरू प्रयोग गर्नबाट बच्न सक्नुहुन्न।
तपाईंले अन्तमा आफ्ना मोडेलहरूमा समर्थनहरू प्रयोग गर्दा, त्यहाँ धेरै समर्थन सेटिङहरू छन् जुन तपाईंले फेला पार्नुहुनेछइन्फिल माथिबाट तल जान्छ। इन्फिलको उच्चतम घनत्व मोडेलको शीर्ष सतहहरूमा हुनेछ, तपाईंको समर्थन इन्फिल घनत्व सेटिङसम्म।
मानिसहरूले यो सेटिङलाई ० मा छोड्ने झुकाव राख्छन्, तर तपाईंले बचत गर्न यो सेटिङ प्रयास गर्नुपर्छ। तपाईंको मोडेलको कार्यक्षमता कम नगरी फिलामेन्ट। सामान्य प्रिन्टहरूको लागि सेट गर्नको लागि राम्रो मूल्य 3 हो, जबकि ठूला प्रिन्टहरू माथि उठाउन सकिन्छ।
थ्रीडी प्रिन्टिङको क्षेत्रमा, प्रयोग मुख्य हो। विभिन्न समर्थन सेटिङहरूसँग वरिपरि टिंकर गरेर तर तार्किक सीमाहरूमा रहँदा, तपाईंले अन्ततः मूल्यहरू फेला पार्नुहुनेछ जसले तपाईंलाई उल्लेखनीय रूपमा जान्छ। धैर्यता अनिवार्य छ।
तपाईले के गर्न सक्नुहुन्छ एपको इन्टरफेसबाट "Cura सेटिङ गाइड" प्लग-इन स्थापना गर्नुहोस्। यो सफ्टवेयर कसरी काम गर्छ र विभिन्न सेटिङहरू वास्तवमा के हो भनेर बुझ्नको लागि यो एक राम्रो तरिका हो।
3D मुद्रणको लागि उत्तम समर्थन ढाँचा के हो?
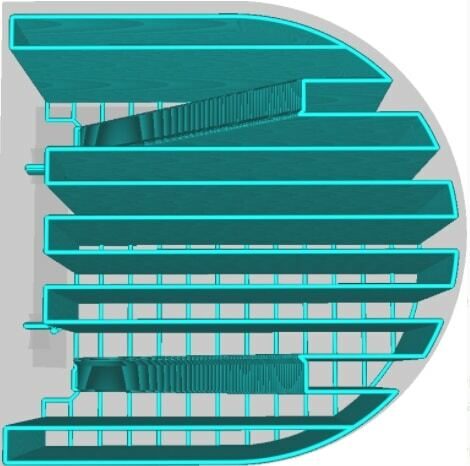
3D मुद्रणको लागि उत्तम समर्थन ढाँचा। Zigzag ढाँचा हो किनभने यसमा बल, गति, र हटाउन सजिलोको ठूलो सन्तुलन छ।
तपाईँको 3D प्रिन्टहरूको लागि उत्तम समर्थन ढाँचाहरू छनौट गर्दा, म प्रायः Zigzag र तिनीहरूको गति, बल, र हटाउन सजिलोको सन्तुलनको कारण रेखाहरू ढाँचा । Zigzag, विशेष गरी, अन्य ढाँचाहरू बनाम प्रिन्ट गर्न सबैभन्दा छिटो पनि छ।
अन्य समर्थन ढाँचाहरू समावेश छन्:
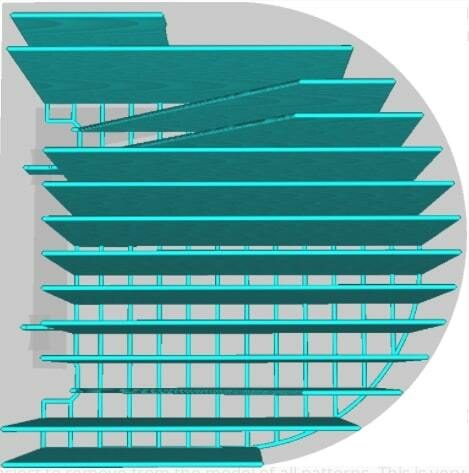
- 8> लाइनहरू
लाइनहरू नजिकबाटZigzag जस्तो देखिन्छ र यो पनि उत्कृष्ट समर्थन ढाँचाहरू मध्ये एक हो। तथापि, यो Zigzag भन्दा बलियो छ र समर्थन संरचनाहरूको लागि बनाउँछ जुन हटाउन अलि गाह्रो हुनेछ। प्लस साइडमा, तपाईंले ठोस समर्थनहरू प्राप्त गर्नुहुन्छ।
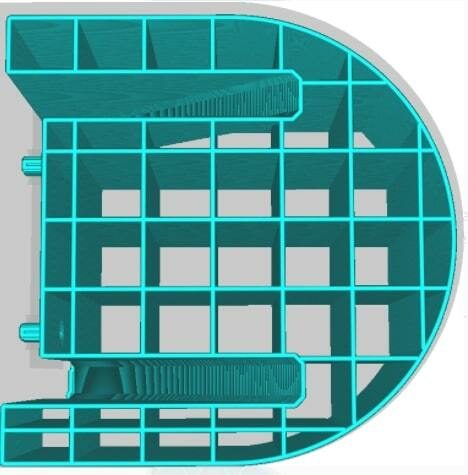
- ग्रिड
ग्रिड समर्थन ढाँचा फारम समर्थन एकअर्कालाई सीधा रेखाहरूको दुई सेटको आकारमा संरचनाहरू। यसपछि लगातार ओभरल्यापिङ हुन्छ जुन स्क्वायर बन्न जान्छ।
ग्रिडले औसत ओभरह्याङ गुणस्तर उत्पादन गर्छ तर बलियो, भरपर्दो समर्थनहरूको लागि अत्यधिक सिफारिस गरिन्छ। यद्यपि, त्यहाँ थोरै लचिलोपन हुने भएकोले, समर्थनहरू हटाउन गाह्रो हुन सक्छ।
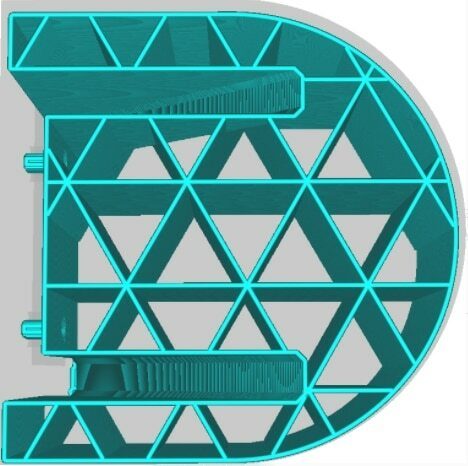
- त्रिभुज
त्रिभुज ढाँचा सबै समर्थन ढाँचाहरू मध्ये बलियो हो। यसले समभुज त्रिकोणहरूको एर्रे बनाउँछ जसले यसलाई थोरैदेखि कुनै लचिलोपन प्रदर्शन गर्न अनुमति दिन्छ।
यसले खराब गुणस्तरको ओभरह्याङ कोणहरू उत्पादन गर्छ र तपाईंको छापहरूबाट हटाउन सबैभन्दा कठिन समर्थन संरचना हुनेछ।
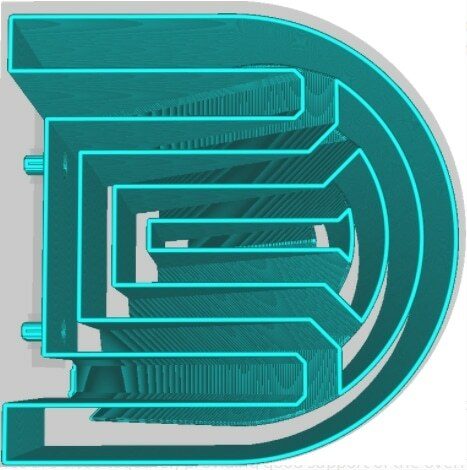
- केन्द्रीय
केन्द्रीय समर्थन ढाँचा बेलनाकार आकार र क्षेत्रहरूको लागि उत्कृष्ट छ। तिनीहरू हटाउन सजिलो छन् र न्यूनतम प्रयासमा भित्र तिर झुक्नेछन्।
यद्यपि, कन्सेन्ट्रिक ढाँचा यहाँ र त्यहाँ गडबड गर्न जानिन्छ, प्राय: समर्थनलाई बीचमा निलम्बित छोड्छ।
