
विषयसूची
3डी प्रिंटिंग अक्सर जटिल हो सकती है, और आप समय-समय पर अपने मॉडलों पर समर्थन संरचनाओं का उपयोग करने की सबसे अधिक संभावना रखते हैं। जब भी ऐसा होता है, आपको यह सुनिश्चित करने की आवश्यकता होती है कि आपकी समर्थन सेटिंग्स उचित रूप से कैलिब्रेट की गई हैं। यदि नहीं, तो गुणवत्ता के मामले में आपके मॉडल को बहुत नुकसान हो सकता है।
इस लेख में, मैं यह समझाने की कोशिश करूंगा कि समर्थन सेटिंग्स क्या हैं और आप क्यूरा का उपयोग करके अपने 3डी प्रिंटर के लिए सर्वश्रेष्ठ समर्थन सेटिंग्स कैसे प्राप्त कर सकते हैं। सॉफ्टवेयर।
क्यूरा में 3डी प्रिंटिंग के लिए सपोर्ट सेटिंग्स क्या हैं?
3डी प्रिंटिंग में सपोर्ट सेटिंग्स का उपयोग यह समायोजित करने के लिए किया जाता है कि आपके समर्थन कैसे बनाए जाते हैं। यह वह जगह हो सकती है जहां समर्थन बनाया जाएगा, घनत्व, समर्थन पैटर्न, समर्थन और मॉडल के बीच की दूरी, यहां तक कि ओवरहैंग कोणों का समर्थन करने के लिए। डिफ़ॉल्ट क्यूरा सेटिंग्स ज्यादातर अच्छी तरह से काम करती हैं।
समर्थन 3डी प्रिंटिंग का एक महत्वपूर्ण हिस्सा हैं, विशेष रूप से उन मॉडलों के लिए जो जटिल हैं, और जिनमें बहुत सारे व्यापक भाग हैं। यदि आप "T" अक्षर के आकार में एक 3D प्रिंट के बारे में सोचते हैं, तो किनारे की पंक्तियों को समर्थन की आवश्यकता होगी क्योंकि यह मध्य हवा में प्रिंट नहीं कर सकता है। विस्तारित ओवरहैंग्स को बिल्ड प्लेट पर सपाट रखें, जिससे ऐसी स्थिति पैदा होती है जहां समर्थन की आवश्यकता नहीं होती है, लेकिन कई मामलों में, आप समर्थन का उपयोग करने से बच नहीं सकते।
जब आप अंत में अपने मॉडलों पर समर्थन का उपयोग करते हैं, बहुत सारी समर्थन सेटिंग्स हैं जो आपको मिलेंगीinfill ऊपर से नीचे जाता है। इन्फिल का उच्चतम घनत्व मॉडल की शीर्ष सतहों पर होगा, आपकी समर्थन इन्फिल घनत्व सेटिंग तक।
लोग इस सेटिंग को 0 पर छोड़ देते हैं, लेकिन आपको बचाने के लिए इस सेटिंग को आज़माना चाहिए अपने मॉडल की कार्यक्षमता को कम किए बिना फिलामेंट। सामान्य प्रिंट के लिए सेट करने के लिए एक अच्छा मान 3 है, जबकि बड़े प्रिंट को ऊपर उठाया जा सकता है।
3डी प्रिंटिंग के क्षेत्र में, प्रयोग महत्वपूर्ण है। अलग-अलग समर्थन सेटिंग्स के साथ छेड़छाड़ करके लेकिन तार्किक सीमाओं के भीतर रहकर, आपको अंततः उन मूल्यों का पता चल जाएगा जो आपको उल्लेखनीय रूप से आगे बढ़ाते हैं। धैर्य बहुत जरूरी है।
आप जो कर सकते हैं वह ऐप के इंटरफेस से "क्यूरा सेटिंग्स गाइड" प्लग-इन इंस्टॉल करना है। शुरुआती लोगों के लिए यह समझने का यह एक शानदार तरीका है कि सॉफ्टवेयर कैसे काम करता है और वास्तव में विभिन्न सेटिंग्स क्या दर्शाती हैं।
3डी प्रिंटिंग के लिए सबसे अच्छा समर्थन पैटर्न क्या है?
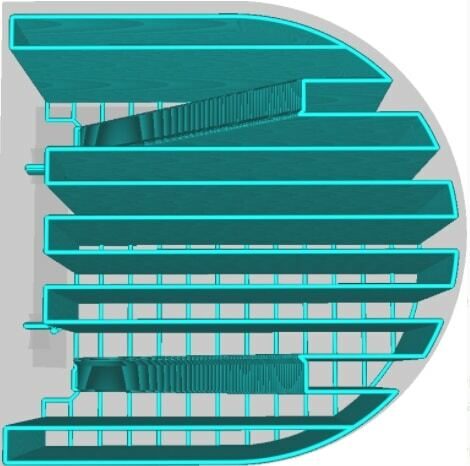
3डी प्रिंटिंग के लिए सबसे अच्छा समर्थन पैटर्न ज़िगज़ैग पैटर्न है क्योंकि इसमें ताकत, गति और हटाने में आसानी का एक बड़ा संतुलन है।
आपके 3डी प्रिंट के लिए सबसे अच्छा समर्थन पैटर्न चुनते समय, मैं ज्यादातर ज़िगज़ैग और गति, शक्ति और हटाने में आसानी के संतुलन के कारण रेखाएं पैटर्न । ज़िगज़ैग, विशेष रूप से, अन्य पैटर्न की तुलना में सबसे तेज़ प्रिंट करने वाला भी है।
