
မာတိကာ
ကျွန်ုပ်၏ 3D ပရင်တာသည် 3D ပရင့်ထုတ်ခြင်းတွင် တစ်ဝက်တစ်ပျက် ရပ်တန့်သွားသည်ကို တွေ့ကြုံခံစားခဲ့ရပြီး စိတ်ပျက်စရာဖြစ်နိုင်သည့် လေထုထဲတွင် စတင်ပုံနှိပ်နေပါသည်။ အချိန်အနည်းငယ်ကြာသော်လည်း အလယ်အလတ်ပရင့်ထုတ်ခြင်းကို ရပ်သွားသည့် 3D ပရင်တာအား ပြုပြင်ရန် နောက်ဆုံးတွင် အဖြေကို ကျွန်ုပ်တွေ့ရှိခဲ့သည်။
နောက်ဆုံးတွင် အလယ်အလတ်ပရင့်ထုတ်ခြင်းအား ရပ်တန့်သွားစေမည့် အသေးစိတ်ဖြေရှင်းချက်ကို ရယူရန် ဆက်လက်ဖတ်ရှုပါ။
ကျွန်ုပ်၏ 3D ပရင်တာသည် အဘယ်ကြောင့် တစ်ဝက်တစ်ပျက်ထုတ်ခြင်းကို ရပ်တန့်ရသနည်း။
သင်၏ 3D ပရင်တာသည် ပုံနှိပ်ခြင်းမှတစ်ဆင့် တစ်ဝက်တစ်ပျက် ပျံ့နှံ့သွားနိုင်သည့် အကြောင်းရင်းများစွာရှိပါသည်။ ချည်မျှင်၊ မမှန်ကန်သော အပူချိန်၊ ထုတ်ယူမှုစနစ်တွင် ပိတ်ဆို့ခြင်းနှင့် အခြားအရာများကြောင့် ဖြစ်နိုင်သည်။
အောက်တွင် ပိုမိုကျယ်ပြန့်သောစာရင်းတစ်ခုသည်
- Filament ကုန်သွားပါပြီ
- Extruder gear tension stripping filament
- မကောင်းတဲ့ retraction settings
- Low extruder temperature
- Blocked nozzle or extruder pathway
- Extruder motor driver အပူလွန်ကဲ
အလယ်အလတ်ပရင့်ထုတ်ခြင်းကို ရပ်တန့်စေသော 3D ပရင်တာကို ပြုပြင်နည်း
၁။ Filament ကိုစစ်ဆေးပါ
ဟုတ်ကဲ့၊ ဖြေရှင်းချက်စတင်ဖို့အတွက် သိသာထင်ရှားတဲ့တစ်ခုကို ပြောပြပါမယ်။ ဤအရာမျိုးသည် ကျွန်ုပ်တို့အတွက် အကောင်းဆုံးဖြစ်ပေသည်၊ ထို့ကြောင့် သင့်ပိုက်မျှင်သည် နော်ဇယ်သို့ လမ်းကြောင်းရှာနေသေးကြောင်း နှစ်ထပ်စစ်ဆေးပါ။

