
विषयसूची
मैंने अनुभव किया है कि मेरा 3डी प्रिंटर 3डी प्रिंट में आधे रास्ते से बाहर निकलना बंद कर देता है, और बीच हवा में प्रिंट करना शुरू कर देता है जिससे निराशा हो सकती है। इसमें कुछ समय लगा, लेकिन अंत में मुझे एक 3डी प्रिंटर को ठीक करने का समाधान मिल गया, जो मिड-प्रिंट को बाहर निकालना बंद कर देता है।
मेरा 3डी प्रिंटर आधे रास्ते में बाहर निकलना क्यों बंद कर देता है?
कई कारण हैं कि आपका 3डी प्रिंटर प्रिंट के बीच में बाहर निकलना बंद कर सकता है। यह फिलामेंट, गलत तापमान, एक्सट्रूज़न सिस्टम में रुकावट और बहुत कुछ के कारण हो सकता है।
नीचे एक अधिक विस्तृत सूची है
- फिलामेंट समाप्त हो गया है
- एक्सट्रूडर गियर टेंशन स्ट्रिपिंग फिलामेंट
- खराब रिट्रेक्शन सेटिंग
- कम एक्सट्रूडर तापमान
- ब्लॉक्ड नोजल या एक्सट्रूडर पाथवे
- एक्सट्रूडर मोटर ड्राइवर ओवरहीट हो गया
3D प्रिंटर को कैसे ठीक करें जो मध्य प्रिंट को निकालना बंद कर देता है
1. फिलामेंट की जांच करें
हां, मैं स्पष्ट समाधान बताने जा रहा हूं ताकि समाधान शुरू हो सके! इस तरह की चीजें हममें से सबसे अच्छे के लिए होती हैं, इसलिए दोबारा जांच लें कि आपका फिलामेंट अभी भी नोजल के माध्यम से अपना रास्ता ढूंढ रहा है।

आप यह भी सुनिश्चित करना चाहते हैं कि वहाँ हैं कोई बाधा या मोड़ नहीं है जो फिलामेंट को बाहर निकालना मुश्किल बनाता है। इसका मतलब होगा कि आपकी मोटर को अधिक मेहनत करनी होगी, और इसमें फिलामेंट की आपूर्ति करने के लिए पर्याप्त शक्ति नहीं हो सकती हैके माध्यम से।
- यदि स्पूल फिलामेंट से बाहर है तो जारी रखने के लिए बस नया फिलामेंट डालें
- फिलामेंट मार्ग को सुचारू और अबाधित बनाएं
2। एक्सट्रूडर गियर स्प्रिंग टेंशन को ठीक करें
प्रिंट के दौरान, एक्सट्रूडर मोटर लगातार घूमती रहती है। मोटर नोज़ल से फिलामेंट को बाहर निकालने के लिए फिलामेंट को नोजल की ओर धकेलने की कोशिश करती है। उतार दें।
