
Tartalomjegyzék
Tapasztaltam, hogy a 3D nyomtatóm félúton leállítja az extrudálást a 3D nyomtatás során, és csak a levegőben kezdi el nyomtatni, ami frusztráló lehet. Eltartott egy ideig, de végül megtaláltam a megoldást a 3D nyomtató rögzítésére, amely megállítja az extrudálást a nyomtatás közepén.
Olvasson tovább, hogy végre részletes megoldást kapjon a nyomtatás közepén leállt extrudáló 3D nyomtató javítására.
Miért áll le a 3D nyomtatóm félúton az extrudálás?
Számos oka lehet annak, hogy a 3D nyomtatója a nyomtatás felénél leállítja az extrudálást. Ennek oka lehet a filament, a nem megfelelő hőmérséklet, az extrudáló rendszer eltömődése és még sok más.
Az alábbiakban egy bővebb lista található a
Lásd még: Egyszerű Ender 5 Plus felülvizsgálata - Érdemes megvenni vagy sem- Elfogyott a fonal
- Extruder fogaskerék feszültség csíkozás szál
- Rossz behúzási beállítások
- Alacsony extruder hőmérséklet
- Eltömődött fúvóka vagy extruder útvonal
- Az extruder motor meghajtója túlmelegedett
Hogyan kell rögzíteni a 3D nyomtató, hogy megáll Extrudáló Mid Print
1. Ellenőrizze az izzószálat
Igen, kimondom a nyilvánvalót, hogy a megoldások elinduljanak! Ez a fajta dolog a legjobbakkal is megtörténik, ezért kétszer is ellenőrizze, hogy a filament még mindig utat talál-e a fúvókához.

Arra is ügyelni kell, hogy ne legyenek olyan akadályok vagy kanyarok, amelyek megnehezítik a szál extrudálását. Ez azt jelentené, hogy a motorodnak keményebben kell dolgoznia, és lehet, hogy nincs elég energiája a szál átvezetéséhez.
- Ha az orsóból kifogyott a fonal, akkor egyszerűen helyezzen be új fonalat a folytatáshoz.
- A szálak útja legyen sima és akadálytalan.
2. Fix Extruder fogaskerék rugófeszítés
Nyomtatás közben az extruder motorja folyamatosan forog. A motor megpróbálja a szálakat a fúvókához nyomni, hogy a szálak a fúvókából extrudálódjanak.
Ha azonban túl gyorsan próbál nyomtatni, vagy a fúvóka kapacitásánál sokkal több szál extrudálására tesz kísérletet, a szál lecsúszhat.
Ilyenkor előfordulhat, hogy az extrudermotor addig zúzza a szálakat, amíg a fogaskeréknek nem marad semmi, amit meg tudna fogni. A fogaskerék végül megtelik vagy megakad a műanyaggal, és elveszíti a képességét, hogy további szálakat ragadjon meg az extrudáláshoz.

A probléma megoldásához néhány dolgot ellenőrizni kell:
- Ellenőrizze, hogy a motor forog-e, és nem extrudál-e szálakat.
- Oldja ki az extruder feszítőrugóját, hogy ne legyen olyan feszes és szilárd.
- Nézze meg az izzószálat, hogy nem rágta-e el, vagyis nem túl szoros-e a rugófeszítés.
3. Visszahúzási beállítások
A visszahúzási beállítások nagyon fontosak ahhoz, hogy az extruder megfelelően működjön a nyomtatás során. Meg kell vizsgálnia a visszahúzási beállításokat, mivel ezek kulcsfontosságúak.
Ha a visszahúzási sebesség túl nagy, az extruderre ható feszültség megnő.
