
ສາລະບານ
ຂ້ອຍໄດ້ປະສົບກັບເຄື່ອງພິມ 3 ມິຕິຂອງຂ້ອຍຢຸດການພິມອອກເຄິ່ງໜຶ່ງໃນການພິມ 3 ມິຕິ, ແລະພຽງແຕ່ເລີ່ມພິມໃນກາງອາກາດເຊິ່ງສາມາດເຮັດໃຫ້ເກີດຄວາມອຸກອັ່ງໄດ້. ມັນໃຊ້ເວລາໄລຍະໜຶ່ງ, ແຕ່ໃນທີ່ສຸດຂ້ອຍກໍ່ພົບວິທີແກ້ໄຂໃນການແກ້ໄຂເຄື່ອງພິມ 3 ມິຕິທີ່ຢຸດເຊົາການພິມກາງພິມ.
ສືບຕໍ່ອ່ານເພື່ອສຸດທ້າຍໄດ້ການແກ້ໄຂລະອຽດເພື່ອແກ້ໄຂເຄື່ອງພິມ 3 ມິຕິທີ່ຢຸດການພິມກາງ.
ເປັນຫຍັງເຄື່ອງພິມ 3D ຂອງຂ້ອຍຈຶ່ງຢຸດການບີບອັດເຄິ່ງທາງ?
ມີຫຼາຍເຫດຜົນວ່າເປັນຫຍັງເຄື່ອງພິມ 3 ມິຕິຂອງເຈົ້າອາດຢຸດການແຕກອອກເຄິ່ງໜຶ່ງຈາກການພິມ. ມັນອາດຈະເປັນຍ້ອນ filament, ອຸນຫະພູມທີ່ບໍ່ຖືກຕ້ອງ, ການອຸດຕັນໃນລະບົບ extrusion ແລະອື່ນໆອີກ.
ຂ້າງລຸ່ມນີ້ແມ່ນບັນຊີລາຍຊື່ຢ່າງກວ້າງຂວາງຂອງ
- Filament ຫມົດ
- ເສັ້ນໃຍການຖອດແຮງດັນຂອງເກຍ Extruder
- ການຕັ້ງຄ່າການຖອດຖອນບໍ່ດີ
- ອຸນຫະພູມຂອງເຄື່ອງ extruder ຕ່ໍາ
- ທໍ່ທໍ່ extruder ຕັນຫຼືທາງ extruder
- ຂັບ extruder motor ຮ້ອນເກີນໄປ
ວິທີການແກ້ໄຂເຄື່ອງພິມ 3 ມິຕິທີ່ຢຸດການພິມກາງຂອງ extruding
1. ກວດເບິ່ງ Filament
ແມ່ນແລ້ວ, ຂ້ອຍຈະບອກອັນທີ່ຊັດເຈນເພື່ອແກ້ໄຂບັນຫາ! ເຫດການແບບນີ້ເກີດຂຶ້ນກັບພວກເຮົາທີ່ດີທີ່ສຸດ, ສະນັ້ນໃຫ້ກວດເບິ່ງຄືນວ່າ filament ຂອງທ່ານຍັງຊອກຫາທາງຜ່ານໄປຫາ nozzle ໄດ້.

ທ່ານຍັງຕ້ອງການໃຫ້ແນ່ໃຈວ່າມີຢູ່. ບໍ່ມີອຸປະສັກຫຼືບິດແລະຫັນທີ່ເຮັດໃຫ້ມັນຍາກສໍາລັບການ filament extrude. ມັນຫມາຍຄວາມວ່າມໍເຕີຂອງທ່ານຕ້ອງເຮັດວຽກຫນັກກວ່າ, ແລະມັນອາດຈະບໍ່ມີພະລັງງານພຽງພໍທີ່ຈະສະຫນອງ filamentຜ່ານ.