अन्य सपोर्ट पैटर्न में शामिल हैं:
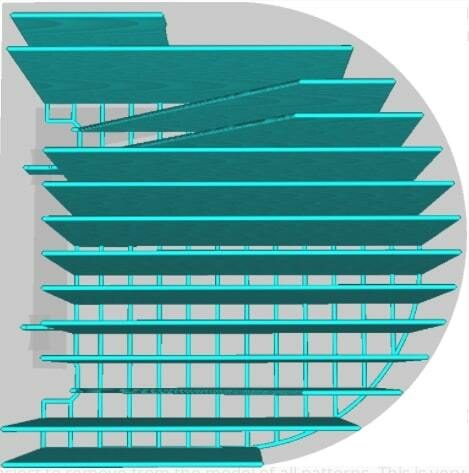
- लाइन्स
लाइन्स निकट सेज़िगज़ैग जैसा दिखता है और साथ ही सबसे अच्छे सपोर्ट पैटर्न में से एक है। हालाँकि, यह ज़िगज़ैग से अधिक मजबूत है और सहायक संरचनाओं के लिए बनाता है जिन्हें हटाना थोड़ा कठिन होगा। प्लस साइड पर, आपको ठोस सपोर्ट मिलता है।
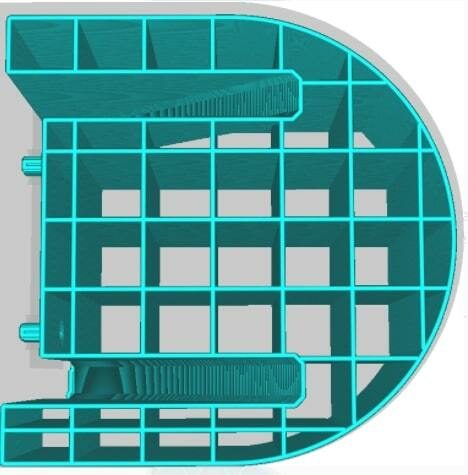
- ग्रिड
ग्रिड सपोर्ट पैटर्न सपोर्ट बनाता है एक दूसरे से लंबवत सीधी रेखाओं के दो सेट के रूप में संरचनाएँ। इसके बाद लगातार अतिव्याप्ति होती है जो वर्ग बनाती है।
ग्रिड औसत ओवरहांग गुणवत्ता पैदा करता है लेकिन मजबूत, विश्वसनीय समर्थन के लिए इसकी अत्यधिक अनुशंसा की जाती है। हालांकि, चूंकि इसमें थोड़ा लचीलापन होगा, सपोर्ट को हटाना काफी मुश्किल हो सकता है।
- त्रिकोण
त्रिभुज पैटर्न सभी समर्थन पैटर्न में सबसे मजबूत है। यह समबाहु त्रिभुजों की एक सरणी बनाता है जो इसे बहुत कम या बिना किसी लचीलेपन के प्रदर्शित करने की अनुमति देता है। 16>
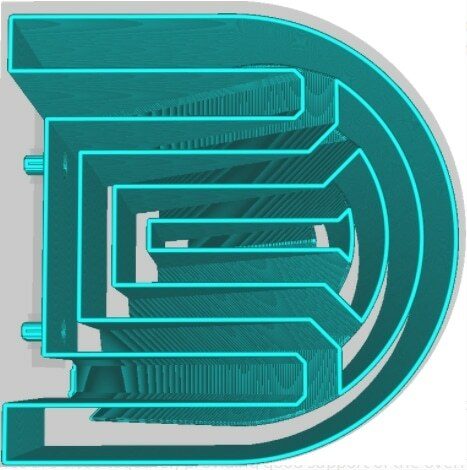
- संकेंद्रित
बेलनाकार आकार और गोले के लिए गाढ़ा समर्थन पैटर्न बहुत अच्छा है। उन्हें हटाना आसान है और कम से कम प्रयास के साथ अंदर की ओर झुकेंगे।
हालांकि, कंसेंट्रिक पैटर्न को यहां और वहां गड़बड़ करने के लिए जाना जाता है, जिससे कई बार समर्थन बीच में निलंबित हो जाता है।
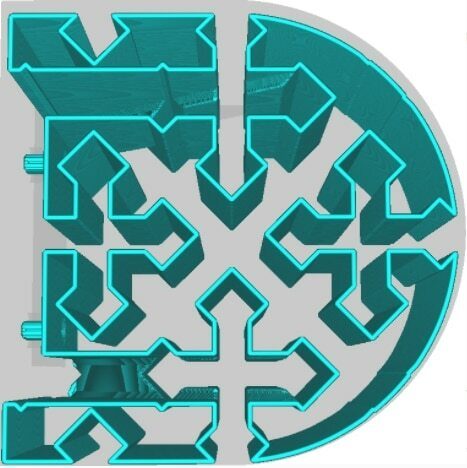
- क्रॉस करें
क्रॉस सपोर्ट पैटर्न सभी सपोर्ट में से निकालने में सबसे आसान हैकुरा में पैटर्न। यह आपके समर्थन संरचनाओं में क्रॉस-जैसी आकृतियाँ प्रदर्शित करता है और सामान्य रूप से एक भिन्नात्मक पैटर्न बनाता है।
जब आपको मजबूत और दृढ़ समर्थन की आवश्यकता होती है तो क्रॉस का उपयोग नहीं किया जाता है।
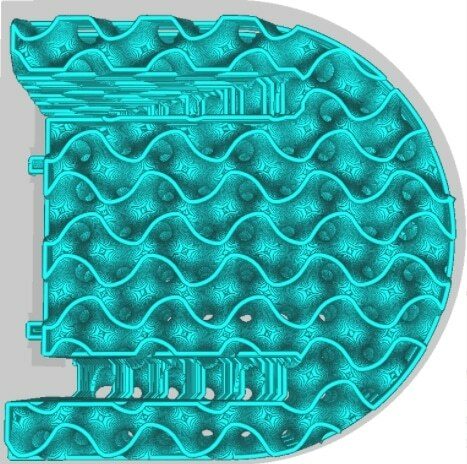
- गायरॉइड
गाइरोइड पैटर्न मजबूत और भरोसेमंद है। यह समर्थन संरचना के आयतन में एक लहर जैसा पैटर्न पेश करता है और ओवरहैंग की सभी रेखाओं को समान समर्थन प्रदान करता है। एकल आयतन वाली हवा विलायक को सहायक संरचना के आंतरिक भाग में तेजी से पहुंचने देती है, जिससे यह तेजी से घुल जाता है।
विभिन्न पैटर्न में अलग-अलग ताकत और कमजोरियां होती हैं।<1
बहुत से लोग इस बात से सहमत हैं कि ज़िगज़ैग सबसे अच्छा सपोर्ट पैटर्न है जो कुरा पेश करता है। यह काफी मज़बूत, भरोसेमंद और प्रिंट के अंत में निकालने में असाधारण रूप से आसान है।
लाइन्स भी एक अन्य लोकप्रिय सपोर्ट पैटर्न है जिसके साथ बहुत से लोग काम करना चुनते हैं।
कैसे प्राप्त करें Cura में कस्टम सपोर्ट सेटिंग परफेक्ट
Cura ने अब कस्टम सपोर्ट तक पहुंच प्रदान की है, यह एक ऐसी सुविधा है जो Simplify3D के लिए आरक्षित थी जो कि एक प्रीमियम स्लाइसर है।
हम कस्टम सपोर्ट को डाउनलोड करके एक्सेस कर सकते हैं Cura सॉफ़्टवेयर के भीतर प्लगइन, जिसे सिलिंड्रिकल कस्टम सपोर्ट कहा जाता है, ऐप के शीर्ष दाईं ओर मार्केटप्लेस में पाया जाता है।
एक बार जब आप प्लगइन ढूंढ लेते हैं और इसे डाउनलोड कर लेते हैं, तो आपक्यूरा को फिर से शुरू करने के लिए प्रेरित किया, जहां आपको इन बहुत ही व्यावहारिक कस्टम समर्थनों तक पहुंच प्राप्त होगी। मैंने उन्हें अब कई प्रिंटों पर सफलतापूर्वक उपयोग किया है, वे बहुत अच्छा काम करते हैं।