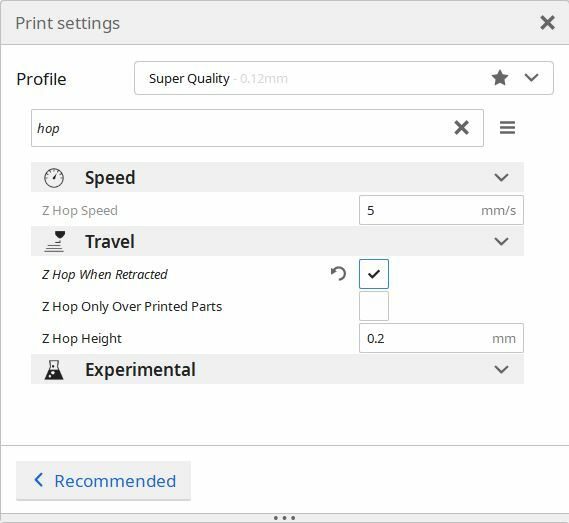
Még a túl hosszú visszahúzási távolság is okozhat problémákat, mivel a szál túlságosan visszahúzódik, ami eltömődést okozhat a 3D nyomtatóban.
- Az első dolog, amit tennék, hogy megtalálom az ideális visszahúzási sebességet és hosszúságot a 3D nyomtatóhoz.
- Most tárcsázza be a behúzási beállításokat egy behúzási teszt segítségével, hogy valóban kitalálhassa az optimális beállításokat.
- Próbáljon ki több nyomatot, amíg ki nem választja azokat a beállításokat, amelyek a legjobb minőségű 3D nyomatokat eredményezik.