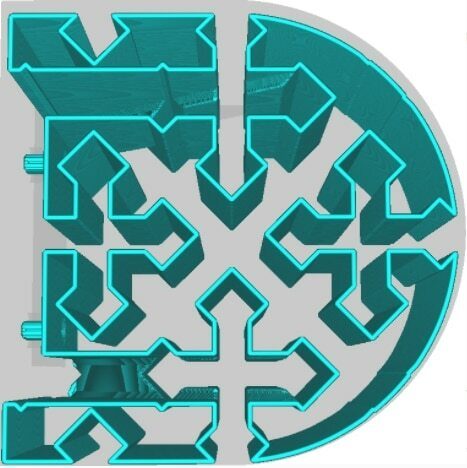
- क्रस
सबै समर्थनबाट हटाउनको लागि क्रस समर्थन ढाँचा सबैभन्दा सजिलो छCura मा ढाँचाहरू। यसले तपाईंको समर्थन संरचनाहरूमा क्रस-जस्तै आकारहरू प्रदर्शन गर्दछ र सामान्य रूपमा आंशिक ढाँचा कोर्छ।
तपाईलाई बलियो र दृढ समर्थनहरू आवश्यक पर्दा क्रस प्रयोग गर्न मिल्दैन।
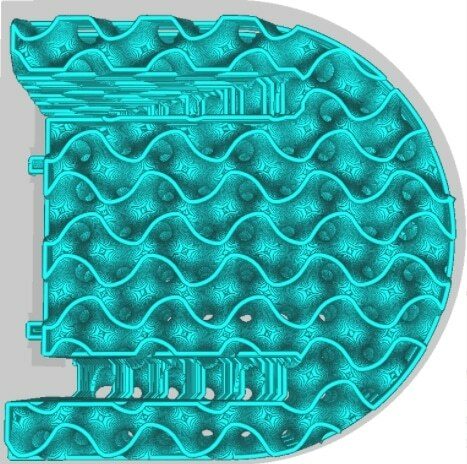
- Gyroid
Gyroid ढाँचा बलियो र भरपर्दो छ। यसले समर्थन संरचनाको भोल्युममा लहर-जस्तै ढाँचा समावेश गर्दछ र ओभरह्याङका सबै रेखाहरूलाई समान समर्थन प्रदान गर्दछ।
घुलनशील समर्थन सामग्रीहरूसँग मुद्रण गर्दा Gyroid अत्यधिक सिफारिस गरिन्छ। एकल भोल्युम समावेश भएको हावाले विलायकलाई समर्थन संरचनाको भित्री भागमा छिटो पुग्न अनुमति दिन्छ, यसलाई छिटो भंग गर्न अनुमति दिन्छ।
विभिन्न ढाँचाहरूमा विभिन्न शक्ति र कमजोरीहरू हुन्छन्।
धेरै मानिसहरू सहमत छन् कि Zigzag सबैभन्दा राम्रो समर्थन ढाँचा हो जुन Cura ले प्रस्ताव गरेको छ। यो एकदम बलियो, भरपर्दो, र प्रिन्टको अन्त्यमा हटाउन असाधारण रूपमा सजिलो छ।
लाइनहरू अर्को लोकप्रिय समर्थन ढाँचा पनि हो जसलाई धेरै मानिसहरूले काम गर्न रोज्छन्।
यो पनि हेर्नुहोस्: PLA बनाम PLA+ - भिन्नताहरू र के यो किन्न लायक छ?कसरी प्राप्त गर्ने। Cura मा अनुकूलन समर्थन सेटिङहरू उत्तम
Cura ले अब अनुकूलन समर्थनहरूमा पहुँच प्रदान गरेको छ, एक सुविधा जुन Simplify3D को लागि आरक्षित गरिएको थियो जुन एक प्रीमियम स्लाइसर हो।
हामी डाउनलोड गरेर अनुकूलन समर्थनहरू पहुँच गर्न सक्छौं। Cura सफ्टवेयर भित्रको प्लगइन, सिलिन्ड्रिकल कस्टम सपोर्ट भनिन्छ, एपको माथिल्लो दायाँपट्टिको बजारमा पाइन्छ।
तपाईँले प्लगइन फेला पारेपछि र यसलाई डाउनलोड गरेपछि, तपाइँ हुनुहुनेछ।Cura पुन: सुरु गर्न प्रेरित गरियो जहाँ तपाइँसँग यी धेरै व्यावहारिक अनुकूलन समर्थनहरूमा पहुँच हुनेछ। मैले तिनीहरूलाई अहिले धेरै प्रिन्टहरूमा सफलतापूर्वक प्रयोग गरेको छु, तिनीहरूले राम्रो काम गर्छन्।
यसको बारेमा सबै भन्दा राम्रो चीजहरू मध्ये एउटा यो हो कि तपाईलाई एक क्षेत्रमा क्लिक गर्न आवश्यक छ, त्यसपछि अर्कोमा क्लिक गर्नुहोस्, र तपाइँ सिर्जना गर्नुहुनेछ। ती दुई क्लिकहरू बीचको अनुकूलन समर्थन।
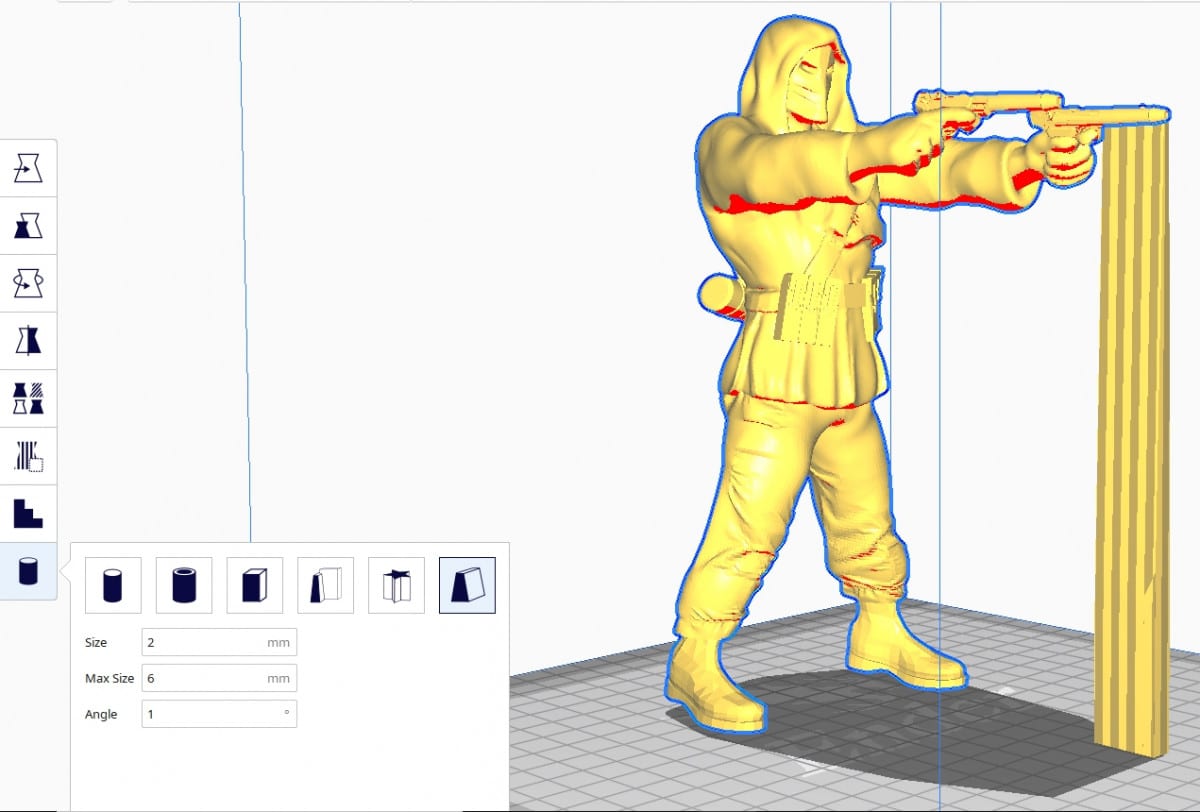
तपाईले आकार, साइज, अधिकतमलाई सजिलै अनुकूलन गर्न सक्नुहुन्छ। आकार, प्रकार, र Y दिशामा सेटिङ पनि। यी देखाउनका लागि मात्र होइनन् किनकि तपाईंले वास्तवमै आफ्ना मोडेलहरूका लागि केही उच्च स्तरका समर्थनहरू धेरै छिटो सिर्जना गर्न सक्नुहुन्छ।
समर्थन आकारहरूका लागि तपाईंले निम्न प्रयोग गर्न सक्नुहुन्छ:
- सिलिन्डर
- Cube
- Abutment
- Freeform
- Custom
तपाईले सेट गर्नुभएको मानक समर्थन सेटिङहरू लागू हुनेछन् जस्तै भर्ने घनत्व र ढाँचा।
यी कस्टम समर्थनहरूले कसरी काम गर्छ भन्ने पछाडिको भिजुअल ट्यूटोरियल हेर्नको लागि तलको भिडियो हेर्नुहोस्।
Cura का लागि उत्कृष्ट Cura Tree Support Settings
