
Table des matières
L'impression 3D est souvent complexe et il est fort probable que vous utilisiez de temps à autre des structures de support sur vos modèles. Dans ce cas, vous devez vous assurer que les paramètres de support sont correctement calibrés, faute de quoi la qualité de vos modèles risque d'en souffrir.
Dans cet article, je vais essayer d'expliquer ce que sont les paramètres de support et comment vous pouvez obtenir les meilleurs paramètres de support pour votre imprimante 3D à l'aide du logiciel Cura.
Quels sont les paramètres de support pour l'impression 3D dans Cura ?
Les paramètres de support dans l'impression 3D sont utilisés pour ajuster la façon dont vos supports sont créés. Cela peut aller de l'endroit où les supports seront créés, à la densité des supports, au modèle de support, aux distances entre les supports et le modèle, jusqu'aux angles de surplomb des supports. Les paramètres par défaut de Cura fonctionnent bien dans la plupart des cas.
Les supports sont un élément important de l'impression 3D, en particulier pour les modèles complexes et comportant un grand nombre de pièces. Si vous pensez à une impression 3D ayant la forme de la lettre "T", les lignes sur le côté nécessiteront un support car l'impression ne peut pas se faire en l'air.
Il serait judicieux de modifier l'orientation et de placer les débords prolongés à plat sur la plaque de construction, ce qui permettrait de se passer de supports, mais dans de nombreux cas, il est impossible d'éviter l'utilisation de supports.
Lorsque vous utilisez finalement des supports sur vos modèles, vous trouverez de nombreux paramètres de support dans votre trancheuse, ce qui vous permettra d'apporter quelques modifications utiles pour rendre vos supports plus pratiques.
L'une d'entre elles consiste à créer vos supports de manière à ce qu'il soit plus facile de les retirer du modèle par la suite. Le paramètre spécifique qui peut aider à cela est la "densité de l'interface du support" dans Cura.
Ce paramètre modifie essentiellement la densité des parties supérieure et inférieure de la structure de soutien.
Si vous diminuez la densité de l'interface de support, vos supports devraient être plus faciles à retirer, et vice versa.
Nous pouvons également utiliser un paramètre plus simple qui n'appartient pas à la catégorie "Expert" pour faciliter la suppression des supports, à savoir la distance Z de support, que j'expliquerai plus loin dans cet article.
Voir également: Comment réparer les impressions à la résine qui collent à la plaque FEP & ; Not Build PlateIl existe de nombreux paramètres de soutien dans Cura dont vous n'avez jamais entendu parler et que vous n'aurez généralement jamais à ajuster, mais certains peuvent s'avérer pratiques.
Vous ne verrez pas la plupart de ces paramètres dans Cura tant que vous n'aurez pas modifié l'affichage de la visibilité des paramètres, allant de Basique, Avancé, Expert et Sélection personnalisée, en cliquant sur les 3 lignes à droite de la boîte de recherche des paramètres de Cura.
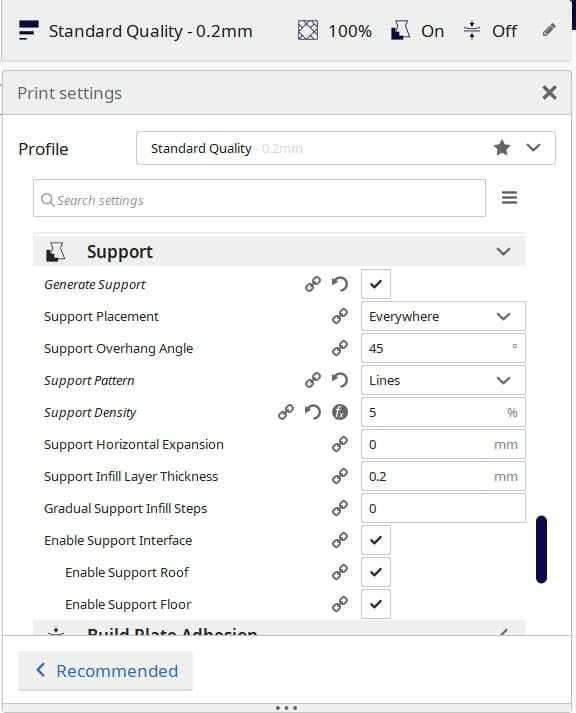
Voici quelques-uns des paramètres d'assistance qui se trouvent dans Cura pour une meilleure idée (la visibilité des paramètres est réglée sur "Advanced") :
- Structure de soutien - Choisissez entre les supports "normaux" et les supports "arborescents" (l'expression "arborescents" sera expliquée plus loin dans l'article).
