
Мазмұны
Мен 3D принтерім 3D басып шығаруда экструдцияны жарты жолда тоқтатып, ауада басып шығаруды бастағанын көрдім, бұл көңілсіздеу болуы мүмкін. Біраз уақыт қажет болды, бірақ мен соңында басып шығарудың ортасын экструдтауды тоқтататын 3D принтерді түзетудің шешімін таптым.
Соңында басып шығарудың ортасындағы экструдтауды тоқтататын 3D принтерді түзетудің егжей-тегжейлі шешімін алу үшін оқуды жалғастырыңыз.
Неліктен менің 3D принтерім экструдтауды жарты жолда тоқтатады?
Сіздің 3D принтеріңіз басып шығарудың жартысында экструдтауды тоқтатуының көптеген себептері бар. Бұл жіпке, дұрыс емес температураға, экструзия жүйесіндегі бітелуге және тағы басқаларға байланысты болуы мүмкін.
Төменде
- Жіп таусылған тізімінің кеңірек тізімі берілген.
- Экструдердің редукторының керілуін ажырататын жіп
- Тіркелудің нашар параметрлері
- Экструдердің төмен температурасы
- Блокталған саптама немесе экструдер жолы
- Экструдер қозғалтқышының драйвері қызып кеткен
Орташа басып шығаруды тоқтататын 3D принтерді қалай түзетуге болады
1. Жіпті тексеріңіз
Иә, мен шешімдерді бастау үшін айқынды айтқым келеді! Мұндай жағдай біздің ең жақсы адамдарымызбен кездеседі, сондықтан жіптің әлі де саптамаға өтіп бара жатқанын екі рет тексеріңіз.

Сонымен қатар сізде саңылаулар бар екеніне көз жеткізгіңіз келеді. жіптің шығуын қиындататын ешқандай кедергілер немесе бұрылыстар немесе бұрылыстар болмайды. Бұл сіздің моторыңыз көп жұмыс істеуі керек дегенді білдіреді және оның жіпті қамтамасыз ету үшін қуаты жеткіліксіз болуы мүмкінарқылы.
- Егер катушка жіпсіз болса, жалғастыру үшін жай ғана жаңа жіп салыңыз
- Жіп жолын тегіс және кедергісіз етіңіз
2. Экструдер редукторының серіппесін түзету
Басып шығару кезінде экструдер қозғалтқышы үздіксіз айналады. Мотор жіпті саптамадан шығару үшін жіпті саптамаға итеруге тырысады.
Алайда, сіз шамадан тыс жылдам басып шығаруға әрекеттенгенде немесе саптама сыйымдылығынан әлдеқайда көп жіп шығаруға әрекеттенгенде, жіп шығуы мүмкін. шешіп тастаңыз.
Бұл жерде не болуы мүмкін, экструдер қозғалтқышы тісті беріліс ұстайтын ештеңе қалмайынша жіпті басып кетуі мүмкін. Тісті доңғалақ пластмассаға толып немесе жабысып қалуы мүмкін және экструдтау үшін көбірек жіп алу мүмкіндігін жоғалтуы мүмкін.

Бұл мәселені шешу үшін сізге бірнеше нәрсені тексеру қажет болуы мүмкін. :
- Моторыңыздың айналып тұрғанын және жіпті сыртқа шығармайтынын тексеріңіз
- Экструдердегі керме серіппесін босатыңыз, сондықтан ол соншалықты тығыз және берік емес
- Қараңыз жіптен оның шайналғанын білу үшін, серіппенің керілуі тым тығыз
3. Қайтару параметрлері
Басып шығару кезінде экструдердің дұрыс жұмыс істеуін қамтамасыз ету үшін қайтару параметрлері өте маңызды. Тарту параметрлерін қарастырған жөн, өйткені олар өте маңызды.
Егер сіздің тарту жылдамдығы тым жоғары болса, экструдердегі кернеу артады.