उत्कृष्ट ट्री समर्थन सेटिङहरूको लागि , अधिकांश मानिसहरूले 40-50° बीचको कुनै पनि शाखा कोण सिफारिस गर्छन्। शाखा व्यास को लागी, 2-3mm सुरु गर्न को लागी एक राम्रो ठाउँ हो। यसबाहेक, तपाइँ सुनिश्चित गर्न चाहानुहुन्छ कि तपाइँको शाखा दूरी कम्तिमा 6mm मा सेट गरिएको छ।
यहाँ बाँकी ट्री समर्थन सेटिङहरू छन् जुन तपाईंले Cura मा "प्रयोगात्मक" ट्याब अन्तर्गत फेला पार्न सक्नुहुन्छ।
- रुख समर्थन शाखा व्यास कोण - एक शाखा को कोण व्यास तलतिर बढ्दै (5° मा पूर्वनिर्धारित)
- ट्री समर्थन टक्कर संकल्प- शाखाहरूमा टक्करबाट बच्नको शुद्धता निर्धारण गर्दछ (समर्थन रेखा चौडाइको रूपमा पूर्वनिर्धारित)
मैले 3D प्रिन्टिङका लागि क्युरा प्रयोगात्मक सेटिङहरू कसरी प्रयोग गर्ने भन्ने लेख लेखेको थिएँ जुन तपाईंले जाँच गर्न सक्नुहुन्छ।
CHEP द्वारा तलको भिडियो ट्री सपोर्टहरूको बारेमा केही विवरणमा जान्छ।
शाखा व्यास कोणको लागि, धेरै प्रयोगकर्ताहरूले यसलाई 5° मा सेट गरेका छन्। हामी यस कोणलाई यस किसिमले उन्मुख गर्न चाहन्छौं कि रूखको समर्थन डगमगाउन वा हल्लाए बिना बलियो खडा हुन सक्छ।
ट्री सपोर्ट कोलिजन रिजोल्युसनको लागि, ०.२ मिमी सुरु गर्नको लागि राम्रो फिगर हो। यसलाई अझ बढाउँदा रूखका हाँगाहरू गुणस्तरमा कम देखिन सक्छ, तर तपाईंले थप समय बचत गर्नुहुनेछ। तपाईका लागि के काम गर्छ भनी हेर्न प्रयोग गर्ने प्रयास गर्नुहोस्।
रूख समर्थनहरू तपाईंको मोडेलको लागि समर्थन संरचनाहरू सिर्जना गर्ने Cura को अद्वितीय तरिका हो।
यदि सामान्य समर्थनहरूले तुलनात्मक रूपमा एक भागको लागि लामो समय लिइरहेको छ। सानो, तपाईं ट्री समर्थनहरू विचार गर्न चाहानुहुन्छ, तर तपाईंले त्यसो गर्नुको एक मात्र कारण होइन।
यिनीहरूले कम फिलामेन्ट प्रयोग गर्ने प्रवृत्ति र पोस्ट-प्रोसेसिङ निस्सन्देह ट्री समर्थनहरूको सबैभन्दा राम्रो भाग हो। तिनीहरूले के गर्छन् मोडेललाई खाममा लिने र सामूहिक रूपमा मोडेलको वरिपरि एउटा खोल सिर्जना गर्ने शाखाहरू बनाउँछन्।
ती शाखाहरूले मोडेलका चयन गरिएका क्षेत्रहरूलाई मात्र समर्थन गर्छन् र पछि शेल-जस्तो आकार बनाउँछन्, तिनीहरू सामान्यतया यसको साथ पप अफ हुन्छन्। थोरैदेखि कुनै प्रयास नगर्ने र चिल्लो सतहको सम्भावना बढाउँछगुणस्तर।
तथापि, म जटिल मोडेलहरूको लागि ट्री समर्थनहरू प्रयोग गर्न सिफारिस गर्छु। औसत ओभरह्याङ्ग भएको थ्रीडी प्रिन्टरका भागहरू जस्तै सरल मोडेलहरूका लागि, ट्री समर्थनहरू उपयुक्त हुँदैनन्।
क्युराको छुट्टै समर्थन उत्पादन गर्ने प्रविधिको लागि कुन मोडेल राम्रो उम्मेद्वार हो कि होइन भनेर तपाईंले आफैलाई मूल्याङ्कन गर्नुपर्नेछ।<1
मिनिएचरहरूको लागि उत्तम क्युरा समर्थन सेटिङहरू
लघु चित्रहरू छाप्नका लागि, 60° सपोर्ट ओभरह्याङ कोण सुरक्षित र प्रभावकारी हुन्छ। तपाईं आफ्नो मिनिसहरूमा थप विवरणहरूको लागि लाइन समर्थन ढाँचा प्रयोग गर्न पनि उत्तम हुनुहुन्छ। थप रूपमा, समर्थन घनत्वलाई यसको पूर्वनिर्धारित मान (अर्थात् 20%) मा राख्नुहोस् र यसले तपाईंलाई राम्रो सुरुवातमा लैजानुपर्छ।