- Placement de soutien - Choisissez entre les supports créés "Everywhere" ou "Touching Buildplate"
- Angle de surplomb du support - Angle minimal de création de supports pour les pièces en surplomb
- Modèle de soutien - Schéma des structures de soutien
- Soutenir la densité - Détermine la densité des structures de soutien
- Soutenir l'expansion horizontale - Augmente la largeur des supports
- Epaisseur de la couche de remplissage du support - Hauteur de la couche de remplissage dans les supports (multiple de la hauteur de la couche)
- Soutien progressif Étapes de remplissage - Diminue par étapes la densité des supports le long du fond
- Activer l'interface de support - Permet plusieurs réglages pour ajuster la couche directement entre le support et le modèle (visibilité "Expert")
- Activer le toit de soutien - Produit une dalle de matériau dense entre le haut du support et le modèle.
- Activer l'étage de soutien - Produit une dalle de matériau dense entre le fond du support et le modèle.
Il y a encore plus de paramètres sous la vue de visibilité "Expert" dans Cura.
Maintenant que vous savez ce que sont les paramètres de support et comment ils peuvent être utiles, nous allons entrer dans le détail des autres paramètres de support.
Comment obtenir les meilleurs paramètres de soutien dans Cura ?
Voici quelques paramètres de support dans Cura que vous pouvez ajuster si vous souhaitez optimiser vos structures de support.
- Structure de soutien
- Placement de soutien
- Angle de surplomb du support
- Modèle de soutien
- Soutenir la densité
- Support Z Distance
- Activer l'interface de support
- Soutien progressif Étapes de remplissage
À part cela, vous pouvez généralement laisser le reste des paramètres par défaut, ce qui est très bien, à moins que vous n'ayez un problème avancé qui doit être traité avec vos supports.
Quelle est la meilleure structure de soutien ?
Le premier paramètre que vous obtenez lorsque vous affichez les paramètres de support dans Cura est Structure de support, et vous avez le choix entre "Normal" et "Arbre". Il s'agit du type de technique utilisé pour former les structures de support de votre modèle.
Pour l'impression de modèles simples nécessitant des surplombs standard, la plupart des gens choisissent l'option "Normal", dans laquelle les structures de soutien sont déposées verticalement et imprimées sous les parties en surplomb.
En revanche, les supports arborescents sont généralement réservés aux modèles plus complexes qui présentent des porte-à-faux délicats/fines. J'expliquerai les supports arborescents plus en détail dans la suite de cet article.
La plupart des gens choisissent "Normal" car c'est le réglage par défaut et il fonctionne bien pour la majorité des modèles.
Quel est le meilleur placement de l'aide ?
Le placement des supports est un autre paramètre essentiel qui vous permet de déterminer comment les structures de support sont placées. Vous pouvez sélectionner "Everywhere" ou "Touching Buildplate".
La différence entre ces deux paramètres est assez simple à comprendre.
Lorsque vous choisissez "Touching Buildplate", vos supports seront produits sur les parties du modèle où le support a un chemin direct vers la plaque de construction, sans qu'une autre partie du modèle ne s'y oppose.
Si vous choisissez "Partout", vos supports seront produits sur l'ensemble du modèle, en fonction des paramètres de support que vous avez définis. Peu importe que votre pièce soit complexe et comporte des torsions et des virages, vos supports seront imprimés.
Quel est le meilleur angle de débordement du support ?
L'angle de dépassement du support est l'angle minimum nécessaire pour que le support soit imprimé.
Un angle de surplomb de 0° entraîne la création de chaque surplomb, tandis qu'un angle de surplomb de 90° n'entraîne aucune création de support.
La valeur par défaut que vous trouverez dans Cura est 45°, ce qui est juste au milieu. Plus l'angle est faible, plus votre imprimante créera de surplombs, tandis que plus l'angle est élevé, moins il y aura de supports.
En fonction des performances et de l'étalonnage de votre imprimante 3D, vous pouvez utiliser un angle plus élevé et obtenir des résultats satisfaisants.
De nombreux amateurs d'imprimantes 3D recommandent une valeur d'environ 50° pour l'angle de dépassement du support, afin de s'assurer que les impressions 3D restent belles et d'économiser un peu de matériau en réduisant les structures de support.
Je vous conseille vivement de tester cette méthode sur votre propre imprimante 3D et de voir ce qui vous convient le mieux.