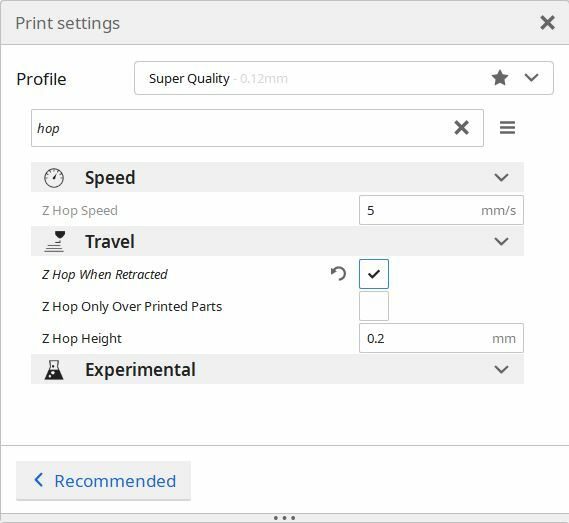
Тіпті аТарту қашықтығы тым ұзақ болса, ақаулар тудыруы мүмкін, өйткені жіп аздап артқа тартылып, 3D принтеріңізде бітелулер тудыруы мүмкін.
- Мен жасайтын бірінші нәрсе - тартудың тамаша жылдамдығы мен ұзындығын табу. 3D принтеріңіз үшін
- Енді оңтайлы параметрлерді нақты анықтау үшін кері тарту сынағы арқылы кері тарту параметрлерін теріңіз
- Қайтаратын параметрлерді таңдамайынша, бірнеше басып шығарумен сынақ пен қатені пайдаланыңыз. ең жақсы сапалы 3D басып шығару.
4. Басып шығару температурасын жоғарылатыңыз
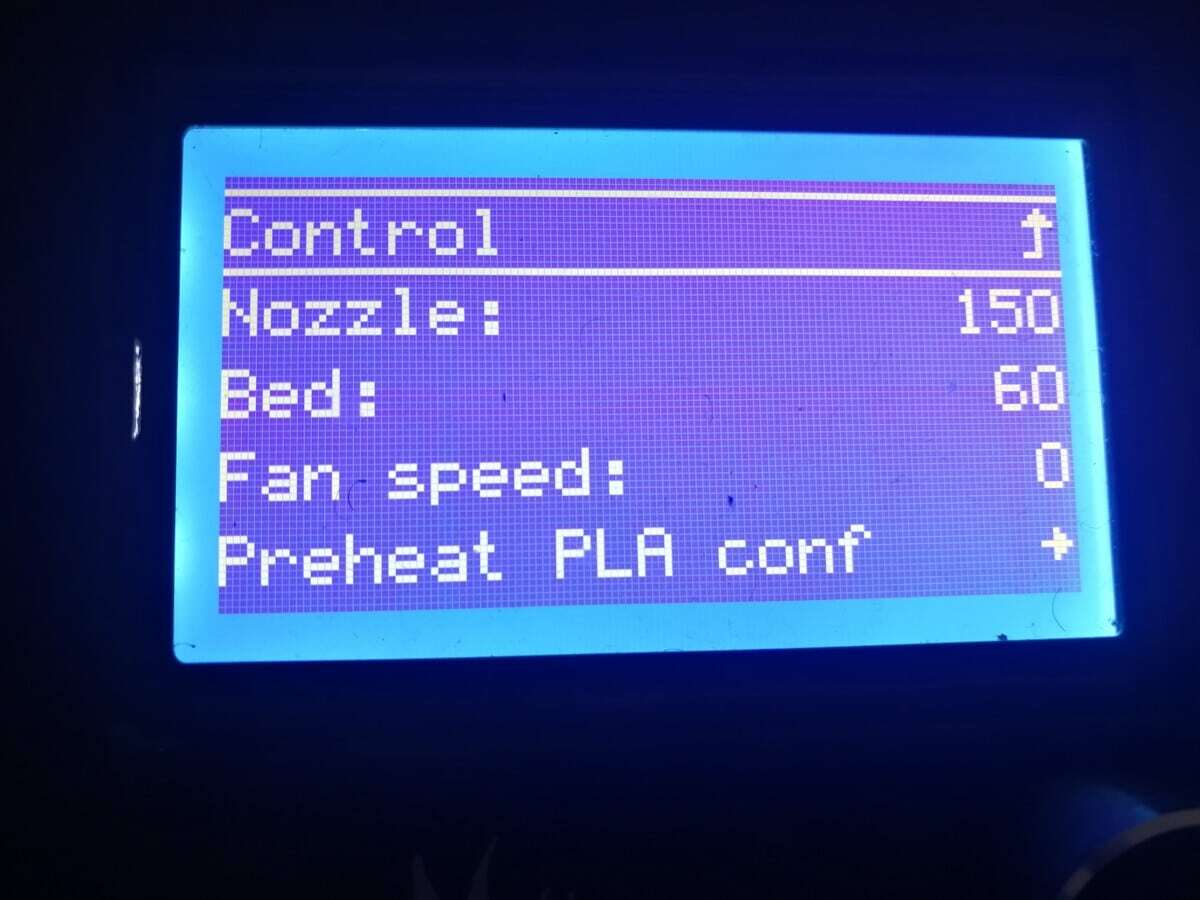
Температура параметрлері де басып шығарудың ортасын басып шығаруды тоқтататын 3D принтерді бекіту үшін өте маңызды. Әдетте жіп үшін орнатылған температура диапазоны бар, оны сақтау керек.