लघु चित्रहरूका लागि रूख समर्थनहरू प्रयोग गर्नु साँच्चै लोकप्रिय छ किनभने तिनीहरूसँग धेरै जटिल आकारहरू र विवरणहरू हुन्छन्, विशेष गरी जब त्यहाँ तरवार, बन्चराहरू, विस्तारित अंगहरू समावेश हुन्छन्, र त्यस प्रकृतिका चीजहरू हुन्छन्।
एक प्रयोगकर्ताले उल्लेख गरे कि उसले कसरी आफ्ना लघु चित्रहरूको STL फाइल लिन्छ, तिनीहरूलाई Meshmixer मा आयात गर्दछ, त्यसपछि सफ्टवेयरले केही उच्च गुणस्तरको रूख समर्थनहरू उत्पन्न गर्दछ। त्यस पछि, तपाईले अद्यावधिक गरिएको फाइललाई STL मा निर्यात गर्न सक्नुहुन्छ र यसलाई Cura मा टुक्रा पार्न सक्नुहुन्छ।
मेरो लेख हेर्नुहोस् गुणस्तरका लागि उत्तम 3D प्रिन्ट लघु सेटिङहरू।
तपाईले मिश्रित परिणामहरू प्राप्त गर्न सक्नुहुन्छ यो। यो प्रयास गर्न लायक छ, तर धेरै जसो भागको लागि, म Cura सँग टाँसिनेछु। मोडेलको आधारमा, टचिङ बिल्डप्लेटमा तपाईंको समर्थन प्लेसमेन्ट चयन गर्नु अर्थपूर्ण हुन सक्छ, त्यसैले तिनीहरूले निर्माण गर्दैनन्।तपाईको लघुको शीर्षमा।
सामान्य समर्थनहरू प्रयोग गर्नाले काम गर्न सक्छ, विशेष गरी यदि तपाईंले आफ्नै अनुकूलन समर्थनहरू सिर्जना गर्नुभयो भने, तर रूख समर्थनहरूले विस्तृत मिनीहरूको लागि वास्तवमै उत्कृष्ट काम गर्दछ। केही अवस्थामा, रूख समर्थनहरू मोडेलसँग सम्पर्कमा आउन कठिनाई हुन सक्छ।
यदि तपाईंले यो अनुभव गर्नुभयो भने, आफ्नो रेखाको चौडाइलाई आफ्नो तह उचाइ बराबर बनाउने प्रयास गर्नुहोस्।
थप्नु पर्ने अर्को कुरा हो। समर्थनहरू कम गर्नको लागि तपाईंले राम्रो अभिमुखीकरण प्रयोग गरिरहनुभएको छ भनी सुनिश्चित गर्नुहोस्। तपाईंको 3D मुद्रित लघुचित्रहरूको लागि सही घुमाउरो र कोणले यो कसरी बाहिर निस्कन्छ भन्नेमा महत्त्वपूर्ण भिन्नता ल्याउन सक्छ।
3D प्रिन्टेड ट्याब्लेटपद्वारा तलको भिडियो केही अद्भुत लघुचित्रहरू प्रिन्ट गर्नका लागि तपाईंको सेटिङहरूमा डायल गर्नका लागि उत्कृष्ट छ। यो सामान्यतया सानो तह उचाइमा तल आउँछ र कम गतिमा मुद्रण हुन्छ।
यदि तपाइँ तपाइँको 3D प्रिन्टरलाई सफलतापूर्वक 3D प्रिन्ट गर्न केहि राम्रो ओभरह्याङ्ग कोणहरू गर्न सक्नुहुन्छ भने, तपाइँ समर्थनहरूको संख्या कम गर्न सक्नुहुन्छ। माथि उल्लेख गरिए अनुसार, राम्रो ओभरह्याङ कोण ५०° हो, तर यदि तपाइँ ६०° मा तन्काउन सक्नुहुन्छ भने, यसले कम सपोर्टको लागि बनाउँछ।
सपोर्ट Z दूरी मिनि प्रिन्ट गर्दा सावधान हुन अर्को महत्त्वपूर्ण सेटिङ हो। तपाईंको मोडेल र अन्य सेटिङहरूमा निर्भर गर्दै, यो फरक हुन सक्छ, तर ०.२५ एमएमको मानले मैले वरपर अनुसन्धान गर्दा देखेको धेरै प्रोफाइलहरूको लागि सामान्य मानकको रूपमा काम गरेको देखिन्छ।
उच्च-गुणस्तरका मिनीहरूलाई सावधानीपूर्वक अनुकूलित सेटिङहरू चाहिन्छ। , र गेट-गो, परीक्षण-बाट तिनीहरूलाई पूर्ण रूपमा छाप्न गाह्रो हुँदार-त्रुटिले तपाईंलाई बिस्तारै त्यहाँ पुग्ने छ।
अतिरिक्त, Cura मा "गुणवत्ता" ट्याब अन्तर्गत देखा पर्ने समर्थन लाइन चौडाइ भनिने अर्को सेटिङले यहाँ भूमिका खेलेको देखिन्छ। यसको मान घटाउनुले तपाईंको रूख समर्थन र मोडेल बीचको अन्तरलाई कम गर्नेछ।
म धेरै बलियो भएका क्युरा समर्थन सेटिङहरूलाई कसरी समाधान गर्छु?
