
ഉള്ളടക്ക പട്ടിക
3D പ്രിന്റിംഗ് പലപ്പോഴും സങ്കീർണ്ണമാകാം, കൂടാതെ നിങ്ങളുടെ മോഡലുകളിൽ കാലാകാലങ്ങളിൽ നിങ്ങൾ പിന്തുണാ ഘടനകൾ ഉപയോഗിക്കാനും സാധ്യതയുണ്ട്. അങ്ങനെ സംഭവിക്കുമ്പോഴെല്ലാം, നിങ്ങളുടെ പിന്തുണാ ക്രമീകരണങ്ങൾ ഉചിതമായി കാലിബ്രേറ്റ് ചെയ്തിട്ടുണ്ടെന്ന് ഉറപ്പാക്കേണ്ടതുണ്ട്. ഇല്ലെങ്കിൽ, നിങ്ങളുടെ മോഡലുകൾക്ക് ഗുണമേന്മയുടെ കാര്യത്തിൽ വളരെയധികം കഷ്ടപ്പെടാം.
ഈ ലേഖനത്തിൽ, എന്താണ് പിന്തുണാ ക്രമീകരണങ്ങൾ എന്നും ക്യൂറ ഉപയോഗിച്ച് നിങ്ങളുടെ 3D പ്രിന്ററിനായി മികച്ച പിന്തുണാ ക്രമീകരണങ്ങൾ എങ്ങനെ നേടാമെന്നും വിശദീകരിക്കാൻ ഞാൻ ശ്രമിക്കും. സോഫ്റ്റ്വെയർ.
ക്യുറയിലെ 3D പ്രിന്റിംഗിനുള്ള പിന്തുണാ ക്രമീകരണങ്ങൾ എന്തൊക്കെയാണ്?
നിങ്ങളുടെ പിന്തുണ എങ്ങനെ സൃഷ്ടിക്കുന്നു എന്ന് ക്രമീകരിക്കാൻ 3D പ്രിന്റിംഗിലെ പിന്തുണ ക്രമീകരണങ്ങൾ ഉപയോഗിക്കുന്നു. സപ്പോർട്ടുകൾ സൃഷ്ടിക്കുന്നത് മുതൽ, സാന്ദ്രത, പിന്തുണ പാറ്റേൺ, പിന്തുണയും മോഡലും തമ്മിലുള്ള ദൂരം, ഓവർഹാംഗ് ആംഗിളുകളെ പിന്തുണയ്ക്കുന്നത് വരെ ഇത് വ്യത്യാസപ്പെടാം. ഡിഫോൾട്ട് ക്യൂറ ക്രമീകരണങ്ങൾ കൂടുതലും നന്നായി പ്രവർത്തിക്കുന്നു.
സപ്പോർട്ടുകൾ 3D പ്രിന്റിംഗിന്റെ ഒരു പ്രധാന ഭാഗമാണ്, പ്രത്യേകിച്ചും സങ്കീർണ്ണമായ, കൂടാതെ വളരെയധികം ഭാഗങ്ങൾ ഉള്ള മോഡലുകൾക്ക്. "T" എന്ന അക്ഷരത്തിന്റെ ആകൃതിയിലുള്ള ഒരു 3D പ്രിന്റിനെക്കുറിച്ച് നിങ്ങൾ കരുതുന്നുവെങ്കിൽ, വശത്തെ ലൈനുകൾക്ക് പിന്തുണ ആവശ്യമായി വരും, കാരണം അത് വായുവിൽ പ്രിന്റ് ചെയ്യാൻ കഴിയില്ല.
ഓറിയന്റേഷൻ മാറ്റുക എന്നതാണ്. ബിൽഡ് പ്ലേറ്റിൽ വിപുലീകരിച്ച ഓവർഹാംഗുകൾ പരന്നതാണ്, ഇത് പിന്തുണ ആവശ്യമില്ലാത്ത ഒരു സാഹചര്യത്തിലേക്ക് നയിക്കുന്നു, എന്നാൽ പല സന്ദർഭങ്ങളിലും, നിങ്ങൾക്ക് പിന്തുണ ഉപയോഗിക്കുന്നത് ഒഴിവാക്കാനാവില്ല.
നിങ്ങൾ നിങ്ങളുടെ മോഡലുകളിൽ പിന്തുണ ഉപയോഗിക്കുമ്പോൾ, നിങ്ങൾ കണ്ടെത്തുന്ന നിരവധി പിന്തുണാ ക്രമീകരണങ്ങൾ ഉണ്ട്പൂരിപ്പിക്കൽ മുകളിൽ നിന്ന് താഴേക്ക് പോകുന്നു. നിങ്ങളുടെ സപ്പോർട്ട് ഇൻഫിൽ ഡെൻസിറ്റി ക്രമീകരണം വരെ മോഡലിന്റെ മുകളിലെ പ്രതലങ്ങളിലായിരിക്കും ഇൻഫില്ലിന്റെ ഏറ്റവും ഉയർന്ന സാന്ദ്രത.
ആളുകൾ ഈ ക്രമീകരണം 0-ൽ വിടാൻ പ്രവണത കാണിക്കുന്നു, എന്നാൽ സംരക്ഷിക്കാൻ നിങ്ങൾ ഈ ക്രമീകരണം പരീക്ഷിക്കേണ്ടതാണ്. നിങ്ങളുടെ മോഡലിന്റെ പ്രവർത്തനക്ഷമത കുറയ്ക്കാതെ ഫിലമെന്റ്. സജ്ജീകരിക്കാനുള്ള നല്ല മൂല്യം സാധാരണ പ്രിന്റുകൾക്ക് 3 ആണ്, അതേസമയം വലിയ പ്രിന്റുകൾ കൂടുതൽ ഉയർത്താം.
3D പ്രിന്റിംഗിന്റെ മേഖലയിൽ, പരീക്ഷണം പ്രധാനമാണ്. വ്യത്യസ്ത പിന്തുണാ ക്രമീകരണങ്ങൾ ഉപയോഗിച്ച് ചുറ്റിക്കറങ്ങുകയും എന്നാൽ ലോജിക്കൽ അതിരുകൾക്കുള്ളിൽ തുടരുകയും ചെയ്യുന്നതിലൂടെ, നിങ്ങളെ ശ്രദ്ധേയമാക്കുന്ന മൂല്യങ്ങൾ ഒടുവിൽ നിങ്ങൾ കണ്ടെത്തും. ക്ഷമ നിർബന്ധമാണ്.
നിങ്ങൾക്ക് ചെയ്യാൻ കഴിയുന്നത് ആപ്പിന്റെ ഇന്റർഫേസിൽ നിന്ന് "ക്യൂറ ക്രമീകരണ ഗൈഡ്" പ്ലഗ്-ഇൻ ഇൻസ്റ്റാൾ ചെയ്യുക എന്നതാണ്. സോഫ്റ്റ്വെയർ എങ്ങനെ പ്രവർത്തിക്കുന്നുവെന്നും വ്യത്യസ്ത ക്രമീകരണങ്ങൾ യഥാർത്ഥത്തിൽ എന്തിനുവേണ്ടിയാണെന്നും മനസ്സിലാക്കാൻ തുടക്കക്കാർക്ക് ഇത് ഒരു മികച്ച മാർഗമാണ്.
3D പ്രിന്റിംഗിനുള്ള മികച്ച പിന്തുണാ പാറ്റേൺ എന്താണ്?
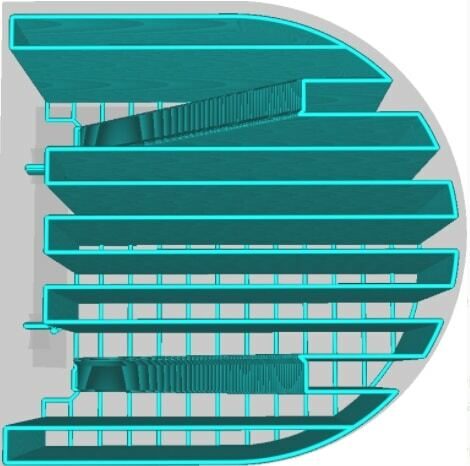
3D പ്രിന്റിംഗിനുള്ള മികച്ച പിന്തുണാ പാറ്റേൺ സിഗ്സാഗ് പാറ്റേണാണ്, കാരണം ഇതിന് ശക്തി, വേഗത, നീക്കംചെയ്യലിന്റെ എളുപ്പം എന്നിവയുണ്ട്.
നിങ്ങളുടെ 3D പ്രിന്റുകൾക്കായി മികച്ച പിന്തുണാ പാറ്റേണുകൾ തിരഞ്ഞെടുക്കുമ്പോൾ, ഞാൻ കൂടുതലും സിഗ്സാഗിലും, ലൈനുകളുടെ പാറ്റേൺ വേഗത, ശക്തി, നീക്കം ചെയ്യാനുള്ള എളുപ്പം എന്നിവയുടെ സന്തുലിതാവസ്ഥ കാരണം . പ്രത്യേകിച്ച്, മറ്റ് പാറ്റേണുകളെ അപേക്ഷിച്ച് ഏറ്റവും വേഗത്തിൽ പ്രിന്റ് ചെയ്യുന്നതും സിഗ്സാഗ് ആണ്.
മറ്റ് പിന്തുണാ പാറ്റേണുകളിൽ ഇവ ഉൾപ്പെടുന്നു:
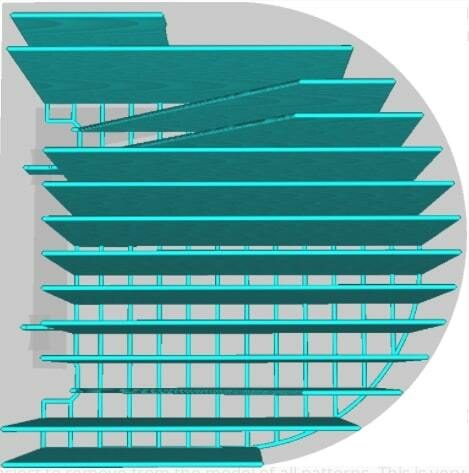
- ലൈനുകൾ
ലൈനുകൾ അടുത്ത്സിഗ്സാഗിനോട് സാമ്യമുള്ളതും മികച്ച പിന്തുണാ പാറ്റേണുകളിൽ ഒന്നാണ്. എന്നിരുന്നാലും, ഇത് സിഗ്സാഗിനെക്കാൾ ശക്തമാണ്, കൂടാതെ നീക്കംചെയ്യാൻ അൽപ്പം ബുദ്ധിമുട്ടുള്ള പിന്തുണാ ഘടനകൾ ഉണ്ടാക്കുന്നു. പ്ലസ് വശത്ത്, നിങ്ങൾക്ക് ശക്തമായ പിന്തുണ ലഭിക്കും.
