
目次
3Dプリントは複雑な場合が多く、モデルにサポート構造を使用することがあります。 その際、サポート設定が適切にキャリブレーションされていることを確認する必要があります。 そうでない場合、モデルの品質が大きく損なわれることがあります。
今回は、サポート設定とは何か、そしてCuraソフトウェアを使って3Dプリンターに最適なサポート設定を行うにはどうすればよいかを解説してみます。
Curaの3Dプリントのサポート設定とは?
3Dプリントのサポート設定は、サポートの作成方法を調整するために使用されます。 これは、サポートを作成する場所、サポートの密度、サポートパターン、サポートとモデルの間の距離、サポートのはみ出し角度にまで及びます。 Curaのデフォルトの設定は、ほとんどうまく機能します。
3Dプリントの中でも、特に複雑で俯瞰的なパーツが多いモデルでは、サポートが重要な役割を果たします。 例えば、T字型の3Dプリントを考えた場合、宙に浮いてプリントできないので、サイドの線にサポートが必要です。
スマートなのは、向きを変えて、張り出した部分をビルドプレート上でフラットにすることで、サポートが不要な状況に導くことですが、多くの場合、サポートを使用しないわけにはいきません。
モデルでサポートを使用する場合、スライサーには多くのサポート設定があり、サポートをより実用的なものにするために便利な変更を行うことが可能です。
Curaの「サポートインターフェイス密度」は、そのための具体的な設定です。
この設定は、基本的に支持構造の上部と下部の密度を変更するものです。
サポートインターフェース密度を下げると、サポートが外れやすくなり、その逆もまた然りです。
また、「エキスパート」カテゴリーではない、より簡単な設定でサポートを外しやすくすることができます。これは、この記事でさらに説明する「サポートZ距離」です。
Curaには、聞いたこともないような、通常は調整する必要のないサポート設定がたくさんありますが、中には実用的なものもあります。
これらの設定の多くは、設定の可視性表示を変更するまでCuraで見ることもできません。 これは、Curaの設定検索ボックスの右側にある3本の線をクリックすることで見つけることができます。
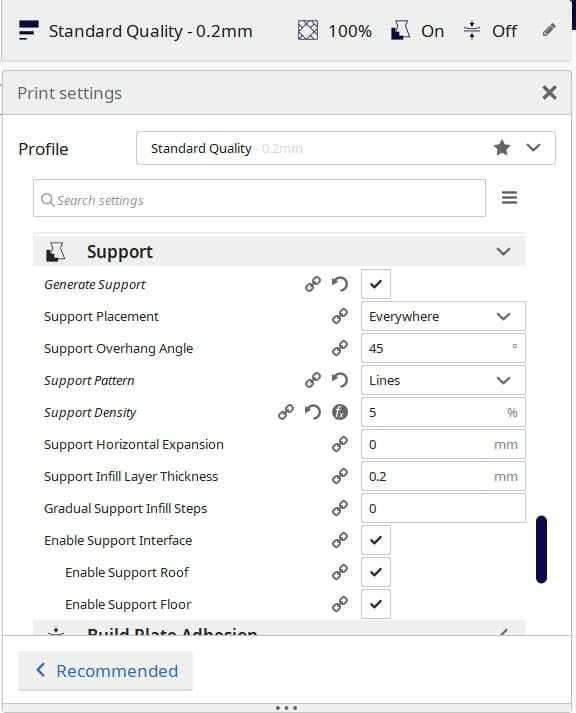
ここでは、Curaにあるサポート設定の一部をご紹介します(設定の見え方は「詳細」に調整しています):
- サポート体制 - ノーマル」サポートと「ツリー」サポートのどちらかを選択(「ツリー」については、さらに詳しく説明します。)
- サポートプレイスメント - "Everywhere "または "Touching Buildplate "を作成したサポートからお選びいただけます。
- サポートオーバーハングアングル - はみ出した部分を支えるための最小限の角度
- サポートパターン - 支持構造体のパターン
- サポート密度 - 支持構造の密度を決定する
- 水平展開に対応 - 支持体の幅を広げる
- サポートインフィル層の厚み - 支持体内部のインフィルの層高(層高の倍数)
- グラデーションサポート・インフィル・ステップス - 底面の支持体密度を段階的に低下させる
- イネーブルサポートインターフェース - サポートとモデルの間のレイヤーを直接調整するためのいくつかの設定を可能にする(「エキスパート」の可視性)
- イネーブルサポートルーフ - 支持体の上部とモデルの間に、密度の高いスラブを生成する
- イネーブルサポートフロア - 支持体の底面とモデルの間に、密度の高いスラブを生成する
Curaの「エキスパート」可視化ビューの下には、さらに多くの設定があります。
サポート設定とは何か、どのように役立つのかがお分かりいただけたと思いますが、その他のサポート設定について詳しく説明します。
Curaのサポート設定を最適化するには?
