
सामग्री सारणी
मी अनुभव घेतला आहे की माझा 3D प्रिंटर 3D प्रिंटमध्ये अर्धवट बाहेर काढणे थांबवतो आणि फक्त मध्य-हवेत मुद्रण सुरू करतो जे निराश होऊ शकते. यास थोडा वेळ लागला, पण शेवटी मला 3D प्रिंटर फिक्स करण्याचा उपाय सापडला जो मिड-प्रिंट काढणे थांबवतो.
अखेर 3D प्रिंटरचे निराकरण करण्यासाठी तपशीलवार उपाय मिळविण्यासाठी वाचत रहा जे मिड-प्रिंट काढणे थांबवते.
माझे 3D प्रिंटर अर्धवट बाहेर काढणे का थांबवते?
तुमचा 3D प्रिंटर प्रिंटमधून अर्धवट बाहेर काढणे थांबवण्याची अनेक कारणे आहेत. हे फिलामेंट, चुकीचे तापमान, एक्सट्रूजन सिस्टीममधील अडथळे आणि बरेच काही यामुळे असू शकते.
हे देखील पहा: Cura मध्ये सानुकूल समर्थन कसे जोडायचेखाली
- फिलामेंट संपले आहे ची अधिक विस्तृत यादी आहे.
- एक्सट्रूडर गियर टेंशन स्ट्रिपिंग फिलामेंट
- खराब मागे घेण्याची सेटिंग्ज
- कमी एक्सट्रूडर तापमान
- ब्लॉक केलेले नोजल किंवा एक्सट्रूडर पाथवे
- एक्सट्रूडर मोटर ड्रायव्हर जास्त गरम झाले
3D प्रिंटरचे निराकरण कसे करावे जे मिड प्रिंट काढणे थांबवते
1. फिलामेंट तपासा
होय, उपाय सुरू करण्यासाठी मी स्पष्टपणे सांगणार आहे! अशा प्रकारची गोष्ट आपल्यातील सर्वोत्कृष्ट व्यक्तींसोबत घडते, त्यामुळे तुमचा फिलामेंट अजूनही नोझलमधून मार्ग शोधत आहे हे पुन्हा एकदा तपासा.

तुम्हाला हे देखील सुनिश्चित करायचे आहे की तेथे आहेत कोणतेही अडथळे किंवा वळण आणि वळणे नाहीत ज्यामुळे फिलामेंट बाहेर काढणे कठीण होते. याचा अर्थ असा होईल की तुमच्या मोटरला अधिक कष्ट करावे लागतील आणि फिलामेंट पुरवण्यासाठी पुरेशी शक्ती नसेलद्वारे.
- जर स्पूल फिलामेंटच्या बाहेर असेल तर सुरू ठेवण्यासाठी फक्त नवीन फिलामेंट घाला
- फिलामेंट मार्ग गुळगुळीत आणि अबाधित बनवा
2. एक्सट्रूडर गियर स्प्रिंग टेंशन फिक्स करा
प्रिंट दरम्यान, एक्सट्रूडर मोटर सतत फिरत राहते. नोजलमधून फिलामेंट बाहेर काढण्यासाठी मोटर फिलामेंटला नोजलमध्ये ढकलण्याचा प्रयत्न करते.
तथापि, जेव्हा तुम्ही जास्त वेगाने प्रिंट करण्याचा प्रयत्न करता किंवा नोजल क्षमतेपेक्षा जास्त फिलामेंट बाहेर काढण्याचा प्रयत्न करता तेव्हा फिलामेंट काढून टाका.
येथे काय होऊ शकते ते म्हणजे एक्सट्रूडर मोटर फिलामेंटला चिरडून टाकू शकते जोपर्यंत गियर पकडण्यासाठी काहीही शिल्लक राहत नाही. गीअर प्लास्टिकने भरले किंवा अडकले आणि बाहेर काढण्यासाठी अधिक फिलामेंट पकडण्याची क्षमता गमावू शकते.

