
Talaan ng nilalaman
Maaaring maging kumplikado ang 3D printing, at malamang na gumamit ka ng mga istruktura ng suporta sa iyong mga modelo paminsan-minsan. Sa tuwing mangyayari iyon, kailangan mong tiyakin na ang iyong mga setting ng suporta ay na-calibrate nang naaangkop. Kung hindi, maaaring magdusa nang husto ang iyong mga modelo sa mga tuntunin ng kalidad.
Sa artikulong ito, susubukan kong ipaliwanag kung ano ang mga setting ng suporta at kung paano mo makukuha ang pinakamahusay na mga setting ng suporta para sa iyong 3D printer gamit ang Cura software.
Ano ang Mga Setting ng Suporta para sa 3D Printing sa Cura?
Ginagamit ang mga setting ng suporta sa 3D printing upang ayusin kung paano nilikha ang iyong mga suporta. Ito ay maaaring mula sa kung saan gagawin ang mga suporta, upang suportahan ang density, pattern ng suporta, mga distansya sa pagitan ng mga suporta at modelo, hanggang sa kahit na sumusuporta sa mga overhang na anggulo. Ang mga setting ng Default na Cura ay gumagana sa karamihan.
Ang mga suporta ay isang mahalagang bahagi ng 3D printing lalo na para sa mga modelong kumplikado, at may maraming pangkalahatang bahagi. Kung mag-iisip ka ng 3D print sa hugis ng titik na "T", ang mga linya sa gilid ay mangangailangan ng suporta dahil hindi ito makakapag-print sa hangin.
Ang isang matalinong bagay na dapat gawin ay baguhin ang oryentasyon at patagin ang mga pinahabang overhang sa build plate, na humahantong sa isang sitwasyon kung saan hindi kailangan ng mga suporta, ngunit sa maraming pagkakataon, hindi mo maiiwasan ang paggamit ng mga suporta.
Kapag sa wakas ay gumamit ka ng mga suporta sa iyong mga modelo, maraming mga setting ng suporta na makikita moang infill ay napupunta mula sa itaas hanggang sa ibaba. Ang pinakamataas na density ng infill ay nasa mga tuktok na ibabaw ng modelo, hanggang sa iyong setting ng Support Infill Density.
May posibilidad na iwanan ng mga tao ang setting na ito sa 0, ngunit dapat mong subukan ang setting na ito para makatipid. filament nang hindi binabawasan ang functionality ng iyong modelo. Ang magandang value na itatakda ay 3 para sa mga normal na print, habang ang mas malalaking print ay maaaring itaas nang mas mataas.
Sa saklaw ng 3D printing, ang pag-eeksperimento ay susi. Sa pamamagitan ng pag-ikot sa iba't ibang mga setting ng suporta ngunit pananatili sa loob ng lohikal na mga hangganan, malalaman mo sa kalaunan ang mga halaga na kapansin-pansing magpapasigla sa iyo. Kailangan ang pasensya.
Ang magagawa mo ay i-install ang plug-in na "Gabay sa Mga Setting ng Cura" mula sa interface ng app. Ito ay isang mahusay na paraan para sa mga nagsisimula upang maunawaan kung paano gumagana ang software at kung ano talaga ang ibig sabihin ng iba't ibang mga setting.
Ano ang Pinakamahusay na Pattern ng Suporta para sa 3D Printing?
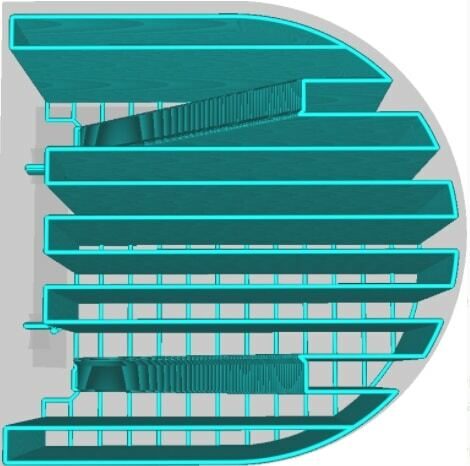
Ang pinakamahusay na pattern ng suporta para sa 3D printing ay ang Zigzag pattern dahil mayroon itong mahusay na balanse ng lakas, bilis, at kadalian ng Pag-alis.
Kapag pumipili ng pinakamahusay na mga pattern ng suporta para sa iyong mga 3D na print, karamihan ay nananatili ako sa Zigzag at sa Pattern ng mga linya dahil sa balanse ng bilis, lakas, at kadalian ng pag-alis ng mga ito . Ang Zigzag, sa partikular, ang pinakamabilis na mag-print kumpara sa iba pang mga pattern.