ここでは、サポート構造を最適化したい場合に調整したい、Curaのサポート設定を紹介します。
- サポート体制
- サポートプレイスメント
- サポートオーバーハングアングル
- サポートパターン
- サポート密度
- サポートZ距離
- イネーブルサポートインターフェース
- グラデーションサポート・インフィル・ステップス
それ以外の設定は、通常、デフォルトのままにしておくことができます。
最適なサポート体制とは?
Curaでサポート設定を表示する際に最初に表示される設定は「サポート構造」で、ここでは「通常」または「ツリー」のいずれかを選択できます。 これは、モデルのサポート構造を形成するために使用する技術の種類です。
標準的な張り出しを必要とする複雑なモデルを印刷する場合、一般的には「ノーマル」を選択することが多い。
ツリーサポートについては、後ほど詳しく説明します。
ほとんどの人が「ノーマル」を選ぶのは、それがほぼデフォルトの設定で、大半のモデルで問題なく動作するからです。
最適なサポート配置とは?
サポート配置は、サポート構造をどのように配置するかを決定するもう一つの重要な設定です。 "どこでも "または "タッチングビルドプレート "のいずれかを選択できます。
この2つの設定の違いは、非常にシンプルに理解することができます。
ビルドプレートに触れる」を選択すると、モデルの他の部分が邪魔になることなく、サポートがビルドプレートに直接つながる部分で制作されます。
Everywhere」を選択すると、設定したサポート設定に従って、モデル全体にサポートが作成されます。 パーツが複雑で、あちこちにねじれがある場合でも、サポートは印刷されます。
最適なサポートのオーバーハング角度は?
Support Overhang Angleは、サポートされたものが印刷されるために必要な最小限の角度です。
オーバーハング角度が0°の場合は、いちいちオーバーハングが発生しますが、サポートオーバーハング角度が90°の場合は、サポートが何も発生しません。
Curaのデフォルト値は45°で、ちょうど中間です。 角度が低いほど、プリンターが作るオーバーハングが多くなり、角度が高いほど、作るサポートは少なくなります。
3Dプリンターの性能やキャリブレーションによっては、うまく高い角度を使っても3Dプリントに支障はありません。