သင်လည်း ရှိနေကြောင်း သေချာစေလိုပါသည်။ ချည်မျှင်ကို ဆွဲထုတ်ရန် ခက်ခဲစေသော အတားအဆီး သို့မဟုတ် လှည့်ကွက်များ မရှိပါ။ သင့်မော်တာသည် ပိုမိုအလုပ်လုပ်ရမည်ဟု ဆိုလိုပြီး ၎င်းတွင် အမျှင်ဓာတ်ကို ထောက်ပံ့ပေးရန် လုံလောက်သော ပါဝါမရှိနိုင်ပေ။မှတဆင့်။
- spool သည် အမျှင်များမရှိလျှင် ဆက်လုပ်ရန် အမျှင်အသစ်ကို ရိုးရိုးလေးထည့်ပါ
- မျှင်လမ်းကြောင်းကို ချောမွေ့စေပြီး အတားအဆီးမရှိအောင်ပြုလုပ်ပါ
၂။ Extruder Gear Spring Tension ကို ပြုပြင်ပါ
ပရင့်ထုတ်နေစဉ်၊ extruder motor သည် အဆက်မပြတ် လည်ပတ်နေပါသည်။ မော်တာသည် အမျှင်ဓာတ်ကို နော်ဇယ်မှ ချည်မျှင်ကို ထုတ်ထုတ်ရန် နော်ဇယ်သို့ တွန်းရန် ကြိုးစားသည်။
သို့သော် သင်သည် အလွန်အမင်း လျင်မြန်စွာ ပုံနှိပ်ရန် ကြိုးပမ်းသောအခါ သို့မဟုတ် နော်ဇယ်စွမ်းရည်ထက် များစွာသော အမျှင်များကို ထုတ်ယူရန် ကြိုးပမ်းသောအခါ၊ ချွတ်ပစ်လိုက်ပါ။
ကြည့်ပါ။: သင့် 3D ပရင်တာတွင် Heat Creep ကို ပြုပြင်နည်း 5 ခု - Ender 3 & နောက်ထပ်ဤနေရာတွင် ဘာဖြစ်နိုင်သည်မှာ ဂီယာကိုင်ထားရန် ဘာမှမကျန်မချင်း extruder မော်တာသည် အမျှင်များကို ကြိတ်ချေနိုင်မည်ဖြစ်သည်။ ဂီယာသည် ပလပ်စတစ်ဖြင့် ဖြည့်သွင်းခြင်း သို့မဟုတ် ပိတ်မိသွားကာ ချည်မျှင်များကို ဆွဲထုတ်နိုင်စွမ်း ဆုံးရှုံးသွားနိုင်သည်။

ဤပြဿနာကို ဖြေရှင်းရန်၊ အချို့သောအရာများကို စစ်ဆေးရန် လိုအပ်ပေမည်။ :
- သင့်မော်တာသည် ချည်မျှင်မျှင်များ ရစ်ပတ်နေခြင်း ရှိ၊ မရှိ စစ်ဆေးပါ