इसके बारे में सबसे अच्छी चीजों में से एक यह है कि आपको केवल एक क्षेत्र में क्लिक करना है, फिर दूसरे पर क्लिक करना है, और आप उन दो क्लिक के बीच एक कस्टम समर्थन।
आप आकार, आकार, अधिकतम को आसानी से अनुकूलित कर सकते हैं। आकार, प्रकार, और यहां तक कि वाई दिशा पर सेटिंग। ये सिर्फ दिखाने के लिए नहीं हैं क्योंकि आप वास्तव में अपने मॉडलों के लिए बहुत जल्दी कुछ उच्च स्तरीय समर्थन बना सकते हैं।
समर्थन आकृतियों के लिए आप इसका उपयोग कर सकते हैं:
- सिलेंडर
- क्यूब
- एब्यूमेंट
- फ्रीफॉर्म
- कस्टम
आपके द्वारा सेट की गई आपकी मानक समर्थन सेटिंग इनफिल घनत्व और पैटर्न जैसी लागू होंगी।
ये कस्टम सपोर्ट कैसे काम करते हैं, इसके पीछे एक विजुअल ट्यूटोरियल देखने के लिए नीचे दिया गया वीडियो देखें।
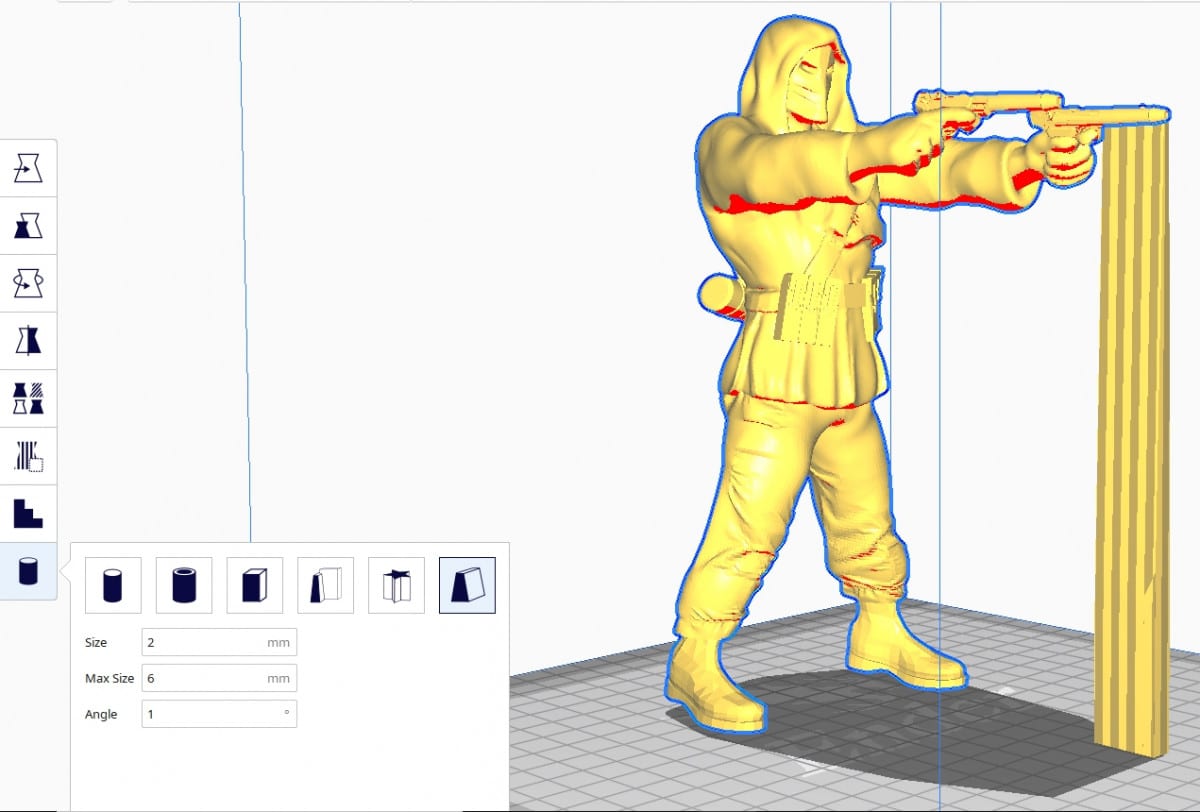
क्यूरा के लिए बेस्ट क्यूरा ट्री सपोर्ट सेटिंग्स
सर्वश्रेष्ठ ट्री सपोर्ट सेटिंग्स के लिए , अधिकांश लोग 40-50° के बीच कहीं भी शाखा कोण का सुझाव देते हैं। शाखा व्यास के लिए, 2-3 मिमी शुरू करने के लिए एक अच्छी जगह है। इसके अलावा, आप यह सुनिश्चित करना चाहते हैं कि आपकी शाखा की दूरी कम से कम 6 मिमी पर सेट हो।
कुरा में "प्रयोगात्मक" टैब के तहत आप यहां ट्री सपोर्ट की बाकी सेटिंग्स पा सकते हैं।
- ट्री सपोर्ट ब्रांच डायमीटर एंगल - ब्रांच का कोण व्यास नीचे की ओर बढ़ रहा है (डिफ़ॉल्ट 5° है)
- ट्री सपोर्ट कोलिशन रेसोल्यूशन– शाखाओं में टकराव से बचने की सटीकता निर्धारित करता है (डिफ़ॉल्ट समर्थन लाइन चौड़ाई के समान)
मैंने 3डी प्रिंटिंग के लिए क्यूरा प्रायोगिक सेटिंग्स का उपयोग कैसे करें नामक एक लेख लिखा था जिसे आप देख सकते हैं।
CHEP द्वारा नीचे दिया गया वीडियो ट्री सपोर्ट्स के बारे में कुछ विस्तार से बताता है।
शाखा व्यास कोण के लिए, कई उपयोगकर्ताओं ने इसे 5° पर सेट किया है। हम चाहते हैं कि यह कोण इस तरह से उन्मुख हो ताकि पेड़ का समर्थन डगमगाने या हिलने के बिना मजबूत खड़ा हो सके।
वृक्ष समर्थन टकराव संकल्प के लिए, 0.2 मिमी शुरू करने के लिए एक अच्छा आंकड़ा है। इसे और बढ़ाने से पेड़ की शाखाओं की गुणवत्ता खराब हो सकती है, लेकिन इससे आपका अधिक समय बचेगा। यह देखने के लिए प्रयोग करने का प्रयास करें कि आपके लिए क्या काम करता है।
ट्री सपोर्ट आपके मॉडल के लिए सपोर्ट स्ट्रक्चर तैयार करने का क्यूरा का अनूठा तरीका है।
अगर सामान्य सपोर्ट एक हिस्से के लिए काफी समय ले रहा है जो अपेक्षाकृत है छोटे, आप ट्री सपोर्ट पर विचार करना चाह सकते हैं, लेकिन यही एकमात्र कारण नहीं है कि आपको ऐसा क्यों करना चाहिए।
ये कम फिलामेंट का उपयोग करते हैं और पोस्ट-प्रोसेसिंग निर्विवाद रूप से ट्री सपोर्ट का सबसे अच्छा हिस्सा है। वे जो करते हैं वह मॉडल को ढंकते हैं और शाखाओं का निर्माण करते हैं जो सामूहिक रूप से मॉडल के चारों ओर एक खोल बनाते हैं। थोड़ा या कोई प्रयास नहीं और एक चिकनी सतह की संभावना बढ़ जाती हैगुणवत्ता।
हालांकि, मैं उन मॉडलों के लिए ट्री समर्थन का उपयोग करने की सलाह देता हूं जो जटिल हैं। औसत ओवरहैंग्स वाले 3डी प्रिंटर के हिस्सों जैसे सरल मॉडल के लिए, ट्री सपोर्ट आदर्श नहीं होगा।