- ຖ້າເສັ້ນໃຍບໍ່ມີເສັ້ນໃຍແລ້ວພຽງແຕ່ໃສ່ເສັ້ນໃຍໃໝ່ເພື່ອສືບຕໍ່
- ເຮັດໃຫ້ເສັ້ນທາງຂອງເສັ້ນໃຍລຽບ ແລະບໍ່ມີສິ່ງກີດຂວາງ
2. ແກ້ໄຂ Extruder Gear Spring Tension
ໃນລະຫວ່າງການພິມ, ມໍເຕີ extruder ສືບຕໍ່ຫມຸນ. ມໍເຕີພະຍາຍາມຍູ້ filament ໄປຫາ nozzle ເພື່ອ extrude filament ຈາກ nozzle ໄດ້. ຖອດອອກ.
ສິ່ງທີ່ສາມາດເກີດຂຶ້ນນີ້ແມ່ນມໍເຕີ extruder ອາດຈະ crushed filament ຈົນກ່ວາບໍ່ມີຫຍັງເຫຼືອສໍາລັບເກຍຈັບໄດ້. ເກຍອາດຈະເຕັມໄປ ຫຼືຕິດຢູ່ກັບພລາສຕິກ ແລະສູນເສຍຄວາມສາມາດໃນການດຶງເສັ້ນໃຍເພີ່ມເຕີມເພື່ອ extrude.

ເພື່ອແກ້ໄຂບັນຫານີ້, ທ່ານອາດຈະຕ້ອງກວດເບິ່ງບາງອັນ. :
- ກວດເບິ່ງວ່າມໍເຕີຂອງທ່ານໄດ້ຖືກຫມຸນແລະບໍ່ extruding filament
- ຍົກເລີກການຍົກເລີກຄວາມກົດດັນຂອງ extruder ຂອງທ່ານ, ດັ່ງນັ້ນມັນບໍ່ແມ່ນເຄັ່ງຄັດແລະແຂງ
- ເບິ່ງ ຢູ່ທີ່ເສັ້ນໃຍເພື່ອເບິ່ງວ່າມັນຖືກກ້ຽວໄປຫຼືບໍ່, ຊຶ່ງຫມາຍຄວາມວ່າຄວາມກົດດັນຂອງພາກຮຽນ spring ແມ່ນແຫນ້ນເກີນໄປ
3. ການຕັ້ງຄ່າການຖອດຖອນ
ການຕັ້ງຄ່າການຖອດຖອນແມ່ນມີຄວາມສຳຄັນແທ້ໆທີ່ຈະຮັກສາເຄື່ອງ extruder ເຮັດວຽກຢ່າງຖືກຕ້ອງຕະຫຼອດການພິມຂອງທ່ານ. ທ່ານຄວນເບິ່ງໃນການຕັ້ງຄ່າການຖອນຄືນຍ້ອນວ່າພວກມັນມີຄວາມສໍາຄັນ.
ຖ້າຄວາມໄວການຖອດຖອນຂອງທ່ານສູງເກີນໄປຄວາມກົດດັນຂອງ extruder ຈະເພີ່ມຂຶ້ນ.
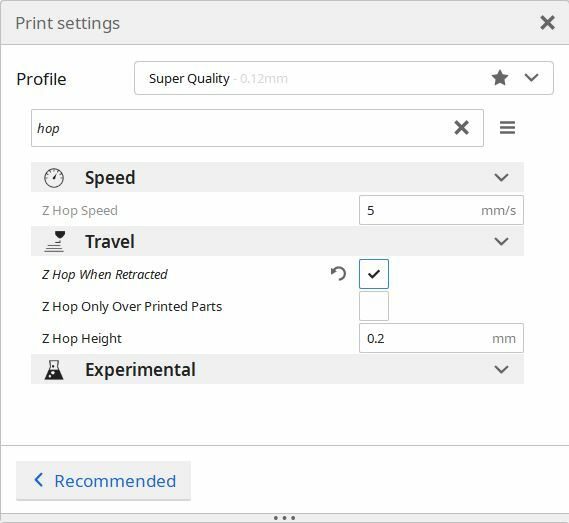
ເຖິງແມ່ນວ່າຈະມີ ກໄລຍະຫ່າງຂອງການຖອດອອກຍາວເກີນໄປສາມາດເຮັດໃຫ້ເກີດບັນຫາ, ເນື່ອງຈາກວ່າ filament ໄດ້ຖືກດຶງກັບຄືນໄປບ່ອນພຽງເລັກນ້ອຍເກີນໄປທີ່ສາມາດເຮັດໃຫ້ເກີດການອຸດຕັນໃນເຄື່ອງພິມ 3D ຂອງທ່ານ.