- သင့် extruder ပေါ်ရှိ တင်းအားကို ပြန်ဖြုတ်ပါ၊ ထို့ကြောင့် ၎င်းသည် အလွန်တင်းကြပ်ပြီး ခိုင်မာမှု မရှိပါ
- ကြည့်ပါ။ ချည်မျှင်တွင် ဝါးသွားခြင်း ရှိ၊ မရှိ ကြည့်ရန်၊ အဓိပ္ပါယ်မှာ နွေဦး၏ တင်းအားသည် တင်းကျပ်လွန်းသည်
3။ ပြန်လည်ရုပ်သိမ်းခြင်းဆက်တင်များ
ပြန်လည်ရုပ်သိမ်းခြင်းဆက်တင်များသည် သင့်ပရင့်တစ်လျှောက်လုံး extruder ကောင်းစွာအလုပ်လုပ်နေစေရန် အမှန်တကယ်အရေးကြီးပါသည်။ ၎င်းတို့သည် အရေးကြီးသောကြောင့် ပြန်လည်ရုပ်သိမ်းခြင်းဆက်တင်များကို သင်ကြည့်ရှုသင့်သည်။
သင်၏ ပြန်လည်ရုတ်သိမ်းသည့်အမြန်နှုန်းသည် အလွန်မြင့်မားပါက extruder ပေါ်တွင် ဖိစီးမှု တိုးလာမည်ဖြစ်သည်။
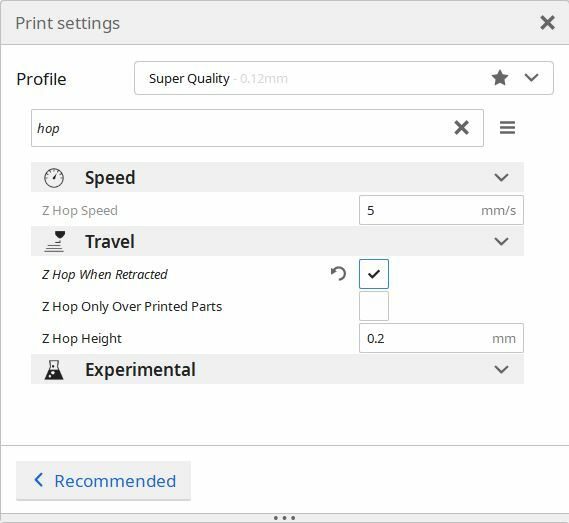
ရှိခြင်းပင်။ aပြန်လည်ရုပ်သိမ်းသည့်အကွာအဝေးသည် ရှည်လွန်းသဖြင့်၊ အမျှင်သည် အနည်းငယ်အဝေးသို့ပြန်ဆွဲသွားသောကြောင့် ပြဿနာများဖြစ်စေနိုင်သောကြောင့် သင်၏ 3D ပရင်တာတွင် ပိတ်ဆို့သွားနိုင်သည်။
- ကျွန်ုပ်ပထမဆုံးလုပ်မည့်အရာမှာ စံပြပြန်လည်ရုပ်သိမ်းသည့်အမြန်နှုန်းနှင့် အရှည်ကိုရှာရန်ဖြစ်သည်။ သင်၏ 3D ပရင်တာအတွက်
- ယခု၊ ပြန်လည်ရုပ်သိမ်းခြင်းဆိုင်ရာ စမ်းသပ်မှုတစ်ခုကို အသုံးပြု၍ သင်၏ပြန်လည်ရုပ်သိမ်းခြင်းဆက်တင်များတွင် ခေါ်ဆို၍ အကောင်းဆုံးဆက်တင်များကို အမှန်တကယ်ရှာဖွေနိုင်စေရန်အတွက် သင်သည် အကောင်းဆုံးဆက်တင်များကို အမှန်တကယ်ရှာဖွေနိုင်စေရန်