Un bon moyen de tester les capacités de votre imprimante 3D, ainsi que vos performances en matière de surplomb, est d'imprimer en 3D le test de l'imprimante 3D Micro All-In-One (Thingiverse).
Il ne se traduit pas directement par l'angle de surplomb de soutien que vous pouvez utiliser, mais il vous permet de tester votre capacité à l'augmenter davantage.
Quel est le meilleur schéma de soutien ?
Il existe de nombreux modèles de support dans Cura, ce qui nous permet de personnaliser la façon dont nos supports sont construits. En fonction de ce que vous recherchez, il existe un meilleur modèle de support pour vous.
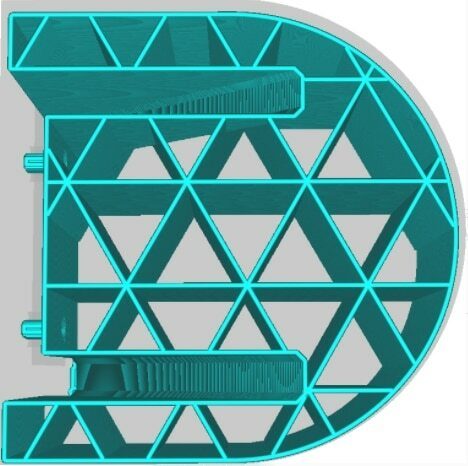
Si vous souhaitez des supports robustes et résistants, vous choisirez le modèle Triangles qui est le plus solide de tous les modèles, tandis que le modèle Grille est également très résistant.
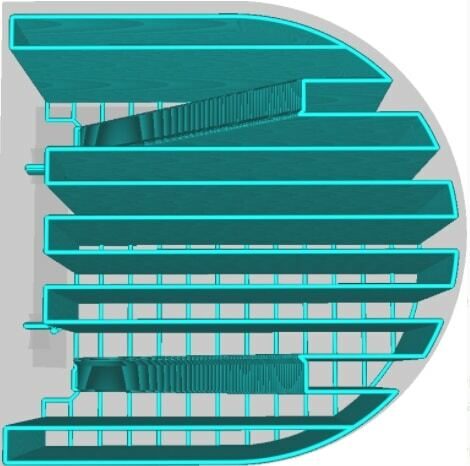
Le motif Zig Zag est le meilleur motif de soutien pour les surplombs, avec le motif Lines.
Si vous vous demandez quel modèle de support est le plus facile à enlever, je choisirais le modèle Zig Zag parce qu'il se plie vers l'intérieur et s'enlève en bandes. Les supports Cura qui sont trop résistants devraient utiliser un modèle de support facile à enlever.
Je parlerai des autres modèles de soutien plus loin dans cet article, afin que vous puissiez les comprendre un peu mieux.
Le motif de support et la densité de support (le prochain paramètre de support à examiner) sont liés. La densité d'un motif de support peut produire plus ou moins de matériau dans une impression 3D.
Par exemple, le motif de support gyroïde avec un remplissage de 5 % peut s'avérer suffisant pour un modèle, tandis que le motif de support des lignes avec le même remplissage peut ne pas tenir aussi bien.
Quelle est la meilleure densité de soutien ?
La densité de support dans Cura est la vitesse à laquelle les structures de support sont remplies de matériel. Avec des valeurs élevées, les lignes des structures de support seront maintenues proches les unes des autres, ce qui donnera l'impression d'une grande densité.
Pour des valeurs plus faibles, les supports seront plus éloignés les uns des autres, ce qui rendra la structure de support moins dense.
La densité de support par défaut dans Cura est de 20 %, ce qui est assez bien pour fournir un support solide à votre modèle. C'est ce que la plupart des gens choisissent, et cela fonctionne très bien.
Ce que vous pouvez faire, c'est réduire votre densité de support à 5-10% et avoir de bons paramètres d'interface de support pour assurer le bon fonctionnement de votre support.
En général, il n'est pas nécessaire d'augmenter trop fortement la densité de soutien pour obtenir de bons appuis.
Lorsque vous augmentez la densité de vos supports, vous améliorez les débords et réduisez l'affaissement, car les supports sont reliés entre eux de manière plus dense. Vous avez moins de chances de voir votre support tomber en panne en cas de problème pendant le processus d'impression.
L'inconvénient de l'augmentation de la densité des supports est qu'ils seront plus difficiles à retirer en raison d'une surface d'adhérence plus importante. Vous utiliserez également plus de matériau pour les supports et vos impressions prendront plus de temps.
