
Talaan ng nilalaman
Naranasan ko na ang aking 3D printer na huminto sa pag-extrude sa kalahati sa isang 3D na pag-print, at simulan lang ang pag-print sa kalagitnaan ng hangin na maaaring nakakadismaya. Nagtagal, ngunit sa wakas ay natagpuan ko ang solusyon sa pag-aayos ng 3D printer na humihinto sa pag-extruding sa kalagitnaan ng pag-print.
Patuloy sa pagbabasa para sa wakas ay makuha ang detalyadong solusyon sa pag-aayos ng 3D printer na humihinto sa pag-extrude sa kalagitnaan ng pag-print.
Bakit Huminto ang Aking 3D Printer sa Pag-extruding Halfway?
Maraming dahilan kung bakit maaaring huminto ang iyong 3D printer sa pag-extrude sa kalagitnaan ng pag-print. Maaaring dahil ito sa filament, maling temperatura, bara sa extrusion system at marami pang iba.
Sa ibaba ay isang mas malawak na listahan ng
- Naubos na ang filament
- Extruder gear tension stripping filament
- Mga setting ng hindi magandang retraction
- Mababang temperatura ng extruder
- Na-block na nozzle o extruder pathway
- Nag-overheat ang driver ng motor ng extruder
Paano Ayusin ang 3D Printer na Humihinto sa Pag-extruding sa kalagitnaan ng Pag-print
1. Suriin ang Filament
Oo, sasabihin ko ang halata para masimulan ang mga solusyon! Ang ganitong uri ng bagay ay nangyayari sa pinakamahusay sa amin, kaya suriing muli kung ang iyong filament ay nakakahanap pa rin ng daan patungo sa nozzle.

Gusto mo ring matiyak na mayroong 't anumang mga obstacle o twists at liko na nagpapahirap sa filament na ma-extrude. Nangangahulugan ito na ang iyong motor ay kailangang gumana nang mas mahirap, at maaaring wala itong sapat na kapangyarihan upang maibigay ang filamentthrough.
- Kung wala na sa filament ang spool, ipasok lang ang bagong filament para magpatuloy
- Gawing makinis at walang harang ang filament pathway
2. Ayusin ang Extruder Gear Spring Tension
Sa panahon ng pag-print, patuloy na umiikot ang extruder motor. Sinusubukan ng motor na itulak ang filament patungo sa nozzle upang maalis ang filament mula sa nozzle.
Gayunpaman, kapag sinubukan mong mag-print ng sobrang bilis, o sinubukan mong mag-extrude ng mas maraming filament kaysa sa kapasidad ng nozzle, ang filament ay maaaring mahubaran.
Ang maaaring mangyari dito ay maaaring durugin ng extruder motor ang filament hanggang sa wala nang natira para sa gear na mahawakan. Ang gear ay maaaring mapuno o maipit sa plastic at mawalan ng kakayahang kumuha ng higit pang filament upang ma-extrude.

Upang malutas ang problemang ito, maaaring kailanganin mong suriin ang ilang bagay. :
- Tingnan kung ang iyong motor ay umiikot at hindi naglalabas ng filament
- I-undo ang tension spring sa iyong extruder, para hindi ito masikip at matibay
- Tingnan sa filament upang makita kung ito ay ngumunguya, ibig sabihin ay masyadong mahigpit ang tensyon sa tagsibol
3. Mga Setting ng Pagbawi
Talagang mahalaga ang mga setting ng pagbawi upang mapanatiling gumagana nang maayos ang extruder sa kabuuan ng iyong mga print. Dapat mong tingnan ang mga setting ng pagbawi dahil mahalaga ang mga ito.
Kung masyadong mataas ang iyong bilis ng pagbawi, tataas ang stress sa extruder.