आपको खुद का मूल्यांकन करना होगा कि क्या मॉडल क्यूरा की विशिष्ट सपोर्ट जनरेटिंग तकनीक के लिए एक अच्छा उम्मीदवार है।<1
लघुचित्रों के लिए सर्वश्रेष्ठ क्यूरा समर्थन सेटिंग्स
लघुचित्रों को प्रिंट करने के लिए, 60° का समर्थन ओवरहांग कोण सुरक्षित और प्रभावी है। आप अपने मिनी में अधिक विवरण के लिए लाइन्स सपोर्ट पैटर्न का उपयोग करना भी बेहतर समझते हैं। इसके अतिरिक्त, समर्थन घनत्व को उसके डिफ़ॉल्ट मान (अर्थात 20%) पर रखें और इससे आपको एक अच्छी शुरुआत मिलनी चाहिए।
लघुचित्रों के लिए ट्री सपोर्ट का उपयोग करना वास्तव में लोकप्रिय है क्योंकि उनके पास अधिक जटिल आकार और विवरण होते हैं, खासकर जब तलवारें, कुल्हाड़ी, विस्तारित अंग शामिल होते हैं, और उस प्रकार की चीजें होती हैं।
यह सभी देखें: मजबूत, मैकेनिकल 3डी प्रिंटेड पार्ट्स के लिए 7 सर्वश्रेष्ठ 3डी प्रिंटरएक उपयोगकर्ता ने उल्लेख किया कि कैसे वह अपने लघुचित्रों की एसटीएल फाइल लेता है, उन्हें मेशमिक्सर में आयात करता है, फिर सॉफ्टवेयर कुछ उच्च गुणवत्ता वाले वृक्ष समर्थन उत्पन्न करता है। उसके बाद, आप बस अपडेट की गई फ़ाइल को वापस एक एसटीएल में निर्यात कर सकते हैं और इसे क्यूरा में स्लाइस कर सकते हैं।
मेरा लेख देखें गुणवत्ता के लिए सर्वश्रेष्ठ 3डी प्रिंट लघु सेटिंग्स।
आप इसके साथ मिश्रित परिणाम प्राप्त कर सकते हैं। यह। यह एक कोशिश के लायक है, लेकिन अधिकांश भाग के लिए, मैं क्यूरा के साथ रहूंगा। मॉडल के आधार पर, टचिंग बिल्डप्लेट के लिए अपने समर्थन प्लेसमेंट का चयन करना समझ में आ सकता है, इसलिए वे निर्माण नहीं करेंगेआपके मिनिएचर के ऊपर।
सामान्य सपोर्ट का उपयोग करना काम कर सकता है, खासकर यदि आप अपने स्वयं के कस्टम सपोर्ट बनाते हैं, लेकिन ट्री सपोर्ट वास्तव में विस्तृत मिनी के लिए बहुत अच्छा काम करते हैं। कुछ मामलों में, ट्री सपोर्ट को मॉडल के संपर्क में आने में कठिनाई हो सकती है।
यदि आप इसका अनुभव करते हैं, तो अपनी लाइन की चौड़ाई को अपनी परत की ऊंचाई के बराबर बनाने का प्रयास करें।
जोड़ने के लिए एक और चीज़ है समर्थन को कम करने के लिए सुनिश्चित करें कि आप एक अच्छे अभिविन्यास का उपयोग कर रहे हैं। आपके 3डी प्रिंटेड लघुचित्रों के लिए सही घुमाव और कोण इसके बनने में महत्वपूर्ण अंतर ला सकते हैं।
3डी प्रिंटेड टेबलटॉप द्वारा नीचे दिया गया वीडियो कुछ अद्भुत लघुचित्रों को प्रिंट करने के लिए आपकी सेटिंग में डायल करने के लिए बहुत अच्छा है। यह आमतौर पर एक छोटी परत की ऊंचाई तक नीचे आता है और कम गति से छपाई करता है।
यदि आप अपने 3डी प्रिंटर को सफलतापूर्वक 3डी प्रिंट करने के लिए कुछ अच्छे ओवरहैंग कोणों को ट्यून कर सकते हैं, तो आप समर्थन की संख्या कम कर सकते हैं। जैसा कि ऊपर उल्लेख किया गया है, एक अच्छा ओवरहैंग कोण 50° है, लेकिन यदि आप 60° तक खींच सकते हैं, तो यह कम समर्थन देगा।
मिनी को प्रिंट करते समय सावधान रहने के लिए समर्थन Z दूरी एक और महत्वपूर्ण सेटिंग है। आपके मॉडल और अन्य सेटिंग्स के आधार पर, यह भिन्न हो सकता है, लेकिन ऐसा लगता है कि 0.25 मिमी का मान कई प्रोफाइलों के लिए एक सामान्य मानक के रूप में काम करता है, जिन्हें मैंने शोध के दौरान देखा है।