या समस्येचे निराकरण करण्यासाठी, तुम्हाला काही गोष्टी तपासाव्या लागतील. :
- तुमची मोटर फिरत आहे आणि फिलामेंट बाहेर काढत नाही का ते तपासा
- तुमच्या एक्सट्रूडरवरील टेंशन स्प्रिंग पूर्ववत करा, जेणेकरून ते इतके घट्ट आणि टणक नसेल
- पहा ते चघळले गेले आहे की नाही हे पाहण्यासाठी फिलामेंटवर, म्हणजे स्प्रिंग टेंशन खूप घट्ट आहे
3. मागे घेणे सेटिंग्ज
तुमच्या प्रिंट्समध्ये एक्सट्रूडर योग्यरित्या कार्य करत राहण्यासाठी माघार घेण्याच्या सेटिंग्ज खरोखर महत्त्वाच्या आहेत. तुम्ही मागे घेण्याच्या सेटिंग्जमध्ये लक्ष द्यावे कारण ते महत्त्वपूर्ण आहेत.
तुमचा मागे घेण्याची गती खूप जास्त असल्यास एक्सट्रूडरवर ताण वाढेल.
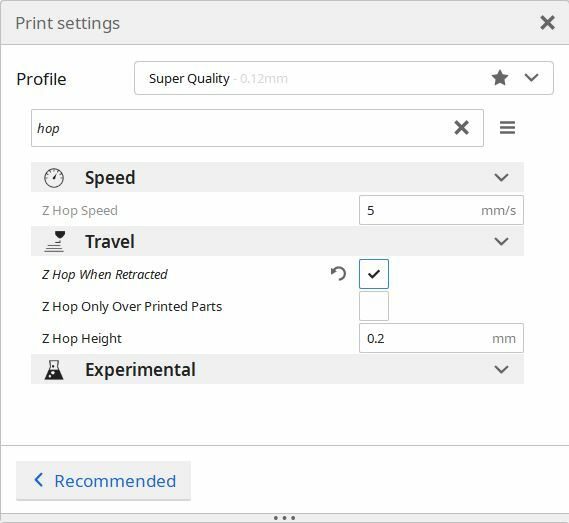
अगदी aमागे घेण्याचे अंतर खूप लांब असल्याने समस्या निर्माण होऊ शकतात, कारण फिलामेंट थोडेसे मागे खेचले जाते ज्यामुळे तुमच्या 3D प्रिंटरमध्ये क्लॉग होऊ शकतात.
- मी पहिली गोष्ट करेन ती म्हणजे एक आदर्श मागे घेण्याची गती आणि लांबी शोधणे तुमच्या 3D प्रिंटरसाठी
- आता, मागे घेण्याची चाचणी वापरून तुमच्या मागे घेण्याच्या सेटिंग्जमध्ये डायल करा जेणेकरुन तुम्ही इष्टतम सेटिंग्ज शोधू शकाल
- जोपर्यंत तुम्ही परत येणारी सेटिंग्ज निवडत नाही तोपर्यंत एकाधिक प्रिंटसह चाचणी आणि त्रुटी वापरा उत्तम दर्जाचे 3D प्रिंट्स.