Ang iba pang Mga Pattern ng Suporta ay kinabibilangan ng:
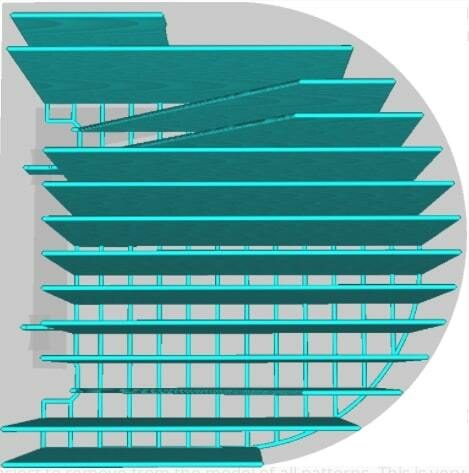
- Mga Linya
Mga Linya malapitkahawig ng Zigzag at isa rin sa pinakamahusay na Mga Pattern ng Suporta. Gayunpaman, ito ay mas malakas kaysa sa Zigzag at gumagawa ng mga istrukturang pangsuporta na medyo mahirap tanggalin. Sa kalamangan, nakakakuha ka ng matatag na suporta.
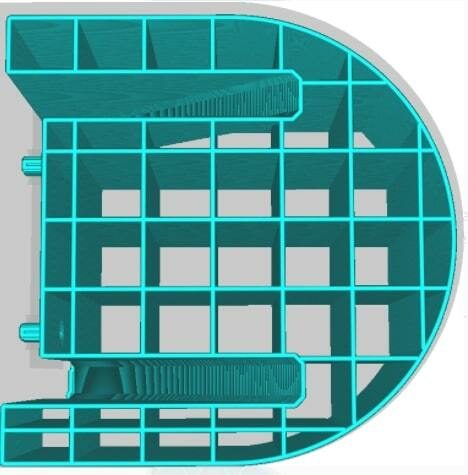
- Grid
Ang Grid Support Pattern ay bumubuo ng suporta mga istruktura sa hugis ng dalawang hanay ng mga tuwid na linya na patayo sa isa't isa. Sinusundan ito ng pare-parehong pag-overlay na nagpapatuloy sa pagbuo ng mga parisukat.
Grid ay gumagawa ng average na kalidad ng overhang ngunit lubos na inirerekomenda para sa malakas, maaasahang mga suporta. Gayunpaman, dahil magkakaroon ng kaunting flexibility, maaaring maging mahirap alisin ang mga suporta.
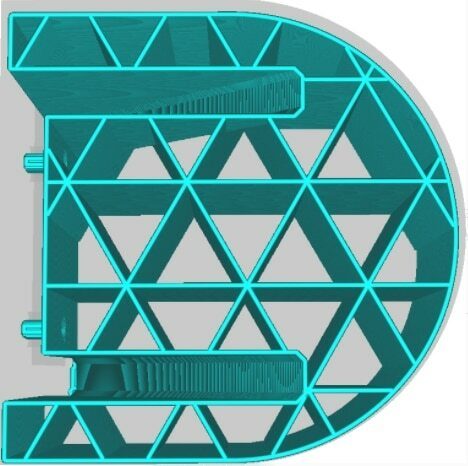
- Mga Triangle
Ang Triangles pattern ay ang pinakamatibay sa lahat ng pattern ng suporta. Bumubuo ito ng hanay ng mga equilateral triangle na nagbibigay-daan dito na magpakita ng kaunti hanggang sa walang kakayahang umangkop.
Gumagawa ito ng hindi magandang kalidad ng mga overhang na anggulo at magiging pinakamahirap na mga istruktura ng suporta na alisin mula sa iyong mga print.
- Concentric
Ang Concentric Support Pattern ay mahusay para sa mga cylindrical na hugis at sphere. Madaling tanggalin ang mga ito at baluktot patungo sa loob nang may kaunting pagsisikap.
Gayunpaman, ang Concentric pattern ay kilala na nagkakagulo dito at doon, kadalasang nag-iiwan sa suporta na nasuspinde sa hangin.
- Cross
Ang Cross Support Pattern ay ang pinakamadaling alisin sa lahat ng SupportMga pattern sa Cura. Nagpapakita ito ng mga cross-like na hugis sa iyong mga support structure at gumuhit ng fractional pattern sa pangkalahatan.
Hindi cross ang gagamitin kapag kailangan mo ng matibay at matatag na suporta.
- Gyroid
Malakas at maaasahan ang pattern ng Gyroid. Nagtatampok ito ng parang wave na pattern sa kabuuan ng volume ng support structure at nagbibigay ng pantay na suporta sa lahat ng linya ng overhang.
Lubos na inirerekomenda ang gyroid kapag nagpi-print gamit ang mga natutunaw na materyales sa suporta. Ang hangin na binubuo ng iisang volume ay nagbibigay-daan sa solvent na mabilis na maabot ang mga panloob ng istruktura ng suporta, na nagbibigay-daan dito upang mas mabilis na matunaw.
Ang iba't ibang pattern ay may iba't ibang lakas at kahinaan.
Maraming tao ang sumasang-ayon na ang Zigzag ay ang pinakamahusay na Pattern ng Suporta na inaalok ng Cura. Ito ay medyo matibay, maaasahan, at napakadaling tanggalin sa dulo ng pag-print.
Ang mga linya ay isa ring sikat na Pattern ng Suporta na pinipiling gawin din ng maraming tao.
Paano Kumuha Mga Setting ng Custom na Suporta Perpekto sa Cura
Nagbigay na ngayon ang Cura ng access sa mga custom na suporta, isang feature na dati ay nakalaan para sa Simplify3D na isang premium slicer.