- သင်ပြန်ပေးမည့် ဆက်တင်များကို ရွေးချယ်သည်အထိ ပရင့်များစွာဖြင့် အစမ်းသုံးခြင်းနှင့် အမှားကို အသုံးပြုပါ။ အရည်အသွေးအကောင်းဆုံး 3D ပရင့်များ။
၄။ သင်၏ပုံနှိပ်ခြင်းအပူချိန်ကို တိုးမြှင့်
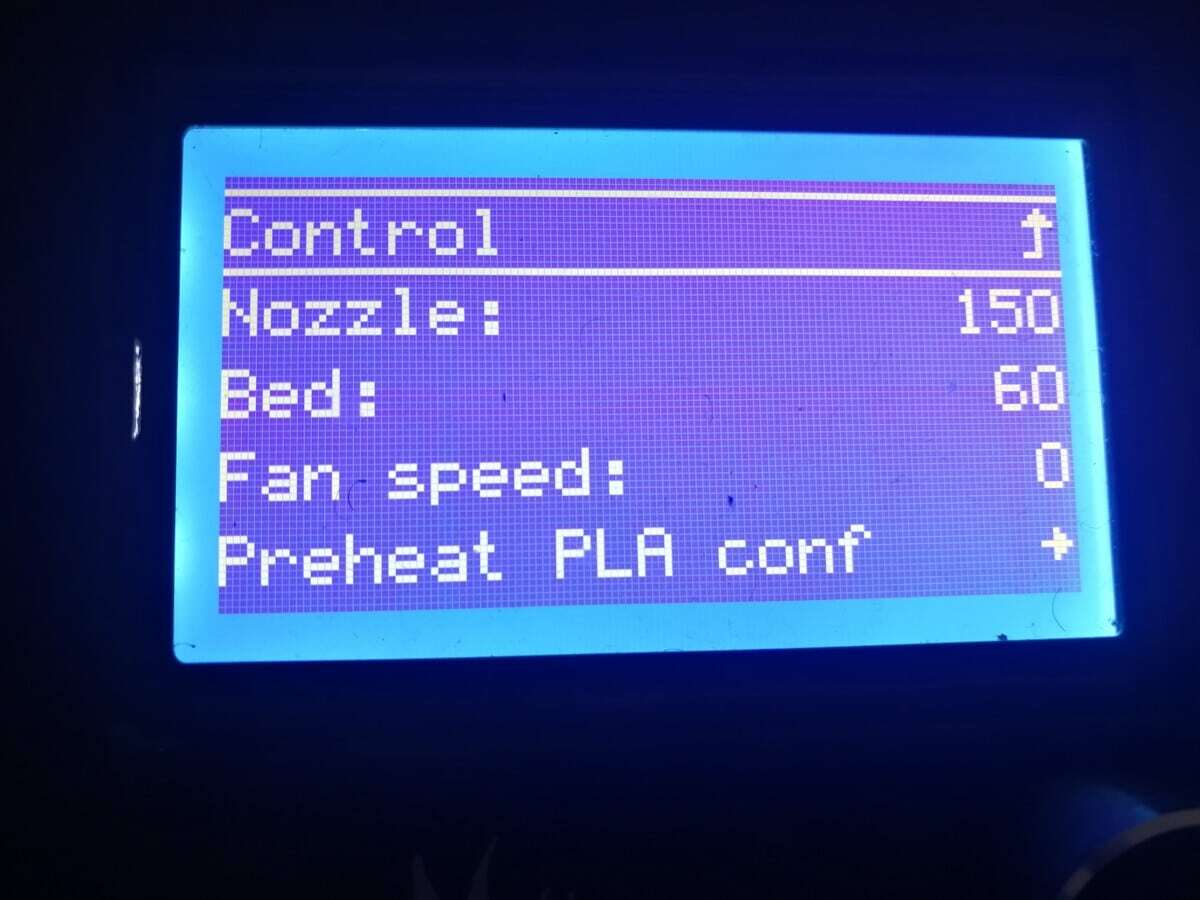
အလယ်အလတ်ပုံနှိပ်ခြင်းမှ ရပ်တန့်သွားသော 3D ပရင်တာကို ပြင်ဆင်ရာတွင်လည်း အပူချိန်ဆက်တင်များသည် အလွန်အရေးကြီးပါသည်။ ယေဘူယျအားဖြင့် လိုက်နာသင့်သည့် သင့်ချည်မျှင်များအတွက် သတ်မှတ်ထားသော အပူချိန်အတိုင်းအတာတစ်ခုရှိပါသည်။
ထိုအတိုင်းအတာအတွင်းတွင် ပြန်လည်ရုပ်သိမ်းခြင်းဆက်တင်များကဲ့သို့ပင် သင်၏ဆက်တင်များတွင် ခေါ်ဆိုသင့်ပါသည်။
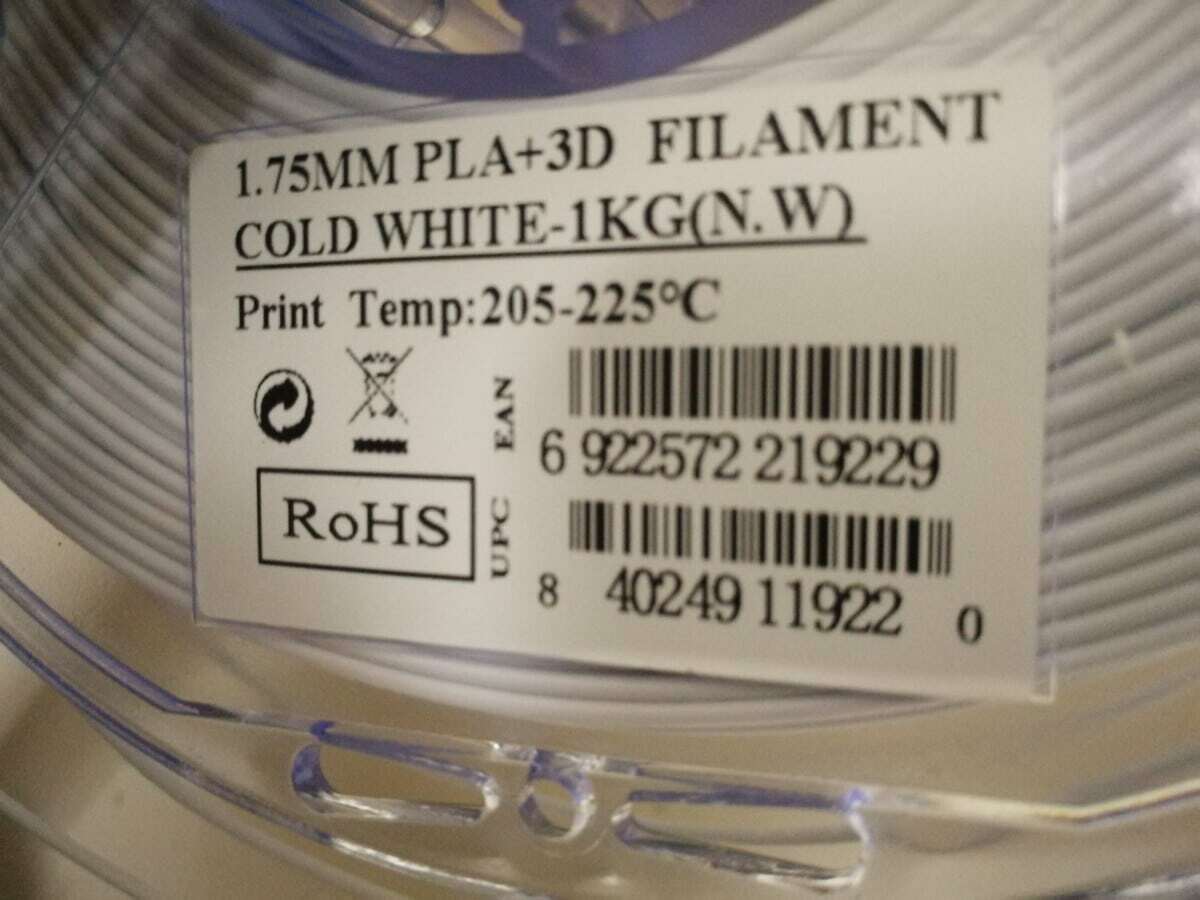
- ကျွန်ုပ် ပုံမှန်အားဖြင့် ပုံနှိပ်ခြင်းအတွက် အပူချိန်အကွာအဝေး၏ အလယ်မှ စတင်သည် (205-225°C သည် 215°C ဖြစ်လိမ့်မည်)
- ၎င်းကို အမှန်တကယ် ခေါ်ဆိုလိုပါက၊ အပူချိန် 205°C မှ တစ်ခုစီကို အသုံးပြု၍ စမ်းသပ်ပရင့်ကို run ပါ။ 5°C တိုးလာသည်
- 3D ပရင့်တစ်ခုစီကို နှိုင်းယှဉ်ပြီး ဆန့်ကျင်ဘက်များကို နှိုင်းယှဉ်ပြီး မည်သည့်ပရင့်မှ သင့်အား အကောင်းဆုံးအရည်အသွေးကို ပေးသည်ဆိုသည်ကို ဆုံးဖြတ်ပါ။
- ၎င်းသည် အရည်ပျော်ပြီး ချောမွေ့စွာ ထုတ်ယူနိုင်လောက်အောင် မြင့်မားသင့်သည်
၅။ ပိတ်ဆို့နေသော Nozzle ကိုရှင်းပါ
ယခင်အဆင့်များကို လိုက်နာပြီးနောက် ပြဿနာဆက်လက်ရှိနေပါက၊ ၎င်းသည် ပရင့်ထုတ်ခြင်းအမြန်နှုန်းကို နှေးကွေးစေပါက၊ သင့်ပရင်တာ နော်ဇယ်များ ဖြစ်ကောင်းဖြစ်နိုင်သည်ပိတ်ဆို့နေပါသည်။