उच्च-गुणवत्ता वाले मिनी को सावधानीपूर्वक अनुकूलित सेटिंग्स की आवश्यकता होती है , और हालांकि शुरू से ही उन्हें पूरी तरह से प्रिंट करना मुश्किल है, परीक्षण-और-त्रुटि धीरे-धीरे आपको वहां ले जाएगी।
इसके अलावा, क्यूरा में "गुणवत्ता" टैब के तहत दिखाई देने वाली सपोर्ट लाइन चौड़ाई नामक एक अन्य सेटिंग यहां एक भूमिका निभाती है। इसके मूल्य को कम करने से आपके ट्री सपोर्ट और मॉडल के बीच का अंतर कम हो जाएगा।
मैं क्यूरा सपोर्ट सेटिंग्स को कैसे ठीक कर सकता हूं जो बहुत मजबूत हैं?
बहुत मजबूत सपोर्ट को ठीक करने के लिए, आप अपने समर्थन घनत्व को कम करना चाहिए, साथ ही ज़िगज़ैग समर्थन पैटर्न का उपयोग करना चाहिए। अपने समर्थन Z दूरी को बढ़ाना समर्थनों को हटाना आसान बनाने का एक शानदार तरीका है। मैं आपका स्वयं का कस्टम समर्थन भी बनाऊंगा, ताकि उन्हें आवश्यकतानुसार कम से कम बनाया जा सके।
समर्थन Z दूरी सीधे प्रभावित कर सकती है कि आपके मॉडल से समर्थन निकालना कितना कठिन या आसान है।
"एक्सपर्ट" सेटिंग के तहत मिला, सपोर्ट Z डिस्टेंस के दो उपखंड हैं - टॉप डिस्टेंस और बॉटम डिस्टेंस। आप मुख्य समर्थन Z दूरी सेटिंग के अंतर्गत जो रखते हैं, उसके अनुसार इनके मान बदलते हैं।
आप चाहते हैं कि Z दूरी मान आपकी परत की ऊंचाई का 2x हो ताकि आपके मॉडल और समर्थन के बीच अतिरिक्त स्थान हो। इससे समर्थनों को हटाना बहुत आसान हो जाना चाहिए, साथ ही साथ आपके मॉडल को सही ढंग से समर्थन देने के लिए पर्याप्त होना चाहिए।
यदि आप किसी भी कारण से कस्टम समर्थन का उपयोग नहीं करना चाहते हैं, जैसे कि जोड़ने के लिए बहुत अधिक समर्थन हैं , आप Cura में सपोर्ट ब्लॉकर्स नामक एक अन्य सुविधा का उपयोग कर सकते हैं।
यह सभी देखें: 3डी प्रिंटिंग से पैसे कमाने के 5 तरीके - एक साफ गाइडइसका उपयोग उन समर्थनों को हटाने के लिए किया जाता है जहाँ आप नहीं चाहते हैंउन्हें बनाने के लिए।
जब भी आप क्यूरा पर किसी मॉडल को स्लाइस करते हैं, तो सॉफ्टवेयर यह निर्धारित करता है कि सपोर्ट स्ट्रक्चर्स को कहां रखा जाएगा। हालाँकि, यदि आप देखते हैं कि किसी विशेष बिंदु पर समर्थन की आवश्यकता नहीं है, तो आप अवांछित समर्थन को हटाने के लिए समर्थन अवरोधक का उपयोग कर सकते हैं।
यह काफी सरल है, लेकिन आप नीचे दिए गए वीडियो को देखकर बेहतर स्पष्टीकरण प्राप्त कर सकते हैं।
अपने स्लाइसर में, आपको अपने समर्थन को और अधिक व्यावहारिक बनाने के लिए कुछ उपयोगी बदलाव करने की अनुमति देता है।इनमें से एक आपके समर्थन को इस तरह से बनाना है जिससे बाद में मॉडल से हटाना आसान हो जाता है। विशिष्ट सेटिंग जो इसमें मदद कर सकती है वह कुरा में "सपोर्ट इंटरफ़ेस डेंसिटी" होगी। समर्थन इंटरफ़ेस घनत्व को कम करें, आपके समर्थन को हटाना आसान होना चाहिए, और इसके विपरीत।
हम एक सरल सेटिंग का भी उपयोग कर सकते हैं जो "विशेषज्ञ" श्रेणी में नहीं है ताकि समर्थन को हटाना आसान हो सके जो समर्थन है Z दूरी जिसे मैं इस लेख में आगे समझाऊंगा।
Cura में बहुत सारी समर्थन सेटिंग्स हैं जिनके बारे में आपने कभी नहीं सुना होगा, और आमतौर पर कभी भी समायोजित नहीं करना पड़ेगा, लेकिन कुछ व्यावहारिक हो सकते हैं .