Maaari naming ma-access ang mga custom na suporta sa pamamagitan ng pag-download ng isang plugin sa loob ng Cura software na tinatawag na Cylindrical Custom Supports, na makikita sa Marketplace sa kanang tuktok ng app.
Kapag nahanap mo na ang plugin at na-download ito, ikaw ay magigingsinenyasan na i-restart ang Cura kung saan magkakaroon ka ng access sa mga napakapraktikal na custom na suportang ito. Matagumpay kong nagamit ang mga ito sa maraming mga pag-print ngayon, mahusay ang mga ito.
Isa sa mga pinakamagandang bagay tungkol dito ay kung paano ang kailangan mo lang ay mag-click sa isang lugar, pagkatapos ay mag-click sa isa pa, at gagawa ka isang custom na suporta sa pagitan ng dalawang pag-click na iyon.
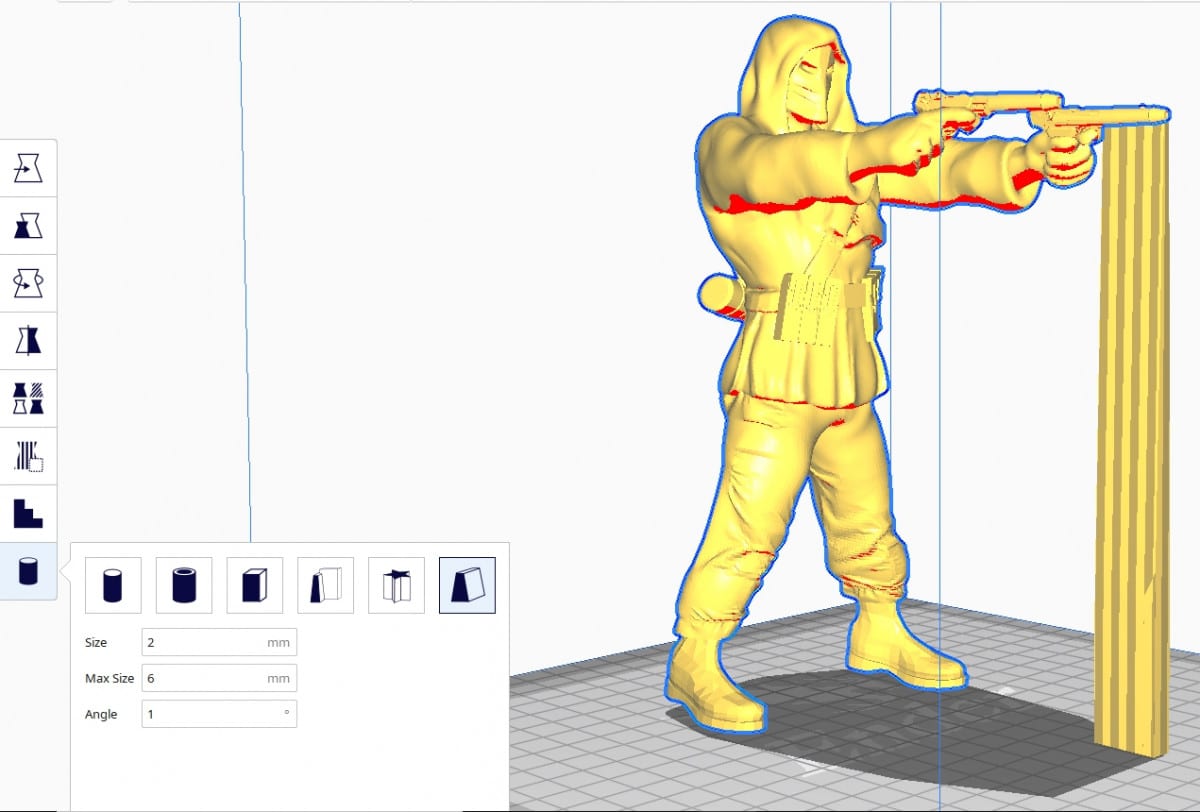
Madali mong mako-customize ang hugis, laki, max. laki, uri, at maging ang setting sa direksyon ng Y. Ang mga ito ay hindi lamang para sa palabas dahil maaari kang talagang lumikha ng ilang mataas na antas ng suporta nang napakabilis para sa iyong mga modelo.
Para sa mga hugis ng suporta maaari mong gamitin ang:
- Cylinder
- Cube
- Abutment
- Freeform
- Custom
Ilalapat ang iyong karaniwang mga setting ng suporta na iyong itinakda gaya ng infill density at pattern.
Tingnan ang video sa ibaba upang makakita ng visual na tutorial sa likod kung paano gumagana ang mga custom na suportang ito.
Pinakamahusay na Mga Setting ng Suporta sa Cura Tree para sa Cura
Para sa pinakamahusay na mga setting ng suporta sa Tree , karamihan sa mga tao ay nagrerekomenda ng Branch Angle sa kahit saan sa pagitan ng 40-50°. Para sa Branch Diameter, 2-3mm ay isang magandang lugar upang magsimula. Bukod dito, gusto mong tiyakin na ang iyong Distansya ng Sangay ay nakatakda sa hindi bababa sa 6mm.
