
Spis treści
Druk 3D może być często skomplikowany i najprawdopodobniej od czasu do czasu będziesz używał struktur podporowych na swoich modelach. Kiedykolwiek to nastąpi, musisz upewnić się, że ustawienia podpór są odpowiednio skalibrowane. Jeśli nie, Twoje modele mogą bardzo ucierpieć pod względem jakości.
W tym artykule postaram się wyjaśnić czym są ustawienia wsparcia i jak można uzyskać najlepsze ustawienia wsparcia dla swojej drukarki 3D za pomocą oprogramowania Cura.
Czym są ustawienia wsparcia dla druku 3D w Cura?
Ustawienia podpór w druku 3D służą do dostosowania sposobu ich tworzenia, począwszy od miejsca, w którym zostaną utworzone, poprzez gęstość podpór, wzór podpór, odległości pomiędzy podporami a modelem, aż po kąty wysięgu podpór. Domyślne ustawienia Cura działają w większości przypadków dobrze.
Podpory są ważną częścią druku 3D, zwłaszcza w przypadku modeli, które są złożone i mają wiele nadrzędnych części. Jeśli pomyślisz o druku 3D w kształcie litery "T", linie z boku wymagałyby podpór, ponieważ nie może on drukować w środku.
Inteligentną rzeczą byłoby zmienić orientację i mieć przedłużone zwisy płasko na płycie konstrukcyjnej, co prowadzi do sytuacji, w której podpory nie są potrzebne, ale w wielu przypadkach nie można uniknąć użycia podpór.
Kiedy w końcu użyjesz podpór na swoich modelach, istnieje mnóstwo ustawień podpór, które znajdziesz w swoim slicerze, co pozwoli ci wprowadzić kilka przydatnych zmian, aby uczynić podpory bardziej praktycznymi.
Jednym z nich jest tworzenie podpór w sposób, który ułatwia ich późniejsze usunięcie z modelu. Konkretnym ustawieniem, które może w tym pomóc jest "Gęstość interfejsu podpór" w Cura.
To ustawienie zasadniczo zmienia, jak gęsta będzie górna i dolna część struktury nośnej.
Jeśli zmniejszysz gęstość interfejsu wspornika, Twoje wsporniki powinny być łatwiejsze do usunięcia i odwrotnie.
Możemy również użyć prostszego ustawienia, które nie należy do kategorii "Expert", aby ułatwić usuwanie podpór, którym jest Support Z Distance, które wyjaśnię w dalszej części artykułu.
W Cura jest mnóstwo ustawień wsparcia, o których nigdy nie usłyszysz i zwykle nie będziesz musiał nigdy dostosować, ale niektóre mogą być praktyczne.
Wielu z tych ustawień nie zobaczysz nawet w Cura, dopóki nie zmienisz widoku widoczności ustawień, od Podstawowego, Zaawansowanego, Eksperckiego i Wyboru niestandardowego. Znajdziesz je klikając 3 linie po prawej stronie okna wyszukiwania ustawień Cura.
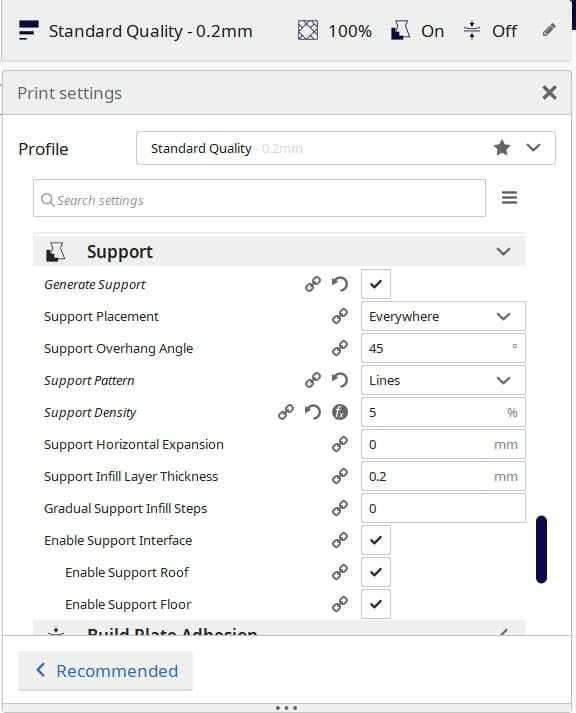
Oto niektóre z ustawień wsparcia, które są w Cura dla lepszego pomysłu (widoczność ustawień dostosowana do "Zaawansowanego"):
- Struktura wsparcia - Wybierz pomiędzy "Normal" supports lub "Tree" supports (wyjaśnimy "Tree" w dalszej części artykułu)
- Wsparcie Umieszczenie - Wybierz pomiędzy podporami stworzonymi "Wszędzie" lub "Dotykając płyty budowlanej"
- Kąt wysięgu podpory - Minimalny kąt, pod którym należy utworzyć podpory dla części zwisających
- Wzór wsparcia - Wzór konstrukcji nośnych
- Wsparcie Gęstość zaludnienia - Określa, jak gęste są struktury nośne
- Wsparcie rozbudowy poziomej - Zwiększa szerokość podpór
- Grubość warstwy wypełnienia podpory - Wysokość warstwy wypełnienia w obrębie podpór (wielokrotność wysokości warstwy)
- Stopniowe wsparcie Stopnie wypełnienia - Zmniejsza stopniowo gęstość podpór wzdłuż dna
- Włącz interfejs wsparcia - Umożliwia kilka ustawień w celu dostosowania warstwy bezpośrednio pomiędzy podporą a modelem (widoczność "Expert")
- Włącz Dach Wsparcia - Wytwarza gęstą płytę materiału pomiędzy górną częścią podpory a modelem
- Włącz piętro wsparcia - Wytwarza gęstą płytę materiału pomiędzy spodem podpory a modelem
W widoku widoczności "Ekspert" w Cura jest jeszcze więcej ustawień.