ပိတ်ဆို့နေသော နော်ဇယ်တစ်ခုသည် သင့် extruder တစ်ဝက်တစ်ပျက်ကို ရပ်တန့်သွားစေသည့် အမျှင်များ ကောင်းစွာထွက်လာရန် ပိုမိုခက်ခဲစေသည်။
ပုံမှန်အားဖြင့်၊ ပုံနှိပ်လုပ်ငန်းအစတွင် နော်ဇယ်ပိတ်ခြင်းကို ခွဲခြားသတ်မှတ်ထားသည်။ သို့သော်၊ ၎င်းသည် ပုံနှိပ်ခြင်းတွင်လည်း တစ်ဝက်တစ်ပျက် ပိတ်ဆို့နိုင်သည်။ နော်ဇယ်ပိတ်ဆို့ခြင်းအတွက် အကြောင်းရင်းများစွာရှိနိုင်သည်။
အဖြစ်များဆုံးမှာ အပူချိန်မြင့်မားပြီး လောင်ကျွမ်းသွားသည့် ဖုန်မှုန့်များနှင့် အကြွင်းအကျန်များ စုပုံလာခြင်းဖြစ်သည်။ ၎င်းသည် extruder တွင် ကာဗွန်ချန်ပြီး အဆုံးသတ်ကာ မာကျောသော ပလပ်စတစ်များကို သင့် nozzle တွင် တွယ်ကပ်စေနိုင်သည်။
အခြားအကြောင်းအရင်းများတွင် သင့် extrusion လုပ်ငန်းစဉ်ကို ထိခိုက်စေသော အစိုဓာတ် သို့မဟုတ် အစိုဓာတ်ပါဝင်နိုင်သည်။
ကြည့်ပါ။: 3D Printing တွင် Perfect Line Width Settings ကို မည်သို့ရယူရမည်နည်း။ဤပြဿနာကို ဖြေရှင်းရန် အောက်ပါတို့ကို စမ်းကြည့်ပါ-
- နော်ဇယ်ကို သန့်စင်ဆေးထိုးအပ် သို့မဟုတ် ဝါယာကြိုးဖြီးဖြင့် နော်ဇယ်ကို ရှင်းပါ
- တစ်ခါတစ်ရံတွင် နော်ဇယ်ရှိ ချည်မျှင်ကို လက်ဖြင့် တွန်းထုတ်ခြင်းဖြင့် နော်ဇယ်ကို လက်ဖြင့် တွန်းထုတ်ခြင်းဖြင့် တစ်ခါတစ်ရံတွင် နော်ဇယ်ကို ရှင်းလင်းနိုင်သည်။ extruder။
- ဤနေရာတွင် သန့်ရှင်းရေးလုပ်ရာတွင် အသုံးများသော ပိုက်ဆက်များ (အအေးနှင့်အပူဆွဲခြင်း)
- နှာခေါင်းကို အပူချိန်မြင့်မြင့်ဖြင့် အပူပေးပြီး သန့်ရှင်းရေးလုပ်ပါ။ ချည်မျှင်များကို ဖြတ်၍ ပိတ်ဆို့ခြင်းကို ဖယ်ရှားသင့်သည်။