多くの3Dプリンターホビイストは、3Dプリントがきれいに仕上がるように、またサポート構造を少なくすることで材料を少し節約するために、サポートのはみ出し角度を50°程度にすることを推奨しています。
関連項目: 3Dプリンター用ホットエンド&オールメタル用ホットエンドの入手方法についてぜひ自分の3Dプリンターで試してみて、何が一番効果的なのかを考えてみたいですね。
3Dプリンターの能力だけでなく、オーバーハングの性能を試すには、「Micro All-In-One 3D Printer Test」(Thingiverse)を3Dプリントするのがよいでしょう。
どのようなSupport Overhang Angleを使用できるかに直結するわけではありませんが、さらに増やすことができるかをテストすることができます。
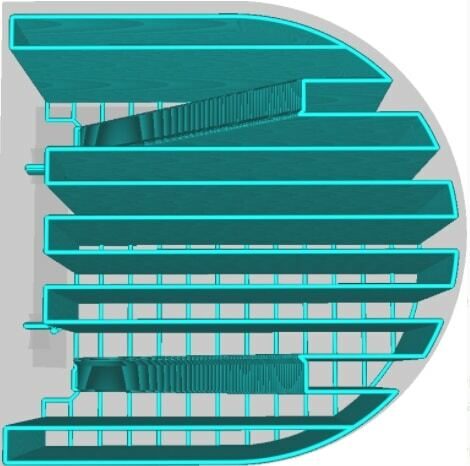
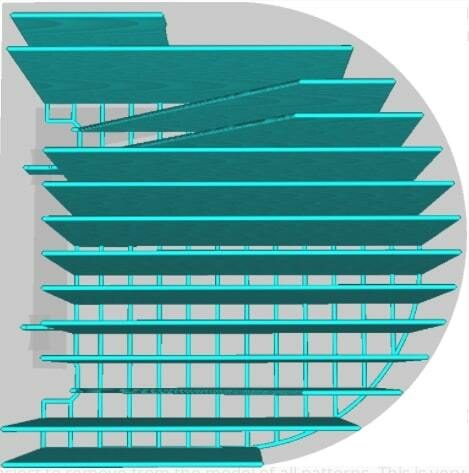
ベストサポートパターンとは?
Curaには多くのサポートパターンがあり、サポートの構築方法をカスタマイズすることができます。 あなたが求めているものによって、最適なサポートパターンがあるのです。
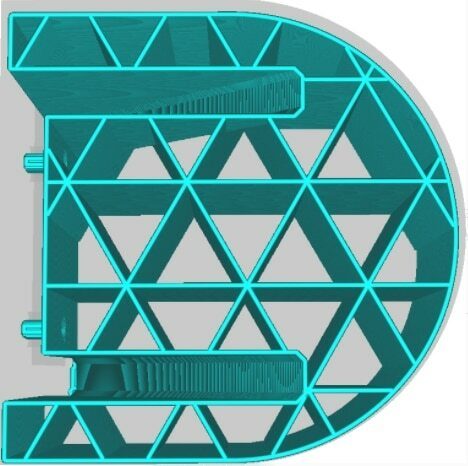
丈夫で長持ちするサポートが欲しいなら、一番丈夫なトライアングルパターンがおすすめですが、グリッドも丈夫です。
ジグザグパターンは、ラインズパターンと並んでオーバーハングに最適なサポートパターンです。
どのサポートパターンが一番外しやすいかというと、ジグザグパターンが内側に曲がっていて、短冊状に抜けるからです。 強すぎるCuraサポートは、外しやすいサポートパターンを使うべきです。
他のサポートパターンについては、この記事のさらに下のほうでお話ししますので、もう少し理解を深めていただければと思います。
サポートパターンとサポート密度(次に説明するサポート設定)はリンクしており、サポートパターンの密度によって、3Dプリント内のマテリアルをより多く、またはより少なく生成できます。
例えば、ジャイロイド・サポートパターンの5%インフィルはモデルにとって十分な効果を発揮しますが、同じインフィルのラインズ・サポートパターンは持ちが悪くなる可能性があります。
最適な支持密度とは?