Teraz, gdy widzisz, czym są ustawienia wsparcia i jak mogą być przydatne, przejdźmy do bardziej szczegółowego omówienia innych ustawień wsparcia.
Jak uzyskać najlepsze ustawienia wsparcia w Cura?
Oto niektóre ustawienia wsparcia w Cura, które możesz chcieć dostosować, jeśli chcesz uzyskać optymalizację struktur wsparcia.
- Struktura wsparcia
- Wsparcie Umieszczenie
- Kąt wysięgu podpory
- Wzór wsparcia
- Wsparcie Gęstość zaludnienia
- Wsparcie Z Odległość
- Włącz interfejs wsparcia
- Stopniowe wsparcie Stopnie wypełnienia
Oprócz nich, zazwyczaj można pozostawić resztę ustawień na domyślnych i to będzie w sam raz, chyba że masz zaawansowany problem, który wymaga zajęcia się obsługą.
Jaka jest najlepsza struktura wsparcia?
Pierwszym ustawieniem, które pojawia się podczas przeglądania ustawień podpór w Cura jest Struktura podpór, a do wyboru mamy tutaj "Normalny" lub "Drzewo". Jest to rodzaj techniki używanej do tworzenia struktur podpór dla twojego modelu.
Do drukowania nieskomplikowanych modeli, które wymagają standardowych zwisów, większość ludzi wybiera ustawienie "Normalne". Jest to ustawienie, w którym struktury nośne są upuszczane pionowo w dół i drukowane poniżej wystających części.
Z drugiej strony, podpory Tree są zwykle zarezerwowane dla bardziej złożonych modeli, które mają delikatne/cienkie zwisy. Podpory Tree wyjaśnię bardziej szczegółowo w dalszej części artykułu.
Większość ludzi wybiera opcję "Normal", ponieważ jest to domyślne ustawienie i działa dobrze dla większości modeli.
Jakie jest najlepsze umiejscowienie wsparcia?
Support Placement to kolejne istotne ustawienie, w którym można określić sposób umieszczania konstrukcji nośnych. Można wybrać opcję "Everywhere" lub "Touching Buildplate".
Różnica między tymi dwoma ustawieniami jest dość prosta do zrozumienia.
Gdy wybierzesz opcję "Touching Buildplate", Twoje podpory będą produkowane na częściach modelu, gdzie podpory mają bezpośrednią drogę do płyty konstrukcyjnej, bez przeszkód ze strony innych części modelu.
Jeśli wybierzesz opcję "Wszędzie", twoje podpory będą produkowane na całym modelu, zgodnie z ustawieniami podpór, które ustawiłeś. Nie ma znaczenia, czy twoja część jest skomplikowana i ma skręty dookoła, twoje podpory zostaną wydrukowane.
Jaki jest najlepszy kąt wysięgu podpory?
Kąt wysięgu podpory to minimalny kąt, który jest potrzebny, aby podpory mogły zostać wydrukowane.
Kiedy masz zwis 0°, każdy zwis zostanie utworzony, podczas gdy kąt zwisu podpory 90° nie stworzy niczego w zakresie podpór.
Domyślną wartością, którą znajdziesz w Cura jest 45°, czyli dokładnie pośrodku. Im niższy kąt, tym więcej zwisów stworzy Twoja drukarka, natomiast im wyższy kąt, tym mniej podpór.
W zależności od wydajności i kalibracji drukarki 3D, można z powodzeniem stosować wyższy kąt i nadal być w porządku z wydrukami 3D.
Wielu hobbystów drukarek 3D zaleca wartość około 50° dla Kąta Wysięgu Wspornika, aby zapewnić, że Twoje wydruki 3D nadal wychodzą ładnie i zaoszczędzić trochę materiału z mniejszej ilości struktur wspierających.