बुनियादी, उन्नत, विशेषज्ञ और कस्टम चयन से लेकर, इनमें से कई सेटिंग्स आपको कुरा में तब तक दिखाई नहीं देंगी जब तक कि आप अपनी सेटिंग दृश्यता दृश्य नहीं बदलते। यह आपके Cura सेटिंग्स खोज बॉक्स के दाईं ओर 3 पंक्तियों पर क्लिक करके पाया जाता है।
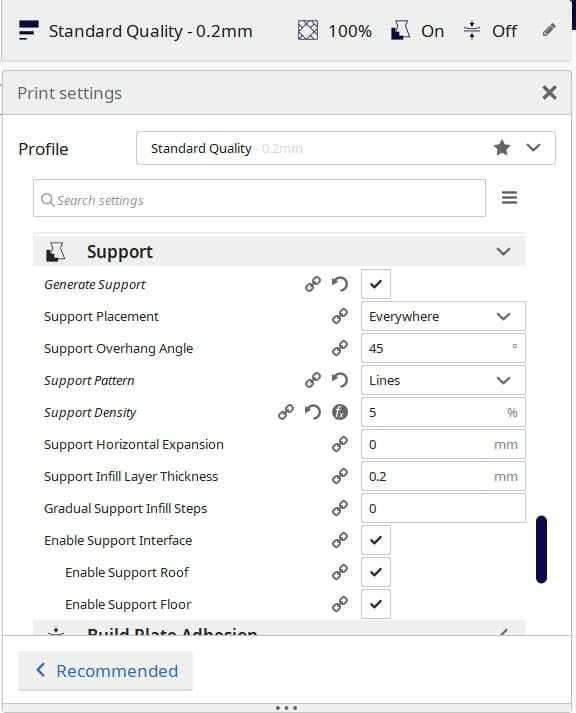
यहाँ कुछ समर्थन सेटिंग्स हैं जो एक बेहतर विचार के लिए Cura में हैं (सेटिंग दृश्यता को "उन्नत" में समायोजित किया गया है):
- सपोर्ट स्ट्रक्चर - "नॉर्मल" सपोर्ट या "ट्री" सपोर्ट में से चुनें (लेख में आगे "ट्री" के बारे में बताया जाएगा)
- सपोर्ट प्लेसमेंट – इनमें से चुनें"हर जगह" या "टचिंग बिल्डप्लेट" का समर्थन करता है
- समर्थन ओवरहैंग कोण – न्यूनतम कोण जिस पर ओवरहैंगिंग भागों के लिए समर्थन बनाने के लिए
- समर्थन पैटर्न – सपोर्ट स्ट्रक्चर्स का पैटर्न
- सपोर्ट डेंसिटी – तय करता है कि सपोर्ट स्ट्रक्चर्स कितने घने हैं
- सपोर्ट हॉरिजॉन्टल एक्सपेंशन – सपोर्ट्स की चौड़ाई बढ़ाता है
- इनफिल लेयर थिकनेस को सपोर्ट करता है – सपोर्ट के भीतर इन्फिल की परत की ऊंचाई (लेयर की कई ऊंचाई)
- ग्रेडुअल सपोर्ट इनफिल स्टेप्स – सपोर्ट के घनत्व को कम करता है चरणों में नीचे के साथ
- समर्थन इंटरफ़ेस सक्षम करें – समर्थन और मॉडल ("विशेषज्ञ" दृश्यता) के बीच परत को सीधे समायोजित करने के लिए कई सेटिंग्स को सक्षम करता है
- सपोर्ट रूफ सक्षम करें – सपोर्ट के शीर्ष और मॉडल के बीच सामग्री का एक सघन स्लैब बनाता है
- सपोर्ट फ्लोर सक्षम करें – सपोर्ट के तल के बीच सामग्री का एक सघन स्लैब बनाता है और मॉडल
क्यूरा में "विशेषज्ञ" दृश्यता दृश्य के तहत और भी अधिक सेटिंग्स हैं।
अब जब आप देखते हैं कि समर्थन सेटिंग्स क्या हैं और वे कैसे उपयोगी हो सकते हैं, आइए अन्य समर्थन सेटिंग्स के बारे में अधिक विस्तार से जानें।
मैं क्यूरा में सर्वश्रेष्ठ समर्थन सेटिंग्स कैसे प्राप्त करूं?
यहां कुरा में कुछ समर्थन सेटिंग्स हैं जो आप कर सकते हैं यदि आप अपनी समर्थन संरचनाओं को अनुकूलित करना चाहते हैं तो समायोजित करना चाहते हैं।
- समर्थन संरचना
- सहायताप्लेसमेंट
- समर्थन ओवरहांग कोण
- समर्थन पैटर्न
- समर्थन घनत्व
- समर्थन Z दूरी
- समर्थन इंटरफ़ेस सक्षम करें
- धीरे-धीरे समर्थन भरने के चरण
इनके अलावा, आप आमतौर पर बाकी सेटिंग्स को डिफ़ॉल्ट पर छोड़ सकते हैं, और यह तब तक ठीक रहेगा जब तक कि आपके पास कोई उन्नत समस्या न हो जिसे आपके समर्थन के साथ संबोधित करने की आवश्यकता हो।
सर्वश्रेष्ठ समर्थन संरचना क्या है?