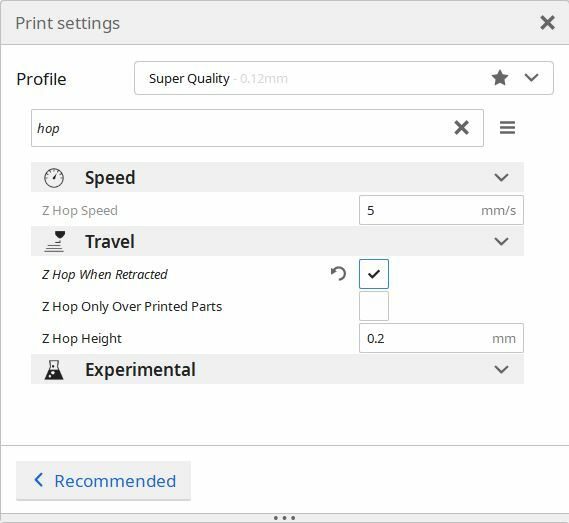
Kahit na mayroon kang aMaaaring magdulot ng mga problema ang distansya ng pagbawi ng masyadong mahaba, dahil medyo nalalayo ang filament na maaaring magdulot ng mga bara sa iyong 3D printer.
- Ang unang bagay na gagawin ko ay maghanap ng perpektong bilis at haba ng pagbawi para sa iyong 3D printer
- Ngayon, i-dial ang iyong mga setting ng pagbawi gamit ang isang retraction test para talagang malaman mo ang pinakamainam na setting