- ສິ່ງທໍາອິດທີ່ຂ້າພະເຈົ້າຈະເຮັດແມ່ນການຊອກຫາຄວາມໄວແລະຄວາມຍາວທີ່ເຫມາະສົມ ສໍາລັບເຄື່ອງພິມ 3 ມິຕິຂອງທ່ານ
- ດຽວນີ້, ໂທຫາໃນການຕັ້ງຄ່າການຖອດຖອນຂອງທ່ານໂດຍໃຊ້ການທົດສອບການຖອດຖອນເພື່ອໃຫ້ທ່ານສາມາດຄິດໄລ່ການຕັ້ງຄ່າທີ່ດີທີ່ສຸດໄດ້ຢ່າງແທ້ຈິງ
- ໃຊ້ການທົດລອງ ແລະຄວາມຜິດພາດດ້ວຍການພິມຫຼາຍຄັ້ງຈົນກວ່າທ່ານຈະເລືອກການຕັ້ງຄ່າທີ່ຈະກັບຄືນມາ. ການພິມ 3 ມິຕິທີ່ມີຄຸນນະພາບດີທີ່ສຸດ.
4. ເພີ່ມອຸນຫະພູມການພິມຂອງທ່ານ
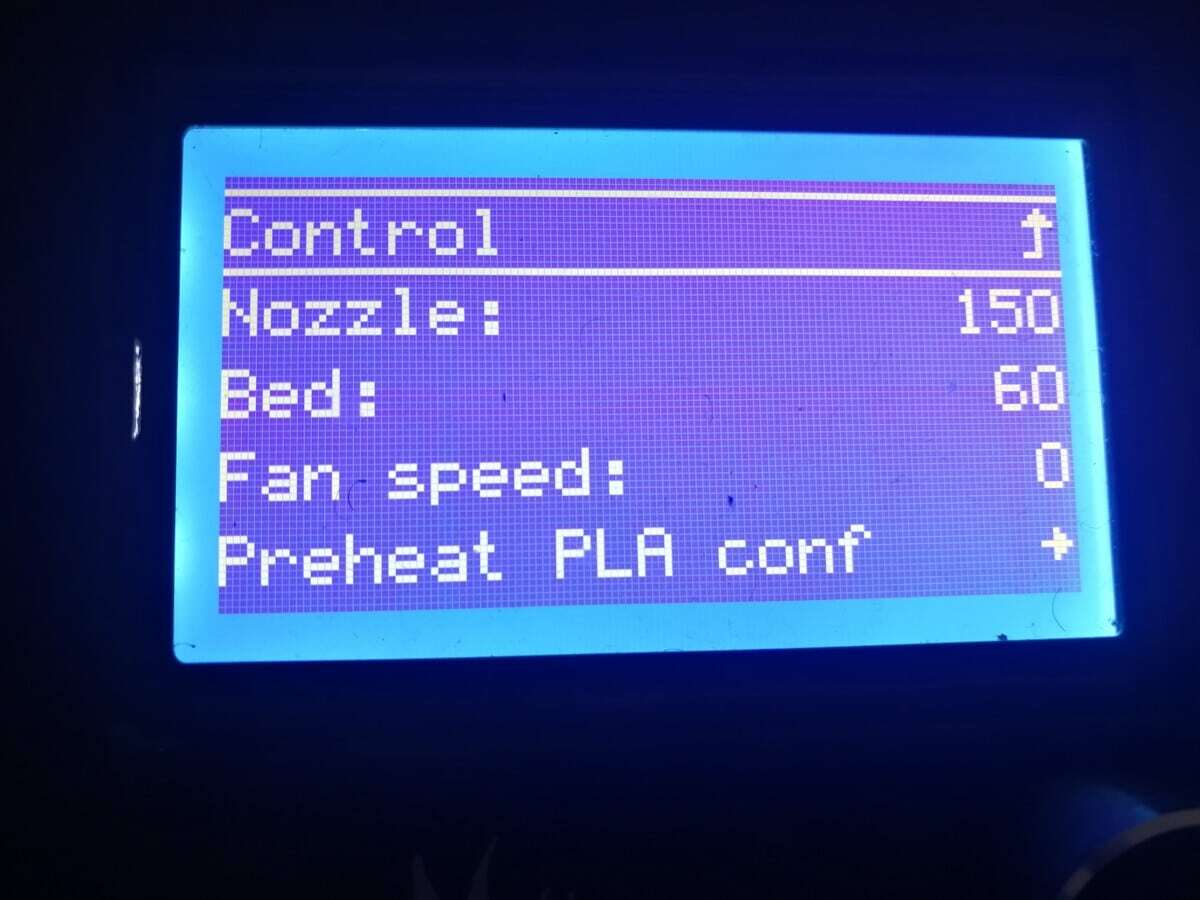
ການຕັ້ງຄ່າອຸນຫະພູມຍັງມີຄວາມສໍາຄັນຫຼາຍໃນການແກ້ໄຂເຄື່ອງພິມ 3 ມິຕິທີ່ຢຸດການພິມກາງ. ໂດຍທົ່ວໄປແລ້ວມີລະດັບອຸນຫະພູມທີ່ກໍານົດໄວ້ສໍາລັບ filament ຂອງທ່ານທີ່ຄວນຈະໄດ້ຮັບການປະຕິບັດຕາມ.
