
Sisällysluettelo
Olen kokenut, että 3D-tulostimeni lopettaa ekstruusioprosessin puolivälissä 3D-tulostusta ja alkaa vain tulostaa kesken tulostuksen, mikä voi olla turhauttavaa. Kesti jonkin aikaa, mutta löysin vihdoin ratkaisun 3D-tulostimen korjaamiseen, joka lopettaa ekstruusioprosessin kesken tulostuksen.
Jatka lukemista saadaksesi vihdoin yksityiskohtaisen ratkaisun, jolla voit korjata 3D-tulostimen, joka lakkaa pursottamasta kesken tulostuksen.
Miksi 3D-tulostimeni lopettaa puristamisen puoliväliin?
On monia syitä, miksi 3D-tulostimesi saattaa lopettaa pursottamisen kesken tulostuksen. Se voi johtua filamentista, väärästä lämpötilasta, pursotusjärjestelmän tukkeutumisesta ja monista muista syistä.
Alla on laajempi luettelo
- Filamentti on loppunut
- Ekstruuderin hammaspyörän jännitys strippausfilamentti
- Huonot sisäänvedon asetukset
- Alhainen ekstruuderin lämpötila
- Tukkeutunut suutin tai suulakepuristimen reitti
- Ekstruuderin moottorin ohjain ylikuumentunut
Miten korjata 3D-tulostin, joka pysähtyy puristamalla tulostuksen puolivälissä
1. Tarkista hehkulanka
Kyllä, sanon sen itsestäänselvyyden, jotta ratkaisut saataisiin käynnistettyä! Tällaista sattuu parhaille meistä, joten tarkista vielä kerran, että filamenttisi löytää yhä tiensä suuttimeen.

Haluat myös varmistaa, ettei ole mitään esteitä tai mutkia, jotka vaikeuttavat filamentin pursottamista. Se tarkoittaisi, että moottorisi joutuu työskentelemään kovemmin, eikä sillä ehkä ole tarpeeksi tehoa syöttää filamenttia läpi.
- Jos filamentti on loppunut kelasta, aseta yksinkertaisesti uusi filamentti ja jatka.
- Tee hehkulangan kulkureitti sileäksi ja esteettömäksi.
2. Korjaa ekstruuderin hammaspyörän jousijännitys
Tulostuksen aikana suulakepuristimen moottori pyörii jatkuvasti. Moottori yrittää työntää filamenttia suuttimelle, jotta filamentti pursuaisi suuttimesta.
Kun yrität tulostaa liian nopeasti tai yrität pursottaa paljon enemmän filamenttia kuin suuttimen kapasiteetti sallii, filamentti voi kuitenkin irrota.
Tällöin ekstruuderin moottori voi murskata filamenttia, kunnes hammaspyörälle ei jää mitään, mihin se voisi tarttua. Hammaspyörä voi täyttyä tai juuttua kiinni muoviin ja menettää kykynsä ottaa lisää filamenttia ekstruusiota varten.

Tämän ongelman ratkaisemiseksi sinun on ehkä tarkistettava muutama asia:
- Tarkista, pyöriikö moottori eikä pursota filamenttia.
- Irrota ekstruuderin kiristysjousi, jotta se ei ole niin kireä ja luja.
- Katso, onko hehkulanka pureskeltu, eli onko jousen kireys liian kireä.
3. Takaisinvetoasetukset
Vetäytymisasetukset ovat todella tärkeitä, jotta ekstruuderi toimisi kunnolla koko tulostuksen ajan. Sinun kannattaa tutustua vetäytymisasetuksiin, sillä ne ovat ratkaisevan tärkeitä.
Jos vetonopeus on liian suuri, ekstruuderin rasitus kasvaa.