4. तुमचे प्रिंटिंग तापमान वाढवा
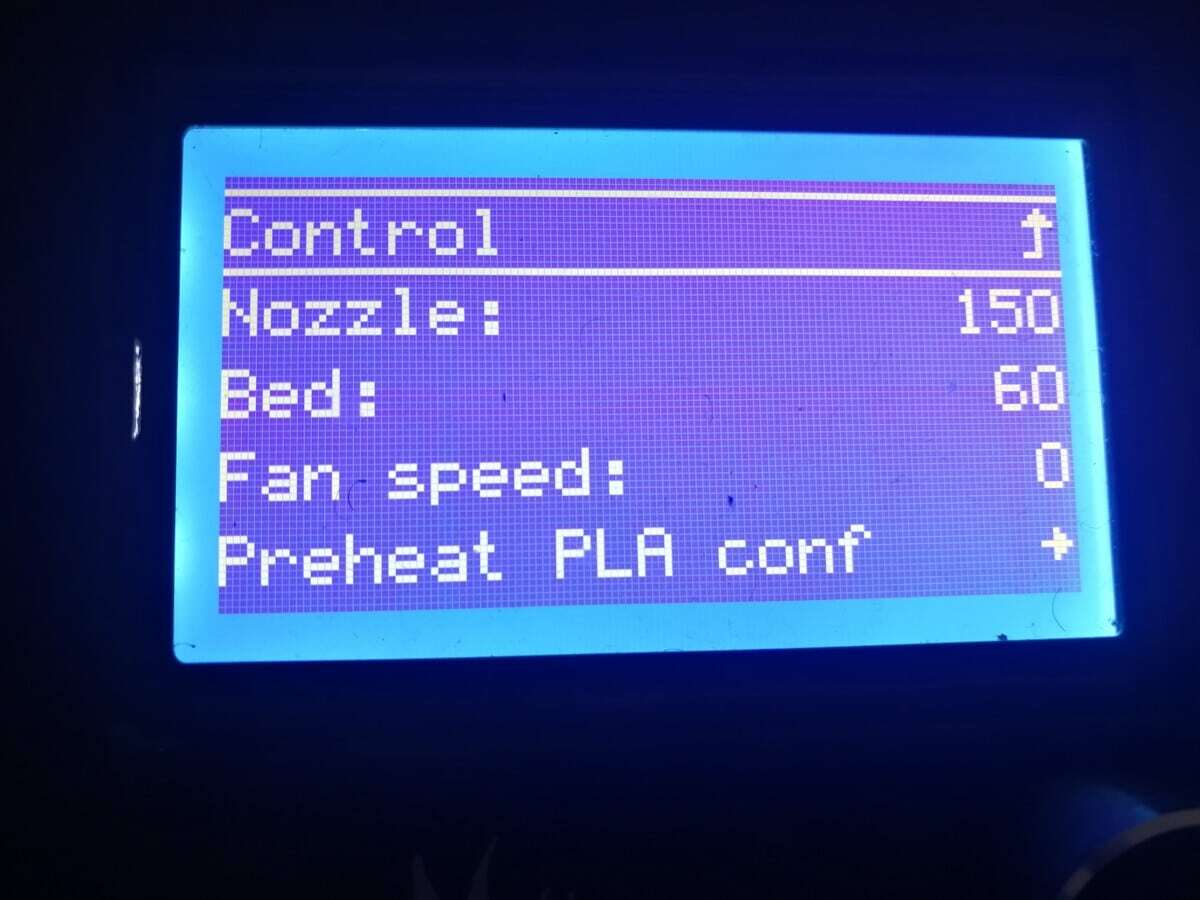
मध्य-मुद्रण बाहेर काढणे थांबवणारे 3D प्रिंटर निश्चित करण्यासाठी तापमान सेटिंग्ज देखील खूप महत्त्वाच्या आहेत. तुमच्या फिलामेंटसाठी साधारणपणे एक तापमान श्रेणी सेट केली जाते जी फॉलो केली पाहिजे.
त्या रेंजमध्ये तुम्ही तुमच्या सेटिंग्जमध्ये मागे घेण्याच्या सेटिंग्जप्रमाणेच डायल करा.