Zdecydowanie przetestowałbym to na własnej drukarce 3D i zobaczyłbym, co działa najlepiej dla Ciebie.
Świetnym sposobem na sprawdzenie możliwości drukarki 3D, a także wydajności zwisu jest wydrukowanie w 3D Testu Micro All-In-One 3D Printer (Thingiverse).
Nie przekłada się to bezpośrednio na to, jaki Support Overhang Angle możesz zastosować, ale pozwala na sprawdzenie możliwości jego dalszego zwiększenia.
Jaki jest najlepszy wzór wsparcia?
W Cura jest wiele wzorców wsparcia do wyboru, co daje nam możliwość dostosowania tego, jak nasze podpory są zbudowane. W zależności od tego, czego szukasz, istnieje najlepszy wzór wsparcia dla Ciebie.
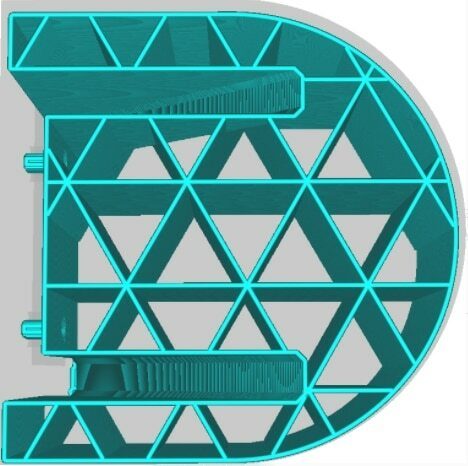
Jeśli chcesz, aby podpory były solidne i dobrze się trzymały, dobrze zrobisz z wzorem Triangles, który jest najtrwalszy ze wszystkich wzorów, podczas gdy Grid również dobrze się trzyma.
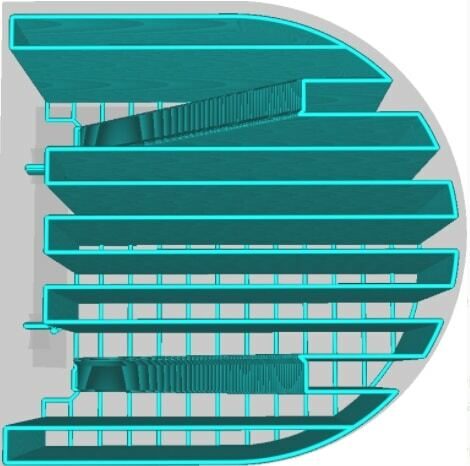
Wzór Zig Zag jest najlepszym wzorem wsparcia dla zwisów, wraz ze wzorem Lines.
Jeśli zastanawiasz się, który wzór wspornika jest najłatwiejszy do usunięcia, wybrałbym wzór Zig Zag, ponieważ zgina się on do wewnątrz i ściąga w paski. Zbyt mocne wsporniki Cura powinny używać wzoru wspornika, który jest łatwy do usunięcia.
O pozostałych wzorcach wsparcia opowiem w dalszej części artykułu, abyś mógł je nieco lepiej zrozumieć.
Support Pattern i Support Density (kolejne ustawienie wsparcia, które zostanie omówione) mają ze sobą wspólny związek. Gęstość Support Pattern może produkować więcej lub mniej materiału w ramach druku 3D.
Na przykład, Gyroid Support Pattern z 5% wypełnieniem może okazać się wystarczający dla danego modelu, podczas gdy Lines Support Pattern z takim samym wypełnieniem może nie trzymać się tak dobrze.
Jaka jest najlepsza gęstość wsparcia?
Gęstość wsparcia w Cura to szybkość, z jaką struktury wsparcia są wypełniane materiałem. Przy wyższych wartościach linie w strukturach wsparcia będą trzymane blisko siebie, co sprawia, że wydają się one gęste.
Przy niższych wartościach, podpory będą bardziej oddalone od siebie, przez co konstrukcja nośna będzie mniej zagęszczona.
Domyślna gęstość wsparcia w Cura wynosi 20%, co jest dość dobre dla zapewnienia solidnego wsparcia dla twojego modelu. To jest to, z czym większość ludzi idzie i działa po prostu dobrze.
To, co możesz zrobić, to faktycznie obniżyć gęstość wsparcia do 5-10% i mieć dobre ustawienia interfejsu wsparcia, aby zapewnić, że twoje wsparcie działa dobrze.
Zazwyczaj nie trzeba zwiększać gęstości podparcia zbyt wysoko, aby mieć dobre podparcie.
Zwiększenie gęstości podpór poprawia zwisy i zmniejsza ugięcia, ponieważ podpory są połączone ze sobą gęsto. Istnieje mniejsze prawdopodobieństwo, że podpory zawiodą, jeśli wystąpi problem podczas procesu drukowania.