अत्यधिक बलियो भएका समर्थनहरू समाधान गर्न, तपाईंले तपाईंको समर्थन घनत्व घटाउनु पर्छ, साथै Zigzag समर्थन ढाँचा प्रयोग गर्नुहोस्। तपाईंको समर्थन Z दूरी बढाउनु भनेको समर्थनहरूलाई हटाउन सजिलो बनाउने उत्कृष्ट तरिका हो। म तपाईंको आफ्नै अनुकूलन समर्थनहरू पनि सिर्जना गर्नेछु, ताकि तिनीहरू आवश्यक भए जति कम बनाउन सकिन्छ।
समर्थन Z दूरीले तपाईंको मोडेलबाट समर्थनहरू हटाउन कत्तिको गाह्रो वा सजिलो छ भनेर प्रत्यक्ष रूपमा असर गर्न सक्छ।
"विशेषज्ञ" सेटिङहरू अन्तर्गत फेला परेको, समर्थन Z दूरीमा दुई उपखण्डहरू छन् - शीर्ष दूरी र तलको दूरी। तपाईंले मुख्य समर्थन Z दूरी सेटिङ अन्तर्गत राख्नुभएको अनुसार यी मानहरू परिवर्तन हुन्छन्।
तपाईं Z दूरीको मान तपाईंको तहको उचाइ 2x होस् भन्ने चाहनुहुन्छ त्यसैले तपाईंको मोडेल र समर्थनहरू बीच अतिरिक्त ठाउँ छ। यसले समर्थनहरूलाई हटाउन धेरै सजिलो बनाउनु पर्छ, साथै तपाईंको मोडेललाई राम्रोसँग समर्थन गर्न पर्याप्त हुनु पर्छ।
यदि तपाईं कुनै पनि कारणले अनुकूलन समर्थनहरू प्रयोग गर्न चाहनुहुन्न भने, जस्तै थप्नका लागि धेरै समर्थनहरू छन्। , तपाईंले Cura मा सपोर्ट ब्लकर भनिने अर्को सुविधा प्रयोग गर्न सक्नुहुन्छ।
तपाईंले नचाहेको ठाउँमा समर्थनहरू हटाउन प्रयोग गरिन्छ।तिनीहरूलाई सिर्जना गर्न।
जब तपाइँ Cura मा मोडेल टुक्रा गर्नुहुन्छ, सफ्टवेयरले समर्थन संरचनाहरू कहाँ राखिनेछ भनेर निर्धारण गर्दछ। यद्यपि, यदि तपाईंले देख्नुहुन्छ कि कुनै विशेष बिन्दुमा समर्थन आवश्यक छैन भने, तपाईंले अनावश्यक समर्थनहरू हटाउन समर्थन अवरोधक प्रयोग गर्न सक्नुहुन्छ।
यो एकदम सरल छ, तर तपाईंले तलको भिडियो हेरेर राम्रो व्याख्या प्राप्त गर्न सक्नुहुन्छ।
तपाईँको स्लाइसरमा, तपाईँको समर्थनहरूलाई थप व्यावहारिक बनाउन केही उपयोगी परिवर्तनहरू गर्न अनुमति दिँदै।यिनीहरू मध्ये एउटाले तपाईँको समर्थनहरू यसरी सिर्जना गर्नु हो जसले पछि मोडेलबाट हटाउन सजिलो बनाउँछ। यसमा मद्दत गर्न सक्ने विशिष्ट सेटिङ Cura मा "सपोर्ट इन्टरफेस घनत्व" हुनेछ।
यस सेटिङले आधारभूत रूपमा समर्थन संरचनाको माथि र तल्लो भाग कति घना हुनेछ भन्ने परिवर्तन गर्छ।
यदि तपाईं समर्थन इन्टरफेस घनत्व घटाउनुहोस्, तपाईंको समर्थनहरू हटाउन सजिलो हुनुपर्छ, र यसको विपरित।
हामीले "विशेषज्ञ" श्रेणीमा नभएको एक सरल सेटिङ पनि प्रयोग गर्न सक्छौं जसले समर्थनहरूलाई हटाउन सजिलो बनाउन सक्छ। Z दूरी जुन म यस लेखमा थप व्याख्या गर्नेछु।
क्युरामा धेरै समर्थन सेटिङहरू छन् जुन तपाईंले कहिल्यै सुन्नु भएको छैन, र सामान्यतया समायोजन गर्नुपर्दैन, तर केही व्यावहारिक हुन सक्छन्। .