Narito ang iba pang mga setting ng suporta sa Tree na makikita mo sa ilalim ng tab na “Eksperimento” sa Cura.
- Anggulo ng Diameter ng Sangay ng Suporta sa Puno – ang anggulo ng sangay ng sangay. diameter na lumalaki patungo sa ibaba (mga default sa 5°)
- Tree Support Collision Resolution– tinutukoy ang katumpakan ng pag-iwas sa banggaan sa mga sangay (mga default na katulad ng Lapad ng Linya ng Suporta)
Nagsulat ako ng artikulong tinatawag na Paano Gumamit ng Mga Pang-eksperimentong Setting ng Cura para sa 3D Printing na maaari mong tingnan.
Ang video sa ibaba ng CHEP ay may ilang detalye tungkol sa Tree Supports.
Para sa Branch Diameter Angle, maraming user ang nagtakda nito sa 5°. Gusto naming i-orient ang anggulong ito sa paraang para ang suporta ng puno ay makatayo nang malakas nang hindi umaalog o nanginginig.
Para sa Tree Support Collision Resolution, ang 0.2mm ay isang magandang figure upang magsimula. Ang pagpapataas pa nito ay maaaring magmukhang mababa ang kalidad ng mga sanga ng puno, ngunit mas makakatipid ka ng oras. Subukang mag-eksperimento upang makita kung ano ang gumagana para sa iyo.
Ang mga suporta sa puno ay ang natatanging paraan ng Cura sa pagbuo ng mga istruktura ng suporta para sa iyong modelo.
Kung ang mga normal na suporta ay tumatagal ng mahabang panahon para sa isang bahagi na medyo maliit, maaaring gusto mong isaalang-alang ang mga suporta sa Tree, ngunit hindi lang iyon ang dahilan kung bakit dapat mong gawin iyon.
Ang mga ito ay may posibilidad na gumamit ng mas kaunting filament at ang post-processing ay hindi maikakailang ang pinakamagandang bahagi ng mga suporta sa Tree. Ang ginagawa nila ay binalot ang modelo at bumubuo ng mga sangay na sama-samang gumagawa ng shell sa paligid ng modelo.
Dahil ang mga branch na iyon ay sumusuporta lamang sa mga napiling bahagi ng modelo at bumubuo ng parang shell na hugis pagkatapos, kadalasan ay lumalabas kaagad ang mga ito gamit ang kaunti hanggang sa walang pagsisikap at pinapataas ang pagkakataon ng isang mas makinis na ibabawkalidad.
Gayunpaman, inirerekomenda ko ang paggamit ng mga suporta sa Tree para sa mga modelong kumplikado. Para sa mas simpleng mga modelo tulad ng mga bahagi ng isang 3D printer na may average na mga overhang, hindi magiging perpekto ang mga suporta sa Tree.
Kailangan mong suriin ang iyong sarili kung anong modelo ang magandang kandidato para sa natatanging diskarte sa pagbuo ng suporta ng Cura.
Pinakamahusay na Mga Setting ng Suporta sa Cura para sa Mga Miniature
Para sa mga miniature sa pag-print, ligtas at epektibo ang 60° Support Overhang Angle. Pinakamabuting gamitin mo rin ang Lines Support Pattern para sa higit pang mga detalye sa iyong mini. Bukod pa rito, panatilihin ang Densidad ng Suporta sa default na halaga nito (ibig sabihin, 20%) at iyon ay dapat maghatid sa iyo sa isang magandang simula.
Ang paggamit ng mga suporta sa puno para sa mga miniature ay talagang sikat dahil ang mga ito ay may posibilidad na magkaroon ng mas kumplikadong mga hugis at detalye, lalo na kapag may mga espada, palakol, pinahabang mga paa na kasangkot, at mga bagay na ganoong kalikasan.
Binanggit ng isang user kung paano niya kinukuha ang STL file ng kanyang mga miniature, ini-import ang mga ito sa Meshmixer, pagkatapos ay pinabuo ang software ng ilang de-kalidad na suporta sa puno. Pagkatapos nito, maaari mo na lang i-export ang na-update na file pabalik sa isang STL at hatiin ito sa Cura.
Tingnan ang aking artikulo Pinakamahusay na Mga Miniature na Setting ng 3D Print para sa Kalidad.
Maaari kang makakuha ng magkahalong resulta sa ito. Ito ay nagkakahalaga ng isang subukan, ngunit para sa karamihan, gusto ko manatili sa Cura. Depende sa modelo, ang pagpili sa iyong Support Placement sa Touching Buildplate ay maaaring magkaroon ng kahulugan, para hindi sila mabuosa ibabaw ng iyong miniature.
Maaaring gumana ang paggamit ng mga normal na suporta, lalo na kung gagawa ka ng sarili mong mga custom na suporta, ngunit ang mga tree support ay talagang mahusay para sa mga detalyadong mini. Sa ilang mga kaso, ang mga suporta ng puno ay maaaring nahihirapang makipag-ugnayan sa modelo.
Kung maranasan mo ito, subukang gawing katumbas ang lapad ng iyong linya sa taas ng iyong layer.