ພາຍໃນໄລຍະທີ່ທ່ານຄວນຈະກົດໃນການຕັ້ງຄ່າຂອງທ່ານຄືກັນກັບການຕັ້ງຄ່າການຖອດຖອນ.
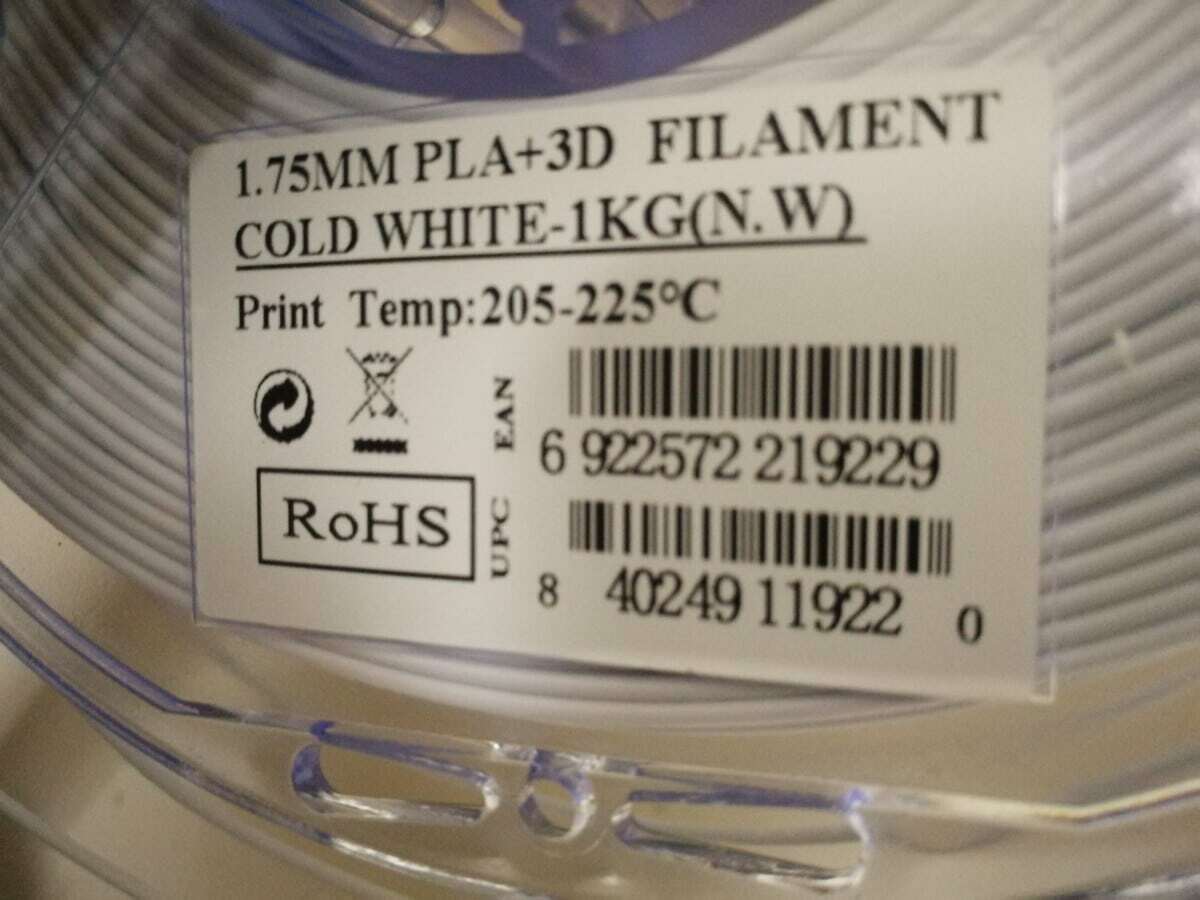
- I ໂດຍປົກກະຕິຈະເລີ່ມຕົ້ນດ້ວຍລະດັບກາງຂອງອຸນຫະພູມການພິມ (205-225°C ຈະເປັນ 215°C)
- ຖ້າທ່ານຕ້ອງການພິມມັນແທ້ໆ, ໃຫ້ແລ່ນພິມທົດສອບໂດຍໃຊ້ແຕ່ລະອຸນຫະພູມຈາກ 205°C ຈາກນັ້ນ. ເພີ່ມຂຶ້ນ 5°C ເພີ່ມຂຶ້ນ
- ສົມທຽບ ແລະ ກົງກັນຂ້າມແຕ່ລະການພິມ 3 ມິຕິ ແລະ ກໍານົດວ່າພິມໃດໃຫ້ຄຸນນະພາບທີ່ດີທີ່ສຸດແກ່ເຈົ້າ.
- ມັນຄວນຈະສູງພໍທີ່ມັນຈະລະລາຍແລະ extrudes ກ້ຽງ
5. ລ້າງຫົວປິດທີ່ອຸດຕັນ