Przeciwną stroną zwiększenia gęstości podpór jest to, że będą one trudniejsze do usunięcia ze względu na większą powierzchnię przylegania. Zużyjesz również więcej materiału na podpory i twoje wydruki będą trwać dłużej.
Jednak świetnym miejscem do rozpoczęcia jest zwykle około 20%. Możesz iść niżej i wyżej zarówno w zależności od sytuacji, ale 20% gęstości jest dobrą zasadą kciuka, aby utrzymać korzystanie ze swoich struktur wsparcia z.
Wzór podparcia ma znaczący wpływ na to, ile gęstości podparcia jest faktycznie zapewnione, pod względem ilości zużytego materiału. 20% gęstość podparcia przy wzorze Lines nie będzie taka sama jak przy wzorze Gyroid.
Jakie jest najlepsze wsparcie Z odległości?
Dystans Z podpory to po prostu odległość od góry i dołu podpory do samego druku 3D. Zapewnia on prześwit, dzięki czemu można łatwiej usunąć podpory.
Uzyskanie tego ustawienia jest dość łatwe, ponieważ jest ono zaokrąglane do wielokrotności wysokości warstwy. Domyślna wartość w programie Cura będzie po prostu równa wysokości warstwy, ale jeśli potrzebujesz więcej luzu, możesz zwiększyć wartość dwukrotnie.
Jeden z użytkowników, który wypróbował to rozwiązanie, stwierdził, że podpory były o wiele łatwiejsze do usunięcia. Drukował z wysokością warstwy 0,2 mm i odległością Support Z Distance 0,4 mm.
Zazwyczaj nie będziesz musiał zmieniać tego ustawienia, ale miło jest wiedzieć, że jest tam, jeśli chcesz, aby podpory były łatwiejsze do usunięcia.
Cura lubi nazywać to ustawienie "najbardziej wpływowym czynnikiem na to, jak dobrze wsparcie przylega do modelu."
Wysoka wartość tej odległości pozwala na uzyskanie większego odstępu między modelem a podporą. Przekłada się to na łatwiejszą obróbkę postprocesową i tworzy gładszą powierzchnię modelu ze względu na zmniejszoną powierzchnię styku z podporami.
Niska wartość jest przydatna, gdy próbujesz wspierać skomplikowane zwisy, co sprawia, że drukuje się bliżej podpory, ale podpory będą trudniejsze do usunięcia.
Spróbuj grać wokół różnych wartości tych odległości, aby znaleźć idealną figurę, która działa dla Ciebie.
Co to jest Enable Support Interface?
Support Interface to po prostu warstwa materiału nośnego pomiędzy normalnymi podporami a modelem, inaczej postrzegana jako punkt styku. Jest on wykonany tak, aby był gęstszy niż rzeczywiste podpory, ponieważ wymaga większego kontaktu z powierzchniami.
Cura powinna mieć to domyślnie włączone, wraz z "Enable Support Roof" i "Enable Support Floor", aby wygenerować te gęstsze powierzchnie na górze i dole twoich podpór.
W ramach tych ustawień w widoku "Expert", znajdziesz również Grubość interfejsu wsparcia & Gęstość interfejsu wsparcia. Dzięki tym ustawieniom, możesz kontrolować jak grube i gęste są górne i dolne punkty połączenia podpór.
Co to są Stopniowe Kroki Wsparcia Infill?
Stopniowanie wypełnienia podporowego to liczba przypadków zmniejszenia gęstości wypełnienia podporowego o połowę w miarę postępu wypełnienia z góry na dół. Największa gęstość wypełnienia będzie na górnych powierzchniach modelu, aż do ustawienia gęstości wypełnienia podporowego.
Ludzie zwykle zostawiają to ustawienie na 0, ale powinieneś wypróbować to ustawienie, aby zaoszczędzić filament bez zmniejszania funkcjonalności modelu. Dobrą wartością do ustawienia jest 3 dla normalnych wydruków, podczas gdy większe wydruki mogą być podniesione wyżej.
W sferze druku 3D kluczem jest eksperymentowanie. Majstrując przy różnych ustawieniach wsparcia, ale pozostając w logicznych granicach, w końcu odkryjesz wartości, które pozwolą Ci na niezwykłą pracę. Cierpliwość jest koniecznością.
Co możesz zrobić, to zainstalować wtyczkę "Cura Settings Guide" z interfejsu aplikacji. Jest to świetny sposób dla początkujących, aby zrozumieć, jak działa oprogramowanie i co różne ustawienia faktycznie oznaczają.
Jaki jest najlepszy wzór wsparcia dla druku 3D?
Najlepszym wzorem wsparcia dla druku 3D jest wzór Zygzak, ponieważ ma świetną równowagę między wytrzymałością, szybkością i łatwością usuwania.
Wybierając najlepsze wzory wsparcia dla Twoich wydruków 3D, trzymałbym się głównie wzoru Zygzaka i Lini ze względu na ich równowagę pomiędzy szybkością, wytrzymałością i łatwością usuwania. . Zwłaszcza zygzak jest najszybszy w drukowaniu w porównaniu z innymi wzorami.