Ang isa pang bagay na idaragdag ay ang tiyaking gumagamit ka ng isang mahusay na oryentasyon upang mabawasan ang mga suporta. Ang tamang pag-ikot at anggulo para sa iyong mga 3D na naka-print na miniature ay maaaring gumawa ng malaking pagkakaiba sa kung paano ito lumalabas.
Ang video sa ibaba ng 3D Printed Tabletop ay mahusay para sa pag-dial sa iyong mga setting upang mag-print ng ilang kamangha-manghang mga miniature. Karaniwan itong bumababa sa isang maliit na taas ng layer at nagpi-print sa mababang bilis.
Kung maaari mong i-tune ang iyong 3D printer upang matagumpay na mag-print ng 3D ng ilang magagandang overhang na anggulo, maaari mong bawasan ang bilang ng mga suporta. Gaya ng nabanggit sa itaas, ang isang magandang overhang angle ay 50°, ngunit kung maaari mong i-stretch hanggang 60°, magkakaroon ito ng mas kaunting mga suporta.
Ang Support Z Distance ay isa pang mahalagang setting na dapat mag-ingat kapag nagpi-print ng minis. Depende sa iyong modelo at iba pang mga setting, maaari itong mag-iba, ngunit ang isang halaga na 0.25mm ay tila gumagana bilang isang pangkalahatang pamantayan para sa maraming mga profile na nakita ko habang nagsasaliksik sa paligid.
Ang mga de-kalidad na mini ay nangangailangan ng maingat na na-optimize na mga setting , at bagama't mahirap i-print ang mga ito nang perpekto sa simula pa lang, pagsubok-and-error ay unti-unting dadalhin doon.
Bukod pa rito, ang isa pang setting na tinatawag na Support Line Width na lumalabas sa ilalim ng tab na “Quality” sa Cura ay tila may papel dito. Ang pagpapababa ng halaga nito ay mababawasan ang agwat sa pagitan ng iyong suporta sa Tree at modelo.
Paano Ko Aayusin ang Mga Setting ng Suporta sa Cura na Masyadong Malakas?
Upang ayusin ang mga suportang masyadong malakas, ikaw dapat bawasan ang density ng iyong suporta, gayundin ang paggamit ng pattern ng suportang Zigzag. Ang pagpapataas ng iyong Support Z Distance ay isang mahusay na paraan ng paggawa ng mga suporta na mas madaling alisin. Gagawa rin ako ng sarili mong mga custom na suporta, para mabuo ang mga ito hangga't kinakailangan.
Ang Support Z Distance ay maaaring direktang makaapekto sa kung gaano kahirap o kadaling alisin ang mga suporta mula sa iyong modelo.
Natagpuan sa ilalim ng mga setting ng “Expert,” ang Support Z Distance ay may dalawang subsection – ang Top Distance at ang Bottom Distance. Ang mga halaga ng mga ito ay nagbabago alinsunod sa kung ano ang inilagay mo sa ilalim ng pangunahing setting ng Support Z Distance.
Gusto mong ang halaga ng Z Distance ay 2x ng iyong taas ng layer upang magkaroon ng dagdag na espasyo sa pagitan ng iyong modelo at ng mga suporta. Dapat nitong gawing mas madaling alisin ang mga suporta, pati na rin ang pagiging sapat upang maayos na suportahan ang iyong modelo.
Kung ayaw mong gumamit ng mga custom na suporta para sa anumang kadahilanan, tulad ng napakaraming suportang idaragdag , maaari kang gumamit ng isa pang feature sa Cura na tinatawag na Support Blockers.
Ginagamit ito upang alisin ang mga suporta kung saan hindi mo gustogagawin ang mga ito.
Sa tuwing maghihiwa ka ng modelo sa Cura, tinutukoy ng software kung saan ilalagay ang mga istruktura ng suporta. Gayunpaman, kung nakikita mong hindi kailangan ang suporta sa isang partikular na punto, maaari mong gamitin ang Support Blocker upang alisin ang mga hindi gustong suporta.
Medyo simple ito, ngunit makakakuha ka ng mas mahusay na paliwanag sa pamamagitan ng panonood sa video sa ibaba.
sa iyong slicer, na nagbibigay-daan sa iyong gumawa ng ilang kapaki-pakinabang na pagbabago upang gawing mas praktikal ang iyong mga suporta.Isa sa mga ito ay ang paggawa ng iyong mga suporta sa paraang mas madaling alisin sa modelo pagkatapos. Ang partikular na setting na makakatulong dito ay ang "Support Interface Density" sa Cura.
Ang setting na ito ay karaniwang nagbabago kung gaano kasiksik ang itaas at ibaba ng support structure.
Kung ikaw bawasan ang Densidad ng Interface ng Suporta, dapat na mas madaling alisin ang iyong mga suporta, at kabaliktaran.
Maaari rin kaming gumamit ng mas simpleng setting na wala sa kategoryang "Ekperto" upang gawing mas madaling alisin ang mga suporta na siyang Suporta Z Distance na ipapaliwanag ko pa sa artikulong ito.
Maraming setting ng suporta sa Cura na hindi mo pa kailanman maririnig, at kadalasan ay hindi na kailangang ayusin, ngunit ang ilan ay maaaring maging praktikal .