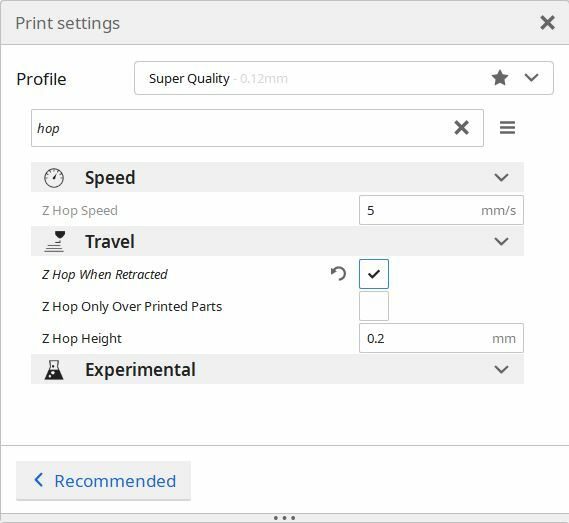
Jopa liian pitkä sisäänvetoväli voi aiheuttaa ongelmia, koska filamentti vetäytyy hieman liian pitkälle, mikä voi aiheuttaa tukoksia 3D-tulostimessa.
- Ensimmäinen asia, jonka tekisin, on löytää ihanteellinen sisäänvedon nopeus ja pituus 3D-tulostimellesi.
- Valitse nyt vetäytymisasetukset vetäytymistestin avulla, jotta voit todella selvittää optimaaliset asetukset.
