
Daptar eusi
Kuring geus ngalaman printer 3D kuring eureun extruding satengahna dina citak 3D, sarta ngan ngamimitian nyitak di tengah hawa nu bisa meunang frustrating. Butuh waktu sakeudeung, tapi ahirna kuring manggihan solusi pikeun ngalereskeun printer 3D nu eureun extruding mid-print.
Teruskeun maca nepi ka ahirna meunang solusi lengkep pikeun ngalereskeun printer 3D nu eureun extruding mid-print.
Naha Printer 3D Kuring Eureun Extruding Satengah Jalan?
Aya loba alesan kunaon printer 3D Anjeun bisa eureun extruding satengahna ngaliwatan hiji citak. Bisa jadi alatan filamén, suhu teu bener, bakiak dina sistem ékstrusi sareng seueur deui.
Di handap ieu daptar langkung seueur
- Filamén parantos béak
- Extruder gear tegangan stripping filamén
- Bad setelan retraction
- Low extruder hawa
- diblokir nozzle atawa extruder jalur
- Extruder motor supir overheated
Kumaha Ngalereskeun Printer 3D Nu Ngeureunkeun Extruding Mid Print
1. Cék Filamén
Leres, abdi badé nyarioskeun anu écés pikeun nyandak solusina! Hal-hal sapertos kitu lumangsung pikeun urang anu pangsaéna, janten pariksa deui yén filamén anjeun masih milarian jalan ka nozzle.

Anjeun ogé hoyong mastikeun yén aya Henteu aya halangan atanapi belokan sareng belokan anu ngajantenkeun filamén sesah kaluar. Éta hartosna motor anjeun kedah kerja langkung keras, sareng panginten henteu gaduh kakuatan anu cekap pikeun nyayogikeun filaménngaliwatan.
- Lamun spool kaluar tina filamén mangka cukup nyelapkeun filamén anyar pikeun nuluykeun
- Jieun jalur filamén lemes jeung unobstructed
2. Fix Extruder Gear Spring Tension
Salila nyitak, motor extruder terus muter. Motor nyobian nyorong filamén ka nozzle pikeun ngaluarkeun filamén tina nozzle.
Tapi, nalika anjeun nyobian nyitak gancang teuing, atanapi anjeun nyobian ngaluarkeun filamén langkung seueur tibatan kapasitas nozzle, filamén tiasa. dicabut.
Anu tiasa kajantenan di dieu nyaéta motor extruder tiasa ngaremukkeun filamén dugi ka teu aya anu nyéépkeun pikeun gear. Alatna bisa waé dieusian atawa macét dina plastik sarta leungit kamampuhan pikeun ngarebut leuwih filamén pikeun extrude.

Pikeun ngaréngsékeun masalah ieu, Anjeun meureun kudu mariksa sababaraha hal. :
- Parios upami motor anjeun berputar sareng henteu ngaluarkeun filamén
- Balikkeun tegangan spring dina extruder anjeun, supados henteu ketang sareng kencang
- Tingali dina filamén ningali naha éta geus dikunyah jauh di, hartina tegangan spring teuing kedap
3. Setélan Retraction
Setélan Retraction penting pisan pikeun ngajaga extruder berpungsi leres sapanjang cetakan anjeun. Anjeun kedah ningali kana setélan retraction sabab penting pisan.
Upami kagancangan mundur anjeun luhur teuing, setrés dina extruder bakal ningkat.