Vous pouvez aller plus bas ou plus haut en fonction de la situation, mais une densité de 20 % est une bonne règle empirique pour continuer à utiliser vos structures de soutien.
Le modèle de support a un effet significatif sur la densité de support réellement fournie, en termes de quantité de matériau utilisé. Une densité de support de 20 % avec le modèle Lines ne sera pas la même qu'avec le modèle Gyroid.
Quelle est la meilleure distance de soutien Z ?
La distance Z du support est simplement la distance entre le haut et le bas de votre support et l'impression 3D elle-même. Elle vous permet d'avoir un espace libre afin de pouvoir retirer vos supports plus facilement.
La valeur par défaut dans Cura sera simplement égale à la hauteur du calque, mais si vous avez besoin de plus d'espace, vous pouvez multiplier la valeur par deux.
Un utilisateur qui a essayé cette méthode a constaté que les supports étaient beaucoup plus faciles à enlever. Il a imprimé avec une hauteur de couche de 0,2 mm et une distance Z du support de 0,4 mm.
Vous n'aurez généralement pas à modifier ce paramètre, mais il est bon de savoir qu'il existe si vous souhaitez faciliter la suppression des supports.
Cura aime appeler ce paramètre "le facteur le plus influent sur la façon dont le support adhère au modèle".
Une valeur élevée de cette distance permet d'augmenter l'écart entre le modèle et le support, ce qui facilite le post-traitement et crée une surface de modèle plus lisse en raison de la réduction de la zone de contact avec les supports.
Une valeur faible est utile lorsque vous essayez de soutenir des surplombs complexes, ce qui rapproche l'impression du support, mais les supports deviendront plus difficiles à enlever.
Essayez de jouer avec différentes valeurs de ces distances pour trouver le chiffre parfait qui vous convient.
Qu'est-ce que l'interface Enable Support ?
L'interface de support est simplement une couche de matériau de support entre les supports normaux et le modèle, autrement dit le point de contact. Elle est plus dense que les supports réels car elle nécessite plus de contact avec les surfaces.
Cura devrait l'activer par défaut, ainsi que "Enable Support Roof" et "Enable Support Floor" pour générer ces surfaces plus denses en haut et en bas de vos supports.
Dans ces paramètres de la vue "Expert", vous trouverez également Epaisseur de l'interface du support et Densité de l'interface du support. Ces paramètres vous permettent de contrôler l'épaisseur et la densité des points de connexion supérieurs et inférieurs de vos supports.
Qu'est-ce qu'une mesure de soutien graduel ?
La densité de remplissage la plus élevée se trouve sur les surfaces supérieures du modèle, jusqu'au réglage de la densité de remplissage.
Les gens ont tendance à laisser ce paramètre à 0, mais vous devriez l'essayer pour économiser du filament sans réduire la fonctionnalité de votre modèle. Une bonne valeur à régler est 3 pour les impressions normales, tandis que les impressions plus importantes peuvent être augmentées.
Dans le domaine de l'impression 3D, l'expérimentation est essentielle. En jouant avec différents paramètres de support tout en restant dans des limites logiques, vous finirez par trouver des valeurs qui vous permettront d'avancer de manière remarquable. La patience est de rigueur.
Vous pouvez installer le plug-in "Cura Settings Guide" à partir de l'interface de l'application. C'est un excellent moyen pour les débutants de comprendre le fonctionnement du logiciel et la signification des différents paramètres.
Quel est le meilleur modèle de support pour l'impression 3D ?
Le meilleur modèle de support pour l'impression 3D est le modèle en zigzag, car il offre un bon équilibre entre la résistance, la vitesse et la facilité d'enlèvement.
Lorsque vous choisissez les meilleurs modèles de support pour vos impressions 3D, je m'en tiens principalement au modèle Zigzag et au modèle Lines en raison de leur équilibre entre vitesse, résistance et facilité de retrait. . Le zigzag, en particulier, est également le plus rapide à imprimer par rapport aux autres motifs.
Les autres modèles de soutien sont les suivants
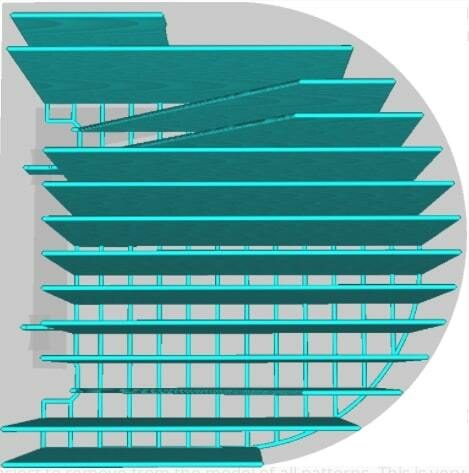
- Lignes
Lines ressemble beaucoup à Zigzag et est également l'un des meilleurs motifs de support. Il est cependant plus solide que Zigzag et permet de créer des structures de support qui seront un peu plus difficiles à enlever. Le côté positif est que vous obtenez des supports solides.