Curaのサポート密度とは、サポート構造がマテリアルで満たされる割合です。 値が高い場合、サポート構造のラインは互いに接近して保持されるため、密度が高いように見えます。
低い値では、サポートがより遠くなり、サポート構造の密度が低くなります。
Curaのデフォルトのサポート密度は20%で、モデルを頑丈にサポートするにはかなり適しています。 ほとんどの人がこれを採用し、うまく機能しています。
できることは、実際にサポート密度を5~10%に下げ、サポートがうまく機能するようにサポートインターフェースの設定をしっかりすることです。
通常、支持体の密度をあまり高くしなくても、良好な支持体を得ることができます。
支持体の密度を上げると、支持体が密に接続されるため、オーバーハングが改善され、たるみが少なくなります。 また、印刷時に問題が発生しても、支持体が故障する可能性は低くなります。
支持体の密度を上げると、逆に接着面が増えるため、支持体が剥がれにくくなります。 また、支持体の材料が増えるため、プリントに時間がかかるようになります。
状況に応じてもっと低くしたり高くしたりできますが、20%の密度を目安に支持構造体を使い続けるのがよいでしょう。
サポートパターンは、実際にどれだけのサポート密度を提供できるか、素材の使用量に大きく影響します。 Linesパターンで20%のサポート密度を提供しても、Gyroidパターンと同じにはなりません。
ベストサポートZ距離とは?
サポートZ距離とは、サポートの上部と下部から3Dプリント本体までの距離のことです。 サポートを簡単に取り外すことができるように、クリアランスを確保することができます。
この設定は、レイヤーの高さの倍数に切り上げられるため、正しく設定することは非常に簡単です。 Curaでのデフォルト値は、単にレイヤーの高さと同じになりますが、よりクリアランスが必要な場合は、値を2倍にすることができます。
レイヤー高さ0.2mm、サポートZ距離0.4mmで印刷したところ、サポートの除去が非常に楽になったというユーザーもいます。
通常、この設定を変更する必要はありませんが、サポートを取り外しやすくするために、この設定があることを知っておくと便利です。
Curaはこの設定を "サポートがモデルにどれだけ忠実であるかを左右する最も影響力のある要素 "と呼んでいます。
この距離を高くすると、モデルとサポートの間の隙間が大きくなり、後処理がしやすくなり、サポートとの接触面積が減るため、モデルの表面がより滑らかになります。
低い値は、サポート印刷をサポートに近づけている複雑なオーバーハングをサポートしようとしているときに便利ですが、サポートは除去するのが難しくなります。
これらの距離の値を変えてみて、自分に合った最適な数値を見つけるとよいでしょう。
イネーブル・サポート・インターフェイスとは?
サポートインターフェイスは、通常のサポートとモデルの間にあるサポート材の層で、接点と呼ばれます。 表面との接触が多くなるため、実際のサポートよりも密度が高くなるように作られています。
Curaでは、「サポートルーフを有効にする」「サポートフロアを有効にする」とともに、サポートの上部と下部に密度の高いサーフェスを生成するために、これをデフォルトでオンにしておく必要があります。
エキスパート」ビューのこれらの設定の中に、「サポートインターフェースの厚さ」と「サポートインターフェースの密度」があります。 これらの設定により、サポートの上下の接続点の厚さと密度をコントロールすることができます。
グラデュアルサポート・インフィル・ステップとは?
段階的サポートインフィルステップは、サポートインフィルの密度を上から下に向かって半分にする回数です。 サポートインフィルの密度が最も高くなるのは、モデルの上面で、サポートインフィル密度の設定値までとなります。
この設定は0にしがちですが、モデルの機能を低下させずにフィラメントを節約するために、この設定を試してみてください。 設定するのに良い値は、通常のプリントでは3、より大きなプリントではより高くすることができます。
3Dプリンターでは、実験が重要です。 サポートの設定を変えながら、論理的な範囲にとどめることで、驚くほどうまくいく価値観を見つけることができます。 忍耐が必要です。
このプラグインをインストールすることで、Curaがどのように機能し、どのような設定になっているのかを理解することができます。
3Dプリントに最適な支持体パターンとは?