ຫຼັງຈາກປະຕິບັດຕາມຂັ້ນຕອນທີ່ຜ່ານມາ ຖ້າບັນຫາຍັງຄົງຢູ່, ແລະມັນເຮັດໃຫ້ຄວາມໄວການພິມຊ້າລົງ, ຫົວພິມເຄື່ອງພິມຂອງທ່ານອາດຈະເປັນການອຸດຕັນ.
ຫົວທໍ່ອຸດຕັນເຮັດໃຫ້ມັນຍາກຂຶ້ນສໍາລັບ filament ທີ່ຈະອອກມາຢ່າງຖືກຕ້ອງເຊິ່ງອາດຈະເຮັດໃຫ້ extruder ຢຸດຂອງທ່ານເຄິ່ງຫນຶ່ງ.
ໂດຍປົກກະຕິແລ້ວ, nozzle clog ໄດ້ຖືກລະບຸໃນຕອນເລີ່ມຕົ້ນຂອງວຽກພິມ. ຢ່າງໃດກໍຕາມ, ມັນສາມາດຖືກສະກັດລະຫວ່າງກາງໂດຍຜ່ານການພິມເຊັ່ນດຽວກັນ. ອາດມີຫຼາຍສາເຫດທີ່ເຮັດໃຫ້ທໍ່ຫົວອຸດຕັນ.
ທົ່ວໄປທີ່ສຸດແມ່ນເກີດຈາກຂີ້ຝຸ່ນ ແລະສິ່ງເສດເຫຼືອທີ່ເກີດຈາກຄວາມຮ້ອນເຖິງອຸນຫະພູມສູງ ແລະຖືກໄຟໄໝ້. ອັນນີ້ເຮັດໃຫ້ຄາບອນອອກຈາກ extruder ແລະສາມາດເຮັດໃຫ້ພາດສະຕິກແຂງຕິດຢູ່ໃນ nozzle ຂອງທ່ານ.