Marami sa mga setting na ito ay hindi mo makikita sa Cura hanggang sa baguhin mo ang view ng visibility ng iyong mga setting, mula sa Basic, Advanced, Expert, at Custom Selection. Matatagpuan ito sa pamamagitan ng pag-click sa 3 linya sa kanang bahagi ng iyong box para sa paghahanap ng mga setting ng Cura.
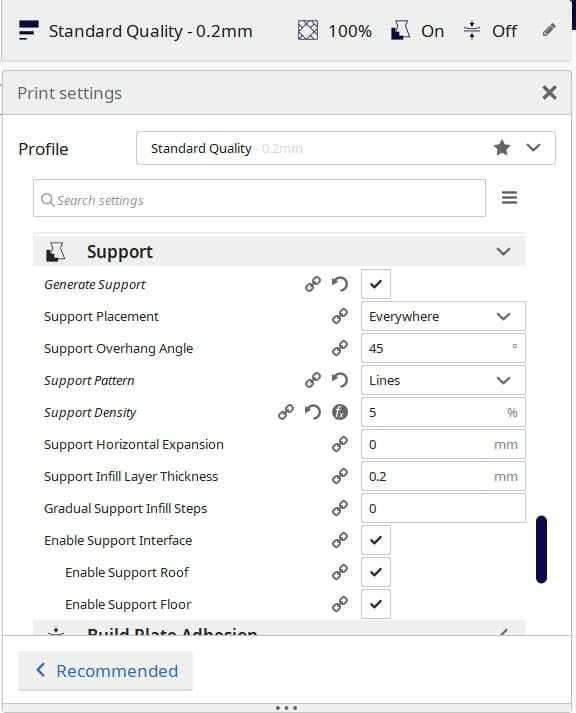
Narito ang ilan sa mga setting ng suporta na nasa Cura para sa isang mas magandang ideya (isinasaayos ang visibility ng mga setting sa “Advanced”):
Tingnan din: Paano Ayusin ang Mga Problema sa Unang Layer – Ripples & Higit pa- Istruktura ng Suporta – Pumili sa pagitan ng "Normal" na mga suporta o "Tree" na mga suporta (ipapaliwanag pa ang "Tree" sa artikulo)
- Suporta Placement – Pumili sa pagitansumusuporta sa ginawang “Everywhere” o “Touching Buildplate”
- Support Overhang Angle – Minimum na anggulo kung saan gagawa ng mga suporta para sa mga overhanging parts
- Support Pattern – Pattern ng mga istruktura ng suporta
- Density ng Suporta – Tinutukoy kung gaano kakapal ang mga istruktura ng suporta
- Support Horizontal Expansion – Pinapataas ang lapad ng mga suporta
- Kapal ng Layer ng Infill ng Suporta – Taas ng layer ng infill sa loob ng mga suporta (maraming taas ng layer)
- Mga Hakbang sa Unti-unting Pagpuno ng Suporta – Binababa ang density ng mga suporta kasama sa ibaba sa mga hakbang
- Paganahin ang Interface ng Suporta – Pinapagana ang ilang mga setting upang direktang isaayos ang layer sa pagitan ng suporta at ng modelo ("Expert" visibility)
- I-enable ang Support Roof – Gumagawa ng siksik na slab ng materyal sa pagitan ng tuktok ng suporta at ng modelo
- Enable Support Floor – Gumagawa ng siksik na slab ng materyal sa pagitan ng ilalim ng suporta at ang modelo
Mayroong higit pang mga setting sa ilalim ng view ng visibility na "Expert" sa Cura.
Ngayong nakita mo na kung ano ang mga setting ng suporta at kung paano sila magiging kapaki-pakinabang, alamin natin ang higit pang detalye tungkol sa iba pang mga setting ng suporta.
Paano Ko Makukuha ang Pinakamahusay na Mga Setting ng Suporta sa Cura?
Narito ang ilang mga setting ng suporta sa Cura na maaari mong makuha gustong mag-adjust kung gusto mong ma-optimize ang iyong mga istruktura ng suporta.
- Istruktura ng Suporta
- SuportaPlacement
- Suporta Overhang Angle
- Support Pattern
- Suporta Density
- Support Z Disstance
- Enable Support Interface
- Unti-unting Mga Hakbang sa Pagpuno ng Suporta
Bukod sa mga ito, maaari mong iwanang default ang iba pang mga setting, at magiging ayos lang iyon maliban kung mayroon kang advanced na isyu na kailangang tugunan sa iyong mga suporta.
Ano ang Pinakamahusay na Structure ng Suporta?
Ang unang setting na makukuha mo kapag tinitingnan ang mga setting ng suporta sa Cura ay Structure ng Suporta, at mayroon kang alinman sa "Normal" o "Tree" na pipiliin dito. Ito ang uri ng technique na ginagamit upang bumuo ng mga istruktura ng suporta para sa iyong modelo.
Para sa pag-print ng mga hindi kumplikadong modelo na nangangailangan ng mga karaniwang overhang, karamihan sa mga tao ay karaniwang gumagamit ng "Normal." Ito ay isang setting kung saan ang mga istruktura ng suporta ay ibinababa nang diretso pababa nang patayo at naka-print sa ibaba ng mga nakasabit na bahagi.