- Kokeile ja erehdy useilla tulosteilla, kunnes valitset asetukset, jotka tuottavat 3D-tulosteiden parhaan laadun.
4. Nosta tulostuslämpötilaa
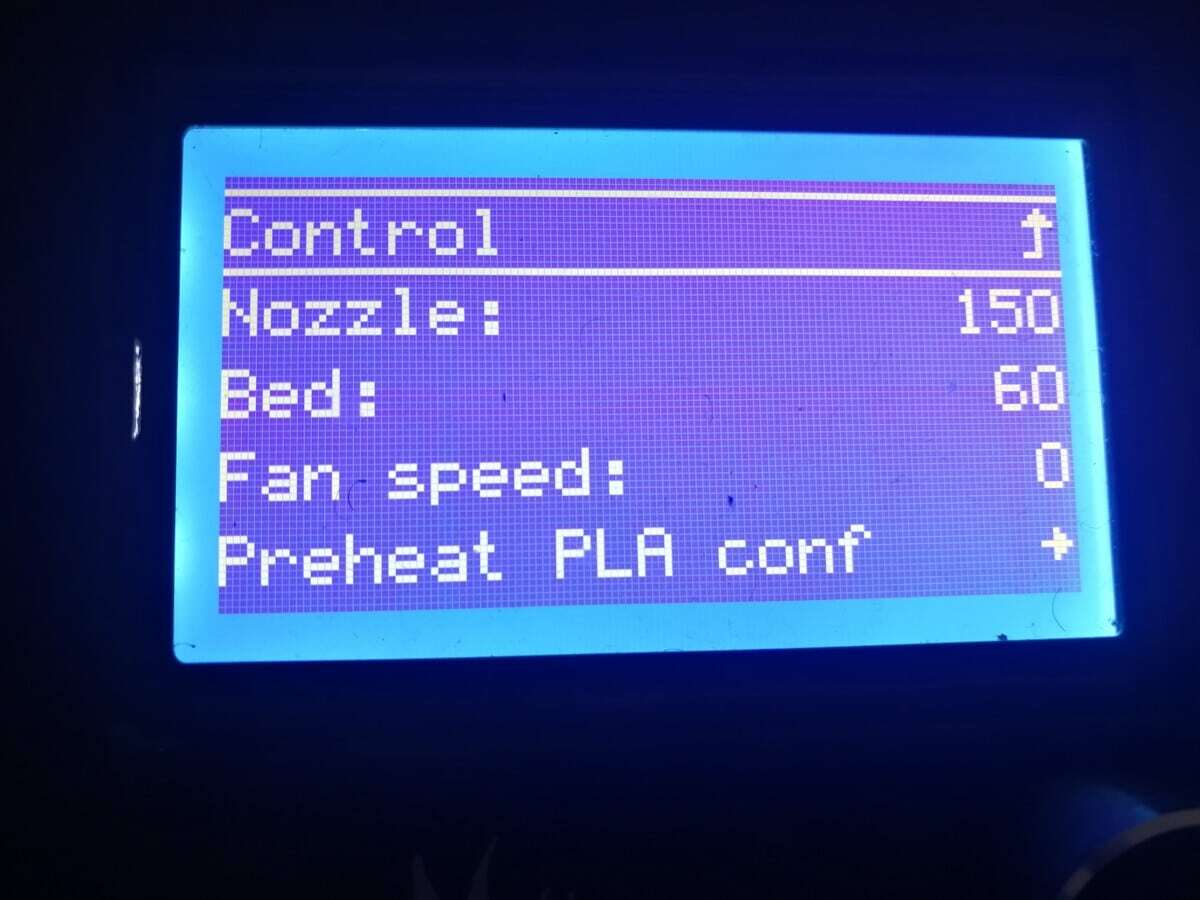
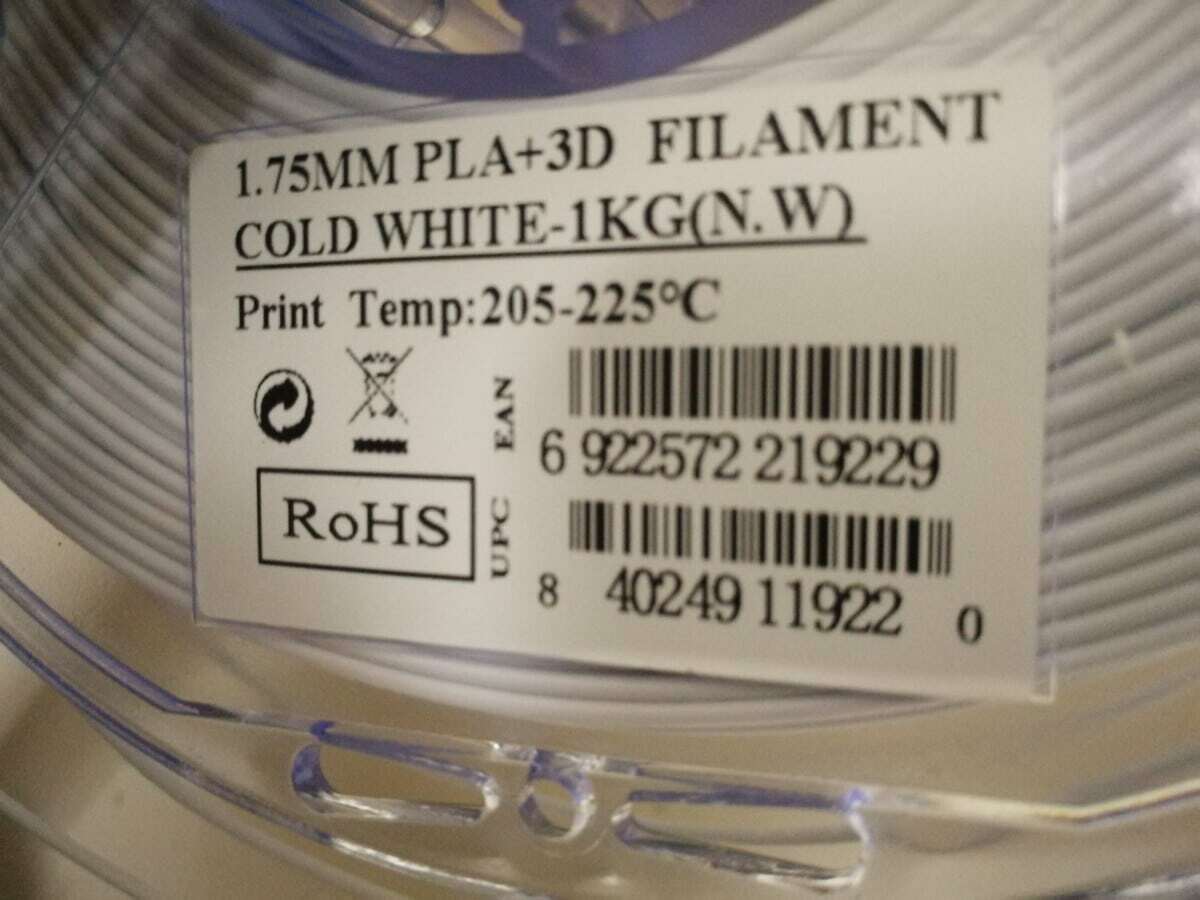
Lämpötila-asetukset ovat myös erittäin tärkeitä, kun korjataan 3D-tulostinta, joka pysähtyy puristamaan kesken tulostuksen. Filamentillesi on yleensä asetettu lämpötila-alue, jota on noudatettava.