3Dプリントに最適なサポートパターンは、強度、スピード、取り外しのしやすさのバランスが良いジグザグパターンが最適です。
3Dプリントに最適なサポートパターンを選ぶなら、スピード、強度、取り外しやすさのバランスから、ジグザグとラインパターンにこだわります。 . 特にジグザグは、他のパターンに比べて印刷速度が速いのも特徴です。
その他のSupport Patternは以下の通りです:
- ラインズ
LinesはZigzagによく似ており、同様に最高のサポートパターンの1つです。 しかし、Zigzagよりも強度があり、削除が少し難しいサポート構造になります。 プラス面では、しっかりとしたサポートを得ることができます。
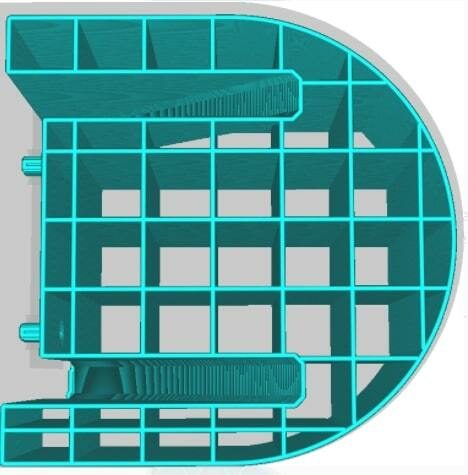
- グリッド
グリッドサポートパターンは、2本の直線を直交させることで支持体を形成し、さらに重なり合うことで正方形を形成するパターンです。
Gridは平均的なオーバーハング品質を実現しますが、強力で信頼性の高いサポートが必要です。 ただし、自由度が低いため、サポートの取り外しが難しくなる可能性があります。
- 三角形
トライアングルパターンは、サポートパターンの中で最も強力なパターンであり、正三角形の配列を形成しているため、柔軟性がほとんどない。
これは、質の悪いオーバーハング角を作り出し、プリントから取り除くのが最も困難な支持構造物となります。
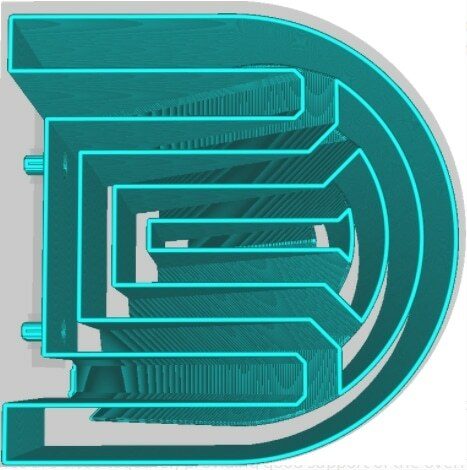
- コンセントリック
同心円状のサポートパターンは、円筒形や球体に最適です。 取り外しが簡単で、最小限の力で内側に向かって曲げられます。
しかし、コンセントリックパターンは、あちこちで混乱し、しばしばサポートが宙に浮いてしまうことが知られています。
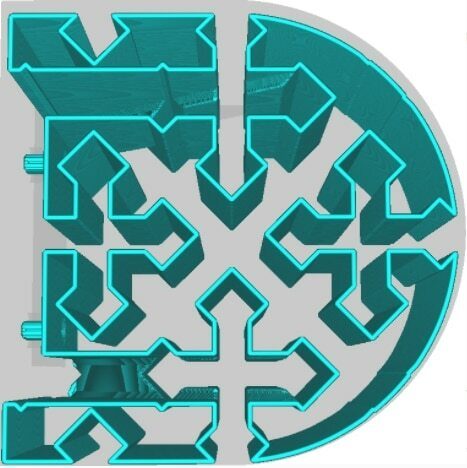
- クロス
クロスサポートパターンは、Curaのサポートパターンの中で最も簡単に削除できるパターンです。 サポート構造に十字のような形状を示し、一般的に分数パターンを描画することができます。
クロスは、頑丈でしっかりとしたサポートが必要な場合に使用するものではありません。
- ジャイロイド
ジャイロイドパターンは、サポート構造のボリューム全体に波状のパターンがあり、オーバーハングの全ラインを均等にサポートする、強力で信頼性の高いパターンです。
Gyroidは、溶解性のある支持体を印刷する際に、1つの容積を構成する空気が支持体の内部に素早く溶媒を到達させ、より速く溶解させることを強く推奨します。
関連項目: キーキャップの正しい3Dプリント方法 - できるのか?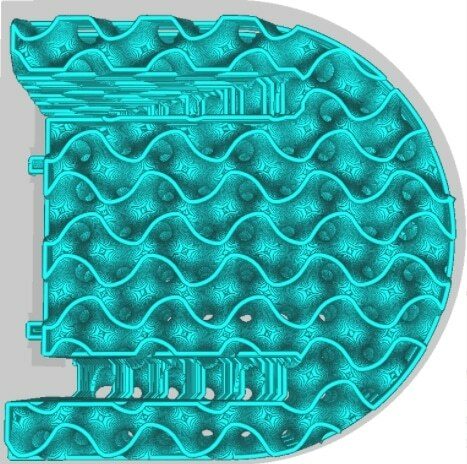