Осы ауқымда сіз параметрлерді кері тарту параметрлері сияқты теруіңіз керек.
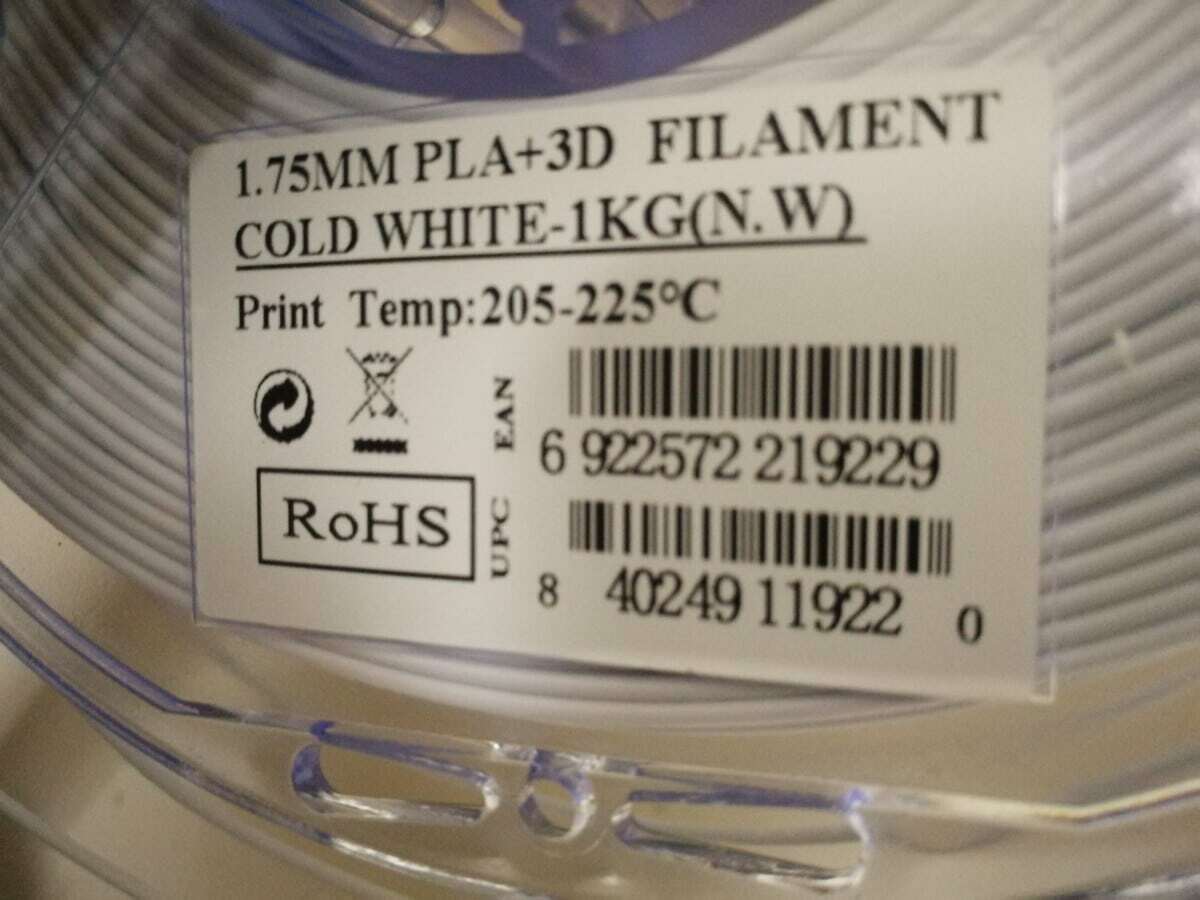
- I әдетте басып шығару температурасының диапазонының ортасынан бастаңыз (205-225°C 215°C болады)
- Егер оны шынымен тергіңіз келсе, 205°C-тан бастап әрбір температураны пайдаланып сынақ басып шығаруды орындаңыз. 5°C қадаммен ұлғайту
- Әр 3D басып шығаруды салыстырыңыз және контраст жасаңыз және қай басып шығару сізге ең жақсы сапаны беретінін анықтаңыз.