ເຫດຜົນອື່ນໆອາດຈະປະກອບມີ nozzle ທີ່ບໍ່ມີປະໂຫຍດຫຼືຄວາມຊຸ່ມຊື່ນຜົນກະທົບຕໍ່ຂະບວນການ extrusion ຂອງທ່ານ.
ເພື່ອແກ້ໄຂບັນຫານີ້. ລອງເຮັດສິ່ງຕໍ່ໄປນີ້:
- ລ້າງຫົວຫົວອອກດ້ວຍເຂັມອະນາໄມຫົວຫົວ ຫຼືແປງສາຍໄຟ
- ບາງຄັ້ງເຈົ້າສາມາດລ້າງຫົວຫົວໄດ້ໂດຍການຍູ້ເສັ້ນໃຍໃນຫົວຫົວອອກດ້ວຍມືຈາກທາງຫຼັງ. extruder.
- ມີການທໍາຄວາມສະອາດ filaments ອອກຈາກບ່ອນນັ້ນທີ່ຖືກນໍາໃຊ້ທົ່ວໄປເພື່ອທໍາຄວາມສະອາດ nozzle ໄດ້ (ເຢັນເປັນເຢັນ & ດຶງຮ້ອນ)
- ເຮັດໃຫ້ຄວາມຮ້ອນ nozzle ຂອງທ່ານອຸນຫະພູມສູງແລະທໍາຄວາມສະອາດ. filament ຜ່ານ, ແລະມັນຄວນຈະກໍາຈັດສິ່ງອຸດຕັນອອກ.
- ຖ້າການອຸດຕັນແຂງ, ບາງຄົນໄດ້ໃຊ້ປືນຄວາມຮ້ອນເພື່ອພວນວັດສະດຸ
- ສຸດທ້າຍ, ຖ້າຫາກວ່າບໍ່ມີຫຍັງເຮັດວຽກພຽງແຕ່ disassemble ໄດ້. ຮ້ອນ ແລະເຮັດຄວາມສະອາດສິ່ງເສດເຫຼືອໂດຍການແຊ່ຫົວຫົວໃສ່ຕົວລະລາຍທີ່ແນະນຳ.
6. ເຢັນລົງໄດເວີມໍເຕີ Extruder ທີ່ຮ້ອນເກີນໄປ
ຖ້າເຄື່ອງພິມຢຸດ extruding ກາງພິມຫຼັງຈາກນັ້ນເຫດຜົນອື່ນສາມາດເປັນມໍເຕີ extruder ຮ້ອນເກີນໄປ.
ຖ້າເຄື່ອງພິມບໍ່ມີລະບົບເຮັດຄວາມເຢັນທີ່ດີ, ມໍເຕີ extruder ໄດ້ຮັບຄວາມຮ້ອນເກີນໄປ. ຄົນຂັບຂອງມໍເຕີ extruder ໂດຍປົກກະຕິຈະມີການຕັດຄວາມຮ້ອນຫຼືກໍານົດຂອບເຂດທີ່ຜູ້ຂັບຂີ່ເຮັດໃຫ້ມໍເຕີ extruder ຢຸດອັດຕະໂນມັດ.
ການປະຕິບັດຕາມຈະເຮັດໃຫ້ອຸນຫະພູມປານກາງແລະມໍເຕີ extruder ສືບຕໍ່ເຮັດວຽກຢ່າງງ່າຍດາຍໂດຍບໍ່ມີການໃດໆ. ຄວາມຕ້ານທານ.