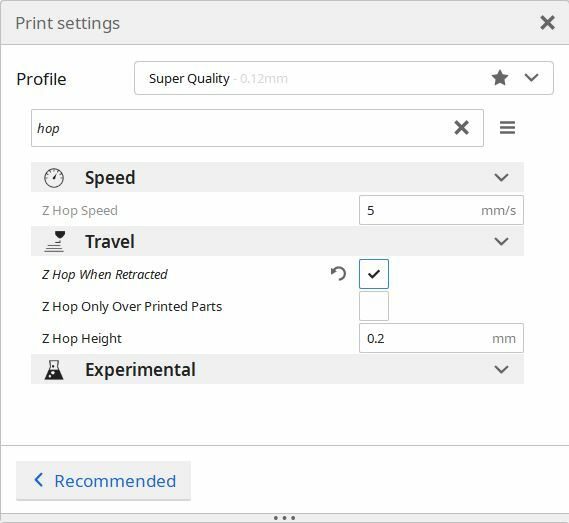
Malah gaduh aJarak retraction panjang teuing bisa ngabalukarkeun masalah, sabab filamén bakal ditarik deui rada jauh nu bisa ngabalukarkeun bakiak dina printer 3D Anjeun.
- Hal kahiji anu bakal kuring pigawé nyaéta manggihan laju retraction idéal tur panjangna. pikeun panyitak 3D anjeun
- Ayeuna, pencét setélan mundur anjeun nganggo tes mundur supados anjeun leres-leres tiasa terang setélan anu optimal