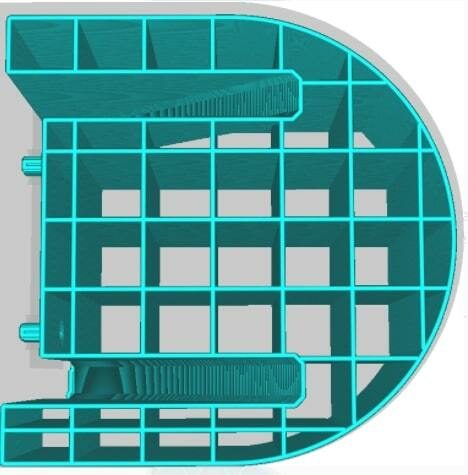
- Grille
Le motif de support en grille forme des structures de support sous la forme de deux séries de lignes droites perpendiculaires l'une à l'autre, suivies d'un chevauchement cohérent qui se poursuit par la formation de carrés.
La grille produit un surplomb de qualité moyenne, mais elle est fortement recommandée pour les supports solides et fiables. Cependant, comme il y a peu de flexibilité, les supports peuvent devenir assez difficiles à enlever.
- Triangles
Le modèle des triangles est le plus solide de tous les modèles de soutien. Il forme un ensemble de triangles équilatéraux qui lui permettent de présenter peu ou pas de flexibilité.
Elle produit des angles de surplomb de mauvaise qualité et sera la structure de support la plus difficile à éliminer de vos tirages.
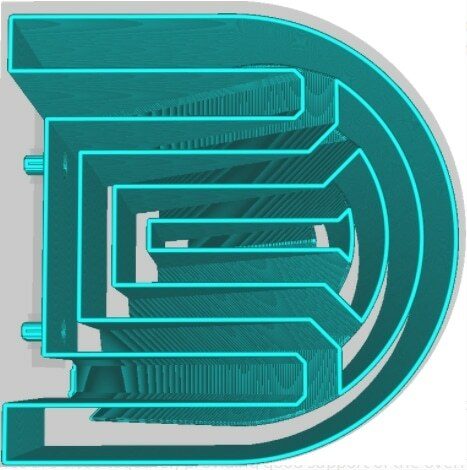
- Concentrique
Le modèle de support concentrique est idéal pour les formes cylindriques et les sphères. Il est facile à enlever et se plie vers l'intérieur avec un minimum d'effort.
Cependant, le modèle concentrique est connu pour ses problèmes ponctuels, laissant souvent le support suspendu en l'air.
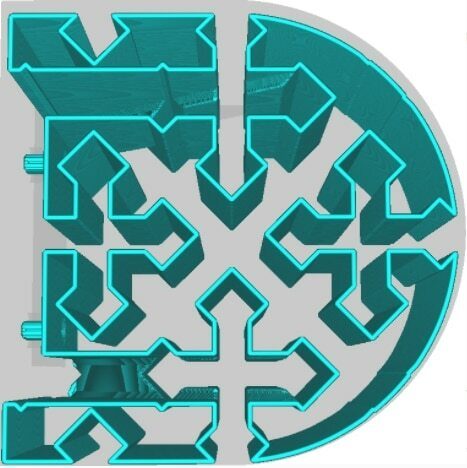
- Croix
Le modèle de support en croix est le plus facile à supprimer de tous les modèles de support de Cura. Il présente des formes en croix dans vos structures de support et dessine un modèle fractionnaire en général.
Cross n'est pas celui qu'il faut utiliser lorsque l'on a besoin de supports solides et fermes.