4. Növelje a nyomtatási hőmérsékletet
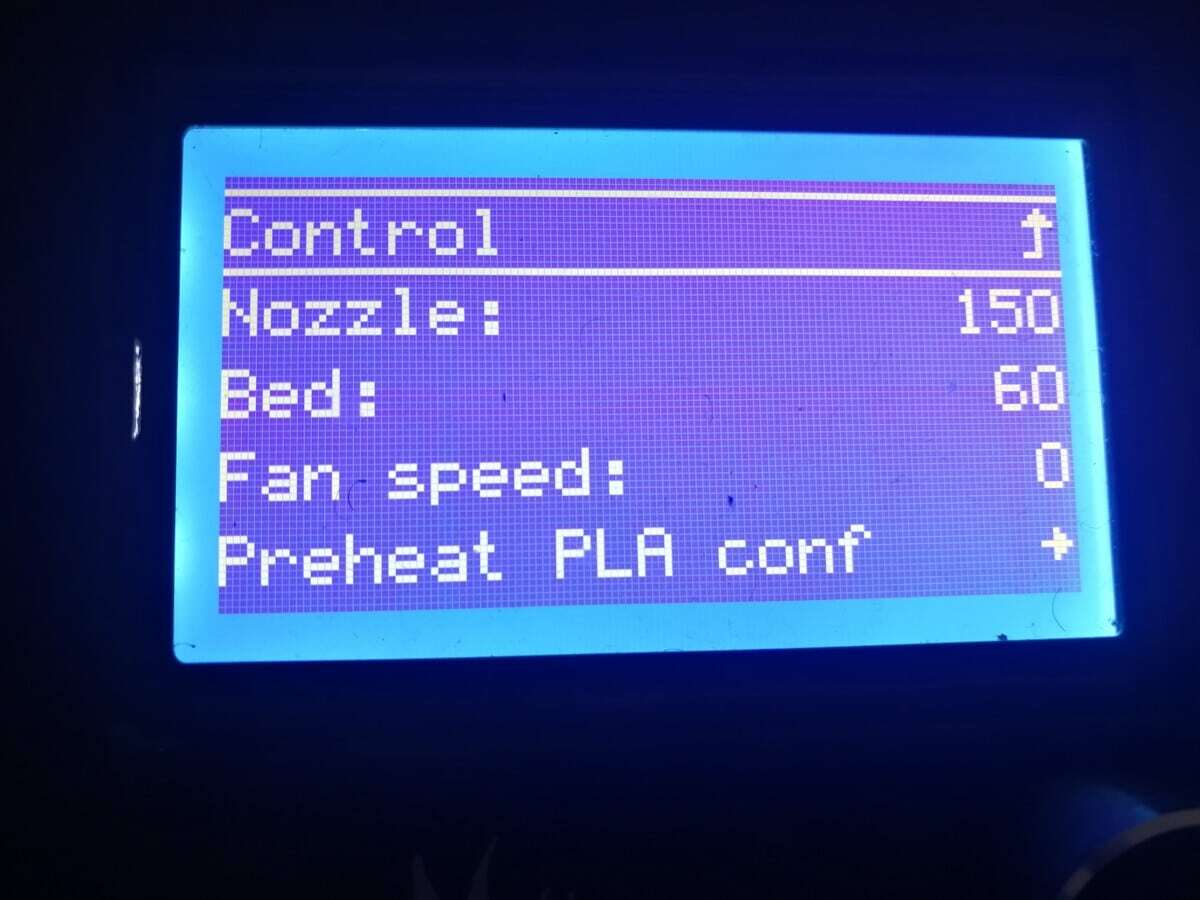
A hőmérséklet-beállítások szintén nagyon fontosak egy olyan 3D nyomtató rögzítésében, amelyik leállítja az extrudálást a nyomtatás közepén. Általában van egy hőmérsékleti tartomány, amelyet be kell állítani a szálakhoz, és amelyet követni kell.
Ezen a tartományon belül ugyanúgy kell tárcsáznia a beállításokat, mint a behúzási beállításokat.
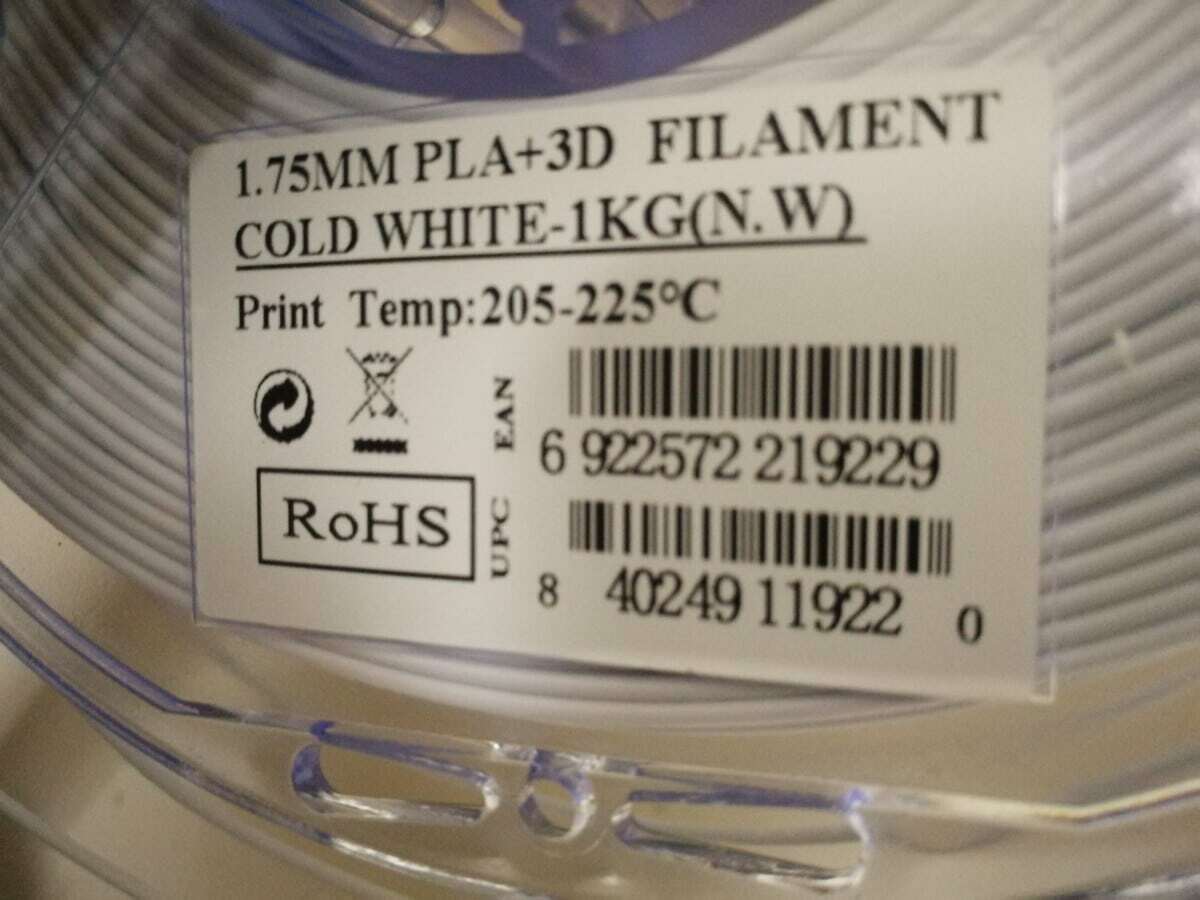
- Általában a nyomtatási hőmérséklet tartomány közepén szoktam kezdeni (205-225°C lenne a 215°C).