パターンによって、得意不得意があります。
Zigzagは、Curaが提供する最高のサポートパターンであると多くの人が認めています。 かなり頑丈で信頼性が高く、プリント終了時に取り除くのが非常に簡単です。
また、ラインも同様に多くの方に選ばれている人気のサポートパターンです。
Curaでカスタムサポート設定を完璧にする方法
Curaでは、これまでプレミアムスライサーであるSimplify3Dだけの機能であったカスタムサポートへのアクセスが可能になりました。
アプリの右上にあるマーケットプレイスにある「Cylindrical Custom Supports」というCuraソフトウェア内のプラグインをダウンロードすることで、カスタムサポートにアクセスすることができるのです。
プラグインを見つけてダウンロードすると、Curaの再起動を促され、この非常に実用的なカスタムサポートにアクセスできるようになります。 私は今、多くのプリントでこのプラグインをうまく使い、素晴らしい結果を出しています。
ある部分をクリックし、別の部分をクリックするだけで、その2つのクリックの間にカスタムサポートができるのも魅力の1つです。
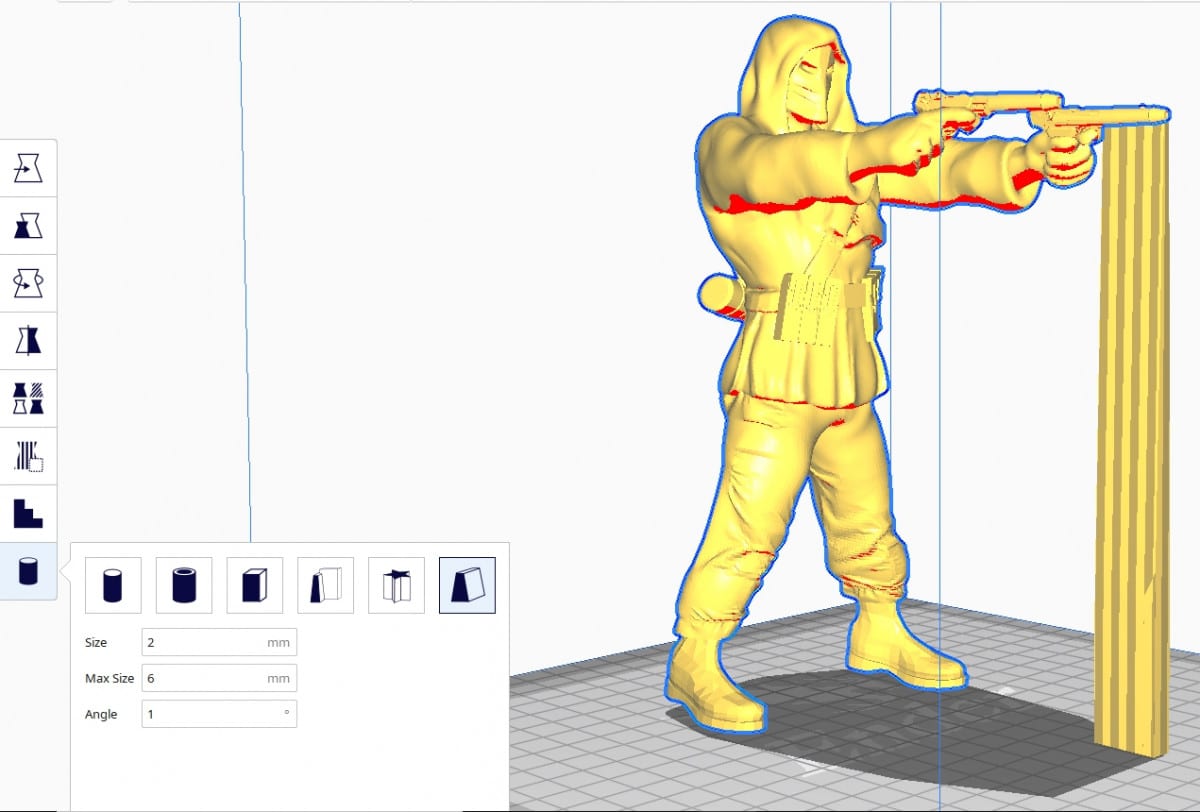
形状、サイズ、最大サイズ、タイプ、Y方向の設定まで簡単にカスタマイズできます。 見せるだけでなく、ハイレベルなサポートを素早く作成することができます。
サポートシェイプについては、使用することができます:
- シリンダー
- キューブ
- アバットメント
- フリーフォーム
- カスタム
インフィルの密度やパターンなど、お客様が設定された標準的なサポート設定が適用されます。
以下のビデオでは、このカスタムサポートがどのように機能するのか、ビジュアルで解説しています。
Curaのツリーサポート設定に最適
ツリーサポートの設定としては、ブランチアングルを40~50°にするのが一般的です。 ブランチ径は2~3mmが目安です。 さらに、ブランチディスタンスを6mm以上に設定することをお勧めします。
Curaの「Experimental」タブで確認できるTreeのサポート設定の残りを紹介します。
- Tree Support Branch Diameter Angle - 枝の直径が下に向かって伸びる角度(デフォルトは5°)。
- Tree Support Collision Resolution - 枝の衝突回避の精度を決定します(デフォルトはSupport Line Widthと同じです。)
Curaの実験設定を3Dプリントに使う方法という記事を書きましたので、そちらをご覧ください。