- ຢຸດການພິມເປັນບາງເວລາເພື່ອໃຫ້ມໍເຕີພັກຜ່ອນ ແລະ ເຢັນລົງ
- ໃຫ້ແນ່ໃຈວ່າເຄື່ອງພິມໄດ້ພັກຜ່ອນລະຫວ່າງຫຼາຍວຽກພິມ
- ກວດສອບ ວ່າມໍເຕີ extruder ຂອງທ່ານບໍ່ເຮັດວຽກຫນັກກວ່າທີ່ມັນຕ້ອງການກັບເສັ້ນທາງ filament ທີ່ບໍ່ດີ
ວິທີການແກ້ໄຂການພິມ 3D ທີ່ລົ້ມເຫລວໃນລະດັບຄວາມສູງ/ຈຸດດຽວກັນ
ເພື່ອແກ້ໄຂ 3D ການພິມທີ່ລົ້ມເຫລວໃນລະດັບຄວາມສູງຫຼືຈຸດດຽວກັນ, ທ່ານຕ້ອງການກວດເບິ່ງເຄື່ອງພິມຂອງທ່ານຢ່າງຈິງຈັງເພື່ອເບິ່ງວ່າມີສິ່ງກີດຂວາງຫຼືການຂັດກັນຢູ່ໃນສາຍໄຟຫຼືສາຍທີ່ຖືກຈັບກັບບາງສິ່ງບາງຢ່າງ. ການຫຼໍ່ລື່ນຂອງເຄື່ອງພິມຂອງເຈົ້າເປັນຄວາມຄິດທີ່ດີ, ເຊັ່ນດຽວກັນກັບການກວດສອບວ່າ gantry ຂອງທ່ານບໍ່ໄດ້ screwed ແຫນ້ນເກີນໄປ.
ເຫຼົ່ານີ້ແມ່ນພຽງແຕ່ສອງສາມຢ່າງທີ່ທ່ານສາມາດພະຍາຍາມແກ້ໄຂບັນຫານີ້, ເຊັ່ນດຽວກັນ. ດັ່ງທີ່ລະບຸໄວ້ຂ້າງລຸ່ມນີ້.
ຂ້ອຍຂໍແນະນໍາໃຫ້ພະຍາຍາມພິມ cube ທີ່ບໍ່ມີ infill ຫຼືຊັ້ນເທິງທີ່ມີຄວາມສູງຂ້າງເທິງບ່ອນທີ່ຄວາມລົ້ມເຫຼວ. ທ່ານສາມາດເຮັດໄດ້ດ້ວຍຊັ້ນ 0.3 ມມຄວາມສູງ.
ຖ້າເຄື່ອງພິມ cube ພິມໄດ້ດີ, ຫຼັງຈາກນັ້ນທ່ານສາມາດລອງພິມທີ່ມີໂພລີຕ່ຳເຊັ່ນ Low-Poly Pikachu ແລະເບິ່ງວ່າມີບັນຫາເກີດຂຶ້ນຫຼືບໍ່.
ນີ້ຈະຊ່ວຍໃຫ້ເຄື່ອງພິມຂອງທ່ານເຂົ້າເຖິງໄດ້ໄວ. ຈຸດທີ່ສັງເກດເຫັນຂອງຄວາມລົ້ມເຫຼວເພື່ອໃຫ້ທ່ານສາມາດເບິ່ງສິ່ງທີ່ເກີດຂຶ້ນໄດ້.
ມັນອາດຈະເປັນບັນຫາກັບຄວາມແຫນ້ນຂອງລໍ້ gantry ຂອງທ່ານຢູ່ຂ້າງຂອງແກນ Z.
ສໍາລັບການພິມສະເພາະ. , ມັນອາດຈະມີບັນຫາກັບການບໍ່ມີວັດສະດຸປ້ອນພຽງພໍເພື່ອຮອງຮັບຊັ້ນຕ່າງໆຂ້າງເທິງ, ເຮັດໃຫ້ເກີດຄວາມລົ້ມເຫລວໃນການພິມ.
ອີກຢ່າງໜຶ່ງທີ່ເຈົ້າສາມາດເຮັດໄດ້ຄືການໃຊ້ infill ທີ່ມີຄວາມຫນາແຫນ້ນກວ່າທໍາມະຊາດເຊັ່ນຮູບແບບ Cubic infill. .
ຂ້ອຍຍັງຊອກຫາການເພີ່ມອຸນຫະພູມການພິມຂອງເຈົ້າເພື່ອຮັບຜິດຊອບຕໍ່ການບີບອັດໃດໆກໍຕາມ ເພາະວ່າມັນສາມາດເຮັດໃຫ້ການພິມລົ້ມເຫລວແນ່ນອນ. ຖ້າຫາກວ່າທ່ານກໍາລັງໄດ້ຮັບການ delamination ຂອງຊັ້ນຫຼືການຕິດຕໍ່ຊັ້ນບໍ່ດີ, ອຸນຫະພູມການພິມທີ່ສູງກວ່າສາມາດແກ້ໄຂໄດ້.