यी धेरै सेटिङहरू तपाईंले Cura मा देख्नुहुने छैन जबसम्म तपाईंले आधारभूत, उन्नत, विशेषज्ञ, र अनुकूलन चयनदेखि लिएर आफ्नो सेटिङहरू दृश्यता दृश्य परिवर्तन गर्नुहुन्न। यो तपाइँको Cura सेटिङ्स खोज बाकस को दायाँ छेउमा 3 रेखाहरु मा क्लिक गरेर फेला पर्यो।
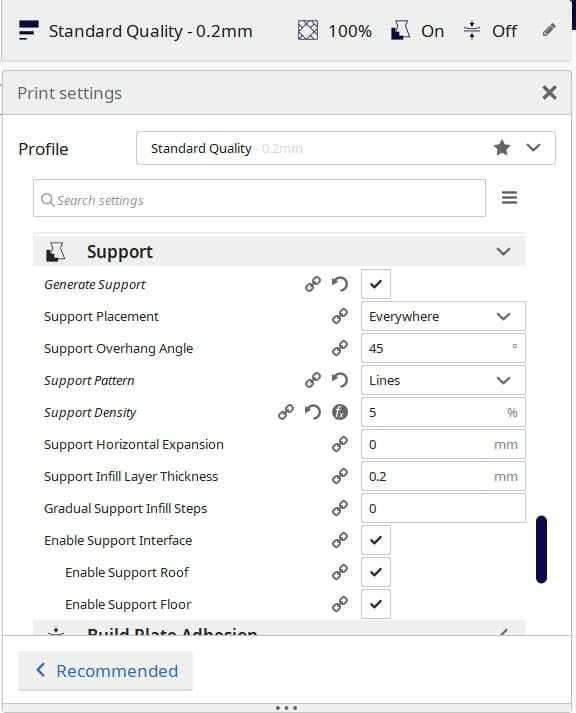
यहाँ केहि समर्थन सेटिङहरू छन् जुन एक राम्रो विचारको लागि Cura मा छन् (सेटिङ दृश्यता "उन्नत" मा समायोजित):
- समर्थन संरचना - "सामान्य" समर्थन वा "रुख" समर्थनहरू बीच छनौट गर्नुहोस् (लेखमा "रुख" लाई थप व्याख्या गर्नेछ)
- समर्थन प्लेसमेन्ट - बीचमा छान्नुहोस्"सबै ठाउँमा" वा "टचिङ बिल्डप्लेट" सिर्जना गरिएको समर्थन गर्दछ
- सपोर्ट ओभरह्याङ कोण - ओभरह्याङिङ भागहरूको लागि समर्थन सिर्जना गर्न न्यूनतम कोण
- सपोर्ट ढाँचा – समर्थन संरचनाहरूको ढाँचा
- समर्थन घनत्व – समर्थन संरचनाहरू कति घना छन् भनेर निर्धारण गर्दछ
- समर्थन तेर्सो विस्तार – समर्थनको चौडाइ बढाउँछ
- सपोर्ट इन्फिल लेयर थिकनेस – समर्थन भित्र भर्ने तहको उचाइ (लेयर उचाइको बहु)
- क्रमिक समर्थन भरण चरणहरू – समर्थनहरूको घनत्व घटाउँछ चरणहरूमा तलको साथ
- समर्थन इन्टरफेस सक्षम गर्नुहोस् - समर्थन र मोडेल (“विज्ञ” दृश्यता) बीच सीधा तह समायोजन गर्न धेरै सेटिङहरू सक्षम गर्दछ
- समर्थन छत सक्षम पार्नुहोस् – समर्थनको माथिल्लो भाग र मोडेलको बीचमा सामग्रीको बाक्लो स्ल्याब उत्पादन गर्दछ
- सपोर्ट फ्लोर सक्षम गर्नुहोस् - समर्थनको तलको बीचमा सामग्रीको बाक्लो स्ल्याब उत्पादन गर्दछ र मोडेल
Cura मा "विशेषज्ञ" दृश्यता दृश्य अन्तर्गत अझ धेरै सेटिङहरू छन्।
अब तपाईंले समर्थन सेटिङहरू के हो भनेर देख्नुहुन्छ। र तिनीहरू कसरी उपयोगी हुन सक्छन्, हामी अन्य समर्थन सेटिङहरूको बारेमा थप विवरणमा जानौं।
म Cura मा उत्कृष्ट समर्थन सेटिङहरू कसरी प्राप्त गर्न सक्छु?
यहाँ Cura मा केही समर्थन सेटिङहरू छन् जुन तपाईंले गर्न सक्नुहुन्छ। यदि तपाईं आफ्नो समर्थन संरचनाहरू अनुकूलित गर्न चाहनुहुन्छ भने समायोजन गर्न चाहनुहुन्छ।
- समर्थन संरचना
- समर्थनप्लेसमेन्ट
- सपोर्ट ओभरह्याङ कोण
- समर्थन ढाँचा
- समर्थन घनत्व
- सपोर्ट Z दूरी
- सपोर्ट इन्टरफेस सक्षम गर्नुहोस्
- क्रमिक समर्थन भर्ने चरणहरू
यिनीहरू बाहेक, तपाइँ सामान्यतया पूर्वनिर्धारित सेटिङहरू छोड्न सक्नुहुन्छ, र तपाइँसँग तपाइँको समर्थनहरूसँग सम्बोधन गर्न आवश्यक पर्ने उन्नत समस्या नभएसम्म त्यो ठीक हुनेछ।
उत्तम समर्थन संरचना के हो?
क्युरामा समर्थन सेटिङहरू हेर्दा तपाईंले प्राप्त गर्ने पहिलो सेटिङ भनेको समर्थन संरचना हो, र तपाईंसँग यहाँबाट छनौट गर्न "सामान्य" वा "ट्री" छ। यो तपाइँको मोडेलको लागि समर्थन संरचनाहरू बनाउन प्रयोग गरिने प्रविधिको प्रकार हो।
मानक ओभरह्याङहरू आवश्यक पर्ने जटिल मोडेलहरू प्रिन्ट गर्नका लागि, अधिकांश मानिसहरू सामान्यतया "सामान्य" मा जान्छन्। यो एउटा सेटिङ हो जहाँ समर्थन संरचनाहरू ठाडो रूपमा तल खसिन्छ र ओभरह्याङिङ भागहरू मुनि छापिन्छ।
अर्कोतर्फ, रूख समर्थनहरू प्राय: नाजुक/पातलो ओभरह्याङहरू भएका थप जटिल मोडेलहरूका लागि आरक्षित हुन्छन्। म यस लेखमा पछि थप विवरणमा ट्री समर्थनहरू व्याख्या गर्नेछु।
धेरै मानिसहरू "सामान्य" मा जान्छन् किनभने यो यसको लागि पूर्वनिर्धारित सेटिङ हो र अधिकांश मोडेलहरूको लागि राम्रो काम गर्दछ।
सर्वश्रेष्ठ सपोर्ट प्लेसमेन्ट के हो?