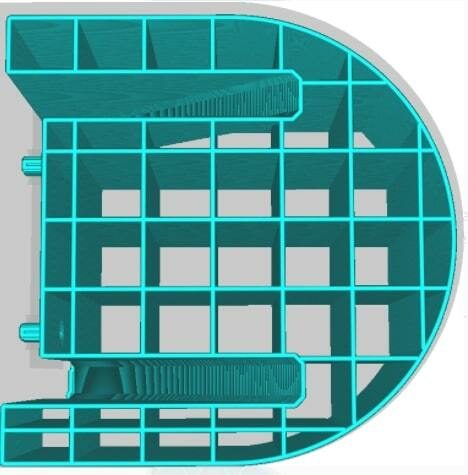
- ഗ്രിഡ്
ഗ്രിഡ് പിന്തുണാ പാറ്റേൺ പിന്തുണ നൽകുന്നു പരസ്പരം ലംബമായി രണ്ട് സെറ്റ് നേർരേഖകളുടെ ആകൃതിയിലുള്ള ഘടനകൾ. ഇതിനെ തുടർന്ന് സ്ഥിരമായ ഓവർലാപ്പിംഗ് സ്ക്വയറുകളായി മാറുന്നു.
ഗ്രിഡ് ശരാശരി ഓവർഹാംഗ് നിലവാരം ഉൽപ്പാദിപ്പിക്കുന്നു, എന്നാൽ ശക്തവും വിശ്വസനീയവുമായ പിന്തുണകൾക്ക് ഇത് വളരെ ശുപാർശ ചെയ്യുന്നു. എന്നിരുന്നാലും, ഫ്ലെക്സിബിലിറ്റി കുറവായതിനാൽ, പിന്തുണ നീക്കംചെയ്യുന്നത് വളരെ ബുദ്ധിമുട്ടാണ്.
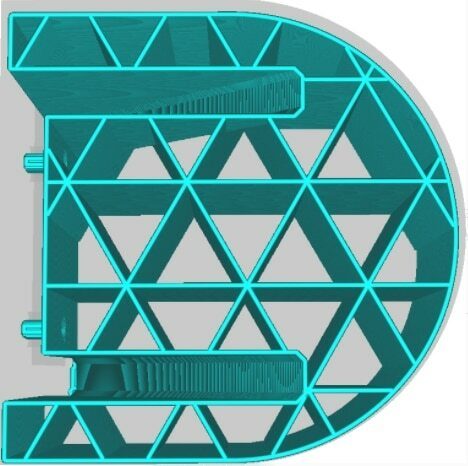
- ത്രികോണങ്ങൾ
ഇത് മോശം നിലവാരമുള്ള ഓവർഹാംഗ് ആംഗിളുകൾ സൃഷ്ടിക്കുന്നു, നിങ്ങളുടെ പ്രിന്റുകളിൽ നിന്ന് നീക്കംചെയ്യാൻ ഏറ്റവും ബുദ്ധിമുട്ടുള്ള പിന്തുണാ ഘടനയായിരിക്കും ഇത്.
- കേന്ദ്രീകൃത
സിലിണ്ടർ ആകൃതികൾക്കും ഗോളങ്ങൾക്കും കോൺസെൻട്രിക് സപ്പോർട്ട് പാറ്റേൺ മികച്ചതാണ്. അവ നീക്കം ചെയ്യാൻ എളുപ്പമാണ്, കുറഞ്ഞ പ്രയത്നത്തിൽ അകത്തേക്ക് വളയുകയും ചെയ്യും.
എന്നിരുന്നാലും, കോൺസെൻട്രിക് പാറ്റേൺ അവിടെയും ഇവിടെയും കുഴപ്പമുണ്ടാക്കുന്നതായി അറിയപ്പെടുന്നു, പലപ്പോഴും പിന്തുണയെ വായുവിൽ നിർത്തിവയ്ക്കുന്നു.
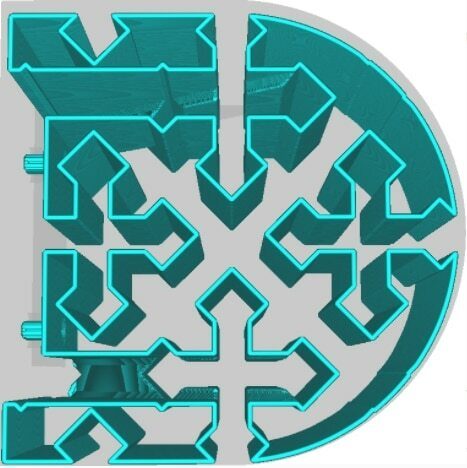
- ക്രോസ്
ക്രോസ് സപ്പോർട്ട് പാറ്റേൺ ആണ് എല്ലാ പിന്തുണയിൽ നിന്നും നീക്കം ചെയ്യാൻ എളുപ്പമുള്ളത്കുറയിലെ പാറ്റേണുകൾ. ഇത് നിങ്ങളുടെ സപ്പോർട്ട് സ്ട്രക്ച്ചറുകളിൽ ക്രോസ് പോലെയുള്ള ആകൃതികൾ പ്രദർശിപ്പിക്കുകയും പൊതുവെ ഒരു ഫ്രാക്ഷണൽ പാറ്റേൺ വരയ്ക്കുകയും ചെയ്യുന്നു.
നിങ്ങൾക്ക് ഉറപ്പുള്ളതും ഉറപ്പുള്ളതുമായ പിന്തുണ ആവശ്യമുള്ളപ്പോൾ ഉപയോഗിക്കേണ്ട ഒന്നല്ല ക്രോസ്.
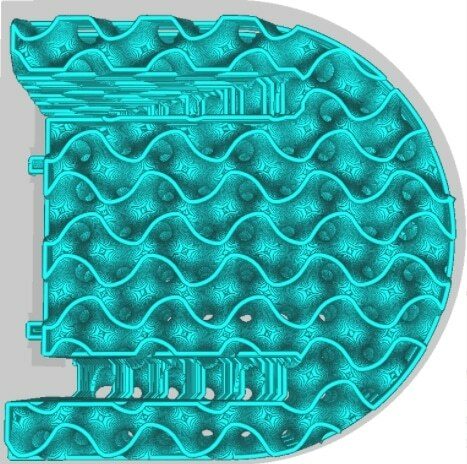
- Gyroid
Gyroid പാറ്റേൺ ശക്തവും വിശ്വസനീയവുമാണ്. പിന്തുണാ ഘടനയുടെ വോളിയത്തിലുടനീളം ഇത് ഒരു തരംഗ-സമാനമായ പാറ്റേൺ അവതരിപ്പിക്കുകയും ഓവർഹാങ്ങിന്റെ എല്ലാ ലൈനുകൾക്കും തുല്യ പിന്തുണ നൽകുകയും ചെയ്യുന്നു.
ലയിക്കുന്ന സപ്പോർട്ട് മെറ്റീരിയലുകൾ ഉപയോഗിച്ച് അച്ചടിക്കുമ്പോൾ Gyroid വളരെ ശുപാർശ ചെയ്യുന്നു. ഒരൊറ്റ വോളിയം ഉൾക്കൊള്ളുന്ന വായു, ലായകത്തെ പിന്തുണാ ഘടനയുടെ ആന്തരിക ഭാഗങ്ങളിൽ വേഗത്തിൽ എത്താൻ അനുവദിക്കുന്നു, അത് വേഗത്തിൽ അലിഞ്ഞുചേരാൻ അനുവദിക്കുന്നു.
വ്യത്യസ്ത പാറ്റേണുകൾക്ക് വ്യത്യസ്ത ശക്തികളും ബലഹീനതകളും ഉണ്ട്.
ക്യുറ വാഗ്ദാനം ചെയ്യുന്ന ഏറ്റവും മികച്ച പിന്തുണാ പാറ്റേൺ സിഗ്സാഗ് ആണെന്ന് പലരും സമ്മതിക്കുന്നു. ഇത് വളരെ ദൃഢവും വിശ്വസനീയവും പ്രിന്റിന്റെ അവസാനം നീക്കം ചെയ്യാൻ വളരെ എളുപ്പവുമാണ്.
ലൈനുകൾ പലരും പ്രവർത്തിക്കാൻ തിരഞ്ഞെടുക്കുന്ന മറ്റൊരു ജനപ്രിയ പിന്തുണാ പാറ്റേൺ കൂടിയാണ്.
എങ്ങനെ നേടാം. Cura-ലെ ഇഷ്ടാനുസൃത പിന്തുണാ ക്രമീകരണങ്ങൾ മികച്ചതാണ്
Cura ഇപ്പോൾ ഇഷ്ടാനുസൃത പിന്തുണകളിലേക്ക് ആക്സസ് നൽകിയിട്ടുണ്ട്, ഇത് ഒരു പ്രീമിയം സ്ലൈസറായ Simplify3D-യ്ക്കായി റിസർവ് ചെയ്തിരുന്ന സവിശേഷതയാണ്.
ഒരു ഡൗൺലോഡ് ചെയ്ത് ഞങ്ങൾക്ക് ഇഷ്ടാനുസൃത പിന്തുണകൾ ആക്സസ് ചെയ്യാൻ കഴിയും ആപ്പിന്റെ മുകളിൽ വലതുവശത്തുള്ള മാർക്കറ്റ്പ്ലെയ്സിൽ കാണപ്പെടുന്ന, സിലിണ്ടർ കസ്റ്റം സപ്പോർട്ട്സ് എന്ന Cura സോഫ്റ്റ്വെയറിനുള്ളിലെ പ്ലഗിൻ.