- Ha tényleg be akarja tárcsázni, futtasson egy próbanyomtatást minden egyes hőmérsékleten 205°C-tól, majd növelje 5°C-os lépésekkel.
- Hasonlítsa össze és állítsa szembe az egyes 3D nyomtatásokat, és határozza meg, hogy melyik nyomtatás adja a legjobb minőséget.
- Elég magasnak kell lennie ahhoz, hogy simán olvadjon és extrudálódjon.
5. Tisztítsa meg az eltömődött fúvókát
Az előző lépések elvégzése után Ha a probléma továbbra is fennáll, és lassítja a nyomtatási sebességet, valószínűleg a nyomtató fúvókái eltömődtek.
Az eltömődött fúvóka megnehezíti a szál megfelelő kijutását, ami az extruder félúton történő leállításához vezethet.
Lásd még: Használható-e a 3D nyomtató hideg vagy meleg szobában/garázsban?Általában a fúvóka eltömődését a nyomtatási feladat elején azonosítják, azonban a nyomtatás közepén is eltömődhet. A fúvóka eltömődésének több oka is lehet.
A leggyakoribb a por és a maradékok felhalmozódása, amelyek magas hőmérsékletre hevülnek és elégnek. Ez végül szenet hagy az extruderben, és megkeményedett műanyagot okozhat, amely beragadhat a fúvókába.
Más okok között szerepelhet egy üres fúvóka vagy az extrudálási folyamatot befolyásoló nedvesség.
A probléma megoldásához próbálja meg a következőket:
- Tisztítsa ki a fúvókát egy fúvóktisztító tűvel vagy drótkefével.
- A fúvókát néha úgy lehet kitisztítani, hogy kézzel, az extruder mögül kézzel tolja a szálakat a fúvókába.
- Vannak olyan tisztítószálak, amelyeket általában a fúvóka tisztítására használnak (hideg, hideg & amp; forró húzás).
- Melegítse fel a fúvókát magas hőmérsékletre, és helyezze át rajta a tisztítószálat, és ennek ki kell tisztítania a dugulásokat.
- Ha a dugulás makacs, egyesek hőpisztollyal oldják meg az anyagot.
- Végül, ha semmi sem segít, akkor szerelje szét a forróvéget, és tisztítsa meg a törmeléket a fúvókát az ajánlott oldószerbe áztatva.
6. Hűtse le a túlmelegedett extruder motor meghajtóját
Ha a nyomtató a nyomtatás közepén leáll az extrudálással, akkor a másik ok a túlmelegedett extrudálómotor lehet.
Ha a nyomtató nem rendelkezik megfelelő hűtőrendszerrel, az extruder motor túlmelegszik. Az extruder motorok meghajtóinak általában van egy hőleállító funkciója vagy egy meghatározott küszöbérték, amelynél a meghajtók automatikusan leállítják az extruder motort.
Ezáltal a hőmérséklet mérsékelt marad, és az extruder motorja ellenállás nélkül, könnyedén működik.