Do pozostałych Wzorów Wsparcia należą:
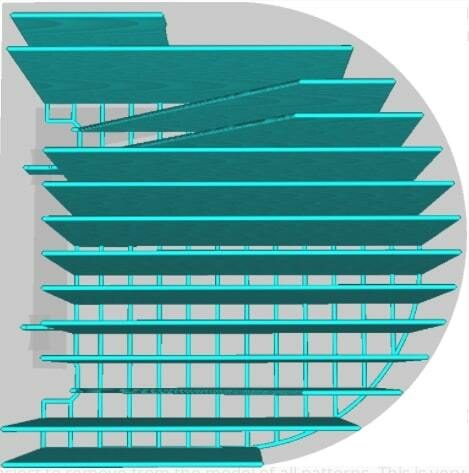
- Linie
Linie są bardzo podobne do Zygzaka i są jednym z najlepszych wzorów wsparcia. Są jednak mocniejsze niż Zygzak i tworzą struktury wsparcia, które będą nieco trudniejsze do usunięcia. Na plus można zaliczyć solidne wsparcie.
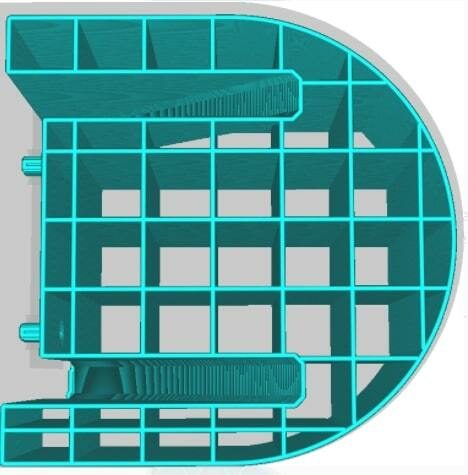
- Siatka
Wzór Wsparcia Siatkowego tworzy struktury nośne w kształcie dwóch zestawów linii prostych prostopadłych do siebie, po czym następuje konsekwentne nakładanie się na siebie, tworząc kwadraty.
Siatka daje przeciętną jakość wysięgu, ale jest zalecana dla mocnych, niezawodnych podpór. Ponieważ jednak elastyczność jest niewielka, podpory mogą być dość trudne do usunięcia.
- Trójkąty
Formacja trójkątów jest najsilniejszą ze wszystkich formacji wsparcia. Tworzy ona szereg trójkątów równobocznych, dzięki czemu wykazuje niewielką lub żadną elastyczność.
Wytwarza on złej jakości kąty zwisu i będzie najtrudniejszą do usunięcia z wydruków strukturą nośną.
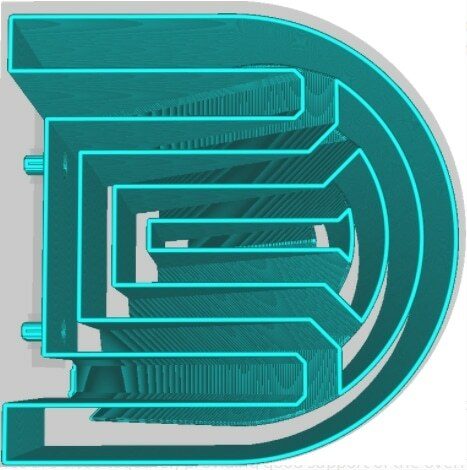
- Koncentryczny
Concentric Support Pattern jest świetny dla kształtów cylindrycznych i kul. Są łatwe do usunięcia i będą się wyginać do wewnątrz przy minimalnym wysiłku.
Jednakże, wzór Concentric jest znany z tego, że może namieszać tu i ówdzie, często pozostawiając wsparcie zawieszone w powietrzu.
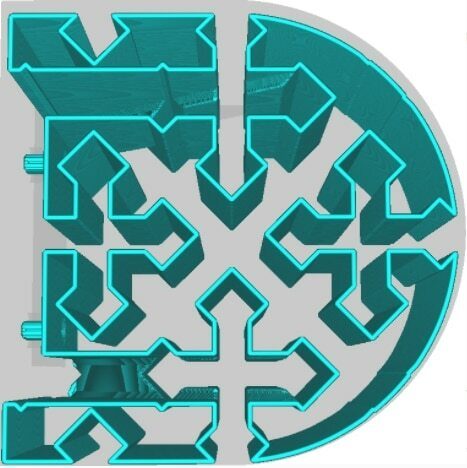
- Cross
Wzorzec wsparcia krzyżowego jest najłatwiejszy do usunięcia spośród wszystkich wzorców wsparcia w Cura. Pokazuje on kształty podobne do krzyża w twoich strukturach wsparcia i ogólnie rysuje wzór fraktalny.