- Ол еріп, біркелкі сығымдалатындай жоғары болуы керек
5. Бітелген саңылауды тазалаңыз
Алдыңғы қадамдарды орындағаннан кейін Мәселе шешілмесе және ол басып шығару жылдамдығын бәсеңдетсе, принтер саңылаулары болуы мүмкін.бітелген.
Бітелген саңылау жіптің дұрыс шығуын қиындатады, бұл экструдерді жарты жолда тоқтатуға әкелуі мүмкін.
Әдетте саңылаулардың бітелуі басып шығару тапсырмасының басында анықталады. , дегенмен ол басып шығарудың ортасында да бұғатталуы мүмкін. Саңылаулардың бітелуінің бірнеше себептері болуы мүмкін.
Көбінесе жоғары температураға дейін қызып, күйіп кететін шаң мен қалдықтардың жиналуы. Бұл экструдерде көміртекті қалдырады және қатайтылған пластиктің саптамаға кептеліп қалуына әкелуі мүмкін.
Басқа себептерге саптаманың бос тұрып қалуы немесе экструзия процесіне әсер ететін ылғал кіруі мүмкін.
Бұл мәселені шешу үшін келесі әрекеттерді орындап көріңіз:
- Саптаманы саптаманы тазалау инесінің немесе сым щеткасының көмегімен тазалаңыз
- Кейде саптаманы саптаманың артқы жағынан қолмен қолмен итеру арқылы тазалауға болады. экструдер.
- Саптаманы тазалау үшін әдетте қолданылатын тазалау жіптері бар (суық және ыстық тарту)
- Саптаманы жоғары температураға дейін қыздырыңыз және тазалауды қойыңыз. жіптен өтіп, ол бітелулерді кетіруі керек.
- Егер бітелу қатты болса, кейбір адамдар материалды босату үшін жылу пистолетін пайдаланды
- Соңында, егер ештеңе жұмыс істемесе, тек қана бөлшектеуге болады. саптаманы ұсынылған еріткішке малып, қоқысты қыздырыңыз және тазалаңыз.
6. Қызып кеткен экструдер қозғалтқышының драйверін салқындатыңыз
Егерпринтер басып шығарудың ортасында экструдтауды тоқтатса, тағы бір себеп қызып кеткен экструзия қозғалтқышы болуы мүмкін.
Егер принтерде жақсы салқындату жүйесі болмаса, экструдер қозғалтқышы қызып кетеді. Экструдер қозғалтқыштарының драйверлерінде әдетте термиялық ажырату немесе драйверлер экструдер қозғалтқышын автоматты түрде тоқтататын белгіленген шек бар.
Одан кейін температура қалыпты күйде сақталады және экструдер қозғалтқышы еш қиындықсыз оңай жұмыс істей береді. қарсылық.