- အဆို့ရှင်သည် ခေါင်းမာပါက၊ အချို့လူများသည် ပစ္စည်းကို ဖြည်ရန် အပူသေနတ်ကို အသုံးပြုခဲ့ကြသည်
- နောက်ဆုံးတွင်၊ တပ်ဆင်ရုံမှလွဲ၍ ဘာမှအဆင်မပြေပါက၊ အကြံပြုထားသော ဖျော်ရည်တွင် နော်ဇယ်ကို စိမ်ခြင်းဖြင့် အမှိုက်များကို အပူပေးပြီး သန့်စင်ပါ။
၆။ အပူလွန်ကဲသော Extruder မော်တာ ဒရိုက်ဗာကို အအေးခံပါ
ဖြစ်ပါကပရင်တာ၏အလယ်တွင် extruding ရပ်တန့်သွားပြီးနောက် အခြားအကြောင်းရင်းတစ်ခုမှာ အပူလွန်ကဲသော extrusion motor ဖြစ်နိုင်ပါသည်။
ပရင်တာတွင် ကောင်းသောအအေးပေးစနစ်မရှိပါက၊ extruder motor သည် အပူလွန်သွားပါသည်။ extruder motors များ၏ drivers များတွင် ပုံမှန်အားဖြင့် thermal cut-off သို့မဟုတ် drivers များသည် extruder motor ကို အလိုအလျောက်ရပ်တန့်စေသည့် ဆုံးဖြတ်ထားသော အတိုင်းအတာတစ်ခုရှိသည်။
အောက်ပါအတိုင်း အပူချိန်အလယ်အလတ်ရှိမည်ဖြစ်ပြီး extruder motor သည် မည်သည့်အရာမျှ မလိုအပ်ဘဲ ဆက်လက်အလုပ်လုပ်နေပါသည်။ ခံနိုင်ရည်ရှိသည်။
- မော်တာအား အနားယူပြီး အေးသွားစေရန် အချိန်အတန်ကြာ ပုံနှိပ်ခြင်းကို ရပ်လိုက်ပါ
- ပရင်တာသည် ပုံနှိပ်ခြင်းအလုပ်များစွာကြားတွင် အနားယူချိန်ရရှိကြောင်း သေချာပါစေ။
- စစ်ဆေးပါ သင်၏ extruder မော်တာသည် မကောင်းသော အမျှင်လမ်းကြောင်းများဖြင့် လိုအပ်သည်ထက် ပိုမိုခက်ခဲစွာ အလုပ်မလုပ်သောကြောင့်
တူညီသော အမြင့်/အမှတ်တွင် ပျက်ကွက်သော 3D ပရင့်ကို ပြုပြင်နည်း