നിങ്ങൾ പ്ലഗിൻ കണ്ടെത്തി അത് ഡൗൺലോഡ് ചെയ്തുകഴിഞ്ഞാൽ, നിങ്ങളായിരിക്കുംCura പുനരാരംഭിക്കാൻ ആവശ്യപ്പെടുന്നു, അവിടെ നിങ്ങൾക്ക് ഈ പ്രായോഗിക ഇഷ്ടാനുസൃത പിന്തുണകളിലേക്ക് ആക്സസ് ലഭിക്കും. ഇപ്പോൾ പല പ്രിന്റുകളിലും ഞാൻ അവ വിജയകരമായി ഉപയോഗിച്ചു, അവ മികച്ച രീതിയിൽ പ്രവർത്തിക്കുന്നു.
ഇതിലെ ഏറ്റവും മികച്ച കാര്യങ്ങളിൽ ഒന്ന്, ഒരു ഏരിയയിൽ ക്ലിക്ക് ചെയ്യുക, തുടർന്ന് മറ്റൊന്നിൽ ക്ലിക്ക് ചെയ്യുക, നിങ്ങൾ സൃഷ്ടിക്കുക എന്നതാണ്. ആ രണ്ട് ക്ലിക്കുകൾക്കിടയിലുള്ള ഒരു ഇഷ്ടാനുസൃത പിന്തുണ.
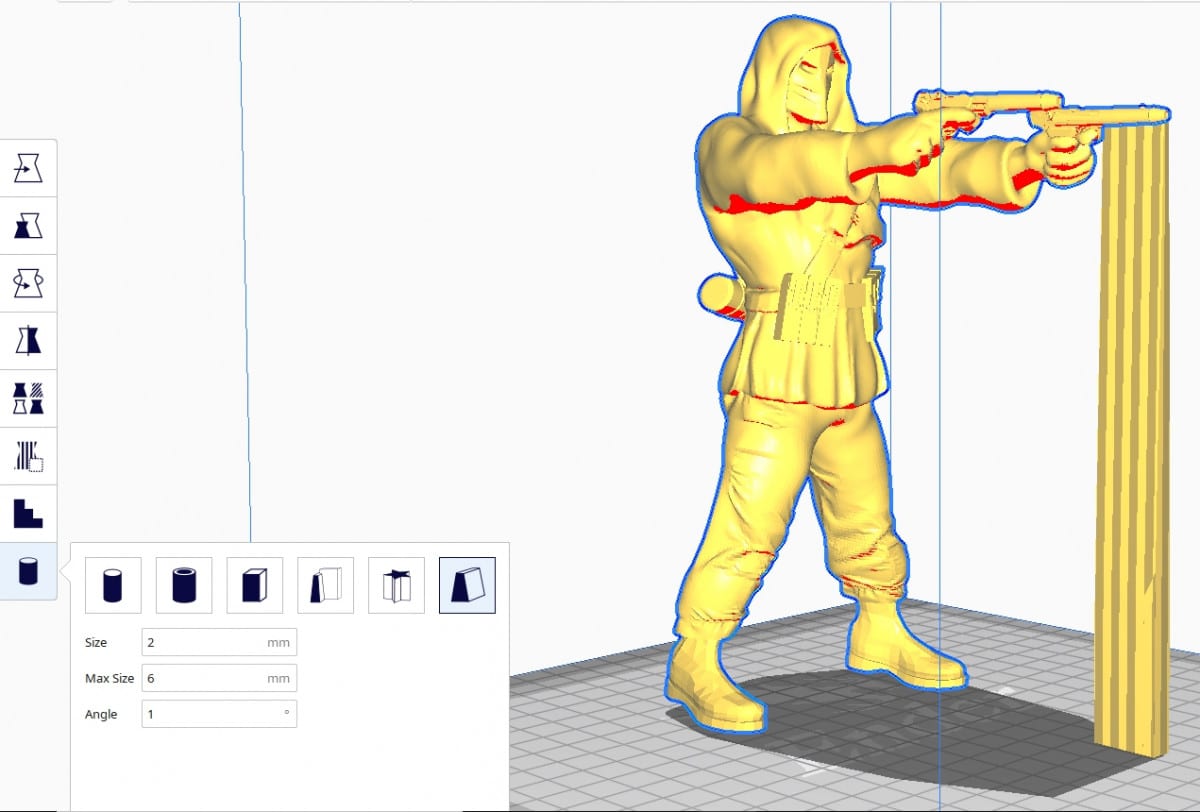
നിങ്ങൾക്ക് ആകൃതി, വലുപ്പം, പരമാവധി എന്നിവ എളുപ്പത്തിൽ ഇഷ്ടാനുസൃതമാക്കാനാകും. വലിപ്പം, തരം, കൂടാതെ Y ദിശയിൽ പോലും ക്രമീകരണം. നിങ്ങളുടെ മോഡലുകൾക്ക് വളരെ വേഗത്തിൽ ചില ഉയർന്ന തലത്തിലുള്ള പിന്തുണ സൃഷ്ടിക്കാൻ കഴിയുന്നതിനാൽ ഇവ പ്രദർശനത്തിന് വേണ്ടിയുള്ളതല്ല.
പിന്തുണ രൂപങ്ങൾക്കായി നിങ്ങൾക്ക് ഇവ ഉപയോഗിക്കാം:
- സിലിണ്ടർ
- Cube
- Abutment
- Freeform
- Custom
നിങ്ങൾ സജ്ജമാക്കിയ നിങ്ങളുടെ സ്റ്റാൻഡേർഡ് സപ്പോർട്ട് ക്രമീകരണം, അതായത് infill density, pattern എന്നിവ ബാധകമാകും.
ഈ ഇഷ്ടാനുസൃത പിന്തുണകൾ എങ്ങനെ പ്രവർത്തിക്കുന്നു എന്നതിന് പിന്നിലെ ഒരു വിഷ്വൽ ട്യൂട്ടോറിയൽ കാണുന്നതിന് ചുവടെയുള്ള വീഡിയോ പരിശോധിക്കുക.
ഇതും കാണുക: മികച്ച ABS 3D പ്രിന്റിംഗ് സ്പീഡ് & താപനില (നോസലും ബെഡും)ക്യുറയ്ക്കായുള്ള മികച്ച ക്യൂറ ട്രീ സപ്പോർട്ട് ക്രമീകരണങ്ങൾ
മികച്ച ട്രീ പിന്തുണ ക്രമീകരണങ്ങൾക്കായി , മിക്ക ആളുകളും 40-50° ഇടയിലുള്ള ബ്രാഞ്ച് ആംഗിൾ ശുപാർശ ചെയ്യുന്നു. ബ്രാഞ്ച് വ്യാസത്തിന്, 2-3 മിമി ആരംഭിക്കാൻ പറ്റിയ സ്ഥലമാണ്. മാത്രമല്ല, നിങ്ങളുടെ ബ്രാഞ്ച് ദൂരം കുറഞ്ഞത് 6 മില്ലീമീറ്ററായി സജ്ജീകരിച്ചിട്ടുണ്ടെന്ന് ഉറപ്പാക്കേണ്ടതുണ്ട്.
ക്യുറയിലെ “പരീക്ഷണാത്മക” ടാബിന് കീഴിൽ നിങ്ങൾക്ക് കണ്ടെത്താനാകുന്ന ട്രീ സപ്പോർട്ട് ക്രമീകരണത്തിന്റെ ബാക്കിയുള്ളവ ഇതാ.
- ട്രീ സപ്പോർട്ട് ബ്രാഞ്ച് വ്യാസം ആംഗിൾ – ഒരു ശാഖയുടെ ആംഗിൾ വ്യാസം താഴെയായി വളരുന്നു (5° ഡിഫോൾട്ടിൽ)
- ട്രീ സപ്പോർട്ട് കൂട്ടിയിടി മിഴിവ്– ശാഖകളിലെ കൂട്ടിയിടി ഒഴിവാക്കലിന്റെ കൃത്യത നിർണ്ണയിക്കുന്നു (സപ്പോർട്ട് ലൈൻ വീതിക്ക് സമാനമാണ് ഡിഫോൾട്ടുകൾ)
നിങ്ങൾക്ക് പരിശോധിക്കാൻ കഴിയുന്ന 3D പ്രിന്റിംഗിനായി Cura പരീക്ഷണ ക്രമീകരണങ്ങൾ എങ്ങനെ ഉപയോഗിക്കാം എന്നൊരു ലേഖനം ഞാൻ എഴുതി.
ചുവടെയുള്ള CHEP വീഡിയോ, ട്രീ സപ്പോർട്ടുകളെ കുറിച്ചുള്ള ചില വിശദാംശങ്ങളിലേക്ക് പോകുന്നു.
ശാഖ വ്യാസം ആംഗിളിനായി, പല ഉപയോക്താക്കളും ഇത് 5° ആയി സജ്ജീകരിച്ചിരിക്കുന്നു. ട്രീ സപ്പോർട്ടിന് ഇളകാതെയും കുലുങ്ങാതെയും ശക്തമായി നിൽക്കാൻ കഴിയുന്ന തരത്തിൽ ഈ ആംഗിൾ ഓറിയന്റഡ് ആയിരിക്കണമെന്ന് ഞങ്ങൾ ആഗ്രഹിക്കുന്നു.
ഇതും കാണുക: PLA, ABS, PETG, & ടിപിയുട്രീ സപ്പോർട്ട് കൂട്ടിയിടി റെസല്യൂഷനായി, 0.2 മിമി ആരംഭിക്കാൻ നല്ല കണക്കാണ്. ഇത് കൂടുതൽ വർദ്ധിപ്പിച്ചാൽ മരക്കൊമ്പുകൾ ഗുണനിലവാരത്തിൽ കുറവായി തോന്നും, എന്നാൽ നിങ്ങൾ കൂടുതൽ സമയം ലാഭിക്കും. നിങ്ങൾക്കായി എന്താണ് പ്രവർത്തിക്കുന്നതെന്ന് കാണാൻ പരീക്ഷിച്ചുനോക്കൂ.
നിങ്ങളുടെ മോഡലിന് പിന്തുണാ ഘടനകൾ സൃഷ്ടിക്കുന്നതിനുള്ള ക്യൂറയുടെ അതുല്യമായ മാർഗമാണ് ട്രീ സപ്പോർട്ട്.
സാധാരണ പിന്തുണകൾ താരതമ്യേന ഒരു ഭാഗത്തിന് കൂടുതൽ സമയമെടുക്കുകയാണെങ്കിൽ ചെറുത്, നിങ്ങൾ ട്രീ സപ്പോർട്ടുകൾ പരിഗണിക്കാൻ ആഗ്രഹിച്ചേക്കാം, എന്നാൽ നിങ്ങൾ അത് ചെയ്യേണ്ടതിന്റെ ഒരേയൊരു കാരണം അതല്ല.
