
Enhavtabelo
Mi spertis, ke mia 3D presilo ĉesas elstari duonvoje en 3D-presaĵo, kaj nur komencas presi en la aero, kio povas esti frustranta. Necesis iom da tempo, sed mi finfine trovis la solvon por ripari 3D-presilon, kiu ĉesas elstari meze-presaĵon.
Daŭrigu legi por finfine akiri la detalan solvon por ripari 3D-presilon, kiu ĉesas eltrudi mez-presaĵon.
Kial Mia 3D-Presilo Ĉesas Eltrudi Duonvoje?
Estas multaj kialoj, kial via 3D-Presilo povus ĉesi eltrudi duonvoje tra presaĵo. Ĝi povus esti pro la filamento, malĝusta temperaturo, ŝtopiĝo en la eltruda sistemo kaj multe pli.
Sube estas pli ampleksa listo de
- Filamento elĉerpiĝis
- Ekstrudila ilaro streĉa nudiganta filamenton
- Malbonaj retiriĝaj agordoj
- Malalta extrudertemperaturo
- Blokita cigaredingo aŭ ekstrudvojo
- Ekstrudanta motorŝoforo trovarmigita
Kiel Ripari 3D-Presilon kiu Ĉesas Ekstrudi Mezan Preson
1. Kontrolu la Filamenton
Jes, mi diros la evidentan por komenci la solvojn! Tia afero okazas al la plej bona el ni, do duoble kontrolu, ke via filamento ankoraŭ trovas sian vojon al la ajuto.

Vi ankaŭ volas certigi, ke ekzistas. ne ajnaj obstakloj aŭ tordoj kaj turniĝoj kiuj malfaciligas filamenton elstari. Ĝi signifus, ke via motoro devas labori pli forte, kaj ĝi eble ne havas sufiĉe da potenco por provizi la filamentontra.
- Se la bobeno estas el filamento tiam simple enmetu novan filamenton por daŭrigi
- Igu la filamentan vojon glata kaj senbara
2. Fix Extruder Gear Spring Tension
Dum presaĵo, la extruder-motoro senĉese turniĝas. La motoro provas puŝi la filamenton al la ajuto por eltiri la filamenton el la ajuto.
Vidu ankaŭ: Ĉu 3D Presitaj Telefonaj Kazoj Funkcias? Kiel Fari IlinTamen, kiam vi provas presi tro rapide, aŭ vi provas eltrudi multe pli da filamento ol la ajutokapacito, la filamento povas demeti.
Kio povas okazi ĉi tie estas ke la ekstrudmotoro povas dispremi la filamenton ĝis restas nenio por ke la ilaro ekkaptu. La ilaro povas fini pleniĝi aŭ algluiĝi kun la plasto kaj perdi la kapablon kapti pli da filamento por elstari.

Por solvi ĉi tiun problemon, vi eble devos kontroli kelkajn aferojn. :
- Kontrolu ĉu via motoro turniĝas kaj ne eltrudas filamenton
- Malfaru la streĉan risorton sur via ekstrudilo, por ke ĝi ne estu tiel streĉa kaj firma
- Rigardu ĉe la filamento por vidi ĉu ĝi estas formaĉita, tio signifas, ke la printempa streĉiĝo estas tro streĉa
3. Retiraj agordoj
Retiraj agordoj estas vere gravaj por ke la extruder funkcias ĝuste dum viaj presaĵoj. Vi devus rigardi la retiriĝajn agordojn ĉar ili estas decidaj.
Se via retira rapideco estas tro alta, la streĉo sur la ekstrudisto pliiĝos.
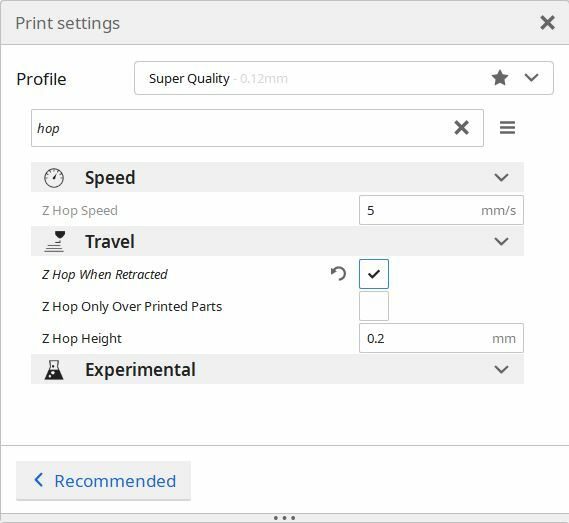
Eĉ havante aretiriĝa distanco tro longa povas kaŭzi problemojn, ĉar la filamento estas tirita malantaŭen iom tro malproksimen, kio povas kaŭzi ŝtopojn en via 3D-presilo.