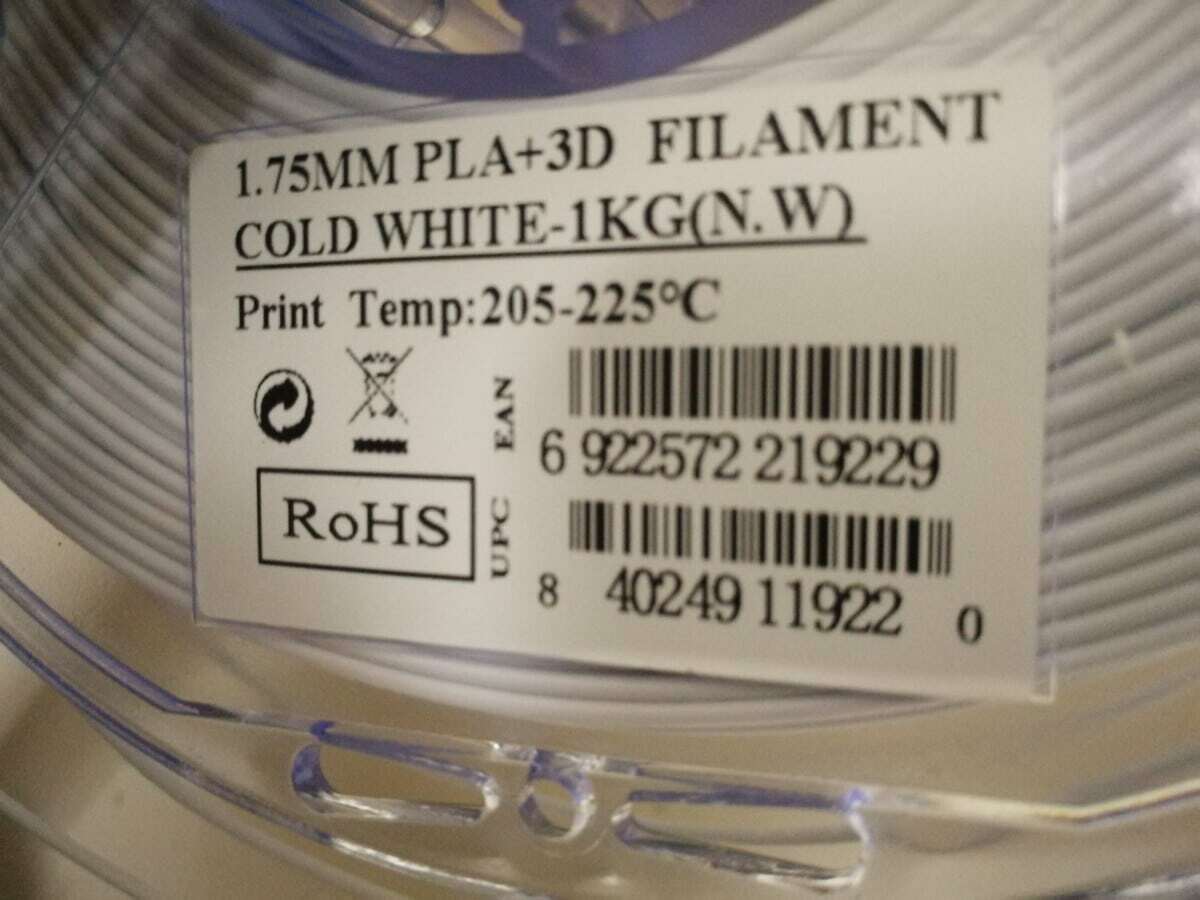
- मी सामान्यत: मुद्रण तापमानासाठी श्रेणीच्या मध्यभागी प्रारंभ करा (205-225°C हे 215°C असेल)
- तुम्हाला ते खरोखर डायल करायचे असल्यास, प्रत्येक तापमान 205°C पासून वापरून चाचणी प्रिंट चालवा. 5°C वाढीने वाढवा
- प्रत्येक 3D प्रिंटची तुलना करा आणि कॉन्ट्रास्ट करा आणि कोणती प्रिंट तुम्हाला सर्वोत्तम गुणवत्ता देते ते निर्धारित करा.
- ते वितळते आणि सहजतेने बाहेर पडेल इतके उच्च असावे
५. क्लॉग्ड नोझल साफ करा
मागील पायऱ्या फॉलो केल्यानंतर समस्या कायम राहिल्यास, आणि त्यामुळे प्रिंटचा वेग कमी होत असल्यास, तुमच्या प्रिंटर नोझल्स कदाचितबंद.
नोझल अडकल्याने फिलामेंट योग्यरित्या बाहेर येणे कठीण होते ज्यामुळे तुमचा एक्सट्रूडर अर्धवट थांबू शकतो.
सामान्यतः, नोझल क्लॉग प्रिंट जॉबच्या सुरुवातीला ओळखला जातो. , तथापि, छपाईद्वारे देखील ते मध्यभागी अवरोधित केले जाऊ शकते. नोझल अडकण्याची अनेक कारणे असू शकतात.