- Paké trial and error sareng sababaraha citak dugi ka anjeun milih setélan anu balik. citak 3D kualitas pangalusna.
4. Ningkatkeun Suhu Pencetakan Anjeun
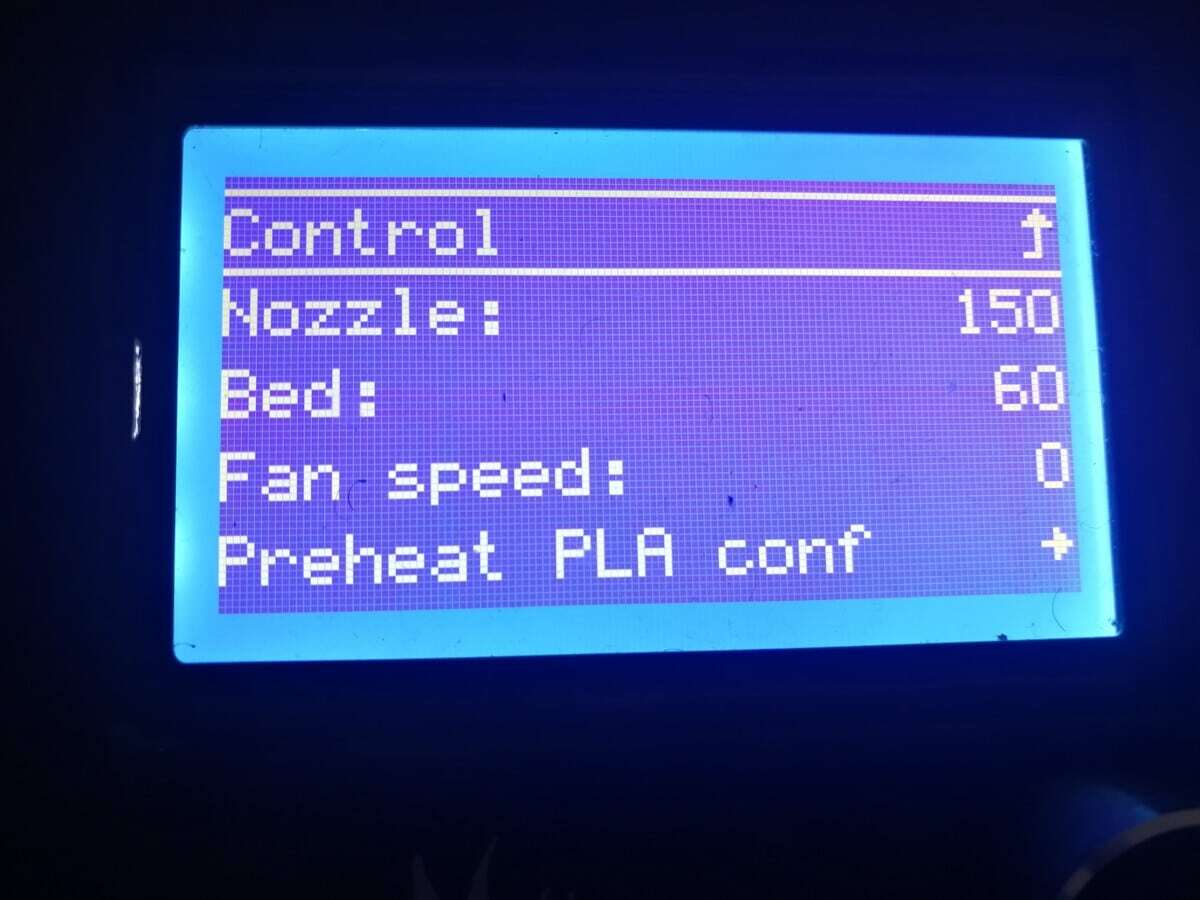
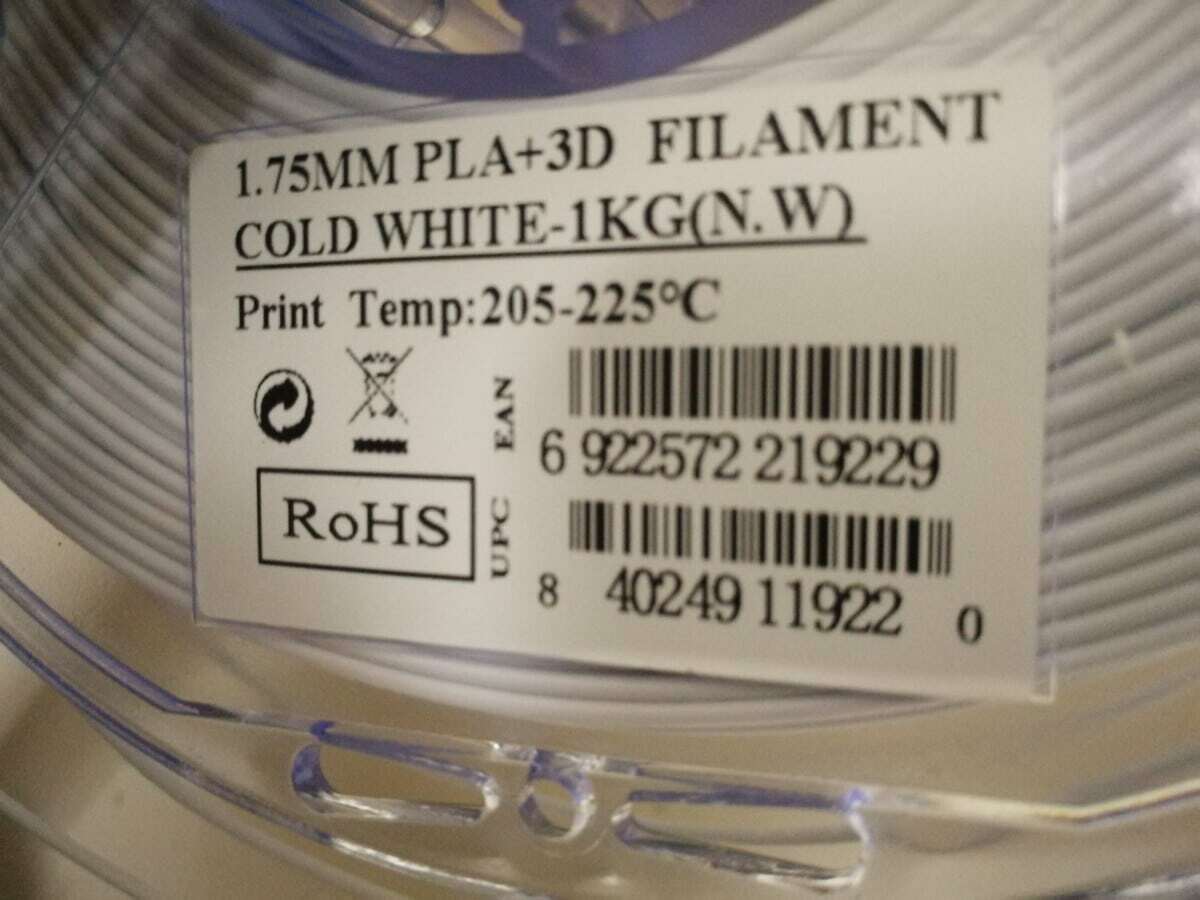
Setelan suhu oge penting pisan dina ngalereskeun printer 3D nu eureun extruding mid-print. Umumna aya rentang suhu nu disetel pikeun filamén Anjeun nu kudu dituturkeun.