- Gumamit ng trial at error na may maraming print hanggang sa piliin mo ang mga setting na babalik ang pinakamahusay na kalidad ng mga 3D print.
4. Taasan ang Iyong Temperatura sa Pag-print
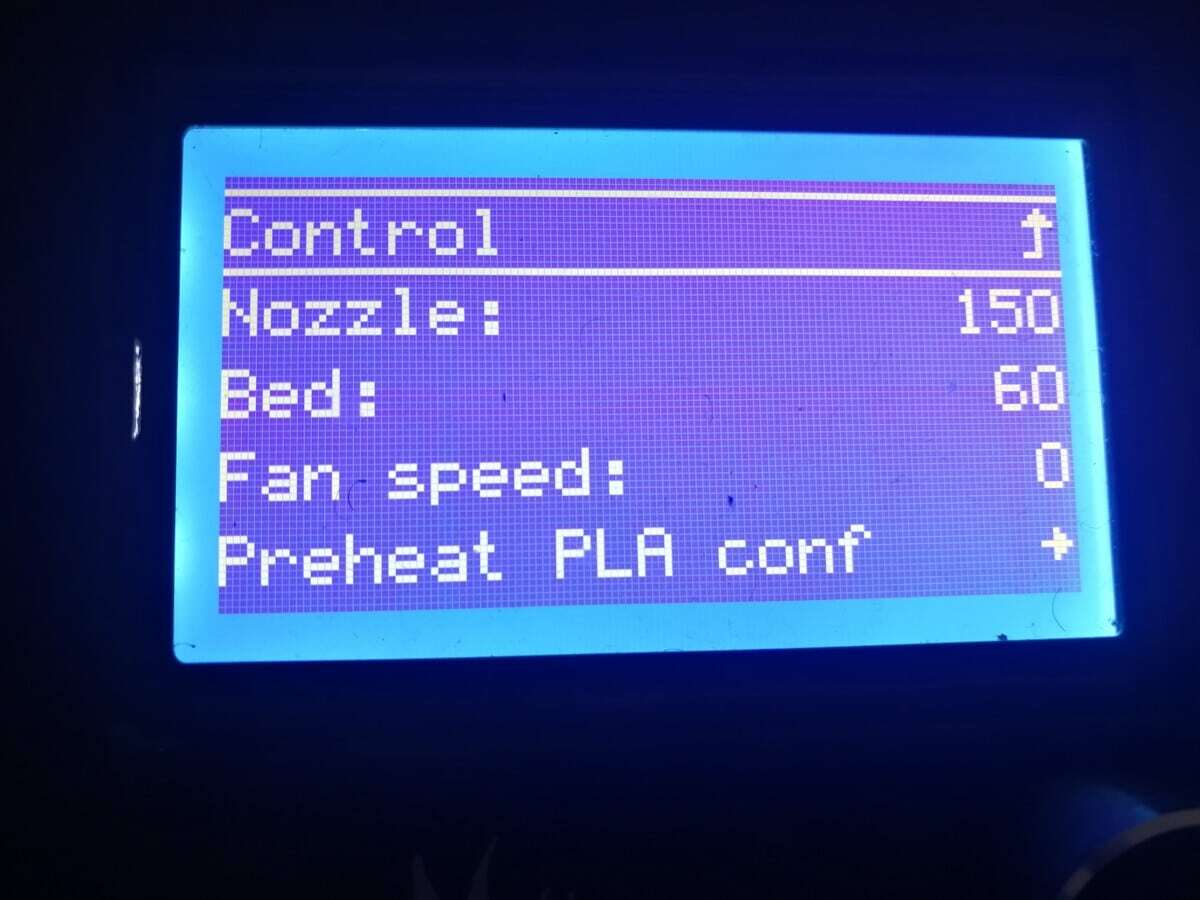
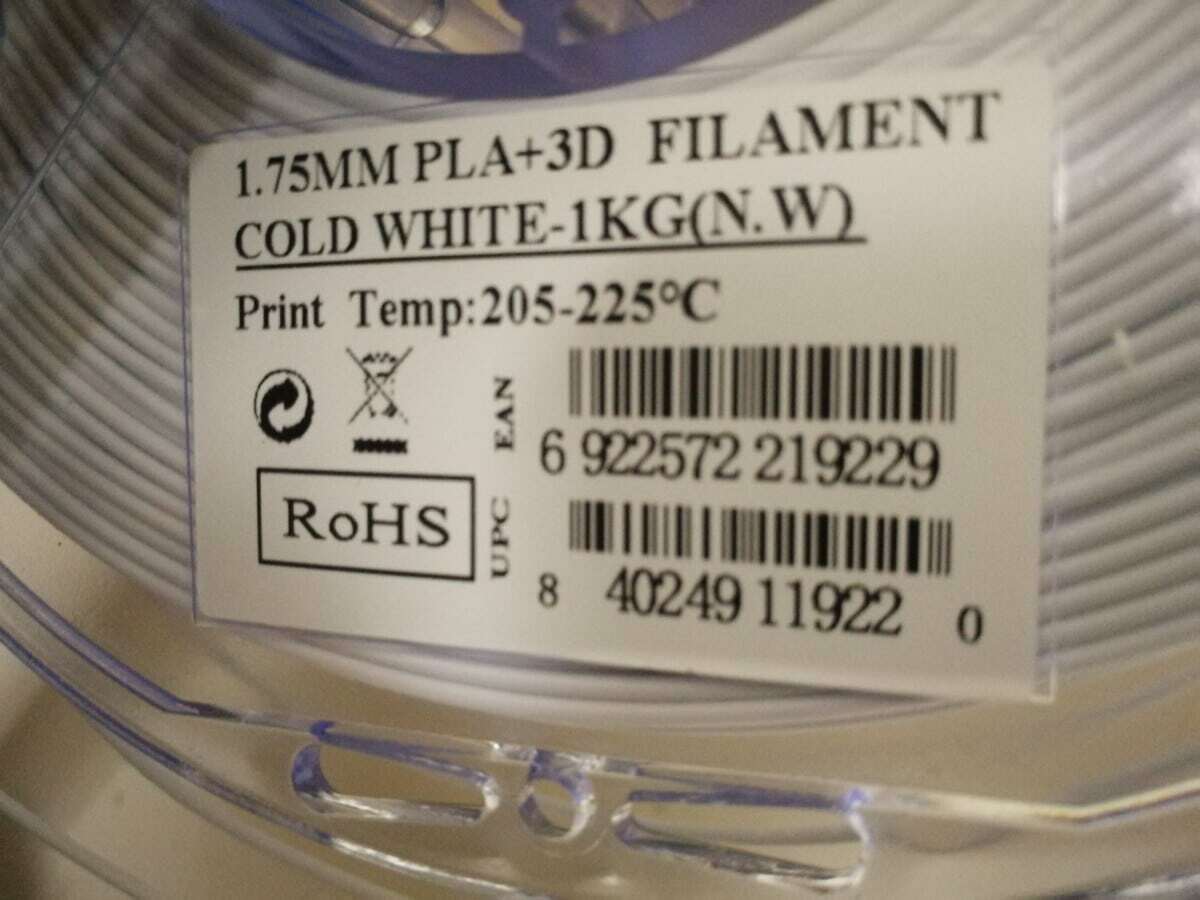
Napakahalaga rin ng mga setting ng temperatura sa pag-aayos ng 3D printer na humihinto sa pag-extrude sa kalagitnaan ng pag-print. Sa pangkalahatan, mayroong isang hanay ng temperatura na nakatakda para sa iyong filament na dapat sundin.