Sa kabilang banda, ang mga suporta sa puno ay karaniwang nakalaan para sa mas kumplikadong mga modelo na may mga maselan/manipis na mga overhang. Ipapaliwanag ko nang mas detalyado ang mga suporta ng Tree sa ibang pagkakataon sa artikulong ito.
Karamihan sa mga tao ay gumagamit ng "Normal" dahil iyon ang halos default na setting para dito at gumagana nang maayos para sa karamihan ng mga modelo.
Ano ang Pinakamahusay na Paglalagay ng Suporta?
Ang Paglalagay ng Suporta ay isa pang mahalagang setting kung saan matutukoy mo kung paano inilalagay ang mga istruktura ng suporta. Maaari mong piliin ang "Kahit Saan" o "PagpindotBuildplate.”
Ang pagkakaiba sa pagitan ng dalawang setting na ito ay medyo simple upang maunawaan.
Kapag pinili mo ang "Touching Buildplate", ang iyong mga suporta ay gagawin sa mga bahagi ng modelo kung saan ang suporta ay may direktang landas patungo sa build plate, nang walang ibang bahagi ng modelo na nakaharang.
Kapag pinili mo ang "Kahit Saan", ang iyong mga suporta ay gagawin sa buong modelo, alinsunod sa kung anong mga setting ng suporta ang iyong itinakda . Hindi mahalaga kung ang iyong bahagi ay kumplikado at may mga paikot-ikot sa paligid, ang iyong mga suporta ay ipi-print.
Ano ang Pinakamagandang Support Overhang Angle?
Ang Support Overhang Angle ay ang pinakamababang anggulo na kailangan para ma-print ang suportado.
Kapag mayroon kang overhang na 0°, malilikha ang bawat overhang, habang ang Support Overhang Angle na 90° ay hindi lilikha ng anuman sa mga tuntunin ng sumusuporta.
Ang default na value na makikita mo sa Cura ay 45° na nasa gitna mismo. Kung mas mababa ang anggulo, mas maraming overhang ang gagawin ng iyong printer, habang mas mataas ang anggulo, mas kaunting suporta ang gagawin.
Depende sa performance at pagkakalibrate ng iyong 3D printer, matagumpay mong magagamit ang mas mataas anggulo at ayos pa rin sa iyong mga 3D print.
Maraming 3D printer hobbyist doon ang nagrerekomenda ng value na humigit-kumulang 50° para sa Support Overhang Angle, para matiyak na maganda pa rin ang lalabas ng iyong mga 3D print at makatipid ng kaunting materyal mula sa mas kauntimga istruktura ng suporta.
Talagang susubukan ko ito para sa sarili mong 3D printer at tingnan kung ano ang pinakamahusay na gumagana para sa iyo.
Isang mahusay na paraan upang subukan ang kakayahan ng iyong 3D printer, pati na rin ang iyong overhang ang pagganap ay ang pag-print ng 3D ng Micro All-In-One 3D Printer Test (Thingiverse).
Hindi ito direktang isinasalin sa kung anong Support Overhang Angle ang magagamit mo, ngunit binibigyang-daan ka nitong subukan ang iyong kakayahan na dagdagan pa ito.
Ano ang Pinakamahusay na Pattern ng Suporta?
Maraming pattern ng suporta ang mapagpipilian sa Cura, na nagbibigay sa amin ng opsyong i-customize kung paano binuo ang aming mga suporta. Depende sa kung ano ang iyong hinahanap, mayroong isang pinakamahusay na pattern ng suporta para sa iyo.
Kung gusto mo ng mga suporta na matibay at maaaring hawakan nang maayos, magagawa mo nang maayos ang pattern ng Triangles na pinakamatibay sa lahat ng pattern, habang maayos din ang Grid.
Ang Zig Zag pattern ay ang pinakamahusay na pattern ng suporta para sa mga overhang, kasama ang Lines pattern.
Kung iniisip mo kung aling pattern ng suporta ay pinakamadaling tanggalin, gagamitin ko ang pattern ng Zig Zag dahil yumuko ito sa loob, at kumukuha ng mga piraso. Ang mga suportang Cura na masyadong malakas ay dapat gumamit ng pattern ng suporta na madaling alisin.
Pag-uusapan ko ang iba pang mga pattern ng suporta sa ibaba sa artikulong ito, para mas maunawaan mo ang mga ito.
Pattern ng Suporta at Densidad ng Suporta (ang susunod na setting ng suporta na tatalakayin) ibahagi amagkaugnay. Ang density ng One Support Pattern ay maaaring makagawa ng mas marami o mas kaunting materyal sa loob ng isang 3D print.
Halimbawa, ang Gyroid Support Pattern na may 5% infill ay maaaring patunayang sapat para sa isang modelo habang ang Lines Support Pattern na may parehong infill ay maaaring hindi humawak up as good.
Ano ang Pinakamahusay na Densidad ng Suporta?
Ang Densidad ng Suporta sa Cura ay ang rate kung saan napupuno ng materyal ang mga istruktura ng suporta. Sa mas matataas na halaga, ang mga linya sa mga istruktura ng suporta ay gaganapin malapit sa isa't isa, na ginagawa itong mukhang siksik.