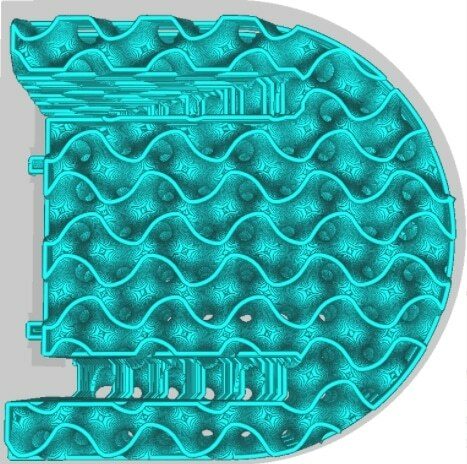
- Gyroïde
Le modèle Gyroid est solide et fiable. Il présente un motif en forme de vague sur tout le volume de la structure de soutien et fournit un soutien égal à toutes les lignes du porte-à-faux.
Le gyroïde est fortement recommandé lors de l'impression de supports solubles. L'air constituant un volume unique permet au solvant d'atteindre rapidement l'intérieur de la structure du support, ce qui accélère sa dissolution.
Les différents modèles ont des forces et des faiblesses variables.
De nombreuses personnes s'accordent à dire que Zigzag est le meilleur motif de support que Cura puisse offrir. Il est assez robuste, fiable et exceptionnellement facile à retirer à la fin de l'impression.
Les lignes sont également un autre modèle de soutien populaire avec lequel de nombreuses personnes choisissent de travailler.
Comment obtenir des paramètres de support personnalisés parfaits dans Cura
Cura permet désormais d'accéder à des supports personnalisés, une fonctionnalité qui était auparavant réservée à Simplify3D, un slicer haut de gamme.
Nous pouvons accéder aux supports personnalisés en téléchargeant un plugin dans le logiciel Cura appelé Cylindrical Custom Supports (supports personnalisés cylindriques), que l'on trouve dans le Marketplace en haut à droite de l'application.
Voir également: Résine lavable à l'eau ou résine normale - Quelle est la meilleure ?Une fois que vous aurez trouvé le plugin et que vous l'aurez téléchargé, vous serez invité à redémarrer Cura où vous aurez alors accès à ces supports personnalisés très pratiques. Je les ai utilisés avec succès sur de nombreux tirages maintenant, ils fonctionnent très bien.
L'un des aspects les plus intéressants est qu'il suffit de cliquer sur une zone, puis sur une autre, pour créer un support personnalisé entre ces deux clics.
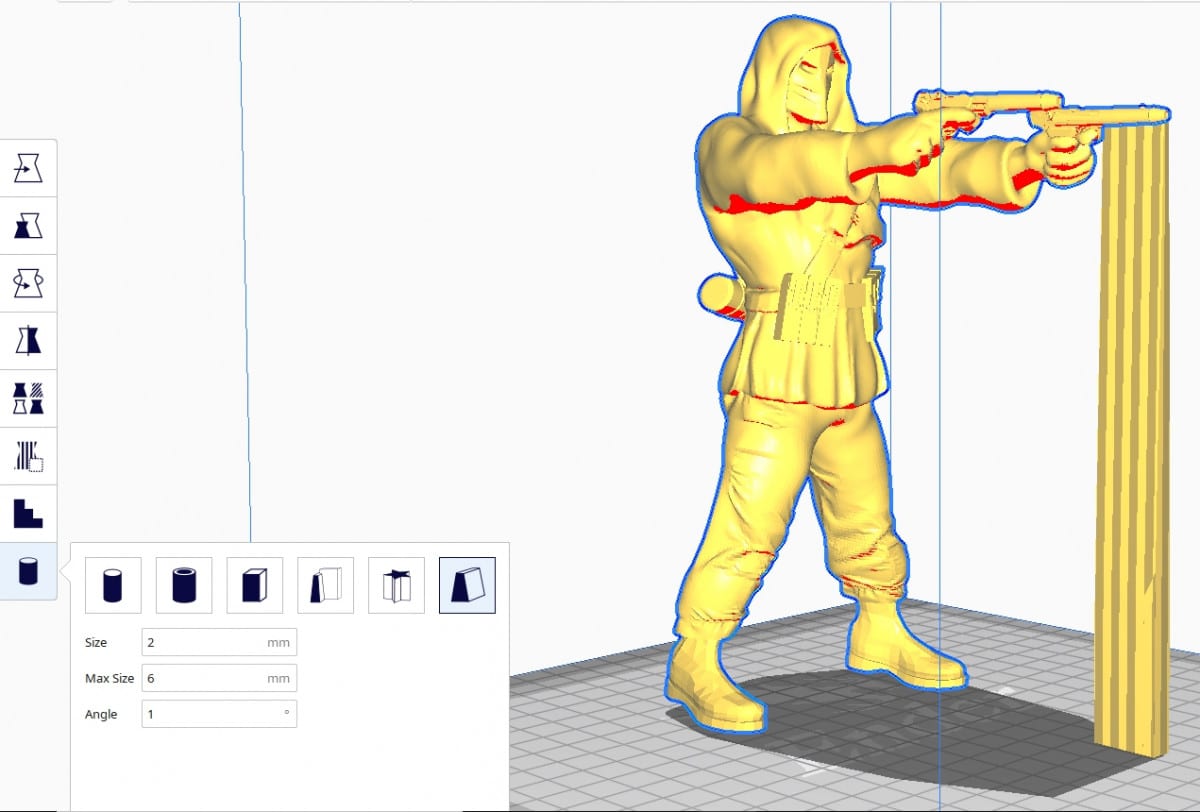
Vous pouvez facilement personnaliser la forme, la taille, la taille maximale, le type et même le réglage de la direction Y. Ces supports ne sont pas seulement destinés à être montrés, car ils permettent de créer très rapidement des supports de haut niveau pour vos modèles.