यहां क्या हो सकता है कि एक्सट्रूडर मोटर फिलामेंट को तब तक कुचल सकती है जब तक कि गियर को पकड़ने के लिए कुछ नहीं बचा हो। गियर प्लास्टिक से भर सकता है या चिपक सकता है और बाहर निकलने के लिए अधिक फिलामेंट को पकड़ने की क्षमता खो सकता है।

इस समस्या को हल करने के लिए, आपको कुछ चीजों की जांच करनी पड़ सकती है :
- जांचें कि क्या आपकी मोटर कताई कर रही है और फिलामेंट नहीं निकाल रही है
- अपने एक्सट्रूडर पर तनाव वसंत को पूर्ववत करें, ताकि यह इतना तंग और दृढ़ न हो
- देखो फिलामेंट पर यह देखने के लिए कि क्या इसे चबाया गया है, इसका मतलब है कि वसंत तनाव बहुत तंग है
3। रिट्रेक्शन सेटिंग्स
रिट्रेक्शन सेटिंग्स आपके पूरे प्रिंट में एक्सट्रूडर को ठीक से काम करते रहने के लिए वास्तव में महत्वपूर्ण हैं। आपको रिट्रैक्शन सेटिंग्स पर गौर करना चाहिए क्योंकि वे महत्वपूर्ण हैं।
अगर आपकी रिट्रैक्शन स्पीड बहुत अधिक है तो एक्सट्रूडर पर तनाव बढ़ जाएगा।
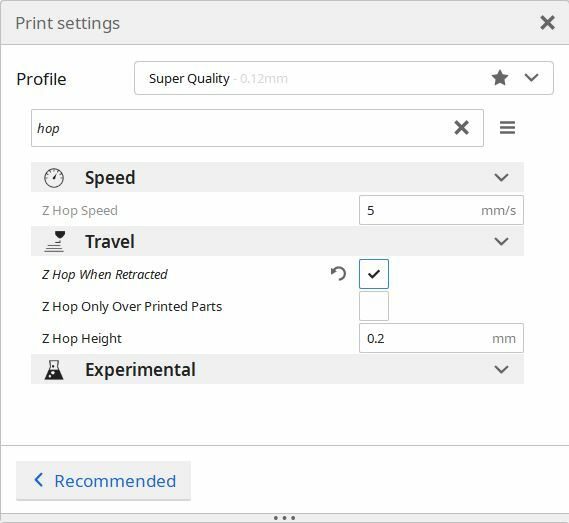
यहां तक कि होने पर भी। एबहुत अधिक पीछे हटने की दूरी समस्या पैदा कर सकती है, क्योंकि फिलामेंट थोड़ा बहुत पीछे खींच लिया जाता है जो आपके 3डी प्रिंटर में रुकावट पैदा कर सकता है। अपने 3D प्रिंटर के लिए
4. अपना प्रिंटिंग तापमान बढ़ाएँ
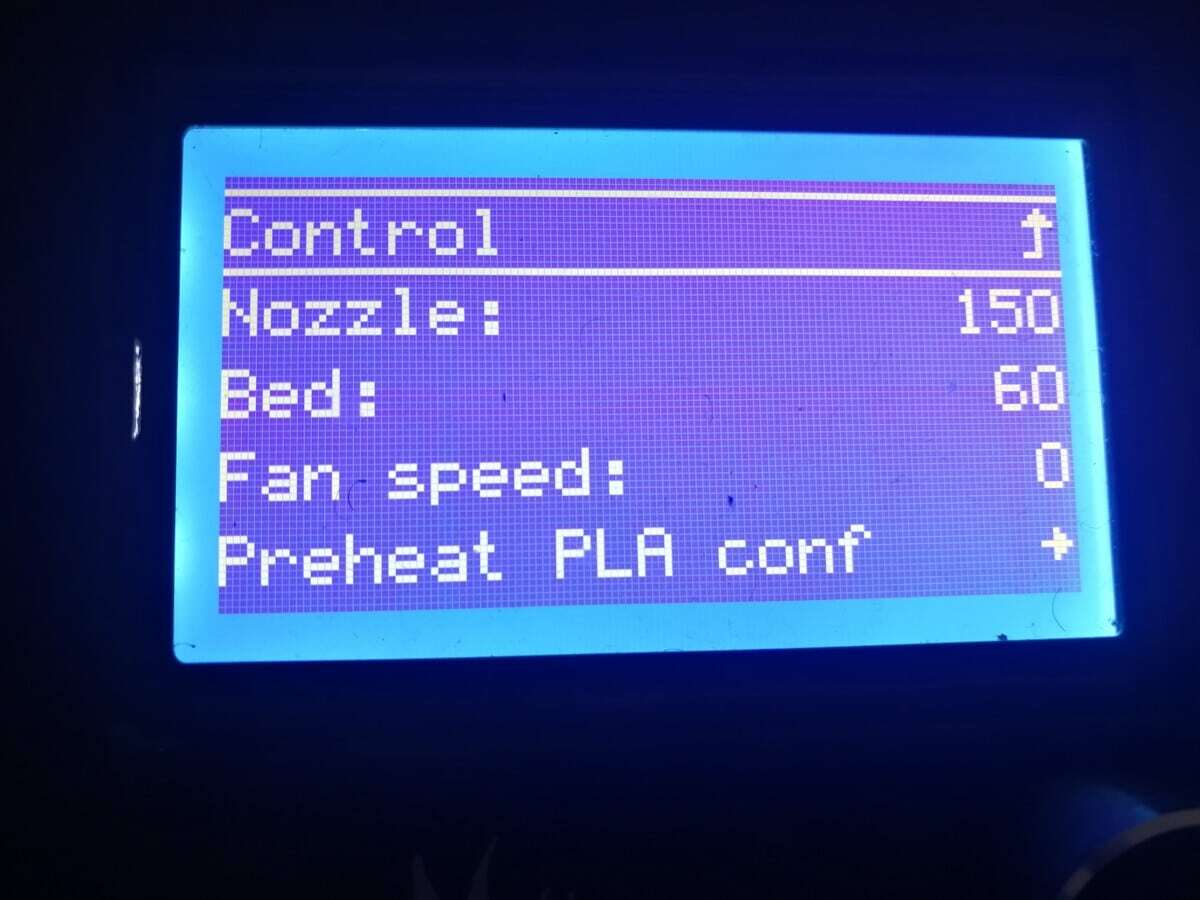
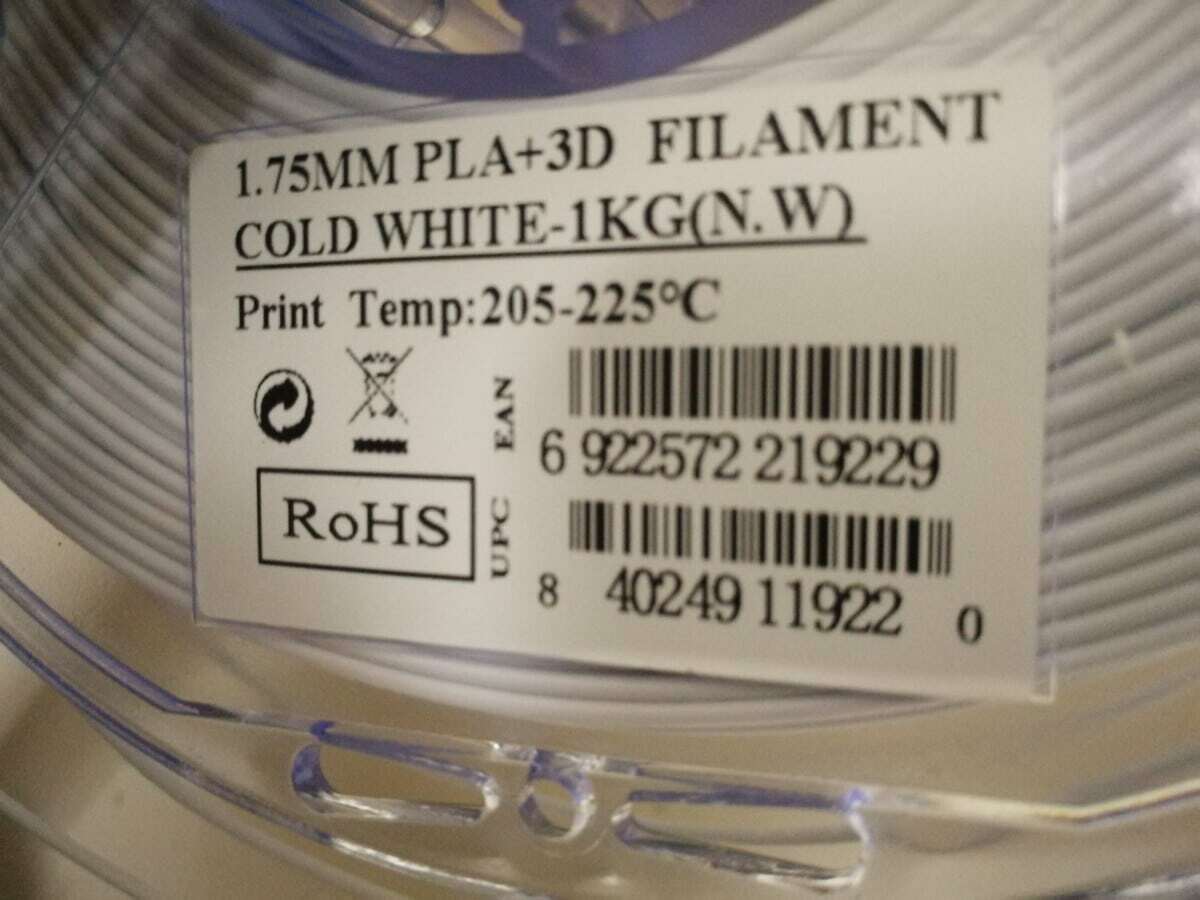
एक 3डी प्रिंटर को ठीक करने के लिए तापमान सेटिंग्स भी बहुत महत्वपूर्ण हैं जो मध्य-प्रिंट को बाहर निकालना बंद कर देता है। आमतौर पर एक तापमान सीमा होती है जो आपके फिलामेंट के लिए सेट की जाती है जिसका पालन किया जाना चाहिए।
उस सीमा के भीतर आपको अपनी सेटिंग में उसी तरह डायल करना चाहिए जैसे कि रिट्रेक्शन सेटिंग।
- I आमतौर पर प्रिंटिंग तापमान के लिए सीमा के मध्य से शुरू करें (205-225°C 215°C होगा)
- यदि आप वास्तव में इसे डायल करना चाहते हैं, तो 205°C से प्रत्येक तापमान का उपयोग करके एक परीक्षण प्रिंट चलाएँ 5°C वृद्धि द्वारा वृद्धि