CHEPによる以下の動画では、Tree Supportsについて詳しく解説しています。
枝の直径の角度は、多くのユーザーが5°に設定しています。 この角度は、ツリーサポートがグラグラと揺れずにしっかりと立つようにしたいのです。
ツリーサポートの衝突解像度は、0.2mmを目安にしてください。 これ以上上げると、木の枝が低画質になる可能性がありますが、その分時間を節約できます。 自分に合ったものを試してみてください。
ツリーサポートは、モデルのサポート構造を生成するCuraのユニークな方法です。
比較的小さな部品で通常のサポートに時間がかかるようであれば、Tree supportを検討したほうがいいかもしれませんが、それだけではありません。
ツリーサポートは、フィラメントの使用量が少なく、後処理が最も得意とするところです。 モデルを包み込むように枝分かれして、モデルの周りに殻を作るのです。
これらの枝は、モデルの選択された領域のみをサポートし、その後シェルのような形状を形成するため、通常はほとんど力を入れずにすぐに飛び出し、より滑らかな表面品質を得る可能性が高くなります。
ただし、複雑なモデルにはツリーサポートを使うことをお勧めします。 3Dプリンターのパーツのように、平均的なオーバーハングを持つシンプルなモデルには、ツリーサポートは適しません。
どのようなモデルがCuraの明確なサポート生成手法に適した候補であるかは、自分で評価する必要があります。
ミニチュアのためのベストなCuraサポート設定
ミニチュアを印刷する場合、サポートの張り出し角度は60°が安全で効果的です。 また、ミニチュアの細部を表現するためにラインサポートパターンを使用するのが最適です。 さらに、サポート密度をデフォルト値(つまり20%)に保つと、良いスタートを切ることができます。
特に剣や斧、伸びた手足など、複雑な形状やディテールを持つものが多いので、ミニチュアに木の支柱を使うことはとても人気があります。
あるユーザーは、ミニチュアのSTLファイルをMeshmixerにインポートし、ソフトウェアに高品質のツリーサポートを生成させたと述べています。 その後、更新されたファイルをSTLにエクスポートし直してCuraでスライスするだけでいいのです。
私の記事Best 3D Print Miniature Settings for Qualityをチェックしてください。
モデルによっては、サポート配置をタッチビルドプレートにすることで、ミニチュアの上にビルドされないようにすることも可能です。
通常の支柱でもいいのですが、特に自作の支柱の場合、ツリー支柱は細かいミニチュアにはとても有効です。 ツリー支柱の場合、モデルとの接触が難しいケースもあります。