समर्थन प्लेसमेन्ट अर्को आवश्यक सेटिङ हो जहाँ तपाईँले समर्थन संरचनाहरू कसरी राख्ने भनेर निर्धारण गर्न सक्नुहुन्छ। तपाईं या त "हरेक ठाउँमा" वा "छुन्ने" चयन गर्न सक्नुहुन्छबिल्डप्लेट।"
यी दुई सेटिङहरू बीचको भिन्नता बुझ्नको लागि एकदम सरल छ।
यो पनि हेर्नुहोस्: सबैभन्दा बलियो इन्फिल ढाँचा के हो?जब तपाईंले "टचिङ बिल्डप्लेट" रोज्नुहुन्छ, तपाईंको समर्थनहरू मोडेलको भागहरूमा उत्पादन गरिनेछ जहाँ समर्थनमा मोडेलको अर्को भाग बिना बाटोमा नआउने बिल्ड प्लेटको सिधा बाटो।
जब तपाईँले "सबै ठाउँमा" रोज्नुहुन्छ, तपाईँले सेट गर्नुभएको समर्थन सेटिङहरू अनुरूप तपाईँको समर्थनहरू सबै मोडेलमा उत्पादन हुनेछन्। । यदि तपाईंको भाग जटिल छ र चारैतिर घुमाउरो छ भने यसले फरक पार्दैन, तपाईंको समर्थनहरू छापिनेछ।
उत्तम समर्थन ओभरह्याङ कोण के हो?
सपोर्ट ओभरह्याङ कोण हो प्रिन्ट गर्नको लागि समर्थनको लागि आवश्यक न्यूनतम कोण।
जब तपाईंसँग ०° को ओभरह्याङ हुन्छ, प्रत्येक एकल ओभरह्याङ बनाइनेछ, जबकि ९०° को समर्थन ओभरह्याङ कोणले कुनै पनि कुरा सिर्जना गर्दैन। समर्थन गर्दछ।
तपाईँले Cura मा फेला पार्नुहुने पूर्वनिर्धारित मान 45° हो जुन बीचमा छ। कोण जति कम हुन्छ, तपाईंको प्रिन्टरले जति धेरै ओभरह्याङ्गहरू सिर्जना गर्नेछ, जति उच्च कोण हुन्छ, त्यति नै कम समर्थनहरू बनाइनेछन्।
तपाईंको थ्रीडी प्रिन्टरको प्रदर्शन र क्यालिब्रेसनमा निर्भर गर्दै, तपाईंले सफलतापूर्वक उच्च प्रयोग गर्न सक्नुहुन्छ। कोण र अझै पनि तपाइँको 3D प्रिन्टहरु संग राम्रो रहनुहोस्।
त्यहाँ बाहिर धेरै 3D प्रिन्टर शौकीनहरूले समर्थन ओभरह्यांग कोणको लागि 50° मान सिफारिस गर्छन्, तपाइँको 3D प्रिन्टहरू अझै राम्रोसँग बाहिर आउन र थोरै सामग्रीलाई कमबाट बचाउनको लागि।समर्थन संरचनाहरू।
म निश्चित रूपमा तपाइँको आफ्नै थ्रीडी प्रिन्टरको लागि यो परीक्षण गर्नेछु र तपाइँको लागि कुन कुराले राम्रो काम गर्दछ हेर्नुहोस्।
तपाईँको थ्रीडी प्रिन्टरको क्षमता, साथै तपाइँको ओभरह्याङ परीक्षण गर्ने उत्कृष्ट तरिका कार्यसम्पादन भनेको माइक्रो अल-इन-वन थ्रीडी प्रिन्टर टेस्ट (थिङ्गिभर्स) लाई थ्रीडी प्रिन्ट गर्नु हो।
यसले तपाईंले प्रयोग गर्न सक्ने सपोर्ट ओभरह्याङ कोणमा सीधै अनुवाद गर्दैन, तर यसले तपाईंलाई आफ्नो क्षमता परीक्षण गर्न अनुमति दिन्छ। यसलाई अझ बढाउनुहोस्।
उत्तम समर्थन ढाँचा के हो?
Cura मा छनोट गर्न धेरै समर्थन ढाँचाहरू छन्, जसले हामीलाई हाम्रा समर्थनहरू कसरी बनाइन्छ भनेर अनुकूलन गर्ने विकल्प दिन्छ। तपाईंले के खोजिरहनु भएकोमा निर्भर गर्दै, त्यहाँ तपाईंको लागि उत्तम समर्थन ढाँचा छ।
यदि तपाईं बलियो र राम्रोसँग समात्न सक्ने समर्थन चाहनुहुन्छ भने, तपाईंले त्रिभुज ढाँचासँग राम्रो गर्नुहुनेछ जुन सबैभन्दा बलियो हो। सबै ढाँचाहरू, जबकि ग्रिडले पनि राम्रोसँग समात्छ।
Zig Zag ढाँचा ओभरह्याङ्गहरूको लागि रेखा ढाँचाको साथमा सबैभन्दा राम्रो समर्थन ढाँचा हो।
यदि तपाइँ सोच्दै हुनुहुन्छ भने कुन ढाँचालाई समर्थन गर्दछ? हटाउन सजिलो छ, म Zig Zag ढाँचामा जान्छु किनभने यो भित्रतिर झुक्छ, र स्ट्रिप्समा तानिन्छ। Cura समर्थनहरू जुन धेरै बलियो छन् हटाउन सजिलो समर्थन ढाँचा प्रयोग गर्नुपर्छ।
म यस लेखमा अन्य समर्थन ढाँचाहरूको बारेमा कुरा गर्नेछु, ताकि तपाईंले तिनीहरूलाई अझ राम्रोसँग बुझ्न सक्नुहुन्छ।
समर्थन ढाँचा र समर्थन घनत्व (अर्को समर्थन सेटिङ छलफल गर्न) साझा गर्नुहोस्सँगै जोड्नुहोस्। एउटा सपोर्ट ढाँचाको घनत्वले थ्रीडी प्रिन्ट भित्र कम वा कम सामग्री उत्पादन गर्न सक्छ।
उदाहरणका लागि, ५% इन्फिल भएको Gyroid समर्थन ढाँचा मोडेलको लागि पर्याप्त साबित हुन सक्छ जबकि समान इन्फिल भएको लाइन्स सपोर्ट ढाँचाले नराख्न सक्छ। राम्रोसँग।
उत्तम समर्थन घनत्व के हो?