Sa loob ng hanay na iyon dapat mong i-dial ang iyong mga setting sa parehong paraan tulad ng mga setting ng pagbawi.
- I karaniwang nagsisimula sa gitna ng hanay para sa temperatura ng pag-print (205-225°C ay magiging 215°C)
- Kung gusto mo talagang i-dial ito, magpatakbo ng test print gamit ang bawat temperatura mula 205°C pagkatapos tumaas ng 5°C na mga dagdag
- Ihambing at i-contrast ang bawat 3D na pag-print at tukuyin kung aling pag-print ang magbibigay sa iyo ng pinakamahusay na kalidad.
- Dapat itong sapat na mataas upang ito ay natutunaw at na-extrude nang maayos
5. I-clear ang Baradong Nozzle
Pagkatapos sundin ang mga naunang hakbang Kung nagpapatuloy ang problema, at pinapabagal nito ang bilis ng pag-print, malamang na ang mga nozzle ng iyong printer aybarado.
Ang baradong nozzle ay nagpapahirap sa filament na lumabas nang maayos na maaaring magresulta sa iyong paghinto ng extruder sa kalahati.
Tingnan din: Paano Magpinta ng PLA, ABS, PETG, Nylon – Pinakamahusay na Pinturang GamitinKaraniwan, ang nozzle na bara ay natutukoy sa simula ng pag-print. , gayunpaman, maaari din itong ma-block sa kalagitnaan ng pag-print. Maaaring may ilang dahilan para sa pagbabara ng nozzle.
Ang pinakakaraniwan ay ang pagkakaroon ng alikabok at nalalabi na umiinit hanggang sa mataas na temperatura at nasusunog. Nagtatapos ito sa pag-iiwan ng carbon sa extruder at maaaring maging sanhi ng tumigas na plastic na makaalis sa iyong nozzle.
Maaaring kabilang sa iba pang dahilan ang isang idle nozzle o kahalumigmigan na nakakaapekto sa iyong proseso ng extrusion.
Upang malutas ang isyung ito subukan ang sumusunod:
- I-clear ang nozzle gamit ang nozzle cleaning needle o wire brush
- Maaari mong i-clear ang nozzle kung minsan sa pamamagitan ng manu-manong pagtulak ng filament sa nozzle gamit ang kamay mula sa likod ng extruder.
- May mga panlinis na filament doon na karaniwang ginagamit upang linisin ang isang nozzle (malamig at mainit na hilahin)
- Painitin ang iyong nozzle sa mataas na temperatura at ilagay ang paglilinis filament, at dapat nitong alisin ang mga bara.
- Kung ang bara ay matigas ang ulo, ang ilang mga tao ay gumamit ng heat gun upang paluwagin ang materyal
- Sa wakas, kung walang gagana, i-disassemble lang ang hotend at linisin ang mga debris sa pamamagitan ng pagbabad sa nozzle sa inirerekomendang solvent.
6. Palamigin ang Overheated Extruder Motor Driver
Kung anghuminto ang pag-extrude ng printer sa gitna ng pag-print at ang isa pang dahilan ay maaaring sobrang init na extrusion na motor.
Kung walang magandang cooling system ang printer, mag-o-overheat ang extruder motor. Ang mga driver ng extruder motor ay karaniwang may thermal cut-off o isang napagpasyang threshold kung saan pinapahinto ng mga driver ang extruder motor nang awtomatiko.
Ang pagsunod ay magpapanatiling katamtaman ang temperatura at ang extruder na motor ay patuloy na gumagana nang walang kahirap-hirap. resistensya.