3D ပြင်ဆင်ရန် တူညီသော အမြင့် သို့မဟုတ် အမှတ်တွင် ပျက်ကွက်သော ပရင့်များသည် ဝိုင်ယာကြိုးများ သို့မဟုတ် ကေဘယ်ကြိုးများတွင် တစ်စုံတစ်ရာ အတားအဆီးများ သို့မဟုတ် ကေဘယ်ကြိုးများတွင် အတားအဆီးများ သို့မဟုတ် အရှုပ်အထွေးများ ရှိ၊ သင့်ပရင်တာ၏ ကောင်းမွန်သော ချောဆီသည် ကောင်းမွန်သော အကြံဉာဏ်တစ်ခုဖြစ်ပြီး သင့် ဂါထာသည် အလွန်ကြပ်မနေကြောင်း စစ်ဆေးပါ။
ဤပြဿနာကို သင်ဖြေရှင်းရန် ကြိုးစားနိုင်သည့် အရာအချို့သာဖြစ်သည်။ အောက်တွင်ဖော်ပြထားသည့်အတိုင်း ထပ်မံဖော်ပြထားပါသည်။
မအောင်မြင်သည့်နေရာတွင် အထက်အမြင့်ရှိသော အလွှာများ သို့မဟုတ် ဖြည့်သွင်းခြင်းမပြုဘဲ ကွက်လပ်တစ်ခုကို ပရင့်ထုတ်ရန် အကြံပြုလိုပါသည်။ ဒါကို 0.3mm အလွှာနဲ့ လုပ်နိုင်ပါတယ်။အမြင့်။
Cube သည် ကောင်းမွန်ပါက၊ သင်သည် Low-Poly Pikachu ကဲ့သို့ ပေါ်လီအနိမ့်ပရင့်ကို စမ်းကြည့်ပြီး ပြဿနာဖြစ်ပွားခြင်းရှိမရှိ ကြည့်ရှုနိုင်ပါသည်။
၎င်းက သင့်ပရင်တာကို လျင်မြန်စွာရောက်ရှိနိုင်စေမည်ဖြစ်သည်။ ပျက်ကွက်သည့်အချက်ကို သင်အတိအကျကြည့်ရှုနိုင်စေရန်အတွက် ပျက်ကွက်မှုဖြစ်သည်။
၎င်းသည် Z-ဝင်ရိုးဘေးဘက်ရှိ သင်၏ gantry ဘီးများ၏ တင်းကျပ်မှုပြဿနာ ဖြစ်နိုင်သည်။
တိကျသောပုံနှိပ်မှုများအတွက် အထက်ဖော်ပြပါ အလွှာများကို ပံ့ပိုးရန် လုံလောက်သော ဖြည့်ပစ္စည်းမရရှိခြင်းကြောင့် ပြဿနာဖြစ်နိုင်သည်။
နောက်ထပ် သင်လုပ်နိုင်သည်မှာ Cubic infill ပုံစံကဲ့သို့ သဘာဝအတိုင်း ပိုမိုသိပ်သည်းသော infill ကို အသုံးပြုခြင်းဖြစ်သည်။ .