ഇവ കുറച്ച് ഫിലമെന്റ് ഉപയോഗിക്കുന്നതാണ്, കൂടാതെ പോസ്റ്റ്-പ്രോസസ്സിംഗ് എന്നത് ട്രീ സപ്പോർട്ടുകളുടെ ഏറ്റവും മികച്ച ഭാഗമാണ്. അവർ ചെയ്യുന്നത് മോഡലിനെ പൊതിഞ്ഞ് മൊത്തമായി മോഡലിന് ചുറ്റും ഒരു ഷെൽ സൃഷ്ടിക്കുന്ന ശാഖകൾ രൂപപ്പെടുത്തുക എന്നതാണ്.
ആ ശാഖകൾ മോഡലിന്റെ തിരഞ്ഞെടുത്ത ഭാഗങ്ങളെ മാത്രം പിന്തുണയ്ക്കുകയും പിന്നീട് ഒരു ഷെൽ പോലുള്ള ആകൃതി ഉണ്ടാക്കുകയും ചെയ്യുന്നതിനാൽ, അവ സാധാരണയായി ഉടനടി പ്രത്യക്ഷപ്പെടുന്നു. അൽപ്പം പ്രയത്നിക്കാതെ മിനുസമാർന്ന പ്രതലത്തിനുള്ള സാധ്യത വർദ്ധിപ്പിക്കുന്നുനിലവാരം.
എന്നിരുന്നാലും, സങ്കീർണ്ണമായ മോഡലുകൾക്കായി ട്രീ സപ്പോർട്ട് ഉപയോഗിക്കാൻ ഞാൻ ശുപാർശ ചെയ്യുന്നു. ശരാശരി ഓവർഹാംഗുകളുള്ള ഒരു 3D പ്രിന്ററിന്റെ ഭാഗങ്ങൾ പോലെയുള്ള ലളിതമായ മോഡലുകൾക്ക്, ട്രീ സപ്പോർട്ട് അനുയോജ്യമല്ല.
ക്യുറയുടെ വ്യതിരിക്തമായ പിന്തുണ ജനറേറ്റിംഗ് ടെക്നിക്കിന് അനുയോജ്യമായ കാൻഡിഡേറ്റ് ഏതാണെന്ന് നിങ്ങൾ സ്വയം വിലയിരുത്തേണ്ടതുണ്ട്.
മിനിയേച്ചറുകൾക്കുള്ള മികച്ച ക്യൂറ സപ്പോർട്ട് ക്രമീകരണം
മിനിയേച്ചറുകൾ പ്രിന്റ് ചെയ്യുന്നതിന്, 60° സപ്പോർട്ട് ഓവർഹാംഗ് ആംഗിൾ സുരക്ഷിതവും ഫലപ്രദവുമാണ്. നിങ്ങളുടെ മിനിസിൽ കൂടുതൽ വിശദാംശങ്ങൾക്കായി ലൈൻസ് സപ്പോർട്ട് പാറ്റേൺ ഉപയോഗിക്കുന്നതാണ് നല്ലത്. കൂടാതെ, സപ്പോർട്ട് ഡെൻസിറ്റി അതിന്റെ ഡിഫോൾട്ട് മൂല്യത്തിൽ (അതായത് 20%) നിലനിർത്തുക, അത് നിങ്ങളെ ഒരു നല്ല തുടക്കത്തിലേക്ക് നയിക്കും.
മിനിയേച്ചറുകൾക്ക് ട്രീ സപ്പോർട്ടുകൾ ഉപയോഗിക്കുന്നത് വളരെ ജനപ്രിയമാണ്, കാരണം അവയ്ക്ക് കൂടുതൽ സങ്കീർണ്ണമായ രൂപങ്ങളും വിശദാംശങ്ങളും ഉണ്ടായിരിക്കും, പ്രത്യേകിച്ചും വാളുകൾ, മഴു, നീട്ടിയ കൈകാലുകൾ, ആ സ്വഭാവമുള്ള കാര്യങ്ങൾ എന്നിവ ഉള്ളപ്പോൾ.
ഒരു ഉപയോക്താവ് തന്റെ മിനിയേച്ചറുകളുടെ STL ഫയൽ എങ്ങനെ എടുക്കുന്നു, മെഷ്മിക്സറിലേക്ക് ഇറക്കുമതി ചെയ്യുന്നു, തുടർന്ന് സോഫ്റ്റ്വെയർ ഉയർന്ന നിലവാരമുള്ള ട്രീ സപ്പോർട്ടുകൾ സൃഷ്ടിക്കുന്നത് എങ്ങനെയെന്ന് പരാമർശിച്ചു. അതിനുശേഷം, നിങ്ങൾക്ക് അപ്ഡേറ്റ് ചെയ്ത ഫയൽ ഒരു STL-ലേക്ക് തിരികെ എക്സ്പോർട്ട് ചെയ്ത് ക്യൂറയിൽ സ്ലൈസ് ചെയ്യാം.
എന്റെ ലേഖനം പരിശോധിക്കുക നിലവാരത്തിനായുള്ള മികച്ച 3D പ്രിന്റ് മിനിയേച്ചർ ക്രമീകരണങ്ങൾ.
നിങ്ങൾക്ക് സമ്മിശ്ര ഫലങ്ങൾ ലഭിക്കും ഈ. ഇത് ശ്രമിച്ചുനോക്കേണ്ടതാണ്, പക്ഷേ മിക്കവാറും, ഞാൻ ക്യൂറയിൽ ഉറച്ചുനിൽക്കും. മോഡലിനെ ആശ്രയിച്ച്, ബിൽഡ്പ്ലേറ്റ് സ്പർശിക്കുന്നതിലേക്കുള്ള നിങ്ങളുടെ പിന്തുണ പ്ലെയ്സ്മെന്റ് തിരഞ്ഞെടുക്കുന്നത് അർത്ഥമാക്കും, അതിനാൽ അവ നിർമ്മിക്കില്ലനിങ്ങളുടെ മിനിയേച്ചറിന് മുകളിൽ.
സാധാരണ പിന്തുണ ഉപയോഗിക്കുന്നത് പ്രവർത്തിക്കും, പ്രത്യേകിച്ചും നിങ്ങളുടേതായ ഇഷ്ടാനുസൃത പിന്തുണകൾ സൃഷ്ടിച്ചാൽ, പക്ഷേ വിശദമായ മിനിസിനായി ട്രീ സപ്പോർട്ടുകൾ മികച്ച രീതിയിൽ പ്രവർത്തിക്കും. ചില സന്ദർഭങ്ങളിൽ, ട്രീ സപ്പോർട്ടുകൾക്ക് മോഡലുമായി സമ്പർക്കം പുലർത്താൻ പ്രയാസമുണ്ടാകാം.
നിങ്ങൾക്ക് ഇത് അനുഭവപ്പെടുകയാണെങ്കിൽ, നിങ്ങളുടെ ലൈൻ വീതി നിങ്ങളുടെ ലെയർ ഉയരത്തിന് തുല്യമാക്കാൻ ശ്രമിക്കുക.
ചേർക്കേണ്ട മറ്റൊരു കാര്യം പിന്തുണ കുറയ്ക്കുന്നതിന് നിങ്ങൾ ഒരു നല്ല ഓറിയന്റേഷൻ ഉപയോഗിക്കുന്നുണ്ടെന്ന് ഉറപ്പാക്കുക. നിങ്ങളുടെ 3D പ്രിന്റ് ചെയ്ത മിനിയേച്ചറുകൾക്കുള്ള ശരിയായ ഭ്രമണവും ആംഗിളും അത് എങ്ങനെ മാറും എന്നതിൽ കാര്യമായ വ്യത്യാസം വരുത്തും.
അത്ഭുതകരമായ ചില മിനിയേച്ചറുകൾ പ്രിന്റ് ചെയ്യുന്നതിനായി നിങ്ങളുടെ ക്രമീകരണങ്ങളിൽ ഡയൽ ചെയ്യുന്നതിന് 3D പ്രിന്റഡ് ടാബ്ലെറ്റ് ടോപ്പിന്റെ ചുവടെയുള്ള വീഡിയോ മികച്ചതാണ്. ഇത് സാധാരണയായി ഒരു ചെറിയ ലെയർ ഉയരത്തിൽ എത്തുകയും കുറഞ്ഞ വേഗതയിൽ അച്ചടിക്കുകയും ചെയ്യുന്നു.
നിങ്ങളുടെ 3D പ്രിന്റർ ചില നല്ല ഓവർഹാംഗ് ആംഗിളുകൾ വിജയകരമായി 3D പ്രിന്റ് ചെയ്യാൻ ട്യൂൺ ചെയ്യാൻ കഴിയുമെങ്കിൽ, നിങ്ങൾക്ക് പിന്തുണകളുടെ എണ്ണം കുറയ്ക്കാനാകും. മുകളിൽ സൂചിപ്പിച്ചതുപോലെ, ഒരു നല്ല ഓവർഹാംഗ് ആംഗിൾ 50° ആണ്, എന്നാൽ നിങ്ങൾക്ക് 60° വരെ നീട്ടാൻ കഴിയുമെങ്കിൽ, അത് കുറച്ച് പിന്തുണകൾ ഉണ്ടാക്കും.
മിനിസ് പ്രിന്റ് ചെയ്യുമ്പോൾ ശ്രദ്ധിക്കേണ്ട മറ്റൊരു പ്രധാന ക്രമീകരണമാണ് സപ്പോർട്ട് Z ഡിസ്റ്റൻസ്. നിങ്ങളുടെ മോഡലിനെയും മറ്റ് ക്രമീകരണങ്ങളെയും ആശ്രയിച്ച്, ഇത് വ്യത്യാസപ്പെടാം, എന്നാൽ 0.25mm മൂല്യം ഞാൻ ചുറ്റും ഗവേഷണം ചെയ്യുമ്പോൾ കണ്ട പല പ്രൊഫൈലുകൾക്കും ഒരു പൊതു മാനദണ്ഡമായി പ്രവർത്തിക്കുന്നതായി തോന്നുന്നു.