Dina rentang eta Anjeun kudu mencet dina setelan Anjeun cara nu sarua jeung setelan retraction.
- I biasana dimimitian ku tengah rentang suhu percetakan (205-225 ° C bakal jadi 215 ° C)
- Lamun rék dipencét, ngajalankeun test print ngagunakeun unggal suhu ti 205 ° C lajeng ningkat ku 5°C increments
- Bandingkeun jeung kontraskeun unggal citak 3D jeung nangtukeun mana citak méré Anjeun kualitas pangalusna.
- Sakuduna cukup luhur nu ngalembereh tur extrudes mulus
5. Hapus Nozzle anu Tersumbat
Saatos nuturkeun léngkah-léngkah saacanna Upami masalahna tetep, sareng ngalambatkeun kacepetan citak, nozzles printer anjeun siganatersumbat.
Nozzle anu mampet ngajadikeun filamén kaluar leres langkung hese, anu tiasa nyababkeun extruder anjeun eureun satengahna.
Biasana, sumbatan nozzle diidentifikasi dina awal padamelan citak. , kumaha oge, eta bisa meunang diblokir midway ngaliwatan percetakan teuing. Aya sababaraha alesan pikeun nozzle mampet.
Paling umum nyaéta akumulasi lebu sareng résidu anu dipanaskeun dugi ka suhu anu luhur sareng kaduruk. Ieu tungtungna nyésakeun karbon dina extruder sareng tiasa nyababkeun palastik hardened macét dina nozzle anjeun.
Alesan sanésna tiasa kalebet nozzle dianggurkeun atanapi uap anu mangaruhan prosés ékstrusi anjeun.
Pikeun ngabéréskeun masalah ieu. coba di handap ieu:
- Pupus nozzle ku jarum beberesih nozzle atawa sikat kawat
- Anjeun kadang bisa mupus nozzle ku cara manual nyorong filamén dina nozzle ku leungeun ti tukangeun extruder.
- Aya filamén beberesih kaluar aya nu ilahar dipaké pikeun ngabersihan kaluar nozzle a (tiis tiis & amp; tarikan panas)
- Panaskeun nozzle anjeun nepi ka suhu luhur sarta nempatkeun beberesih. filament ngaliwatan, sarta eta kudu ngabersihan kaluar bakiak.
- Lamun bakiak nekad, sababaraha urang geus ngagunakeun bedil panas pikeun loosen bahan
- Ahirna, lamun euweuh hasil ti ngan ngabongkar hotend tur bersihkeun lebu ku soaking nozzle dina pangleyur dianjurkeun.
6. Niiskeun Supir Motor Extruder Overheated
Upami étaprinter eureun extruding di tengah print lajeng alesan sejen bisa jadi motor extrusion overheated.
Lamun printer teu boga sistem cooling alus, motor extruder bakal overheated. Supir motor extruder biasana gaduh cut-off termal atanapi ambang anu diputuskeun dimana supir ngajadikeun motor extruder eureun sacara otomatis.
Sabaraha ieu bakal ngajaga suhu sedeng sareng motor extruder tetep tiasa dianggo kalayan gampang tanpa aya nanaon. résistansi.