- प्रत्येक 3D प्रिंट की तुलना करें और इसके विपरीत करें और निर्धारित करें कि कौन सा प्रिंट आपको सर्वोत्तम गुणवत्ता प्रदान करता है।
- यह इतना अधिक होना चाहिए कि यह आसानी से पिघल जाए और बाहर निकल जाए <3
- नोजल सफाई सुई या वायर ब्रश के साथ नोजल को साफ करें
- आप कभी-कभी नोजल में फिलामेंट को मैन्युअल रूप से पीछे से हाथ से धक्का देकर नोजल को साफ कर सकते हैं एक्सट्रूडर।
- वहाँ सफाई तंतु हैं जो आमतौर पर एक नोजल को साफ करने के लिए उपयोग किए जाते हैं (ठंडा एक ठंडा और गर्म पुल)
- अपने नोजल को उच्च तापमान पर गर्म करें और सफाई करें फिलामेंट के माध्यम से, और इसे मोज़री को साफ करना चाहिए।
- यदि क्लॉग जिद्दी है, तो कुछ लोगों ने सामग्री को ढीला करने के लिए हीट गन का उपयोग किया है
- आखिरकार, अगर कुछ भी काम नहीं करता है तो बस इसे अलग कर दें। अनुशंसित विलायक में नोजल को भिगोकर मलबे को गरम करें और साफ करें।
- मोटर को आराम करने और ठंडा होने देने के लिए कुछ समय के लिए छपाई बंद कर दें
- सुनिश्चित करें कि प्रिंटर को कई मुद्रण कार्यों के बीच आराम करने का समय मिलता है
- जाँच करें कि आपकी एक्सट्रूडर मोटर खराब फिलामेंट पाथवे के साथ जरूरत से ज्यादा मेहनत नहीं कर रही है
5. बंद नोज़ल को साफ़ करें
पिछले चरणों का पालन करने के बाद यदि समस्या बनी रहती है, और यह प्रिंट की गति को धीमा कर रही है, तो आपके प्रिंटर के नोज़ल संभवतःभरा हुआ।
यह सभी देखें: सर्वश्रेष्ठ टेबल/डेस्क और amp; 3डी प्रिंटिंग के लिए कार्यक्षेत्रएक भरा हुआ नोजल फिलामेंट के लिए ठीक से बाहर आना कठिन बनाता है जिसके परिणामस्वरूप आपका एक्सट्रूडर आधा रुक सकता है।
आमतौर पर, प्रिंट कार्य की शुरुआत में नोजल क्लॉग की पहचान की जाती है हालाँकि, यह प्रिंटिंग के माध्यम से भी बीच में ही ब्लॉक हो सकता है। नोज़ल बंद होने के कई कारण हो सकते हैं।