ഉയർന്ന നിലവാരമുള്ള മിനികൾക്ക് ശ്രദ്ധാപൂർവ്വം ഒപ്റ്റിമൈസ് ചെയ്ത ക്രമീകരണങ്ങൾ ആവശ്യമാണ് , യാത്രയിൽ നിന്ന് തന്നെ അവ കൃത്യമായി അച്ചടിക്കാൻ പ്രയാസമാണെങ്കിലും, ട്രയൽ-and-error ക്രമേണ നിങ്ങളെ അവിടെ എത്തിക്കും.
കൂടാതെ, ക്യൂറയിലെ “ക്വാളിറ്റി” ടാബിന് കീഴിൽ ദൃശ്യമാകുന്ന സപ്പോർട്ട് ലൈൻ വിഡ്ത്ത് എന്ന മറ്റൊരു ക്രമീകരണം ഇവിടെ ഒരു പങ്കുവഹിക്കുന്നതായി തോന്നുന്നു. അതിന്റെ മൂല്യം കുറയുന്നത് നിങ്ങളുടെ ട്രീ സപ്പോർട്ടും മോഡലും തമ്മിലുള്ള വിടവ് കുറയ്ക്കും.
വളരെ ശക്തമായ ക്യൂറ സപ്പോർട്ട് ക്രമീകരണങ്ങൾ ഞാൻ എങ്ങനെ പരിഹരിക്കും?
വളരെ ശക്തമായ പിന്തുണകൾ പരിഹരിക്കാൻ, നിങ്ങൾ നിങ്ങളുടെ പിന്തുണ സാന്ദ്രത കുറയ്ക്കുകയും അതുപോലെ Zigzag പിന്തുണ പാറ്റേൺ ഉപയോഗിക്കുകയും വേണം. നിങ്ങളുടെ പിന്തുണ Z ദൂരം വർദ്ധിപ്പിക്കുന്നത് പിന്തുണകൾ നീക്കംചെയ്യുന്നത് എളുപ്പമാക്കുന്നതിനുള്ള ഒരു മികച്ച രീതിയാണ്. ഞാൻ നിങ്ങളുടേതായ ഇഷ്ടാനുസൃത പിന്തുണകളും സൃഷ്ടിക്കുന്നു, അതിനാൽ അവ ആവശ്യമുള്ളത്ര കുറച്ച് നിർമ്മിക്കാൻ കഴിയും.
നിങ്ങളുടെ മോഡലിൽ നിന്ന് പിന്തുണ നീക്കംചെയ്യുന്നത് എത്രത്തോളം ബുദ്ധിമുട്ടുള്ളതോ എളുപ്പമോ ആണെന്നതിനെ പിന്തുണ Z ദൂരം നേരിട്ട് ബാധിക്കും.
“വിദഗ്ധ” ക്രമീകരണത്തിന് കീഴിൽ കണ്ടെത്തി, പിന്തുണ Z ദൂരത്തിന് രണ്ട് ഉപവിഭാഗങ്ങളുണ്ട് - മുകളിലെ ദൂരവും താഴെയുള്ള ദൂരവും. പ്രധാന സപ്പോർട്ട് Z ഡിസ്റ്റൻസ് ക്രമീകരണത്തിന് കീഴിൽ നിങ്ങൾ നൽകിയതിന് അനുസൃതമായി ഇവയുടെ മൂല്യങ്ങൾ മാറുന്നു.
Z ഡിസ്റ്റൻസ് മൂല്യം നിങ്ങളുടെ ലെയർ ഉയരത്തിന്റെ 2x ആകണമെന്ന് നിങ്ങൾ ആഗ്രഹിക്കുന്നു, അതിനാൽ നിങ്ങളുടെ മോഡലിനും പിന്തുണയ്ക്കും ഇടയിൽ അധിക ഇടമുണ്ട്. ഇത് പിന്തുണകൾ നീക്കംചെയ്യുന്നത് വളരെ എളുപ്പമാക്കുകയും നിങ്ങളുടെ മോഡലിനെ ശരിയായി പിന്തുണയ്ക്കാൻ പര്യാപ്തമാക്കുകയും ചെയ്യും.
ഒരു കാരണവശാലും ഇഷ്ടാനുസൃത പിന്തുണകൾ ഉപയോഗിക്കാൻ നിങ്ങൾ ആഗ്രഹിക്കുന്നില്ലെങ്കിൽ, ചേർക്കാൻ വളരെയധികം പിന്തുണകൾ ഉള്ളതുപോലെ , നിങ്ങൾക്ക് ക്യൂറയിൽ സപ്പോർട്ട് ബ്ലോക്കറുകൾ എന്ന മറ്റൊരു ഫീച്ചർ ഉപയോഗിക്കാം.
നിങ്ങൾക്ക് ആവശ്യമില്ലാത്ത ഇടങ്ങളിൽ പിന്തുണ നീക്കം ചെയ്യാൻ ഇത് ഉപയോഗിക്കുന്നുഅവ സൃഷ്ടിക്കപ്പെടും.
ക്യുറയിൽ നിങ്ങൾ ഒരു മോഡൽ സ്ലൈസ് ചെയ്യുമ്പോഴെല്ലാം, പിന്തുണാ ഘടനകൾ എവിടെ സ്ഥാപിക്കണമെന്ന് സോഫ്റ്റ്വെയർ നിർണ്ണയിക്കുന്നു. എന്നിരുന്നാലും, ഒരു പ്രത്യേക ഘട്ടത്തിൽ പിന്തുണ ആവശ്യമില്ലെന്ന് നിങ്ങൾ കാണുകയാണെങ്കിൽ, അനാവശ്യ പിന്തുണകൾ നീക്കംചെയ്യാൻ നിങ്ങൾക്ക് പിന്തുണ ബ്ലോക്കർ ഉപയോഗിക്കാം.
ഇത് വളരെ ലളിതമാണ്, എന്നാൽ ചുവടെയുള്ള വീഡിയോ കാണുന്നതിലൂടെ നിങ്ങൾക്ക് മികച്ച വിശദീകരണം ലഭിക്കും.
നിങ്ങളുടെ സ്ലൈസറിൽ, നിങ്ങളുടെ പിന്തുണ കൂടുതൽ പ്രായോഗികമാക്കുന്നതിന് ഉപയോഗപ്രദമായ ചില മാറ്റങ്ങൾ വരുത്താൻ നിങ്ങളെ അനുവദിക്കുന്നു.ഇവയിലൊന്ന് മോഡലിൽ നിന്ന് നീക്കം ചെയ്യുന്നത് എളുപ്പമാക്കുന്ന തരത്തിൽ നിങ്ങളുടെ പിന്തുണ സൃഷ്ടിക്കുന്നു. ക്യൂറയിലെ "സപ്പോർട്ട് ഇന്റർഫേസ് ഡെൻസിറ്റി" ആയിരിക്കും ഇതിന് സഹായിക്കുന്ന നിർദ്ദിഷ്ട ക്രമീകരണം.
ഈ ക്രമീകരണം അടിസ്ഥാനപരമായി പിന്തുണാ ഘടനയുടെ മുകളിലും താഴെയും എത്രമാത്രം സാന്ദ്രമായിരിക്കുമെന്നതിനെ മാറ്റുന്നു.
നിങ്ങളാണെങ്കിൽ സപ്പോർട്ട് ഇന്റർഫേസ് ഡെൻസിറ്റി കുറയ്ക്കുക, നിങ്ങളുടെ പിന്തുണ നീക്കംചെയ്യുന്നത് എളുപ്പമായിരിക്കണം, തിരിച്ചും.
പിന്തുണ നീക്കംചെയ്യുന്നത് എളുപ്പമാക്കാൻ "വിദഗ്ധ" വിഭാഗത്തിൽ ഇല്ലാത്ത ലളിതമായ ഒരു ക്രമീകരണവും ഞങ്ങൾക്ക് ഉപയോഗിക്കാം. ഈ ലേഖനത്തിൽ ഞാൻ കൂടുതൽ വിശദീകരിക്കുന്ന Z ഡിസ്റ്റൻസ്.
നിങ്ങൾ ഒരിക്കലും കേട്ടിട്ടില്ലാത്ത, സാധാരണയായി ഒരിക്കലും ക്രമീകരിക്കേണ്ടി വരാത്ത പിന്തുണ ക്രമീകരണങ്ങൾ ക്യൂറയിൽ ധാരാളം ഉണ്ട്, എന്നാൽ ചിലത് പ്രായോഗികമായിരിക്കും .
ബേസിക്, അഡ്വാൻസ്ഡ്, എക്സ്പർട്ട്, ഇഷ്ടാനുസൃത തിരഞ്ഞെടുപ്പ് എന്നിവയിൽ നിന്നുള്ള നിങ്ങളുടെ ക്രമീകരണ ദൃശ്യപരത കാഴ്ച മാറ്റുന്നത് വരെ ഈ ക്രമീകരണങ്ങളിൽ പലതും നിങ്ങൾ Cura-ൽ പോലും കാണില്ല. നിങ്ങളുടെ Cura ക്രമീകരണ തിരയൽ ബോക്സിന്റെ വലതുവശത്തുള്ള 3 വരികളിൽ ക്ലിക്കുചെയ്യുന്നതിലൂടെ ഇത് കണ്ടെത്താനാകും.