この場合、線幅をレイヤーの高さと同じにしてみてください。
また、3Dプリントしたミニチュアの回転や角度が適切かどうかで、仕上がりが大きく変わります。
3D Printed Tabletopによる以下のビデオは、素晴らしいミニチュアをプリントするための設定に最適です。 通常は、小さなレイヤー高さと低速でプリントすることになります。
3Dプリンターをチューニングして、ある程度良い張り出し角度をうまく3Dプリントできれば、サポートの数を減らすことができます。 上述のように、良い張り出し角度は50°ですが、60°まで伸ばすことができれば、サポートの数を少なくすることができます。
サポートZ距離もミニの印刷では重要な設定です。 機種やその他の設定によって異なりますが、私が調べた限りでは、0.25mmという値が一般的な基準となっているようです。
高画質なミニを作るには、最適な設定が必要で、最初から完璧にプリントするのは難しいですが、試行錯誤しながら少しずつ作っていきます。
また、Curaの「品質」タブにある「サポートライン幅」という設定も関係しているようです。 この値を小さくすると、ツリーのサポートとモデルの間のギャップが小さくなります。
強すぎるCuraサポート設定を修正する方法は?
強すぎるサポートを修正するには、サポート密度を下げるとともに、ジグザグサポートパターンを使用する必要があります。 サポートZ距離を大きくすることは、サポートを取り外しやすくするための素晴らしい方法です。 また、必要最小限のサポートしか作れないように、自分だけのカスタムサポートを作るのもいいですね。
サポートZ距離」は、モデルからサポートを取り外すのが難しいか簡単かに直接影響します。
エキスパート」の「サポートZ距離」には、「トップ距離」と「ボトム距離」の2つのサブ項目があり、「サポートZ距離」のメイン項目で設定した値に応じて、値が変化します。
Z距離の値をレイヤーの高さの2倍にすることで、モデルとサポートの間に余分なスペースができます。 これにより、サポートの取り外しが非常に簡単になり、モデルを適切にサポートするのに十分な量になります。
追加するサポートが多すぎるなど、何らかの理由でカスタムサポートを使いたくない場合は、Curaの「サポートブロッカー」という別の機能を使うことができます。
作成されたくない場所のサポートを削除するために使用されます。
Cura上でモデルをスライスする際、サポート構造を配置する位置はソフトウェアが決定しますが、特定のポイントにサポートが必要ないと判断した場合、サポートブロッカーを使用して不要なサポートを削除することができます。
かなりシンプルですが、以下の動画をご覧いただくと、より分かりやすいと思います。