ပရင့်ထုတ်ခြင်းကို ကျိန်းသေပေါက် ကျရှုံးစေနိုင်သောကြောင့်၊ ထုတ်ယူမှုအောက်ရှိ မည်သည့်အရာအတွက်မဆို ထည့်သွင်းရန်အတွက် သင်၏ပုံနှိပ်ခြင်းအပူချိန်ကို တိုးမြှင့်ရန်လည်း ကျွန်ုပ်ရှာဖွေလိုပါသည်။ အကယ်၍ သင်သည် အလွှာကွဲထွက်ခြင်း သို့မဟုတ် အလွှာ၏ ကပ်တွယ်မှု မကောင်းပါက၊ ပိုမိုမြင့်မားသော ပုံနှိပ်ခြင်းအပူချိန်က ၎င်းကို ပြုပြင်ပေးနိုင်ပါသည်။
လူများစွာလုပ်သည့်အရာမှာ SD ကတ်နှင့် တွဲလျက်ပါလာသည့် ဖိုင်တစ်ဖိုင်ကဲ့သို့ 3D ပရင့်ထုတ်ခြင်းဖြစ်ပါသည်။ ပုံနှိပ်စက်။ ဤဖိုင်များသည် ကောင်းမွန်သော်လည်း သင့်ခွဲထားသောဖိုင်များသည် အလားတူပြဿနာများရှိနေပါက၊ ၎င်းသည် ခွဲခြမ်းပြဿနာ ဖြစ်နိုင်ခြေအရှိဆုံးဖြစ်ကြောင်း သင်သိပါသည်။
သင်၏ ခွဲခြမ်းစိပ်စက်ကို နောက်ဆုံးဗားရှင်းသို့ အပ်ဒိတ်လုပ်ခြင်း သို့မဟုတ် မတူညီသော ခွဲခြမ်းစိပ်စိပ်မှုတစ်ခုလုံးကို အသုံးပြုခြင်းဖြင့် 3D ပြဿနာကို ဖြေရှင်းနိုင်သည် တူညီသောအမြင့်တွင်ပျက်ကွက်သောပုံနှိပ်များ။ Cura သည် ယနေ့ခေတ်တွင် ပုံသေဆက်တင်များ အမှန်တကယ်ကောင်းမွန်သောကြောင့် ၎င်းသည် ပြောင်းလဲခြင်းမရှိဘဲ အတော်အတန်ကောင်းမွန်စွာအလုပ်လုပ်သင့်ပါသည်။
၎င်း၏ရုပ်ပိုင်းဆိုင်ရာအင်္ဂါရပ်များကိုစစ်ဆေးရန် စိတ်ကူးကောင်းတစ်ခုဖြစ်သည်။ကြိုးများ၊ ဝါယာကြိုးများ၊ ခါးပတ်များ၊ ချောင်းများနှင့် ဝက်အူများ ကဲ့သို့သော ပရင်တာ။ ရွေ့လျားနေသော အစိတ်အပိုင်းများတစ်ဝိုက်တွင် ကောင်းမွန်သော ချောဆီသည်ပင် Ender 3 သို့မဟုတ် Prusa ပရင်တာများကဲ့သို့ တူညီသောအမြင့်တွင် ပျက်ကွက်နေသည့် 3D ပရင့်များကို ဖြေရှင်းချက်ပေးနိုင်ပါသည်။
၎င်းတို့သည် ပရင်တာအား ဖြေလျော့နိုင်သောကြောင့် ဝက်အူများကို တင်းကျပ်ကြောင်း သေချာပါစေ။ အချိန်ကြာလာသည်နှင့်အမျှ။
နိဂုံးချုပ်
သင်တွေ့မြင်ရသည့်အတိုင်း၊ သင်၏ 3D ပရင်တာ၏ ထုတ်ယူမှုလုပ်ငန်းစဉ်တစ်ဝက်တွင် ထုတ်ယူခြင်းလုပ်ငန်းစဉ်ကို တစ်ဝက်တစ်ပျက်ဖြေရှင်းနိုင်သည့် ပြဿနာကို သင်ဖြေရှင်းနိုင်သည့် မတူညီသောနည်းလမ်းအချို့ရှိပါသည်။ . အကြောင်းရင်းကို သင်ဖော်ထုတ်ပြီးသည်နှင့်၊ ပြုပြင်ရန်မှာ အများအားဖြင့် အလွန်လွယ်ကူပါသည်။
အထက်ဖော်ပြပါနည်းလမ်းများကို သင်စမ်းကြည့်ပြီးနောက်၊ ဤပြဿနာကို ဖြေရှင်းရန် သင့်လမ်းကြောင်းပေါ်တွင် ကောင်းမွန်နေသင့်ပါသည်။