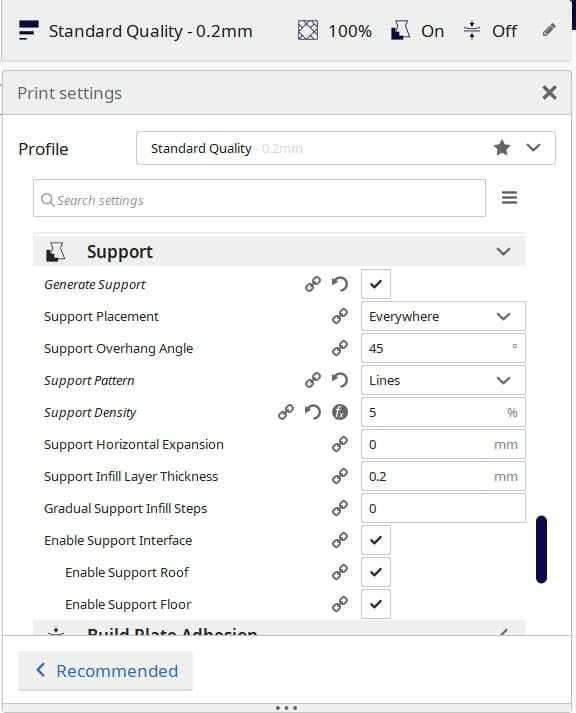
മികച്ച ആശയത്തിനായി Cura-യിലുള്ള ചില പിന്തുണാ ക്രമീകരണങ്ങൾ ഇതാ (ക്രമീകരണങ്ങളുടെ ദൃശ്യപരത "വിപുലമായത്" എന്ന് ക്രമീകരിച്ചിരിക്കുന്നു):
- പിന്തുണ ഘടന - "സാധാരണ" പിന്തുണകൾ അല്ലെങ്കിൽ "ട്രീ" പിന്തുണകൾക്കിടയിൽ തിരഞ്ഞെടുക്കുക (ലേഖനത്തിൽ "ട്രീ" കൂടുതൽ വിശദീകരിക്കും)
- പിന്തുണ പ്ലെയ്സ്മെന്റ് – തമ്മിൽ തിരഞ്ഞെടുക്കുകസൃഷ്ടിച്ച "എല്ലായിടത്തും" അല്ലെങ്കിൽ "സ്പർശിക്കുന്ന ബിൽഡ്പ്ലേറ്റ്"
- പിന്തുണ ഓവർഹാംഗ് ആംഗിൾ - ഓവർഹാംഗിംഗ് ഭാഗങ്ങൾക്കുള്ള പിന്തുണ സൃഷ്ടിക്കാനുള്ള ഏറ്റവും കുറഞ്ഞ ആംഗിൾ
- പിന്തുണ പാറ്റേൺ – പിന്തുണ ഘടനകളുടെ പാറ്റേൺ
- പിന്തുണ സാന്ദ്രത – പിന്തുണ ഘടനകൾ എത്ര സാന്ദ്രമാണെന്ന് നിർണ്ണയിക്കുന്നു
- പിന്തുണ തിരശ്ചീന വിപുലീകരണം – പിന്തുണയുടെ വീതി വർദ്ധിപ്പിക്കുന്നു
- സപ്പോർട്ട് ഇൻഫിൽ ലെയർ കനം – പിന്തുണയ്ക്കുള്ളിലെ ഇൻഫില്ലിന്റെ ലെയർ ഉയരം (ലെയർ ഉയരത്തിന്റെ ഒന്നിലധികം)
- ക്രമേണ പിന്തുണ പൂരിപ്പിക്കൽ ഘട്ടങ്ങൾ – പിന്തുണകളുടെ സാന്ദ്രത കുറയ്ക്കുന്നു ചുവടെയുള്ള ഘട്ടങ്ങളിൽ
- പിന്തുണ ഇന്റർഫേസ് പ്രവർത്തനക്ഷമമാക്കുക - പിന്തുണയ്ക്കും മോഡലിനും ഇടയിൽ നേരിട്ട് ലെയർ ക്രമീകരിക്കുന്നതിന് നിരവധി ക്രമീകരണങ്ങൾ പ്രവർത്തനക്ഷമമാക്കുന്നു (“വിദഗ്ധൻ” ദൃശ്യപരത)
- സപ്പോർട്ട് റൂഫ് പ്രവർത്തനക്ഷമമാക്കുക – പിന്തുണയുടെ മുകൾ ഭാഗത്തിനും മോഡലിനുമിടയിൽ സാന്ദ്രമായ ഒരു സ്ലാബ് നിർമ്മിക്കുന്നു
- സപ്പോർട്ട് ഫ്ലോർ പ്രവർത്തനക്ഷമമാക്കുക - പിന്തുണയുടെ അടിഭാഗം ഇടയിൽ മെറ്റീരിയൽ സാന്ദ്രമായ സ്ലാബ് നിർമ്മിക്കുന്നു കൂടാതെ മോഡൽ
ക്യുറയിലെ "വിദഗ്ദ്ധൻ" ദൃശ്യപരത കാഴ്ചയ്ക്ക് കീഴിൽ ഇതിലും കൂടുതൽ ക്രമീകരണങ്ങൾ ഉണ്ട്.
പിന്തുണ ക്രമീകരണങ്ങൾ എന്താണെന്ന് ഇപ്പോൾ നിങ്ങൾ കാണും. അവ എങ്ങനെ ഉപയോഗപ്രദമാകും, മറ്റ് പിന്തുണാ ക്രമീകരണങ്ങളെക്കുറിച്ച് നമുക്ക് കൂടുതൽ വിശദമായി പരിശോധിക്കാം.
ക്യുറയിലെ മികച്ച പിന്തുണാ ക്രമീകരണങ്ങൾ എനിക്ക് എങ്ങനെ ലഭിക്കും?
നിങ്ങൾക്ക് Cura-യിലെ ചില പിന്തുണാ ക്രമീകരണങ്ങൾ ഇതാ. നിങ്ങളുടെ പിന്തുണാ ഘടനകൾ ഒപ്റ്റിമൈസ് ചെയ്യണമെങ്കിൽ ക്രമീകരിക്കാൻ ആഗ്രഹിക്കുന്നു.
- പിന്തുണ ഘടന
- പിന്തുണപ്ലേസ്മെന്റ്
- പിന്തുണ ഓവർഹാംഗ് ആംഗിൾ
- പിന്തുണ പാറ്റേൺ
- പിന്തുണ സാന്ദ്രത
- പിന്തുണ Z ദൂരം
- പിന്തുണ ഇന്റർഫേസ് പ്രവർത്തനക്ഷമമാക്കുക
- ക്രമാനുഗതമായ പിന്തുണ പൂരിപ്പിക്കൽ ഘട്ടങ്ങൾ
ഇവ കൂടാതെ, നിങ്ങൾക്ക് സാധാരണയായി ബാക്കിയുള്ള ക്രമീകരണങ്ങൾ ഡിഫോൾട്ടായി ഉപേക്ഷിക്കാം, നിങ്ങളുടെ പിന്തുണയുമായി പരിഹരിക്കേണ്ട വിപുലമായ പ്രശ്നമില്ലെങ്കിൽ അത് നന്നായിരിക്കും.
ഏറ്റവും മികച്ച പിന്തുണാ ഘടന എന്താണ്?
ക്യുറയിലെ പിന്തുണാ ക്രമീകരണങ്ങൾ കാണുമ്പോൾ നിങ്ങൾക്ക് ലഭിക്കുന്ന ആദ്യ ക്രമീകരണം പിന്തുണാ ഘടനയാണ്, നിങ്ങൾക്ക് ഇവിടെ നിന്ന് തിരഞ്ഞെടുക്കാൻ "സാധാരണ" അല്ലെങ്കിൽ "മരം" ഉണ്ട്. നിങ്ങളുടെ മോഡലിന് പിന്തുണാ ഘടനകൾ രൂപപ്പെടുത്തുന്നതിന് ഉപയോഗിക്കുന്ന സാങ്കേതിക വിദ്യയാണിത്.
സാധാരണ ഓവർഹാംഗുകൾ ആവശ്യമുള്ള സങ്കീർണ്ണമല്ലാത്ത മോഡലുകൾ അച്ചടിക്കുന്നതിന്, മിക്ക ആളുകളും സാധാരണയായി "സാധാരണ" എന്നതിനൊപ്പം പോകുന്നു. സപ്പോർട്ട് സ്ട്രക്ച്ചറുകൾ നേരെ ലംബമായി താഴേക്ക് വീഴ്ത്തുകയും ഓവർഹാംഗിംഗ് ഭാഗങ്ങൾക്ക് താഴെയായി പ്രിന്റ് ചെയ്യുകയും ചെയ്യുന്ന ഒരു ക്രമീകരണമാണിത്.
മറുവശത്ത്, ട്രീ സപ്പോർട്ടുകൾ സാധാരണയായി അതിലോലമായ/നേർത്ത ഓവർഹാംഗുകളുള്ള കൂടുതൽ സങ്കീർണ്ണമായ മോഡലുകൾക്കായി നീക്കിവച്ചിരിക്കുന്നു. ഈ ലേഖനത്തിൽ ട്രീ സപ്പോർട്ടുകൾ കൂടുതൽ വിശദമായി ഞാൻ പിന്നീട് വിശദീകരിക്കും.
മിക്ക ആളുകളും "സാധാരണ" എന്നതിനൊപ്പം പോകുന്നു, കാരണം അത് മിക്കവാറും അതിന്റെ സ്ഥിരസ്ഥിതി ക്രമീകരണമാണ്, മാത്രമല്ല മിക്ക മോഡലുകൾക്കും നന്നായി പ്രവർത്തിക്കുകയും ചെയ്യുന്നു.
ഏറ്റവും മികച്ച പിന്തുണ പ്ലെയ്സ്മെന്റ് എന്താണ്?
പിന്തുണ പ്ലെയ്സ്മെന്റ് എന്നത് പിന്തുണാ ഘടനകൾ എങ്ങനെ സ്ഥാപിക്കണമെന്ന് നിങ്ങൾക്ക് നിർണ്ണയിക്കാൻ കഴിയുന്ന മറ്റൊരു പ്രധാന ക്രമീകരണമാണ്. നിങ്ങൾക്ക് "എല്ലായിടത്തും" അല്ലെങ്കിൽ "സ്പർശിക്കുന്നത്" തിരഞ്ഞെടുക്കാംബിൽഡ്പ്ലേറ്റ്.”
ഈ രണ്ട് ക്രമീകരണങ്ങൾ തമ്മിലുള്ള വ്യത്യാസം മനസ്സിലാക്കാൻ വളരെ ലളിതമാണ്.
നിങ്ങൾ “ടച്ചിംഗ് ബിൽഡ്പ്ലേറ്റ്” തിരഞ്ഞെടുക്കുമ്പോൾ, പിന്തുണയുള്ള മോഡലിന്റെ ഭാഗങ്ങളിൽ നിങ്ങളുടെ പിന്തുണ നിർമ്മിക്കപ്പെടും. മോഡലിന്റെ മറ്റൊരു ഭാഗം തടസ്സപ്പെടാതെ തന്നെ ബിൽഡ് പ്ലേറ്റിലേക്കുള്ള നേരിട്ടുള്ള പാത.