सबसे आम धूल और अवशेषों का निर्माण है जो उच्च तापमान तक गर्म हो जाता है और जल जाता है। इससे एक्सट्रूडर में कार्बन निकलता है और कठोर प्लास्टिक आपके नोज़ल में फंस सकता है।
अन्य कारणों में निष्क्रिय नोज़ल या नमी आपकी एक्सट्रूज़न प्रक्रिया को प्रभावित कर सकती है।
इस समस्या को हल करने के लिए निम्नलिखित का प्रयास करें:
6। ओवरहीट एक्सट्रूडर मोटर ड्राइवर को ठंडा करें
अगरप्रिंटर प्रिंट के बीच में एक्सट्रूज़न करना बंद कर देता है तो दूसरा कारण ओवरहीट एक्सट्रूज़न मोटर हो सकता है।
अगर प्रिंटर में अच्छा कूलिंग सिस्टम नहीं है, तो एक्सट्रूडर मोटर ज़्यादा गरम हो जाती है। एक्सट्रूडर मोटर्स के ड्राइवरों में आमतौर पर एक थर्मल कट-ऑफ या एक निश्चित सीमा होती है, जिस पर ड्राइवर एक्सट्रूडर मोटर को अपने आप बंद कर देते हैं। प्रतिरोध।
समान ऊंचाई/बिंदु पर विफल होने वाले 3D प्रिंट को कैसे ठीक करें
3D को ठीक करने के लिए प्रिंट जो एक ही ऊंचाई या बिंदु पर विफल हो जाते हैं, तो आप अपने प्रिंटर को भौतिक रूप से यह देखने के लिए जांचना चाहते हैं कि क्या वायरिंग या केबल में कोई रुकावट या उलझन है जो किसी चीज़ पर फंस रही है। आपके प्रिंटर का एक अच्छा स्नेहन एक अच्छा विचार है, साथ ही यह जांचना भी है कि आपकी गैन्ट्री बहुत तंग तो नहीं है।
ये कुछ चीजें हैं जिन्हें आप इस समस्या को ठीक करने की कोशिश कर सकते हैं, साथ ही साथ जैसा कि नीचे सूचीबद्ध है।
मैं सलाह दूंगा कि बिना किसी भराव या शीर्ष परतों वाले क्यूब को प्रिंट करने की कोशिश करें, जिसकी ऊंचाई उस जगह से ऊपर हो जहां विफलता है। आप इसे 0.3 मिमी परत के साथ कर सकते हैंऊँचाई।
यदि क्यूब ठीक प्रिंट करता है, तो आप लो-पॉली पिकाचु की तरह लो-पॉली प्रिंट आज़मा सकते हैं और देख सकते हैं कि क्या समस्या होती है।
यह सभी देखें: कैसे फ्लैश करें & amp; अपग्रेड 3डी प्रिंटर फर्मवेयर - सिंपल गाइडयह आपके प्रिंटर को जल्दी से पहुँचने की अनुमति देगा विफलता का देखा गया बिंदु ताकि आप देख सकें कि वास्तव में क्या हो रहा है।