Pour les formes de soutien, vous pouvez utiliser le :
- Cylindre
- Cube
- Pilier
- Freeform
- Sur mesure
Les paramètres de support standard que vous avez définis s'appliqueront, tels que la densité et le modèle de remplissage.
La vidéo ci-dessous présente un tutoriel visuel sur le fonctionnement de ces supports personnalisés.
Les meilleurs paramètres de support de Cura Tree pour Cura
Pour obtenir les meilleurs réglages de support d'arbre, la plupart des gens recommandent un angle de branche compris entre 40 et 50°. Pour le diamètre de branche, 2 à 3 mm est un bon point de départ. De plus, vous devez vous assurer que la distance de branche est réglée à au moins 6 mm.
Voici le reste des paramètres de prise en charge des arbres que vous pouvez trouver sous l'onglet "Experimental" dans Cura.
- Angle de diamètre des branches du support de l'arbre - l'angle de croissance du diamètre d'une branche vers le bas (5° par défaut).
- Tree Support Collision Resolution - détermine la précision de l'évitement des collisions dans les branches (les valeurs par défaut sont les mêmes que celles de la largeur de la ligne de support)
J'ai écrit un article intitulé Comment utiliser les paramètres expérimentaux de Cura pour l'impression 3D que vous pouvez consulter.
La vidéo ci-dessous, réalisée par CHEP, donne des détails sur le soutien aux arbres.
Pour l'angle du diamètre de la branche, de nombreux utilisateurs l'ont fixé à 5°. Nous voulons que cet angle soit orienté de manière à ce que le support de l'arbre puisse se tenir solidement sans vaciller ni trembler.
Pour la résolution des collisions avec le support des arbres, 0,2 mm est une bonne valeur de départ. Si vous l'augmentez davantage, les branches de l'arbre risquent d'apparaître de mauvaise qualité, mais vous gagnerez du temps. Essayez d'expérimenter pour voir ce qui vous convient le mieux.
Les supports arborescents sont une façon unique pour Cura de générer des structures de support pour votre modèle.
Si les supports normaux prennent beaucoup de temps pour une pièce relativement petite, vous pouvez envisager les supports Tree, mais ce n'est pas la seule raison pour laquelle vous devriez le faire.
Ils ont tendance à utiliser moins de filament et le post-traitement est indéniablement la meilleure partie des supports d'arbres. Ils enveloppent le modèle et forment des branches qui créent collectivement une coquille autour du modèle.
Étant donné que ces branches ne soutiennent que des zones sélectionnées du modèle et qu'elles prennent ensuite la forme d'une coquille, elles s'enlèvent généralement sans trop d'effort, ce qui augmente les chances d'obtenir une qualité de surface plus lisse.
Cependant, je recommande d'utiliser les supports en arbre pour les modèles complexes. Pour les modèles plus simples, comme les pièces d'une imprimante 3D avec des surplombs moyens, les supports en arbre ne seront pas idéaux.
Vous devrez évaluer vous-même si votre modèle est un bon candidat pour la technique de génération de support distincte de Cura.
Les meilleurs paramètres de support de Cura pour les miniatures
Pour l'impression des figurines, un angle de débordement du support de 60° est sûr et efficace. Il est également préférable d'utiliser le motif de support des lignes pour plus de détails dans vos figurines. En outre, maintenez la densité de support à sa valeur par défaut (c'est-à-dire 20 %) et cela devrait vous permettre de commencer sur de bonnes bases.