നിങ്ങൾ "എല്ലായിടത്തും" തിരഞ്ഞെടുക്കുമ്പോൾ, നിങ്ങൾ സജ്ജീകരിച്ചിരിക്കുന്ന പിന്തുണാ ക്രമീകരണങ്ങൾക്ക് അനുസൃതമായി നിങ്ങളുടെ പിന്തുണ മോഡലിലുടനീളം നിർമ്മിക്കപ്പെടും. . നിങ്ങളുടെ ഭാഗം സങ്കീർണ്ണവും എല്ലായിടത്തും വളവുകളും തിരിവുകളും ഉണ്ടെങ്കിൽ അത് പ്രശ്നമല്ല, നിങ്ങളുടെ പിന്തുണ പ്രിന്റ് ചെയ്യപ്പെടും.
മികച്ച പിന്തുണ ഓവർഹാംഗ് ആംഗിൾ എന്താണ്?
സപ്പോർട്ട് ഓവർഹാംഗ് ആംഗിൾ ആണ് അച്ചടിക്കുന്നതിന് പിന്തുണയ്ക്കുന്നതിന് ആവശ്യമായ ഏറ്റവും കുറഞ്ഞ ആംഗിൾ.
നിങ്ങൾക്ക് 0° ഓവർഹാംഗ് ഉള്ളപ്പോൾ, ഓരോ ഓവർഹാംഗും സൃഷ്ടിക്കും, അതേസമയം 90° ന്റെ പിന്തുണ ഓവർഹാംഗ് ആംഗിൾ ഒന്നും സൃഷ്ടിക്കില്ല പിന്തുണയ്ക്കുന്നു.
ക്യുറയിൽ നിങ്ങൾ കണ്ടെത്തുന്ന ഡിഫോൾട്ട് മൂല്യം 45° ആണ്, അത് മധ്യഭാഗത്താണ്. താഴ്ന്ന ആംഗിൾ, നിങ്ങളുടെ പ്രിന്റർ കൂടുതൽ ഓവർഹാംഗുകൾ സൃഷ്ടിക്കും, ഉയർന്ന ആംഗിൾ, കുറച്ച് പിന്തുണകൾ നിർമ്മിക്കപ്പെടും.
നിങ്ങളുടെ 3D പ്രിന്ററിന്റെ പ്രകടനവും കാലിബ്രേഷനും അനുസരിച്ച്, നിങ്ങൾക്ക് ഉയർന്നത് വിജയകരമായി ഉപയോഗിക്കാം. ആംഗിൾ, നിങ്ങളുടെ 3D പ്രിന്റുകൾ ഇപ്പോഴും മികച്ചതായിരിക്കും.
അവിടെയുള്ള നിരവധി 3D പ്രിന്റർ ഹോബിയിസ്റ്റുകൾ, നിങ്ങളുടെ 3D പ്രിന്റുകൾ ഇപ്പോഴും മനോഹരമായി വരുന്നുണ്ടെന്ന് ഉറപ്പാക്കാനും കുറച്ച് മെറ്റീരിയൽ ലാഭിക്കാനും സപ്പോർട്ട് ഓവർഹാംഗ് ആംഗിളിന് ഏകദേശം 50° മൂല്യം ശുപാർശ ചെയ്യുന്നു.പിന്തുണാ ഘടനകൾ.
നിങ്ങളുടെ സ്വന്തം 3D പ്രിന്ററിനായി ഞാൻ ഇത് തീർച്ചയായും പരീക്ഷിക്കുകയും നിങ്ങൾക്ക് ഏറ്റവും മികച്ചത് എന്താണെന്ന് കാണുകയും ചെയ്യും.
നിങ്ങളുടെ 3D പ്രിന്ററിന്റെ കഴിവും നിങ്ങളുടെ ഓവർഹാംഗും പരിശോധിക്കുന്നതിനുള്ള മികച്ച മാർഗം മൈക്രോ ഓൾ-ഇൻ-വൺ 3D പ്രിന്റർ ടെസ്റ്റ് (തിംഗിവേർസ്) 3D പ്രിന്റ് ചെയ്യുക എന്നതാണ് പ്രകടനം.
നിങ്ങൾക്ക് ഉപയോഗിക്കാനാകുന്ന പിന്തുണ ഓവർഹാംഗ് ആംഗിളിലേക്ക് ഇത് നേരിട്ട് വിവർത്തനം ചെയ്യുന്നില്ല, എന്നാൽ നിങ്ങളുടെ കഴിവ് പരിശോധിക്കാൻ ഇത് നിങ്ങളെ അനുവദിക്കുന്നു. ഇത് ഇനിയും വർദ്ധിപ്പിക്കുക.
ഏറ്റവും മികച്ച പിന്തുണാ പാറ്റേൺ എന്താണ്?
ക്യുറയിൽ നിന്ന് തിരഞ്ഞെടുക്കാൻ നിരവധി പിന്തുണാ പാറ്റേണുകൾ ഉണ്ട്, ഇത് ഞങ്ങളുടെ പിന്തുണ എങ്ങനെ നിർമ്മിക്കപ്പെട്ടിരിക്കുന്നു എന്ന് ഇഷ്ടാനുസൃതമാക്കാനുള്ള ഓപ്ഷൻ നൽകുന്നു. നിങ്ങൾ തിരയുന്നതിനെ ആശ്രയിച്ച്, നിങ്ങൾക്ക് ഒരു മികച്ച പിന്തുണാ പാറ്റേൺ ഉണ്ട്.
നിങ്ങൾക്ക് ഉറപ്പുള്ളതും നന്നായി പിടിച്ചുനിൽക്കാൻ കഴിയുന്നതുമായ പിന്തുണകൾ വേണമെങ്കിൽ, ഏറ്റവും ദൃഢമായ ത്രികോണ പാറ്റേൺ ഉപയോഗിച്ച് നിങ്ങൾ നന്നായി പ്രവർത്തിക്കും. എല്ലാ പാറ്റേണുകളും, അതേസമയം ഗ്രിഡും നന്നായി പിടിക്കുന്നു.
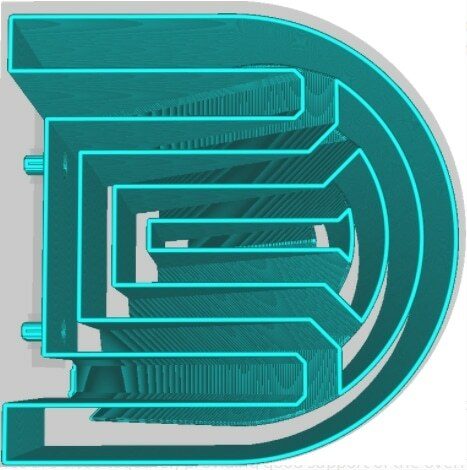
ലൈനുകൾ പാറ്റേണിനൊപ്പം ഓവർഹാംഗുകൾക്കുള്ള ഏറ്റവും മികച്ച പിന്തുണാ പാറ്റേണാണ് സിഗ് സാഗ് പാറ്റേൺ.
ഏത് പിന്തുണ പാറ്റേണാണെന്ന് നിങ്ങൾ ചിന്തിക്കുകയാണെങ്കിൽ. നീക്കം ചെയ്യാൻ എളുപ്പമാണ്, ഞാൻ സിഗ് സാഗ് പാറ്റേണിനൊപ്പം പോകും, കാരണം അത് ഉള്ളിലേക്ക് വളയുകയും സ്ട്രിപ്പുകളായി വലിച്ചെടുക്കുകയും ചെയ്യുന്നു. വളരെ ശക്തമായ Cura പിന്തുണ നീക്കംചെയ്യാൻ എളുപ്പമുള്ള ഒരു പിന്തുണാ പാറ്റേൺ ഉപയോഗിക്കണം.
ഈ ലേഖനത്തിൽ ഞാൻ മറ്റ് പിന്തുണാ പാറ്റേണുകളെക്കുറിച്ച് കൂടുതൽ സംസാരിക്കും, അതിനാൽ നിങ്ങൾക്ക് അവ കുറച്ചുകൂടി നന്നായി മനസ്സിലാക്കാനാകും.
പിന്തുണ പാറ്റേണും പിന്തുണ സാന്ദ്രതയും (ചർച്ച ചെയ്യേണ്ട അടുത്ത പിന്തുണ ക്രമീകരണം) പങ്കിടുകഒരുമിച്ച് ലിങ്ക് ചെയ്യുക. ഒരു സപ്പോർട്ട് പാറ്റേണിന്റെ സാന്ദ്രത ഒരു 3D പ്രിന്റിനുള്ളിൽ കൂടുതലോ കുറവോ മെറ്റീരിയൽ ഉൽപ്പാദിപ്പിക്കും.
ഉദാഹരണത്തിന്, 5% ഇൻഫിൽ ഉള്ള Gyroid സപ്പോർട്ട് പാറ്റേൺ ഒരു മോഡലിന് പര്യാപ്തമാണെന്ന് തെളിയിക്കാൻ കഴിയും, അതേസമയം അതേ ഇൻഫില്ലുള്ള ലൈനുകളുടെ പിന്തുണ പാറ്റേൺ കൈവശം വയ്ക്കില്ല. മികച്ചതാണ്.
മികച്ച പിന്തുണ സാന്ദ്രത എന്താണ്?
ക്യുറയിലെ പിന്തുണ സാന്ദ്രത എന്നത് പിന്തുണാ ഘടനകൾ മെറ്റീരിയൽ കൊണ്ട് നിറയ്ക്കുന്ന നിരക്കാണ്. ഉയർന്ന മൂല്യങ്ങളിൽ, പിന്തുണാ ഘടനകളിലെ വരികൾ പരസ്പരം അടുത്ത് പിടിക്കും, അത് ഇടതൂർന്നതായി കാണപ്പെടും.
താഴ്ന്ന മൂല്യങ്ങളിൽ, പിന്തുണകൾ കൂടുതൽ അകലെയായിരിക്കും, ഇത് പിന്തുണാ ഘടനയെ സാന്ദ്രത കുറയ്ക്കുന്നു.
ക്യുറയിലെ ഡിഫോൾട്ട് സപ്പോർട്ട് ഡെൻസിറ്റി 20% ആണ്, ഇത് നിങ്ങളുടെ മോഡലിന് ശക്തമായ പിന്തുണ നൽകുന്നതിന് വളരെ നല്ലതാണ്. ഇതാണ് മിക്ക ആളുകളും ചെയ്യുന്നത്, ഇത് നന്നായി പ്രവർത്തിക്കുന്നു.