Cross nie jest tym, którego należy użyć, gdy potrzebujesz mocnych i solidnych podpór.
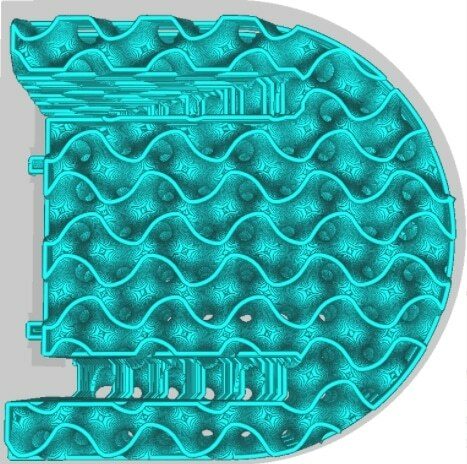
- Gyroid
Wzór Gyroid jest mocny i niezawodny. Charakteryzuje się falistym wzorem w całej objętości konstrukcji nośnej i zapewnia równe wsparcie dla wszystkich linii wysięgu.
Gyroid jest wysoce zalecany podczas drukowania z rozpuszczalnymi materiałami podporowymi. Powietrze składające się na jedną objętość pozwala rozpuszczalnikowi szybko dotrzeć do wnętrza struktury podporowej, umożliwiając jej szybsze rozpuszczenie.
Różne wzory mają różne mocne i słabe strony.
Wiele osób zgadza się, że Zygzak jest najlepszym Wzorcem Wsparcia, jaki Cura ma do zaoferowania. Jest dość wytrzymały, niezawodny i wyjątkowo łatwy do usunięcia na końcu wydruku.
Linie to także inny popularny Wzór Wsparcia, na który decyduje się wiele osób.
Jak uzyskać doskonałe ustawienia podpór niestandardowych w Cura
Cura zapewniła teraz dostęp do niestandardowych podpór, funkcja, która wcześniej była zarezerwowana dla Simplify3D, który jest slicerem premium.
Dostęp do niestandardowych podpór możemy uzyskać poprzez pobranie wtyczki w ramach oprogramowania Cura o nazwie Cylindrical Custom Supports, znajdującej się w Marketplace w prawym górnym rogu aplikacji.
Po znalezieniu wtyczki i pobraniu jej, zostaniesz poproszony o ponowne uruchomienie Cura, gdzie następnie będziesz miał dostęp do tych bardzo praktycznych niestandardowych podpór. Używałem ich z powodzeniem na wielu wydrukach teraz, działają świetnie.
Jedną z najlepszych rzeczy w nim jest to, jak wszystko, czego potrzebujesz, to kliknąć w jednym obszarze, a następnie kliknąć na innym, a utworzysz niestandardowe wsparcie między tymi dwoma kliknięciami.
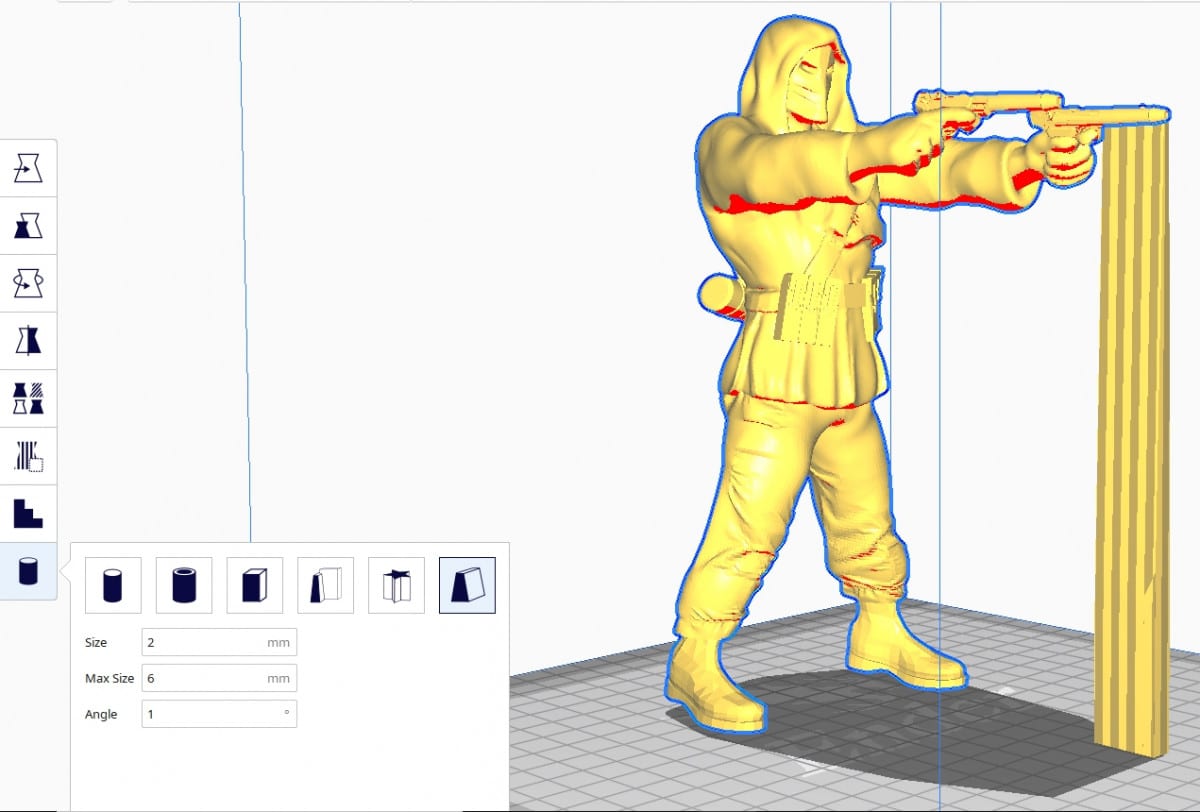
Możesz łatwo dostosować kształt, rozmiar, maksymalny rozmiar, typ, a nawet ustawienie w kierunku Y. To nie jest tylko na pokaz, ponieważ możesz naprawdę szybko stworzyć kilka podpór wysokiego poziomu dla swoich modeli.