क्युरामा समर्थन घनत्व भनेको समर्थन संरचनाहरू सामग्रीले भरिएको दर हो। उच्च मानहरूमा, समर्थन संरचनाहरूमा रेखाहरूलाई एकअर्काको नजिक राखिनेछ, यसले यसलाई घना देखाउँछ।
तल्लो मानहरूमा, समर्थन संरचनालाई कम घना बनाउँदै, समर्थनहरू थप अलग हुनेछन्।
Cura मा पूर्वनिर्धारित समर्थन घनत्व 20% हो, जुन तपाईंको मोडेललाई बलियो समर्थन प्रदान गर्नको लागि एकदम राम्रो छ। धेरैजसो मानिसहरू यो के साथ जान्छन्, र यसले राम्रोसँग काम गर्छ।
तपाईंले के गर्न सक्नुहुन्छ वास्तवमा आफ्नो समर्थन घनत्वलाई 5-10% मा कम गर्नु हो र तपाईंको समर्थन राम्रोसँग काम गर्छ भनी सुनिश्चित गर्न राम्रो समर्थन इन्टरफेस सेटिङहरू छन्।
तपाईंले सामान्यतया राम्रो समर्थनहरू पाउनको लागि आफ्नो समर्थन घनत्व धेरै माथि बढाउनु पर्दैन।
जब तपाईंले आफ्नो समर्थन घनत्व बढाउनुहुन्छ, यसले ओभरह्याङ्गहरू सुधार गर्छ र समर्थनहरू घना रूपमा जोडिएको हुनाले स्यागिङ घटाउँछ। । प्रिन्टिङ प्रक्रियाको क्रममा कुनै समस्या भएमा तपाईंले आफ्नो समर्थन असफल भएको देख्ने सम्भावना कम हुन्छ।
तपाईंको समर्थन घनत्व बढाउनुको उल्टो पक्ष यो हो कि तपाईंको समर्थनहरू हटाउन गाह्रो हुनेछ।आसंजन सतह। तपाईंले समर्थनहरूका लागि थप सामग्रीहरू पनि प्रयोग गरिरहनु भएको छ र तपाईंका प्रिन्टहरू धेरै समय लाग्नेछ।
यद्यपि, सुरु गर्नको लागि राम्रो ठाउँ सामान्यतया 20% हो। तपाईं परिस्थितिको आधारमा तल र माथि दुवै जान सक्नुहुन्छ, तर 20% घनत्व तपाईंको समर्थन संरचनाहरू प्रयोग गरिरहनु राम्रो नियम हो।
समर्थन ढाँचाले समर्थन घनत्व वास्तवमा कति छ भन्नेमा महत्त्वपूर्ण प्रभाव पार्छ। कति सामाग्री प्रयोग गरिन्छ भन्ने सन्दर्भमा प्रदान गरिएको छ। लाइन्स ढाँचाको साथ 20% समर्थन घनत्व Gyroid ढाँचामा जस्तै हुनेछैन।
उत्तम समर्थन Z दूरी के हो?
समर्थन Z दूरी केवल बाट दूरी हो। थ्रीडी प्रिन्टमा तपाईंको समर्थनको माथि र तल। यसले तपाईंलाई क्लियरेन्स प्रदान गर्दछ ताकि तपाईं सजिलैसँग आफ्ना समर्थनहरू हटाउन सक्नुहुन्छ।
यस सेटिङलाई सही रूपमा प्राप्त गर्न एकदमै सजिलो छ किनभने यो तपाईंको तह उचाइको एक गुणासम्म गोलो हुन्छ। Cura भित्रको तपाईंको पूर्वनिर्धारित मान तपाईंको तहको उचाइ बराबर हुनेछ, यद्यपि यदि तपाईंलाई थप क्लियरेन्स चाहिन्छ भने, तपाईंले मान 2x गर्न सक्नुहुन्छ।
यो प्रयास गर्ने एक प्रयोगकर्ताले समर्थनहरू हटाउन धेरै सजिलो भएको फेला पारे। उसले 0.2mm को तह उचाइ र 0.4mm को समर्थन Z दूरीको साथ छाप्यो।
तपाईँले सामान्यतया यो सेटिङ परिवर्तन गर्नु पर्दैन, तर यो थाहा पाउँदा खुसी लाग्यो यदि तपाइँ समर्थनहरू सजिलो बनाउन चाहनुहुन्छ भने यो त्यहाँ छ। हटाउनको लागि।
क्युराले यो सेटिङलाई "समर्थनले कत्तिको राम्रोसँग पालना गर्ने सबैभन्दा प्रभावशाली कारक" भन्न रुचाउँछमोडेलमा।"
यस दूरीको उच्च मूल्यले मोडेल र समर्थन बीचको ठूलो अन्तरलाई अनुमति दिन्छ। यसले सजिलो पोस्ट-प्रोसेसिङमा अनुवाद गर्छ र समर्थनहरूसँग कम सम्पर्क क्षेत्रको कारणले एक चिल्लो मोडेल सतह सिर्जना गर्दछ।
तपाईँ जटिल ओभरह्याङ्गहरूलाई समर्थन गर्ने प्रयास गर्दै हुनुहुन्छ भने कम मूल्य उपयोगी छ जसले समर्थन प्रिन्टलाई नजिक बनाउँदैछ। समर्थनमा, तर समर्थनहरू हटाउन गाह्रो हुनेछ।
तपाईंको लागि काम गर्ने सही फिगर फेला पार्न यी दूरीहरूको विभिन्न मानहरूसँग खेल्ने प्रयास गर्नुहोस्।
समर्थन इन्टरफेस सक्षम गर्नुहोस् के हो?
समर्थन इन्टरफेस सामान्य समर्थन र मोडेल बीचको समर्थन सामग्रीको एक तह मात्र हो, अन्यथा सम्पर्क बिन्दुको रूपमा देखिन्छ। यसलाई वास्तविक सपोर्टहरू भन्दा सघन बनाइएको छ किनभने यसलाई सतहहरूसँग थप सम्पर्क चाहिन्छ।
Cura लाई "सपोर्ट रूफ सक्षम गर्नुहोस्" र "सपोर्ट फ्लोर सक्षम गर्नुहोस्" उत्पादन गर्नका लागि पूर्वनिर्धारित रूपमा यो सक्रिय हुनुपर्छ। ती सघन सतहहरू तपाईंको समर्थनहरूको माथि र तल्लो भागमा छन्।
यी सेटिङहरू भित्र "विज्ञ" दृश्यमा, तपाईंले समर्थन इन्टरफेस मोटाई र amp; समर्थन इन्टरफेस घनत्व। यी सेटिङहरूसँग, तपाईंले आफ्नो समर्थनहरूको माथि र तल्लो जडान बिन्दुहरू कति बाक्लो र घना छन् भनेर नियन्त्रण गर्न सक्नुहुन्छ।
क्रमिक समर्थन भरण चरणहरू के हुन्?
क्रमिक समर्थन भरण चरणहरू पटकको संख्या हो। समर्थन भरण घनत्व आधाले घटाउन