നിങ്ങൾക്ക് ചെയ്യാൻ കഴിയുന്നത് നിങ്ങളുടെ പിന്തുണയുടെ സാന്ദ്രത 5-10% ആയി കുറയ്ക്കുകയും നിങ്ങളുടെ പിന്തുണ നന്നായി പ്രവർത്തിക്കുന്നുവെന്ന് ഉറപ്പാക്കാൻ നല്ല പിന്തുണാ ഇന്റർഫേസ് ക്രമീകരണങ്ങൾ ഉണ്ടായിരിക്കുകയും ചെയ്യുക എന്നതാണ്.
നല്ല പിന്തുണ ലഭിക്കുന്നതിന് സാധാരണയായി നിങ്ങളുടെ പിന്തുണയുടെ സാന്ദ്രത വളരെയധികം വർദ്ധിപ്പിക്കേണ്ടിവരില്ല.
നിങ്ങളുടെ പിന്തുണ സാന്ദ്രത വർദ്ധിപ്പിക്കുമ്പോൾ, പിന്തുണകൾ സാന്ദ്രമായി ബന്ധിപ്പിച്ചിരിക്കുന്നതിനാൽ അത് ഓവർഹാംഗുകൾ മെച്ചപ്പെടുത്തുകയും സാഗ്ഗിംഗ് കുറയ്ക്കുകയും ചെയ്യുന്നു. . പ്രിന്റിംഗ് പ്രക്രിയയിൽ ഒരു പ്രശ്നമുണ്ടായാൽ നിങ്ങളുടെ പിന്തുണ പരാജയപ്പെടുന്നത് കാണാനുള്ള സാധ്യത കുറവാണ്.
നിങ്ങളുടെ പിന്തുണ സാന്ദ്രത വർദ്ധിപ്പിക്കുന്നതിന്റെ എതിർവശം, നിങ്ങളുടെ പിന്തുണകൾ നീക്കം ചെയ്യാൻ ബുദ്ധിമുട്ടാണ് എന്നതാണ്.adhesion ഉപരിതലം. പിന്തുണയ്ക്കായി നിങ്ങൾ കൂടുതൽ മെറ്റീരിയലുകളും ഉപയോഗിക്കും, നിങ്ങളുടെ പ്രിന്റുകൾക്ക് കൂടുതൽ സമയമെടുക്കും.
എന്നിരുന്നാലും, ആരംഭിക്കാനുള്ള മികച്ച സ്ഥലം സാധാരണയായി ഏകദേശം 20% ആണ്. സാഹചര്യത്തെ ആശ്രയിച്ച് നിങ്ങൾക്ക് താഴേക്കും മുകളിലേക്കും പോകാം, എന്നാൽ 20% സാന്ദ്രത എന്നത് നിങ്ങളുടെ പിന്തുണാ ഘടനകൾ ഉപയോഗിച്ച് തുടരുന്നതിനുള്ള ഒരു നല്ല നിയമമാണ്.
പിന്തുണയുടെ സാന്ദ്രത യഥാർത്ഥത്തിൽ എത്രമാത്രം പിന്തുണയ്ക്കുന്നു എന്നതിൽ സപ്പോർട്ട് പാറ്റേൺ കാര്യമായ സ്വാധീനം ചെലുത്തുന്നു. എത്ര മെറ്റീരിയൽ ഉപയോഗിക്കുന്നു എന്നതിന്റെ അടിസ്ഥാനത്തിൽ നൽകിയിരിക്കുന്നു. ലൈനുകളുടെ പാറ്റേണുള്ള 20% സപ്പോർട്ട് ഡെൻസിറ്റി Gyroid പാറ്റേണിന് തുല്യമായിരിക്കില്ല.
ഏറ്റവും മികച്ച പിന്തുണ Z ദൂരം എന്താണ്?
പിന്തുണ Z ദൂരത്തിൽ നിന്നുള്ള ദൂരമാണ്. 3D പ്രിന്റിനുള്ള നിങ്ങളുടെ പിന്തുണയുടെ മുകളിലും താഴെയും. ഇത് നിങ്ങൾക്ക് ക്ലിയറൻസ് നൽകുന്നതിനാൽ നിങ്ങളുടെ പിന്തുണ എളുപ്പത്തിൽ നീക്കംചെയ്യാം.
ഈ ക്രമീകരണം ശരിയാക്കുന്നത് വളരെ എളുപ്പമാണ്, കാരണം ഇത് നിങ്ങളുടെ ലെയർ ഉയരത്തിന്റെ ഗുണിതമായി വൃത്താകൃതിയിലാണ്. Cura-നുള്ളിലെ നിങ്ങളുടെ ഡിഫോൾട്ട് മൂല്യം നിങ്ങളുടെ ലെയർ ഉയരത്തിന് തുല്യമായിരിക്കും, എന്നിരുന്നാലും നിങ്ങൾക്ക് കൂടുതൽ ക്ലിയറൻസ് ആവശ്യമുണ്ടെങ്കിൽ, നിങ്ങൾക്ക് മൂല്യത്തിന്റെ 2x വർദ്ധിപ്പിക്കാൻ കഴിയും.
ഇത് പരീക്ഷിച്ച ഒരു ഉപയോക്താവ് പിന്തുണകൾ നീക്കംചെയ്യുന്നത് വളരെ എളുപ്പമാണെന്ന് കണ്ടെത്തി. അവൻ 0.2mm ലെയർ ഉയരവും 0.4mm പിന്തുണ Z ദൂരവും ഉപയോഗിച്ചാണ് പ്രിന്റ് ചെയ്തത്.
സാധാരണയായി നിങ്ങൾ ഈ ക്രമീകരണം മാറ്റേണ്ടതില്ല, എന്നാൽ പിന്തുണ എളുപ്പമാക്കാൻ നിങ്ങൾ ആഗ്രഹിക്കുന്നുവെങ്കിൽ അത് അവിടെ ഉണ്ടെന്ന് അറിയുന്നതിൽ സന്തോഷമുണ്ട്. നീക്കം ചെയ്യാൻ.
ഈ ക്രമീകരണത്തെ "പിന്തുണ എത്ര നന്നായി പാലിക്കുന്നു എന്നതിനെ ഏറ്റവും സ്വാധീനിച്ച ഘടകം" എന്ന് വിളിക്കാൻ Cura ഇഷ്ടപ്പെടുന്നു.മോഡലിലേക്ക്.”
ഈ ദൂരത്തിന്റെ ഉയർന്ന മൂല്യം മോഡലും പിന്തുണയും തമ്മിൽ വലിയ വിടവ് അനുവദിക്കുന്നു. ഇത് എളുപ്പമുള്ള പോസ്റ്റ്-പ്രോസസിംഗിലേക്ക് വിവർത്തനം ചെയ്യുകയും സപ്പോർട്ടുകളുമായുള്ള കോൺടാക്റ്റ് ഏരിയ കുറയുന്നതിനാൽ മിനുസമാർന്ന മോഡൽ ഉപരിതലം സൃഷ്ടിക്കുകയും ചെയ്യുന്നു.
സപ്പോർട്ട് പ്രിന്റ് അടുപ്പിക്കുന്ന സങ്കീർണ്ണമായ ഓവർഹാംഗുകളെ നിങ്ങൾ പിന്തുണയ്ക്കാൻ ശ്രമിക്കുമ്പോൾ കുറഞ്ഞ മൂല്യം ഉപയോഗപ്രദമാകും. പിന്തുണയ്ക്ക്, പക്ഷേ പിന്തുണ നീക്കംചെയ്യുന്നത് ബുദ്ധിമുട്ടായിരിക്കും.
നിങ്ങൾക്ക് അനുയോജ്യമായ ഒരു മികച്ച ചിത്രം കണ്ടെത്താൻ ഈ ദൂരങ്ങളുടെ വ്യത്യസ്ത മൂല്യങ്ങൾ ഉപയോഗിച്ച് കളിക്കാൻ ശ്രമിക്കുക.
എന്താണ് പിന്തുണാ ഇന്റർഫേസ് പ്രവർത്തനക്ഷമമാക്കുക?
സപ്പോർട്ട് ഇന്റർഫേസ് സാധാരണ സപ്പോർട്ടുകൾക്കും മോഡലിനും ഇടയിലുള്ള സപ്പോർട്ട് മെറ്റീരിയലിന്റെ ഒരു പാളിയാണ്, അല്ലാത്തപക്ഷം കോൺടാക്റ്റ് പോയിന്റായി കാണുന്നു. ഉപരിതലങ്ങളുമായി കൂടുതൽ സമ്പർക്കം ആവശ്യമുള്ളതിനാൽ ഇത് യഥാർത്ഥ പിന്തുണകളേക്കാൾ സാന്ദ്രതയുള്ളതാണ്.
ക്യുറയ്ക്ക് ഇത് ഡിഫോൾട്ടായി ഓണാക്കിയിരിക്കണം, ഒപ്പം "സപ്പോർട്ട് റൂഫ് പ്രവർത്തനക്ഷമമാക്കുക", "സപ്പോർട്ട് ഫ്ലോർ പ്രവർത്തനക്ഷമമാക്കുക" എന്നിവയ്ക്കൊപ്പം നിങ്ങളുടെ പിന്തുണയുടെ മുകളിലും താഴെയുമുള്ള ആ സാന്ദ്രമായ പ്രതലങ്ങൾ.
ഈ ക്രമീകരണങ്ങൾക്കുള്ളിൽ “വിദഗ്ധ” കാഴ്ചയിൽ, നിങ്ങൾക്ക് പിന്തുണാ ഇന്റർഫേസ് കനം & സപ്പോർട്ട് ഇന്റർഫേസ് ഡെൻസിറ്റി. ഈ ക്രമീകരണങ്ങൾ ഉപയോഗിച്ച്, നിങ്ങളുടെ പിന്തുണയുടെ മുകളിലും താഴെയുമുള്ള കണക്ഷൻ പോയിന്റുകൾ എത്ര കട്ടിയുള്ളതും ഇടതൂർന്നതുമാണെന്ന് നിങ്ങൾക്ക് നിയന്ത്രിക്കാനാകും.
ക്രമേണ പിന്തുണ പൂരിപ്പിക്കൽ ഘട്ടങ്ങൾ എന്തൊക്കെയാണ്?
ക്രമേണ പിന്തുണ പൂരിപ്പിക്കൽ ഘട്ടങ്ങൾ എത്ര തവണയാണ് പിന്തുണ പൂരിപ്പിക്കൽ സാന്ദ്രത പകുതിയായി കുറയ്ക്കാൻ