- Мотордың демалуы және суыуы үшін басып шығаруды біраз уақытқа тоқтатыңыз
- Принтердің бірнеше басып шығару тапсырмалары арасында демалу уақытын алатынына көз жеткізіңіз
- Тексеру экструдер қозғалтқышы нашар жіп жолдарымен қажетінен қиынырақ жұмыс істемейді
Бір биіктікте/нүктеде сәтсіз 3D басып шығаруды қалай түзетуге болады
3D түзету үшін бірдей биіктікте немесе нүктеде сәтсіз басып шығарулар болса, сымдарда немесе кабельдерде бірдеңеге ілініп қалған кедергілер немесе шатасулар бар-жоғын білу үшін принтерді физикалық түрде тексергіңіз келеді. Принтерді жақсы майлау жақсы идея, сонымен қатар порталдың тым қатты бұралбағанын тексеру.
Бұл мәселені шешуге болатын бірнеше нәрсе ғана. төменде көрсетілгендей.
Мен толтырылмаған текшені немесе қате орын алған жердің биіктігінен жоғары болатын үстіңгі қабаттарды басып шығаруды ұсынамын. Мұны 0,3 мм қабатпен жасауға боладыбиіктігі.
Егер текше жақсы басып шығарса, төмен полипиялық пикачу сияқты төмен полимерлі басып шығаруды қолданып көруге және мәселенің орын алғанын көруге болады.
Бұл принтерге жылдам қол жеткізуге мүмкіндік береді. дәл не болып жатқанын көру үшін байқалған сәтсіздік нүктесі.
Бұл Z осінің бүйіріндегі портал доңғалақтарының тығыздығына байланысты мәселе болуы мүмкін.
Арнайы басып шығару үшін , бұл жоғарыдағы қабаттарды қолдау үшін толтыру материалының жеткіліксіздігімен байланысты мәселе болуы мүмкін, бұл басып шығару сәтсіздігіне әкеледі.
Тағы бір нәрсе - текше толтыру үлгісі сияқты табиғи түрде тығызырақ толтыруды пайдалану. .
Сондай-ақ_қараңыз: Cura кідіртуін биіктікте қалай пайдалану керек – жылдам нұсқаулықСондай-ақ, кез келген экструзиялық жағдайды есепке алу үшін басып шығару температурасын арттыруды қарастырамын, себебі бұл басып шығарудың сәтсіз аяқталуына себеп болуы мүмкін. Егер қабат қабатының деламиминациялануы немесе қабаттың нашар жабысуы болса, оны жоғарырақ басып шығару температурасы түзете алады.
Көптеген адамдар жасайтын нәрсе - SD картасымен бірге келетін алдын ала кесілген файлды 3D басып шығару. принтер. Бұл файлдар жақсы жұмыс істеп тұрса, бірақ кесілген файлдарыңызда бірдей мәселелер болса, оның кескіш ақауы болуы мүмкін екенін білесіз.
Шектегішті соңғы нұсқаға жаңарту немесе мүлде басқа шектегішті пайдалану 3D мәселесін шеше алады. бірдей биіктікте сәтсіз басып шығару. Қазіргі уақытта Cura шынымен жақсы әдепкі параметрлерге ие, сондықтан ол өзгеріссіз жақсы жұмыс істеуі керек.
Ол құрылғының физикалық мүмкіндіктерін тексерген дұрыс.кабельдер, сымдар, белдіктер, өзектер және бұрандалар сияқты принтер. Тіпті қозғалатын бөліктердің айналасындағы жақсы майлау Ender 3 немесе Prusa принтерлері сияқты машинадан 3D басып шығарудың бірдей биіктікте істен шығуын шешуге мүмкіндік береді.
Сондай-ақ_қараңыз: Қабатты бөлуді түзетудің 8 жолы & 3D басып шығаруда бөлуПринтердің айналасындағы бұрандаларды қатайтқаныңызға көз жеткізіңіз, себебі олар босауы мүмкін. уақыт өте келе.
Қорытынды
Көріп отырғаныңыздай, басып шығару процесінің жартысында 3D принтеріңіздің экструзияны тоқтату мәселесін шешудің бірнеше түрлі жолы бар. . Себепті анықтағаннан кейін, түзету әдетте оңай болады.
Жоғарыда егжей-тегжейлі әдістерді қолданып көргеннен кейін, бұл мәселені шешуге кірісетініңізге сенімдімін.