L'utilisation de supports d'arbres pour les figurines est très populaire car elles ont tendance à avoir des formes et des détails plus complexes, en particulier lorsqu'il s'agit d'épées, de haches, de membres étendus et d'autres choses de cette nature.
Un utilisateur a indiqué qu'il prenait le fichier STL de ses figurines, les importait dans Meshmixer, puis demandait au logiciel de générer des supports d'arbres de haute qualité. Après cela, vous pouvez simplement exporter le fichier mis à jour vers un STL et le découper dans Cura.
Consultez mon article Best 3D Print Miniature Settings for Quality.
Vous pouvez obtenir des résultats mitigés avec cela. Cela vaut la peine d'essayer, mais pour la plupart, je m'en tiendrais à Cura. En fonction du modèle, sélectionner votre placement de soutien à Touching Buildplate peut être judicieux, de sorte qu'ils ne construisent pas sur votre figurine.
L'utilisation de supports normaux peut fonctionner, surtout si vous créez vos propres supports personnalisés, mais les supports en arbre fonctionnent très bien pour les figurines détaillées. Dans certains cas, les supports en arbre peuvent avoir des difficultés à entrer en contact avec le modèle.
Si vous rencontrez ce problème, essayez de faire en sorte que la largeur de la ligne soit égale à la hauteur du calque.
Une autre chose à ajouter est de s'assurer que vous utilisez une bonne orientation afin de minimiser les supports. La bonne rotation et le bon angle pour vos figurines imprimées en 3D peuvent faire une différence significative dans la façon dont elles se présentent.
La vidéo ci-dessous, réalisée par 3D Printed Tabletop, est un excellent moyen de régler vos paramètres pour imprimer des miniatures étonnantes. Cela se résume généralement à une faible hauteur de couche et à une impression à faible vitesse.
Si vous pouvez régler votre imprimante 3D de manière à imprimer en 3D de bons angles de surplomb, vous pouvez réduire le nombre de supports. Comme indiqué ci-dessus, un bon angle de surplomb est de 50°, mais si vous pouvez l'étendre à 60°, cela permettra de réduire le nombre de supports.
La distance Z de support est un autre paramètre important dont il faut se méfier lors de l'impression de figurines. En fonction de votre modèle et d'autres paramètres, cette distance peut varier, mais une valeur de 0,25 mm semble être une norme générale pour de nombreux profils que j'ai vus lors de mes recherches.
Les miniatures de haute qualité nécessitent des réglages soigneusement optimisés et, bien qu'il soit difficile de les imprimer parfaitement dès le départ, les essais et les erreurs vous permettront d'y parvenir progressivement.
De plus, un autre paramètre appelé Largeur de la ligne de support apparaissant sous l'onglet "Qualité" dans Cura semble jouer un rôle ici. Diminuer sa valeur réduirait l'écart entre le support de l'arbre et le modèle.
Comment corriger les paramètres de support de Cura qui sont trop forts ?
Pour remédier aux supports trop résistants, il convient de réduire la densité des supports et d'utiliser le modèle de support en zigzag. L'augmentation de la distance Z des supports est une excellente méthode pour faciliter le retrait des supports. Je vous conseille également de créer vos propres supports personnalisés, de manière à ce qu'ils puissent être construits aussi peu que nécessaire.
La distance Z du support peut influer directement sur la difficulté ou la facilité à retirer les supports de votre modèle.
Située dans les paramètres "Expert", la distance Z de soutien comporte deux sous-sections : la distance supérieure et la distance inférieure. Les valeurs de ces dernières changent en fonction de ce que vous avez défini dans le paramètre principal de la distance Z de soutien.
La valeur de la distance Z doit être égale à deux fois la hauteur du calque afin de laisser un espace supplémentaire entre le modèle et les supports, ce qui devrait faciliter le retrait de ces derniers et permettre de soutenir correctement le modèle.
Si vous ne souhaitez pas utiliser de supports personnalisés pour une raison quelconque, par exemple s'il y a trop de supports à ajouter, vous pouvez utiliser une autre fonctionnalité de Cura appelée Support Blockers (bloqueurs de supports).
Il est utilisé pour supprimer les supports là où vous ne voulez pas qu'ils soient créés.
Lorsque vous découpez un modèle sur Cura, le logiciel détermine l'emplacement des structures de support. Toutefois, si vous constatez qu'un support n'est pas nécessaire à un endroit particulier, vous pouvez utiliser le bloqueur de support pour supprimer les supports non désirés.
C'est assez simple, mais vous pouvez obtenir une meilleure explication en regardant la vidéo ci-dessous.