Sa mas mababang mga halaga, ang mga suporta ay higit na magkakahiwalay, na ginagawang mas siksik ang istraktura ng suporta.
Ang default na density ng suporta sa Cura ay 20%, na medyo maganda para sa pagbibigay ng matibay na suporta sa iyong modelo. Ito ang ginagamit ng karamihan sa mga tao, at ito ay gumagana nang maayos.
Ang magagawa mo ay talagang babaan ang iyong density ng suporta sa 5-10% at magkaroon ng mahusay na mga setting ng interface ng suporta upang matiyak na gumagana nang maayos ang iyong suporta.
Karaniwan mong hindi na kailangang pataasin nang masyadong mataas ang density ng iyong suporta para magkaroon ng magagandang suporta.
Tingnan din: Alamin kung Paano Baguhin ang G-Code sa Cura para sa 3D PrintingKapag tinaasan mo ang density ng iyong suporta, pinapabuti nito ang mga overhang at binabawasan ang paglalaway dahil ang mga suporta ay magkadugtong nang husto. . Mas maliit ang posibilidad na makita mong nabigo ang iyong suporta kung may isyu sa panahon ng proseso ng pag-print.
Ang kabaligtaran ng pagtaas ng density ng iyong suporta ay ang iyong mga suporta ay magiging mas mahirap alisin dahil sa isangibabaw ng pagdirikit. Gumagamit ka rin ng mas maraming materyal para sa mga suporta at mas magtatagal ang iyong mga print.
Gayunpaman, ang magandang lugar upang magsimula ay karaniwang humigit-kumulang 20%. Maaari kang bumaba at tumaas pareho depende sa sitwasyon, ngunit ang 20% density ay isang magandang panuntunan para patuloy na gamitin ang iyong mga istruktura ng suporta.
Ang pattern ng suporta ay may malaking epekto sa kung gaano talaga kalaki ang density ng suporta. ibinigay, sa mga tuntunin ng kung gaano karaming materyal ang ginagamit. Ang 20% na density ng suporta na may pattern ng Lines ay hindi magiging katulad ng sa Gyroid pattern.
Ano ang Pinakamahusay na Support Z Distance?
Ang Support Z Distance ay ang layo lang mula sa itaas at ibaba ng iyong suporta sa 3D print mismo. Nagbibigay ito sa iyo ng clearance upang mas madali mong maalis ang iyong mga suporta.
Madali lang na gawing tama ang setting na ito dahil bini-round up ito sa maramihang taas ng iyong layer. Ang iyong default na halaga sa loob ng Cura ay magiging katumbas lang ng iyong taas ng layer, ngunit kung kailangan mo ng higit pang clearance, maaari mong 2x ang halaga.
Nalaman ng isang user na sumubok nito na ang mga suporta ay mas madaling alisin. Nag-print siya na may taas na layer na 0.2mm at Support Z Distance na 0.4mm.
Karaniwan mong hindi na kailangang baguhin ang setting na ito, ngunit nakakatuwang malaman na naroroon ito kung gusto mong gawing mas madali ang mga suporta na alisin.
Gustong tawagan ni Cura ang setting na ito na “ang pinaka-maimpluwensyang salik sa kung gaano kahusay ang suporta sasa modelo.”
Ang mataas na halaga ng distansyang ito ay nagbibigay-daan para sa mas malaking agwat sa pagitan ng modelo at ng suporta. Isinasalin ito sa mas madaling post-processing at lumilikha ng mas makinis na ibabaw ng modelo dahil sa pinababang lugar ng contact na may mga suporta.
Kapaki-pakinabang ang mababang halaga kapag sinusubukan mong suportahan ang mga kumplikadong overhang na nagpapalapit sa pag-print ng suporta. sa suporta, ngunit mahihirapang alisin ang mga suporta.
Subukang maglaro gamit ang iba't ibang halaga ng mga distansyang ito upang mahanap ang perpektong figure na gumagana para sa iyo.
Ano ang Paganahin ang Interface ng Suporta?
Ang Interface ng Suporta ay simpleng layer ng materyal na pangsuporta sa pagitan ng mga normal na suporta at modelo, kung hindi man ay makikita bilang contacting point. Ginawa itong mas siksik kaysa sa aktwal na mga suporta dahil nangangailangan ito ng higit pang pakikipag-ugnayan sa mga surface.
Dapat itong naka-on sa Cura bilang default, kasama ang "Paganahin ang Bubong ng Suporta" at "Paganahin ang Palapag ng Suporta" upang bumuo ang mga mas siksik na ibabaw na iyon sa itaas at ibaba ng iyong mga suporta.
Sa mga setting na ito sa view na “Expert,” makikita mo rin ang Kapal ng Interface ng Suporta & Suporta sa Densidad ng Interface. Gamit ang mga setting na ito, makokontrol mo kung gaano kakapal at kakapal ang itaas at ibabang mga punto ng koneksyon ng iyong mga suporta.
Ano ang Mga Hakbang sa Pagpuno ng Unti-unting Suporta?
Ang Mga Hakbang sa Pagpuno ng Unti-unting Suporta ay ang dami ng beses upang bawasan ang densidad ng infill ng suporta ng kalahati ng