- Ihinto ang pag-print nang ilang sandali upang hayaang magpahinga at lumamig ang motor
- Tiyaking nakakakuha ang printer ng oras ng pahinga sa pagitan ng maraming trabaho sa pag-print
- Suriin na ang iyong extruder na motor ay hindi gumagana nang mas mahirap kaysa sa kailangan nito sa mga hindi magandang filament pathway
Paano Ayusin ang 3D Print na Nabigo sa Parehong Taas/Point
Upang ayusin ang 3D mga print na nabigo sa parehong taas o punto, gusto mong pisikal na suriin ang iyong printer upang makita kung mayroong anumang mga sagabal o mga gusot sa mga kable o mga cable na nahuhuli sa isang bagay. Ang isang mahusay na pagpapadulas ng iyong printer ay isang magandang ideya, pati na rin ang pag-check na ang iyong gantri ay hindi masyadong masikip.
Ilan lang ito sa mga bagay na maaari mong subukang ayusin ang isyung ito, pati na rin bilang higit pang nakalista sa ibaba.
Inirerekomenda kong subukang mag-print ng isang cube na walang infill o tuktok na mga layer na may taas sa itaas kung saan ang pagkabigo. Magagawa mo ito sa isang 0.3mm na layertaas.
Kung maayos ang pag-print ng cube, maaari mong subukan ang isang low-poly na print tulad ng Low-Poly Pikachu at tingnan kung nangyari ang problema.
Magbibigay-daan ito sa iyong printer na mabilis na maabot ang naobserbahang punto ng pagkabigo para makita mo kung ano ang eksaktong nangyayari.
Maaaring problema ito sa higpit ng iyong mga gantry wheel sa gilid ng Z-axis.
Para sa mga partikular na print , maaari itong maging problema sa kawalan ng sapat na infill na materyal upang suportahan ang mga layer sa itaas, na humahantong sa pagkabigo sa pag-print.
Ang isa pang bagay na maaari mong gawin ay ang paggamit ng infill na natural na mas siksik tulad ng Cubic infill pattern .
Titingnan ko rin ang pagtaas ng temperatura ng iyong pag-print upang maisaalang-alang ang anumang under extrusion dahil tiyak na maaari itong maging sanhi ng pagkabigo ng mga print. Kung nakakakuha ka ng delamination ng layer o masamang layer adhesion, maaaring ayusin iyon ng mas mataas na temperatura ng pag-print.
Isang bagay na ginagawa ng maraming tao ay ang pag-print ng 3D ng pre-sliced na file tulad ng kasama ng SD card sa tabi ng printer. Kung gumagana nang maayos ang mga file na ito ngunit ang iyong mga hiniwang file ay may mga parehong isyu, alam mo na ito ay malamang na isang problema sa slicer.
Alinman sa pag-update ng iyong slicer sa pinakabagong bersyon o paggamit ng isang ganap na naiibang slicer ay maaaring ayusin ang isyu ng 3D mga print na nabigo sa parehong taas. Ang Cura ay may napakahusay na mga default na setting sa ngayon kaya dapat itong gumana nang maayos nang walang pagbabago.
Magandang ideya na suriin ang mga pisikal na tampok ngprinter gaya ng mga cable, wires, belts, rods at screws. Kahit na ang isang mahusay na pagpapadulas sa paligid ng mga gumagalaw na bahagi ay maaaring magbigay ng solusyon sa mga 3D na print mula sa isang makina tulad ng Ender 3 o Prusa na mga printer na nabigo sa parehong taas.
Tiyaking higpitan mo ang mga turnilyo sa paligid ng printer dahil maaari silang lumuwag. sa paglipas ng panahon.
Konklusyon
Tulad ng nakikita mo, may ilang iba't ibang paraan na maaari mong lutasin ang isyu ng iyong 3D printer na huminto sa pagpilit sa kalagitnaan ng proseso ng pag-print . Kapag natukoy mo na ang dahilan, kadalasan ay medyo madali na ang pag-aayos.
Sigurado akong pagkatapos mong subukan ang mga pamamaraan na nakadetalye sa itaas, dapat ay nasa tamang paraan ka para ayusin ang isyung ito.