ສິ່ງຫນຶ່ງທີ່ຫຼາຍຄົນເຮັດແມ່ນການພິມ 3D ເປັນໄຟລ໌ກ່ອນການຊອຍເປັນຫນຶ່ງທີ່ມາພ້ອມກັບ SD ກາດຂ້າງ. ເຄື່ອງພິມ. ຖ້າໄຟລ໌ເຫຼົ່ານີ້ເຮັດວຽກໄດ້ດີ ແຕ່ໄຟລ໌ທີ່ຊອຍໃຫ້ບາງໆຂອງທ່ານມີບັນຫາດຽວກັນນັ້ນ, ເຈົ້າຮູ້ວ່າມັນອາດຈະເປັນບັນຫາຕົວຕັດຕໍ່ໄດ້.
ການອັບເດດຕົວຕັດຂອງເຈົ້າເປັນເວີຊັນຫຼ້າສຸດ ຫຼືການໃຊ້ຕົວຕັດຕ່າງທັງໝົດສາມາດແກ້ໄຂບັນຫາຂອງ 3D ໄດ້. ການພິມທີ່ລົ້ມເຫລວໃນລະດັບຄວາມສູງດຽວກັນ. Cura ມີການຕັ້ງຄ່າເລີ່ມຕົ້ນທີ່ດີຫຼາຍໃນປັດຈຸບັນດັ່ງນັ້ນມັນຄວນຈະເຮັດວຽກໄດ້ຢ່າງສົມບູນໂດຍບໍ່ມີການປ່ຽນແປງ.
ມັນເປັນຄວາມຄິດທີ່ດີທີ່ຈະກວດສອບລັກສະນະທາງດ້ານຮ່າງກາຍຂອງ.ເຄື່ອງພິມເຊັ່ນ: ສາຍ, ສາຍ, ສາຍແອວ, rods ແລະ screws. ເຖິງແມ່ນວ່າການລະບາຍຄວາມຮ້ອນທີ່ດີຢູ່ຮອບຊິ້ນສ່ວນທີ່ເຄື່ອນຍ້າຍສາມາດສະຫນອງການແກ້ໄຂການພິມ 3 ມິຕິຈາກເຄື່ອງຈັກເຊັ່ນເຄື່ອງພິມ Ender 3 ຫຼື Prusa ລົ້ມເຫລວໃນລະດັບຄວາມສູງດຽວກັນ.
ໃຫ້ແນ່ໃຈວ່າທ່ານແຫນ້ນ screws ຮອບເຄື່ອງພິມເພາະວ່າພວກມັນສາມາດຖອດອອກໄດ້. ເມື່ອເວລາຜ່ານໄປ.
ສະຫຼຸບ
ດັ່ງທີ່ເຈົ້າເຫັນ, ມີບາງວິທີທີ່ແຕກຕ່າງກັນທີ່ທ່ານສາມາດແກ້ໄຂບັນຫາເຄື່ອງພິມ 3D ຂອງເຈົ້າຢຸດການບີບອັດເຄິ່ງໜຶ່ງຂອງຂະບວນການພິມ. . ເມື່ອທ່ານລະບຸສາເຫດ, ການແກ້ໄຂມັກຈະເປັນເລື່ອງງ່າຍຫຼາຍ.
ເບິ່ງ_ນຳ: ວິທີການລະດັບ Ender 3 Bed ຢ່າງຖືກຕ້ອງ - ຂັ້ນຕອນງ່າຍໆຂ້ອຍແນ່ໃຈວ່າຫຼັງຈາກທີ່ເຈົ້າລອງໃຊ້ວິທີການທີ່ມີລາຍລະອຽດຂ້າງເທິງນີ້ແລ້ວ, ເຈົ້າຄວນຈະແກ້ໄຂບັນຫານີ້ໄດ້ດີ.