Do kształtów nośnych można użyć:
- Cylinder
- Cube
- Łącznik
- Freeform
- Niestandardowe
Zastosowane zostaną standardowe ustawienia wsparcia, które ustawiłeś, takie jak gęstość wypełnienia i wzór.
Zobacz film poniżej, aby zobaczyć wizualny samouczek, jak działają te niestandardowe podpory.
Najlepsze ustawienia wsparcia dla drzew w Cura
Aby uzyskać najlepsze ustawienia podpory drzewa, większość osób zaleca ustawienie kąta nachylenia gałęzi w zakresie 40-50°. Średnica gałęzi to 2-3 mm, a ponadto należy upewnić się, że odległość między gałęziami wynosi co najmniej 6 mm.
Oto reszta ustawień obsługi drzewa, które można znaleźć w zakładce "Eksperymentalne" w Cura.
- Kąt średnicy gałęzi - kąt, pod jakim rośnie średnica gałęzi w kierunku dołu (domyślnie 5°)
- Tree Support Collision Resolution - określa dokładność unikania kolizji w gałęziach (domyślnie taka sama jak Support Line Width)
Napisałem artykuł zatytułowany How to Use Cura Experimental Settings for 3D Printing, który możesz sprawdzić.
Poniższe wideo firmy CHEP zawiera kilka szczegółów na temat Tree Supports.
W przypadku kąta średnicy gałęzi wielu użytkowników ustawia go na 5°. Chcemy, aby ten kąt był zorientowany w taki sposób, aby podpora drzewa mogła stać mocno, bez chwiania się i drżenia.
W przypadku rozdzielczości kolizji podpór drzew, 0,2 mm to dobra wartość na początek. Zwiększanie jej dalej może sprawić, że gałęzie drzew będą wydawać się niskiej jakości, ale zaoszczędzisz więcej czasu. Spróbuj poeksperymentować, aby zobaczyć, co działa dla Ciebie.
Podpory drzewne to unikalny sposób Cury na generowanie struktur wsparcia dla Twojego modelu.
Jeśli normalne podpory zajmują dużo czasu dla części, która jest stosunkowo mała, możesz rozważyć podpory Tree, ale to nie jedyny powód, dla którego powinieneś to zrobić.
Zwykle zużywają one mniej filamentu, a postprocessing jest niezaprzeczalnie najlepszą częścią Tree Supportów. To, co robią, to otaczają model i tworzą gałęzie, które wspólnie tworzą powłokę wokół modelu.
Ponieważ gałęzie te podtrzymują tylko wybrane obszary modelu i tworzą potem kształt skorupy, zwykle odskakują bez większego wysiłku i zwiększają szansę na uzyskanie gładszej powierzchni.
Zalecam jednak stosowanie podpór Tree dla modeli złożonych. Dla prostszych modeli, jak części drukarki 3D o średnich zwisach, podpory Tree nie będą idealne.
Zobacz też: Jak zmodernizować płytę główną Ender 3 - Dostęp & UsuńBędziesz musiał sam ocenić, czy dany model jest dobrym kandydatem dla odrębnej techniki generowania wsparcia Cura.
Najlepsze ustawienia wsparcia Cura dla miniatur
Do drukowania miniatur bezpieczny i skuteczny jest kąt 60° wysięgu podpory. Najlepiej jest też używać wzoru podpory liniowej, aby uzyskać więcej szczegółów w miniaturze. Dodatkowo, utrzymuj gęstość podpory na wartości domyślnej (tj. 20%) i to powinno dać dobry początek.