Cura में समर्थन सेटिंग देखने पर आपको जो पहली सेटिंग मिलती है वह है समर्थन संरचना, और आपके पास यहां से चुनने के लिए "सामान्य" या "ट्री" है। इस प्रकार की तकनीक का उपयोग आपके मॉडल के लिए सहायक संरचना बनाने के लिए किया जाता है।
बिना जटिल मॉडल को प्रिंट करने के लिए जिसमें मानक ओवरहैंग की आवश्यकता होती है, ज्यादातर लोग आमतौर पर "सामान्य" चुनते हैं। यह एक ऐसी सेटिंग है जहां समर्थन संरचनाओं को सीधे नीचे की ओर लंबवत रूप से गिरा दिया जाता है और ओवरहैंगिंग भागों के नीचे प्रिंट किया जाता है। मैं इस लेख में बाद में ट्री सपोर्ट के बारे में विस्तार से बताऊंगा।
अधिकांश लोग "सामान्य" चुनते हैं क्योंकि यह इसके लिए काफी हद तक डिफ़ॉल्ट सेटिंग है और अधिकांश मॉडलों के लिए ठीक काम करता है।
सर्वश्रेष्ठ सपोर्ट प्लेसमेंट क्या है?
सपोर्ट प्लेसमेंट एक और आवश्यक सेटिंग है जहां आप यह निर्धारित कर सकते हैं कि सपोर्ट स्ट्रक्चर कैसे रखे जाते हैं। आप या तो "हर जगह" या "टचिंग" का चयन कर सकते हैंबिल्डप्लेट।"
इन दो सेटिंग्स के बीच का अंतर समझने में बहुत आसान है।
जब आप "टचिंग बिल्डप्लेट" चुनते हैं, तो आपका समर्थन मॉडल के उन हिस्सों पर बनाया जाएगा जहां समर्थन में ए मॉडल के किसी अन्य भाग के रास्ते में आए बिना बिल्ड प्लेट का सीधा रास्ता।
जब आप "हर जगह" चुनते हैं, तो आपके द्वारा सेट की गई समर्थन सेटिंग्स के अनुसार आपके समर्थन पूरे मॉडल में उत्पादित किए जाएंगे। . इससे कोई फ़र्क नहीं पड़ेगा कि आपका हिस्सा जटिल है और चारों ओर मुड़ता है, आपके समर्थन मुद्रित किए जाएंगे।
सर्वश्रेष्ठ समर्थन ओवरहांग कोण क्या है? प्रिंट करने के लिए समर्थन के लिए आवश्यक न्यूनतम कोण।
जब आपके पास 0 डिग्री का ओवरहांग होता है, तो प्रत्येक ओवरहांग बनाया जाएगा, जबकि 90 डिग्री का समर्थन ओवरहैंग कोण कुछ भी नहीं बनाएगा समर्थन करता है।
Cura में आपको डिफ़ॉल्ट मान 45° मिलेगा जो ठीक बीच में है। कोण जितना कम होगा, आपका प्रिंटर उतना ही अधिक लटकेगा, जबकि कोण जितना अधिक होगा, उतने ही कम समर्थन बनाए जाएंगे।
आपके 3डी प्रिंटर के प्रदर्शन और अंशांकन के आधार पर, आप सफलतापूर्वक उच्च का उपयोग कर सकते हैं कोण और फिर भी अपने 3डी प्रिंट के साथ ठीक रहें।
कई 3डी प्रिंटर हॉबीस्ट सपोर्ट ओवरहैंग एंगल के लिए लगभग 50 डिग्री के मूल्य की सिफारिश करते हैं, यह सुनिश्चित करने के लिए कि आपके 3डी प्रिंट अभी भी अच्छी तरह से बाहर आते हैं और कम सामग्री से थोड़ी सामग्री बचाते हैं।समर्थन संरचनाएं।
मैं निश्चित रूप से आपके अपने 3डी प्रिंटर के लिए इसका परीक्षण करूंगा और देखूंगा कि आपके लिए सबसे अच्छा क्या काम करता है।
आपके 3डी प्रिंटर की क्षमता के साथ-साथ आपके ओवरहैंग का परीक्षण करने का एक शानदार तरीका प्रदर्शन माइक्रो ऑल-इन-वन 3डी प्रिंटर टेस्ट (थिंगविवर्स) को 3डी प्रिंट करना है। इसे और बढ़ाएं।
सर्वश्रेष्ठ सपोर्ट पैटर्न क्या है?
Cura में चुनने के लिए कई सपोर्ट पैटर्न हैं, जो हमें कस्टमाइज करने का विकल्प देता है कि हमारे सपोर्ट कैसे बनाए जाते हैं। आप जो खोज रहे हैं उसके आधार पर, आपके लिए सबसे अच्छा समर्थन पैटर्न है।
यदि आप ऐसे समर्थन चाहते हैं जो मजबूत हों और अच्छी तरह से पकड़ में आ सकें, तो आप त्रिकोण पैटर्न के साथ अच्छा करेंगे जो सबसे मजबूत है सभी पैटर्न, जबकि ग्रिड भी अच्छी तरह से पकड़ रखता है।
ज़िग ज़ैग पैटर्न ओवरहैंग्स के लिए लाइन्स पैटर्न के साथ सबसे अच्छा सपोर्ट पैटर्न है।
अगर आप सोच रहे हैं कि कौन सा सपोर्ट पैटर्न है हटाना सबसे आसान है, मैं ज़िग ज़ैग पैटर्न के साथ जाऊंगा क्योंकि यह अंदर की ओर झुकता है, और स्ट्रिप्स में खींचता है। Cura सपोर्ट जो बहुत मजबूत हैं उन्हें ऐसे सपोर्ट पैटर्न का उपयोग करना चाहिए जिसे हटाना आसान हो।
मैं इस लेख में अन्य सपोर्ट पैटर्न के बारे में और नीचे बात करूंगा, ताकि आप उन्हें थोड़ा बेहतर समझ सकें।
सपोर्ट पैटर्न और सपोर्ट डेंसिटी (चर्चा की जाने वाली अगली सपोर्ट सेटिंग) शेयर aएक साथ लिंक करना। एक समर्थन पैटर्न का घनत्व 3डी प्रिंट के भीतर अधिक या कम सामग्री का उत्पादन कर सकता है। अच्छा के रूप में ऊपर।
सर्वश्रेष्ठ समर्थन घनत्व क्या है?