- Állítsa le a nyomtatást egy időre, hogy a motor pihenjen és lehűljön.
- Gondoskodjon arról, hogy a nyomtató több nyomtatási feladat között pihenőidőt kapjon.
- Ellenőrizze, hogy az extruder motorja nem dolgozik-e a szükségesnél erősebben a rossz szálak útvonalai miatt.
Hogyan lehet kijavítani a 3D nyomtatást, amely ugyanazon a magasságon / ponton nem sikerül
Az azonos magasságban vagy ponton meghibásodó 3D nyomtatások javításához fizikailag ellenőrizze a nyomtatóját, hogy nincs-e akadály vagy csomó a vezetékekben vagy a kábelekben, amelyek valamibe beleakadnak. Jó ötlet a nyomtatója alapos kenése, valamint annak ellenőrzése, hogy a portál nem túl szorosan van-e becsavarva.
Ez csak néhány dolog, amit megpróbálhat a probléma megoldására, valamint az alább felsorolt továbbiak.
Azt javasolnám, hogy próbáljon meg egy olyan kockát nyomtatni, amely nem tartalmaz kitöltő vagy felső rétegeket, és amelynek magassága magasabb, mint ahol a hiba van. Ezt 0,3 mm-es rétegmagassággal teheti meg.
Ha a kocka jól nyomtat, akkor kipróbálhatsz egy low-poly nyomtatást, például egy Low-Poly Pikachu-t, és megnézheted, hogy a probléma fennáll-e.
Ez lehetővé teszi, hogy a nyomtató gyorsan elérje a megfigyelt hibapontot, így megtekintheti, hogy pontosan mi történik.
Lehet, hogy a Z-tengely oldalán lévő portálkerekek feszességével van probléma.
Bizonyos nyomatok esetében probléma lehet, hogy nincs elég kitöltőanyag a fenti rétegek alátámasztásához, ami a nyomtatás meghibásodásához vezet.
Egy másik dolog, amit tehet, hogy olyan tölteléket használ, amely természetesen sűrűbb, mint a Cubic töltelékminta.
Azt is megnézném, hogy növelje a nyomtatási hőmérsékletet, hogy figyelembe vegye az extrudálás alatti extrudálást, mert ez határozottan okozhatja a nyomatok meghibásodását. Ha rétegleválást vagy rossz rétegtapadást kap, a magasabb nyomtatási hőmérséklet kijavíthatja ezt.
Az egyik dolog, amit sokan csinálnak, hogy 3D nyomtatnak egy előre szeletelt fájlt, mint amilyen a nyomtató mellé mellékelt SD-kártya. Ha ezek a fájlok jól működnek, de a szeletelt fájljaidnak ugyanezek a problémái vannak, akkor tudod, hogy valószínűleg a szeletelővel van a probléma.
Vagy a szeletelő frissítése a legújabb verzióra, vagy egy teljesen más szeletelő használata megoldhatja az azonos magasságban meghibásodó 3D nyomatok problémáját. A Cura manapság nagyon jó alapértelmezett beállításokkal rendelkezik, így változtatások nélkül is elég jól kell működnie.
Érdemes ellenőrizni a nyomtató fizikai jellemzőit, például a kábeleket, vezetékeket, szíjakat, rudakat és csavarokat. Még egy jó kenés a mozgó alkatrészek körül is megoldást jelenthet, ha egy olyan gépből származó 3D nyomatok, mint az Ender 3 vagy a Prusa nyomtatók, egy magasságban meghibásodnak.
Ügyeljen arra, hogy a nyomtató körüli csavarokat meghúzza, mert idővel meglazulhatnak.
Következtetés
Amint láthatja, többféle módon is megoldhatja azt a problémát, hogy a 3D nyomtatója a nyomtatási folyamat felénél leállítja az extrudálást. Ha azonosította az okot, a javítás általában nagyon egyszerű.
Biztos vagyok benne, hogy miután kipróbálta a fent részletezett módszereket, már jó úton halad a probléma megoldása felé.