सर्वात सामान्य म्हणजे धूळ आणि अवशेषांचे साचणे जे उच्च तापमानापर्यंत गरम होते आणि जळते. यामुळे एक्सट्रूडरमध्ये कार्बन निघून जातो आणि तुमच्या नोजलमध्ये कडक प्लास्टिक अडकू शकते.
इतर कारणांमध्ये निष्क्रिय नोजल किंवा तुमच्या एक्सट्रूजन प्रक्रियेवर परिणाम करणारे ओलावा यांचा समावेश असू शकतो.
या समस्येचे निराकरण करण्यासाठी पुढील गोष्टी करून पहा:
- नोझल क्लिनिंग सुई किंवा वायर ब्रशने नोझल साफ करा
- तुम्ही काहीवेळा नोझलमधील फिलामेंट हाताने हाताने मागे ढकलून नोजल साफ करू शकता एक्सट्रूडर.
- तिथे साफ करणारे फिलामेंट्स आहेत जे सामान्यतः नोझल (थंड, थंड आणि गरम पुल) साफ करण्यासाठी वापरले जातात
- तुमच्या नोजलला उच्च तापमानात गरम करा आणि साफसफाई करा फिलामेंट द्वारे, आणि ते क्लॉग्स साफ केले पाहिजेत.
- जर क्लोग हट्टी असेल, तर काही लोकांनी सामग्री सैल करण्यासाठी हीट गन वापरली आहे
- शेवटी, फक्त वेगळे करण्याशिवाय काहीही कार्य करत नसल्यास शिफारस केलेल्या सॉल्व्हेंटमध्ये नोजल भिजवून मोडतोड करा आणि साफ करा.
6. ओव्हरहाटेड एक्सट्रूडर मोटर ड्रायव्हर थंड करा
जरप्रिंटर प्रिंटच्या मध्यभागी एक्सट्रूडिंग थांबवतो तर आणखी एक कारण जास्त गरम झालेली एक्सट्रुजन मोटर असू शकते.
प्रिंटरमध्ये चांगली कूलिंग सिस्टम नसल्यास, एक्सट्रूडर मोटर जास्त गरम होते. एक्स्ट्रूडर मोटर्सच्या ड्रायव्हर्समध्ये सामान्यत: थर्मल कट-ऑफ किंवा निश्चित थ्रेशोल्ड असतो ज्यावर ड्रायव्हर्स एक्सट्रूडर मोटर आपोआप थांबवतात.
खालील तापमान मध्यम ठेवेल आणि एक्सट्रूडर मोटर कोणत्याही गोष्टीशिवाय सहजतेने काम करत राहते. प्रतिकार.
- मोटर विश्रांतीसाठी आणि थंड होण्यासाठी काही काळ प्रिंटिंग थांबवा
- एकाहून अधिक प्रिंटिंग जॉबमध्ये प्रिंटरला विश्रांतीची वेळ मिळेल याची खात्री करा
- तपासा तुमची एक्सट्रूडर मोटर खराब फिलामेंट मार्गांसह आवश्यकतेपेक्षा जास्त काम करत नाही
समान उंची/बिंदूवर अयशस्वी होणाऱ्या 3D प्रिंटचे निराकरण कसे करावे
3D निराकरण करण्यासाठी त्याच उंचीवर किंवा बिंदूवर अयशस्वी होणारे प्रिंट्स, वायरिंग किंवा केबल्समध्ये काही अडथळे किंवा गोंधळ आहेत की नाही हे पाहण्यासाठी तुम्हाला तुमचा प्रिंटर प्रत्यक्ष तपासायचा आहे. तुमच्या प्रिंटरचे चांगले स्नेहन करणे ही एक चांगली कल्पना आहे, तसेच तुमची गॅन्ट्री खूप घट्ट झालेली नाही हे तपासणे ही एक चांगली कल्पना आहे.
या काही गोष्टी आहेत ज्या तुम्ही या समस्येचे निराकरण करण्याचा प्रयत्न करू शकता. खाली अधिक सूचीबद्ध केल्याप्रमाणे.