- Eureunkeun nyitak sakedapan pikeun ngantepkeun motor istirahat sareng tiis
- Pastikeun yén panyitak ngagaduhan waktos istirahat di antara sababaraha padamelan percetakan
- Cék yén motor extruder anjeun henteu tiasa dianggo langkung saé tibatan anu diperyogikeun sareng jalur filamén anu goréng
Kumaha Ngalereskeun Cetakan 3D Anu Gagal dina Jangkungna/Titik Sarua
Pikeun ngalereskeun 3D prints nu gagal dina jangkungna sarua atawa titik, Anjeun hoyong pariksa fisik printer Anjeun pikeun nempo lamun aya wae obstructions atanapi tangles dina wiring atawa kabel nu lalaki bray dina hal. Pelumasan anu saé pikeun printer anjeun mangrupikeun ide anu saé, ogé pariksa yén gantry anjeun henteu ngaco pisan.
Tempo_ogé: Tables pangalusna / meja & amp; Workbenches pikeun 3D PrintingIeu mangrupikeun sababaraha hal anu anjeun tiasa nyobian ngalereskeun masalah ieu ogé. sakumaha anu didaptarkeun di handap.
Abdi nyarankeun nyobian nyitak kubus anu henteu aya eusian atanapi lapisan luhur anu jangkungna di luhur dimana gagalna. Anjeun tiasa ngalakukeun ieu ku lapisan 0.3mmjangkungna.
Upami kubus dicitak saé, anjeun teras tiasa nyobian citak poli rendah sapertos Pikachu Poli Rendah sareng tingali upami aya masalah.
Ieu bakal ngamungkinkeun printer anjeun gancang ngahontal titik kagagalan observasi ku kituna anjeun bisa nempo naon sabenerna anu lumangsung.
Bisa jadi masalah jeung tightness roda gantry anjeun dina sisi sumbu-Z.
Pikeun prints husus , Bisa jadi masalah teu boga bahan infill cukup pikeun ngarojong lapisan di luhur, ngarah ka gagalna citak.
Hal séjén nu bisa Anjeun pigawé nyaéta ngagunakeun infill nu sacara alami leuwih padet kawas pola Cubic infill. .
Abdi oge hoyong naekeun suhu percetakan anjeun pikeun ngitung naon-naon anu aya dina ekstrusi sabab pasti tiasa nyababkeun hasil cetakan gagal. Lamun anjeun meunang delamination lapisan atawa adhesion lapisan goréng, suhu percetakan nu leuwih luhur bisa ngalereskeun eta.
Hiji hal anu loba jalma ngalakukeun nyaéta pikeun 3D nyitak file pre-sliced kawas nu datang jeung kartu SD babarengan jeung printer. Upami file-file ieu tiasa dianggo saé tapi file anu diiris anjeun gaduh masalah anu sami, maka anjeun terang yén éta paling dipikaresep mangrupikeun masalah slicer.
Boh ngamutahirkeun slicer anjeun ka versi panganyarna atanapi nganggo slicer anu béda-béda tiasa ngalereskeun masalah 3D. prints nu gagal dina jangkungna sarua. Cura gaduh setélan standar anu saé ayeuna, janten éta kedah tiasa dianggo saé tanpa parobahan.
Saé pikeun pariksa fitur fisikprinter kayaning kabel, kawat, belts, rod jeung screws. Malah lubrication alus sabudeureun bagian pindah bisa nyadiakeun solusi pikeun prints 3D tina mesin kawas printer Ender 3 atawa Prusa gagal dina jangkungna sarua.
Pastikeun yén anjeun tighten screws sabudeureun printer sabab bisa loosen up kana waktosna.
Kacindekan
Sakumaha anjeun tiasa tingali, aya sababaraha cara anu anjeun tiasa ngabéréskeun masalah printer 3D anjeun ngeureunkeun ékstrusi satengahna prosés percetakan. . Sakali anjeun ngaidentipikasi panyababna, ngalereskeunana biasana gampang pisan.
Kuring yakin saatos anjeun nyobian metodeu anu diwincik di luhur, anjeun kedah leres-leres pikeun ngalereskeun masalah ieu.