यह Z-अक्ष के किनारे आपके गैन्ट्री पहियों की जकड़न के साथ एक समस्या हो सकती है।
विशिष्ट प्रिंट के लिए , ऊपर की परतों को सहारा देने के लिए पर्याप्त इन्फिल सामग्री न होना एक समस्या हो सकती है, जिससे प्रिंट फेल हो सकता है।
एक और चीज जो आप कर सकते हैं वह है एक ऐसे इन्फिल का उपयोग करना जो स्वाभाविक रूप से क्यूबिक इन्फिल पैटर्न की तरह अधिक घना हो। .
किसी भी अंडर एक्सट्रूज़न को ध्यान में रखते हुए मैं आपके प्रिंटिंग तापमान को बढ़ाने पर भी ध्यान दूंगा क्योंकि इससे निश्चित रूप से प्रिंट विफल हो सकते हैं। यदि आपको परत विसंक्रमण या खराब परत आसंजन मिल रहा है, तो एक उच्च मुद्रण तापमान इसे ठीक कर सकता है। मुद्रक। यदि ये फ़ाइलें ठीक काम करती हैं, लेकिन आपकी कटी हुई फ़ाइलों में वही समस्याएँ हैं, तो आप जानते हैं कि यह एक स्लाइसर समस्या है। प्रिंट जो समान ऊंचाई पर विफल होते हैं। Cura में आजकल डिफॉल्ट सेटिंग्स बहुत अच्छी हैं, इसलिए इसे बिना बदलाव के काफी अच्छा काम करना चाहिए।
Cura की भौतिक विशेषताओं की जांच करना एक अच्छा विचार है।प्रिंटर जैसे केबल, तार, बेल्ट, रॉड और स्क्रू। यहां तक कि चलती भागों के चारों ओर एक अच्छा स्नेहन एक मशीन से 3 डी प्रिंट का समाधान प्रदान कर सकता है जैसे कि एंडर 3 या प्रूसा प्रिंटर समान ऊंचाई पर विफल हो रहे हैं।
सुनिश्चित करें कि आप प्रिंटर के चारों ओर पेंच कस लें क्योंकि वे ढीले हो सकते हैं समय के साथ।
निष्कर्ष
जैसा कि आप देख सकते हैं, कुछ अलग-अलग तरीके हैं जिनसे आप अपने 3डी प्रिंटर को प्रिंटिंग प्रक्रिया के बीच में एक्सट्रूज़न रोकने की समस्या को हल कर सकते हैं। . एक बार जब आप कारण की पहचान कर लेते हैं, तो आमतौर पर ठीक करना बहुत आसान होता है।
मुझे यकीन है कि ऊपर वर्णित विधियों को आज़माने के बाद, आप इस समस्या को ठीक करने के अपने रास्ते पर होंगे।