मी एक क्यूब मुद्रित करण्याचा प्रयत्न करण्याची शिफारस करेन ज्यामध्ये अयशस्वी झाले आहे त्यापेक्षा जास्त उंची आहे किंवा वरचे स्तर आहेत. आपण हे 0.3 मिमी लेयरसह करू शकताउंची.
क्युब छान प्रिंट करत असल्यास, तुम्ही लो-पॉली पिकाचू सारखे लो-पॉली प्रिंट वापरून पाहू शकता आणि समस्या येते का ते पाहू शकता.
यामुळे तुमचा प्रिंटर त्वरीत पोहोचू शकेल बिघाडाचा निरीक्षण बिंदू जेणेकरून तुम्ही नक्की काय घडत आहे ते पाहू शकता.
हे देखील पहा: तुमच्या 3D प्रिंट्समध्ये ओव्हर-एक्सट्रुजन कसे फिक्स करायचे 4 मार्गझेड-अक्षाच्या बाजूला तुमच्या गॅन्ट्री चाकांच्या घट्टपणामुळे ही समस्या असू शकते.
विशिष्ट प्रिंट्ससाठी , उपरोक्त स्तरांना समर्थन देण्यासाठी पुरेशी इन्फिल सामग्री नसणे ही समस्या असू शकते, ज्यामुळे प्रिंट अयशस्वी होते.
आपण करू शकता अशी दुसरी गोष्ट म्हणजे क्यूबिक इनफिल पॅटर्नप्रमाणे नैसर्गिकरित्या अधिक दाट असलेल्या इन्फिलचा वापर करणे. .
मी तुमच्या प्रिंटिंगचे तापमान वाढवण्याचा विचार करेन कारण ते निश्चितपणे प्रिंट अयशस्वी होऊ शकते. तुम्हाला लेयर डिलेमिनेशन किंवा खराब लेयर अॅडिशन मिळत असल्यास, उच्च छपाईचे तापमान ते ठीक करू शकते.
एक गोष्ट जी अनेक लोक करतात ती म्हणजे पूर्व-स्लाइस केलेली फाईल 3D प्रिंट करणे जसे की SD कार्ड सोबत येते. प्रिंटर जर या फायली ठीक काम करत असतील परंतु तुमच्या कापलेल्या फायलींमध्ये समान समस्या असतील, तर तुम्हाला माहित आहे की ही बहुधा स्लायसर समस्या आहे.
एकतर तुमचा स्लायसर नवीनतम आवृत्तीवर अपडेट केल्याने किंवा संपूर्ण वेगळा स्लायसर वापरल्याने 3D ची समस्या दूर होऊ शकते. प्रिंट जे समान उंचीवर अपयशी ठरतात. Cura मध्ये आजकाल खरोखरच चांगली डीफॉल्ट सेटिंग्ज आहेत त्यामुळे ती बदलांशिवाय बऱ्यापैकी चांगले काम करते.
ची भौतिक वैशिष्ट्ये तपासणे ही चांगली कल्पना आहे.प्रिंटर जसे की केबल, वायर, बेल्ट, रॉड आणि स्क्रू. हलत्या भागांभोवती चांगले स्नेहन सुद्धा Ender 3 किंवा Prusa प्रिंटर सारख्या मशिनच्या 3D प्रिंट्सला त्याच उंचीवर अपयशी ठरू शकते.
तुम्ही प्रिंटरभोवती स्क्रू घट्ट केल्याची खात्री करा कारण ते सैल होऊ शकतात. कालांतराने.
निष्कर्ष
तुम्ही बघू शकता, तुमच्या 3D प्रिंटरने प्रिंटिंग प्रक्रियेच्या अर्ध्यावरच एक्सट्रूझन थांबवण्याची समस्या सोडवण्याचे काही वेगळे मार्ग आहेत. . एकदा तुम्ही कारण ओळखले की, निराकरण करणे सहसा सोपे असते.
मला खात्री आहे की तुम्ही वरील तपशीलवार पद्धती वापरून पाहिल्यानंतर, तुम्ही या समस्येचे निराकरण करण्याच्या मार्गावर आहात.