Używanie podpór z drzew do miniatur jest naprawdę popularne, ponieważ mają one bardziej złożone kształty i szczegóły, zwłaszcza gdy w grę wchodzą miecze, topory, wydłużone kończyny i tego typu rzeczy.
Zobacz też: 6 sposobów jak naprawić pęcherzyki & Popping na filamencie drukarki 3DJeden z użytkowników wspomniał, że bierze plik STL swoich miniatur, importuje je do Meshmixera, a następnie zleca programowi wygenerowanie wysokiej jakości podpór dla drzew. Po tym, możesz po prostu wyeksportować zaktualizowany plik z powrotem do STL i pokroić go w Cura.
Sprawdź mój artykuł Najlepsze ustawienia Miniatury Druku 3D dla jakości.
Możesz uzyskać mieszane rezultaty z tym rozwiązaniem. Warto spróbować, ale w większości przypadków trzymałbym się Cury. W zależności od modelu, wybór Support Placement na Touching Buildplate może mieć sens, więc nie będą budować na wierzchu twojej miniatury.
Używanie zwykłych podpór może się sprawdzić, zwłaszcza jeśli stworzysz własne, niestandardowe podpory, ale podpory drzewne sprawdzają się naprawdę świetnie w przypadku szczegółowych minis. W niektórych przypadkach podpory drzewne mogą mieć problem z zetknięciem się z modelem.
Jeśli doświadczasz tego, spróbuj uczynić szerokość linii równą wysokości warstwy.
Kolejną rzeczą, którą należy dodać jest upewnienie się, że używasz dobrej orientacji w celu zminimalizowania podpór. Właściwy obrót i kąt dla twoich drukowanych w 3D miniatur może zrobić znaczącą różnicę w tym, jak to się skończy.
Poniższy film autorstwa 3D Printed Tabletop to świetny sposób na dobranie ustawień do drukowania niesamowitych miniatur. Zazwyczaj sprowadza się to do małej wysokości warstwy i drukowania z niską prędkością.
Jeśli możesz dostroić swoją drukarkę 3D, aby z powodzeniem drukować 3D kilka dobrych kątów zwisu, możesz zmniejszyć liczbę podpór. Jak wspomniano powyżej, dobry kąt zwisu to 50 °, ale jeśli możesz rozciągnąć się do 60 °, sprawi to, że mniej podpór.
Support Z Distance to kolejne ważne ustawienie, na które należy uważać przy drukowaniu minisów. W zależności od modelu i innych ustawień, może się ono różnić, ale wartość 0,25 mm wydaje się działać jako ogólny standard dla wielu profili, które widziałem podczas badań.
Wysokiej jakości miniserie wymagają starannie zoptymalizowanych ustawień i choć trudno jest drukować je idealnie od samego początku, metoda prób i błędów stopniowo doprowadzi Cię do celu.
Dodatkowo, wydaje się, że rolę odgrywa tutaj inne ustawienie o nazwie Szerokość linii podparcia pojawiające się w zakładce "Jakość" w programie Cura. Zmniejszenie jego wartości zmniejszyłoby odstęp pomiędzy podparciem drzewa a modelem.
Jak naprawić zbyt silne ustawienia wsparcia Cura?
Aby naprawić zbyt mocne podpory, powinieneś zmniejszyć gęstość podparcia, a także użyć wzoru podparcia Zigzag. Zwiększenie odległości Z podparcia jest świetną metodą, aby ułatwić usuwanie podpór. Stworzyłbym również własne niestandardowe podpory, więc mogą być budowane tak mało, jak to konieczne.
Odległość Z podpory może mieć bezpośredni wpływ na to, jak trudno lub łatwo jest usunąć podpory z modelu.
Znajdujący się w ustawieniach "Expert" Support Z Distance ma dwie podsekcje - Top Distance i Bottom Distance. Ich wartości zmieniają się w zależności od tego, co umieścisz w głównym ustawieniu Support Z Distance.
Chcesz, aby wartość Z Distance wynosiła 2x wysokość warstwy, aby między modelem a podporami była dodatkowa przestrzeń. Powinno to ułatwić usuwanie podpór, a także zapewnić odpowiednie podparcie modelu.
Jeśli nie chcesz używać niestandardowych podpór z jakiegokolwiek powodu, na przykład zbyt wiele podpór do dodania, możesz użyć innej funkcji w Cura o nazwie Blokady wsparcia.
Służy do usuwania podpór tam, gdzie nie chcesz, aby były tworzone.
Podczas wycinania modelu w programie Cura, oprogramowanie określa miejsca, w których zostaną umieszczone konstrukcje wsporcze. Jeśli jednak zauważysz, że w danym miejscu podparcie nie jest potrzebne, możesz użyć Blokady podparcia, aby usunąć niechciane podpory.
Jest to dość proste, ale lepsze wyjaśnienie uzyskasz oglądając poniższy film.