Tällä alueella sinun pitäisi valita asetukset samalla tavalla kuin sisäänvedon asetukset.
- Aloitan yleensä tulostuslämpötilan keskivaiheilta (205-225°C olisi 215°C).
- Jos haluat todella valita sen, suorita testitulostus käyttäen jokaista lämpötilaa 205 °C:sta alkaen ja nosta sitten 5 °C:n askelin.
- Vertaile jokaista 3D-tulostetta ja määritä, mikä tuloste antaa sinulle parhaan laadun.
- Sen on oltava riittävän korkea, jotta se sulaa ja pursotetaan tasaisesti.
5. Tukkeutuneen suuttimen puhdistaminen
Edellisten vaiheiden jälkeen Jos ongelma jatkuu ja se hidastaa tulostusnopeutta, tulostimen suuttimet ovat todennäköisesti tukossa.
Tukkeutunut suutin vaikeuttaa filamentin kunnollista poistumista, mikä voi johtaa siihen, että ekstruuderi pysähtyy puoliväliin.
Yleensä suutintukos havaitaan tulostustyön alussa, mutta se voi tukkeutua myös kesken tulostustyön. Suutintukokseen voi olla useita syitä.
Yleisin syy on pölyn ja jäämien kertyminen, jotka kuumenevat korkeissa lämpötiloissa ja palavat. Tämä johtaa hiilen jäämiseen ekstruuderiin ja voi aiheuttaa kovettuneen muovin juuttumisen suuttimeen.
Muita syitä voivat olla esimerkiksi tyhjäkäynnillä oleva suutin tai suulakepuristusprosessiin vaikuttava kosteus.
Voit ratkaista tämän ongelman seuraavasti:
- Puhdista suutin suuttimen puhdistusneulalla tai lankaharjalla.
- Voit joskus tyhjentää suuttimen työntämällä käsin käsin suuttimessa olevaa filamenttia suuttimen takaa.
- On olemassa puhdistusfilamentteja, joita käytetään yleisesti suuttimen puhdistamiseen (kylmä kylmä & kuuma veto).
- Kuumenna suutin korkeaan lämpötilaan ja laita puhdistuslanka sen läpi, jolloin tukosten pitäisi poistua.
- Jos tukos on itsepäinen, jotkut ovat käyttäneet kuumailmapuhallinta materiaalin irrottamiseen.
- Jos mikään ei auta, pura kuumennuspää ja puhdista roskat liottamalla suutinta suositellussa liuottimessa.
6. Jäähdytä ylikuumentunut ekstruuderin moottorin ohjain
Jos tulostin lopettaa pursottamisen kesken tulostuksen, toinen syy voi olla ylikuumentunut pursotusmoottori.
Jos tulostimessa ei ole hyvää jäähdytysjärjestelmää, ekstruuderimoottori ylikuumenee. Ekstruuderimoottoreiden ohjaimissa on yleensä lämpökatkaisu tai määrätty kynnysarvo, jonka saavuttua ohjaimet pysäyttävät ekstruuderimoottorin automaattisesti.
Seuraavaksi lämpötila pysyy kohtuullisena ja ekstruuderin moottori jatkaa työtään vaivattomasti ilman vastusta.
- Pysäytä tulostus joksikin aikaa, jotta moottori voi levätä ja jäähtyä.
- Varmista, että tulostin saa lepoaikaa useiden tulostustöiden välillä.
- Tarkista, ettei ekstruuderin moottori toimi kovemmin kuin sen pitäisi huonojen filamenttiväylien vuoksi.