Cura में समर्थन घनत्व वह दर है जिस पर समर्थन संरचनाएं सामग्री से भरी जाती हैं। उच्च मूल्यों पर, समर्थन संरचनाओं में लाइनें एक दूसरे के करीब रखी जाएंगी, जिससे यह सघन दिखाई देगी।
कम मूल्यों पर, समर्थन अधिक दूर होंगे, जिससे समर्थन संरचना कम सघन हो जाएगी।
Cura में डिफ़ॉल्ट सपोर्ट डेंसिटी 20% है, जो आपके मॉडल को मजबूत सपोर्ट प्रदान करने के लिए काफी अच्छा है। अधिकांश लोग इसी के साथ जाते हैं, और यह ठीक काम करता है।
आप जो कर सकते हैं वह वास्तव में आपके समर्थन घनत्व को 5-10% तक कम कर देता है और यह सुनिश्चित करने के लिए अच्छी समर्थन इंटरफ़ेस सेटिंग्स हैं कि आपका समर्थन अच्छी तरह से काम करता है।<1
अच्छे सपोर्ट के लिए आपको आमतौर पर अपने सपोर्ट डेंसिटी को बहुत अधिक नहीं बढ़ाना होगा।
जब आप अपने सपोर्ट डेंसिटी को बढ़ाते हैं, तो यह ओवरहैंग्स में सुधार करता है और सैगिंग को कम करता है क्योंकि सपोर्ट्स एक साथ सघन रूप से जुड़े होते हैं। . यदि प्रिंटिंग प्रक्रिया के दौरान कोई समस्या आती है, तो आपको अपने समर्थन को विफल होते देखने की संभावना कम होती है।
आपके समर्थन घनत्व को बढ़ाने का विपरीत पक्ष यह है कि आपके समर्थन को हटाना अधिक कठिन होगाआसंजन सतह। आप समर्थन के लिए अधिक सामग्री का उपयोग भी करेंगे और आपके प्रिंट में अधिक समय लगेगा।
हालांकि, शुरू करने के लिए एक अच्छी जगह आमतौर पर लगभग 20% है। आप स्थिति के आधार पर नीचे और ऊपर दोनों जा सकते हैं, लेकिन 20% घनत्व अपने समर्थन संरचनाओं का उपयोग जारी रखने के लिए अंगूठे का एक अच्छा नियम है।
समर्थन पैटर्न का वास्तव में कितना समर्थन घनत्व है, इस पर महत्वपूर्ण प्रभाव पड़ता है। बशर्ते, कितनी सामग्री का उपयोग किया गया हो। लाइन्स पैटर्न के साथ 20% सपोर्ट डेंसिटी गायरॉइड पैटर्न के समान नहीं होगा। आपके समर्थन के ऊपर और नीचे 3D प्रिंट को ही। यह आपको क्लीयरेंस प्रदान करता है ताकि आप अपने सपोर्ट को आसानी से हटा सकें।
इस सेटिंग को सही करना काफी आसान है क्योंकि यह आपकी परत की ऊंचाई के गुणक तक गोल है। क्यूरा के भीतर आपका डिफ़ॉल्ट मान केवल आपकी परत की ऊंचाई के बराबर होगा, हालांकि यदि आपको अधिक निकासी की आवश्यकता है, तो आप मूल्य को 2x कर सकते हैं।
इसे आज़माने वाले एक उपयोगकर्ता ने पाया कि समर्थन को हटाना बहुत आसान था। उन्होंने 0.2 मिमी की परत ऊंचाई और 0.4 मिमी की समर्थन Z दूरी के साथ प्रिंट किया।
आपको आमतौर पर इस सेटिंग को बदलने की आवश्यकता नहीं होगी, लेकिन यह जानकर अच्छा लगा कि यदि आप समर्थन को आसान बनाना चाहते हैं तो यह मौजूद है हटाने के लिए।
Cura इस सेटिंग को "समर्थन कितनी अच्छी तरह से पालन करता है, इसका सबसे प्रभावशाली कारक" कहना पसंद करता हैमॉडल के लिए।"
इस दूरी का एक उच्च मूल्य मॉडल और समर्थन के बीच एक बड़े अंतर की अनुमति देता है। यह आसान पोस्ट-प्रोसेसिंग में अनुवाद करता है और समर्थन के साथ कम संपर्क क्षेत्र के कारण एक चिकनी मॉडल सतह बनाता है।
जब आप जटिल ओवरहैंग का समर्थन करने का प्रयास कर रहे हैं जो समर्थन प्रिंट को करीब बना रहा है तो एक कम मान उपयोगी होता है। समर्थन के लिए, लेकिन समर्थन को हटाने के लिए कठिन हो जाएगा।
आपके लिए काम करने वाला सही आंकड़ा खोजने के लिए इन दूरियों के विभिन्न मूल्यों के साथ खेलने का प्रयास करें।
समर्थन इंटरफ़ेस सक्षम करें क्या है?
सहायता इंटरफ़ेस सामान्य समर्थन और मॉडल के बीच समर्थन सामग्री की एक परत है, अन्यथा संपर्क बिंदु के रूप में देखा जाता है। इसे वास्तविक समर्थन की तुलना में सघन बनाया जाता है क्योंकि इसे सतहों के साथ अधिक संपर्क की आवश्यकता होती है।
Cura को इसे डिफ़ॉल्ट रूप से चालू करना चाहिए, साथ ही "समर्थन छत सक्षम करें" और "समर्थन तल सक्षम करें" उत्पन्न करने के लिए आपके समर्थन के ऊपर और नीचे की सघन सतहें।
"विशेषज्ञ" दृश्य में इन सेटिंग्स के भीतर, आपको समर्थन इंटरफ़ेस मोटाई और amp; समर्थन इंटरफ़ेस घनत्व। इन सेटिंग्स के साथ, आप नियंत्रित कर सकते हैं कि आपके समर्थन के शीर्ष और निचले कनेक्शन बिंदु कितने मोटे और घने हैं।
क्रमिक समर्थन इन्फिल चरण क्या हैं?
क्रमिक समर्थन इन्फिल चरण कितनी बार हैं समर्थन infill घनत्व को आधे से कम करने के लिए