Miten korjata 3D-tulostus, joka epäonnistuu samalla korkeudella/pisteessä?
Jos haluat korjata 3D-tulosteet, jotka eivät toimi samalla korkeudella tai samassa kohdassa, sinun on tarkistettava tulostimesi fyysisesti, jotta näet, onko johdoissa tai kaapeleissa esteitä tai solmuja, jotka jäävät kiinni johonkin. Tulostimesi kunnollinen voitelu on hyvä idea, samoin kuin sen tarkistaminen, ettei portti ole ruuvattu liian tiukalle.
Nämä ovat vain muutamia asioita, joita voit kokeilla tämän ongelman korjaamiseksi, ja lisäksi alla on lueteltu lisää.
Suosittelen, että yrität tulostaa kuution, jossa ei ole täytettä tai pintakerroksia ja jonka korkeus on korkeampi kuin vika. Voit tehdä tämän 0,3 mm:n kerroskorkeudella.
Jos kuutio tulostuu hienosti, voit kokeilla low-poly-tulostetta, kuten Low-Poly Pikachua, ja katsoa, ilmeneekö ongelma uudelleen.
Näin tulostimesi pääsee nopeasti havaittuun vikaantumispisteeseen, jotta voit nähdä, mitä tarkalleen ottaen tapahtuu.
Ongelma voi johtua Z-akselin puolella olevien portaalin pyörien kireydestä.
Katso myös: 3D-tulostimen hartsin hävittämisopas - hartsi, isopropyylialkoholiTiettyjen tulosteiden kohdalla ongelmana voi olla se, että täytemateriaali ei riitä tukemaan yläpuolella olevia kerroksia, mikä johtaa tulostuksen epäonnistumiseen.
Katso myös: Parhaat 3D-skannerisovellukset ja -ohjelmistot 3D-tulostusta varten - iPhone ja Android-käyttöjärjestelmäToinen asia, jonka voit tehdä, on käyttää täytettä, joka on luonnostaan tiheämpi, kuten Cubic-täytekuvio.
Tarkastelen myös tulostuslämpötilan nostamista mahdollisen alipursotuksen huomioon ottamiseksi, koska se voi ehdottomasti aiheuttaa tulosteiden epäonnistumisen. Jos saat kerroksen delaminaatiota tai huonoa kerroksen tarttuvuutta, korkeampi tulostuslämpötila voi korjata sen.
Yksi asia, jonka monet ihmiset tekevät, on 3D-tulostaa valmiiksi viipaloitu tiedosto, kuten sellainen, joka tulee SD-kortin mukana tulostimen mukana. Jos nämä tiedostot toimivat hyvin, mutta viipaloiduissa tiedostoissasi on samoja ongelmia, tiedät, että se on todennäköisesti viipalointiongelma.
Joko viipalointilaitteen päivittäminen uusimpaan versioon tai kokonaan toisen viipalointilaitteen käyttäminen voi korjata ongelman, jossa 3D-tulosteet epäonnistuvat samalla korkeudella. Curassa on nykyään todella hyvät oletusasetukset, joten sen pitäisi toimia melko hyvin ilman muutoksia.
On hyvä tarkistaa tulostimen fyysiset ominaisuudet, kuten kaapelit, johdot, hihnat, tangot ja ruuvit. Jopa hyvä voitelu liikkuvien osien ympärillä voi tarjota ratkaisun, jos Ender 3:n tai Prusa-tulostimen kaltaisen koneen 3D-tulosteet epäonnistuvat samalla korkeudella.
Varmista, että kiristät ruuvit tulostimen ympärillä, koska ne voivat löystyä ajan myötä.
Päätelmä
Kuten näet, voit ratkaista ongelman, jossa 3D-tulostimesi pysäyttää puristamisen kesken tulostusprosessin, muutamalla eri tavalla. Kun olet tunnistanut syyn, korjaus on yleensä melko helppoa.
Olen varma, että kun olet kokeillut edellä kuvattuja menetelmiä, olet varmasti hyvässä vauhdissa tämän ongelman korjaamisessa.