- La unua afero, kiun mi farus, estas trovi idealan retiran rapidecon kaj longecon. por via 3D-presilo
- Nun, enigu viajn retiriĝajn agordojn per retira testo, por ke vi vere povu eltrovi la optimumajn agordojn
- Uzu provon kaj eraron kun pluraj presaĵoj ĝis vi elektas la agordojn kiuj revenas. la plej bonkvalitaj 3D-presaĵoj.
4. Pliigu Vian Presan Temperaturon
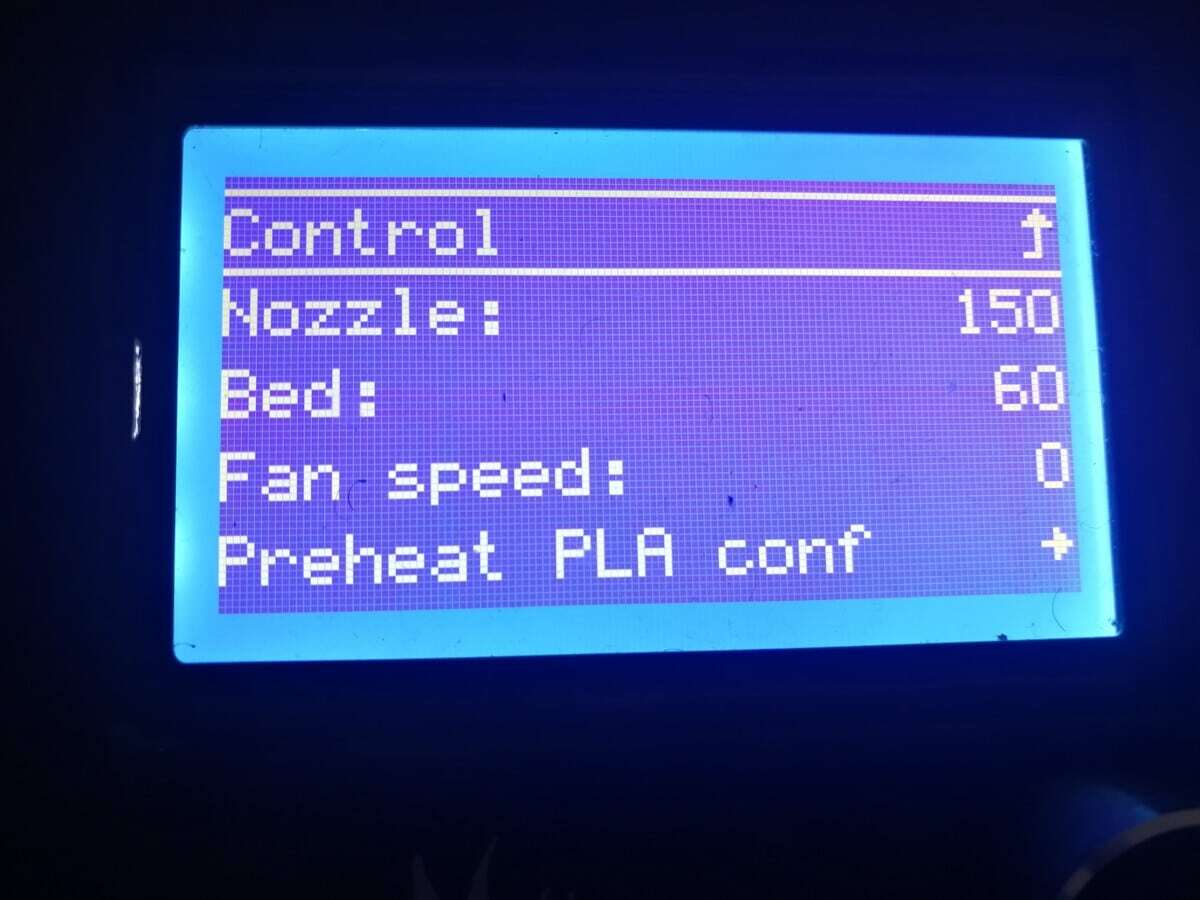
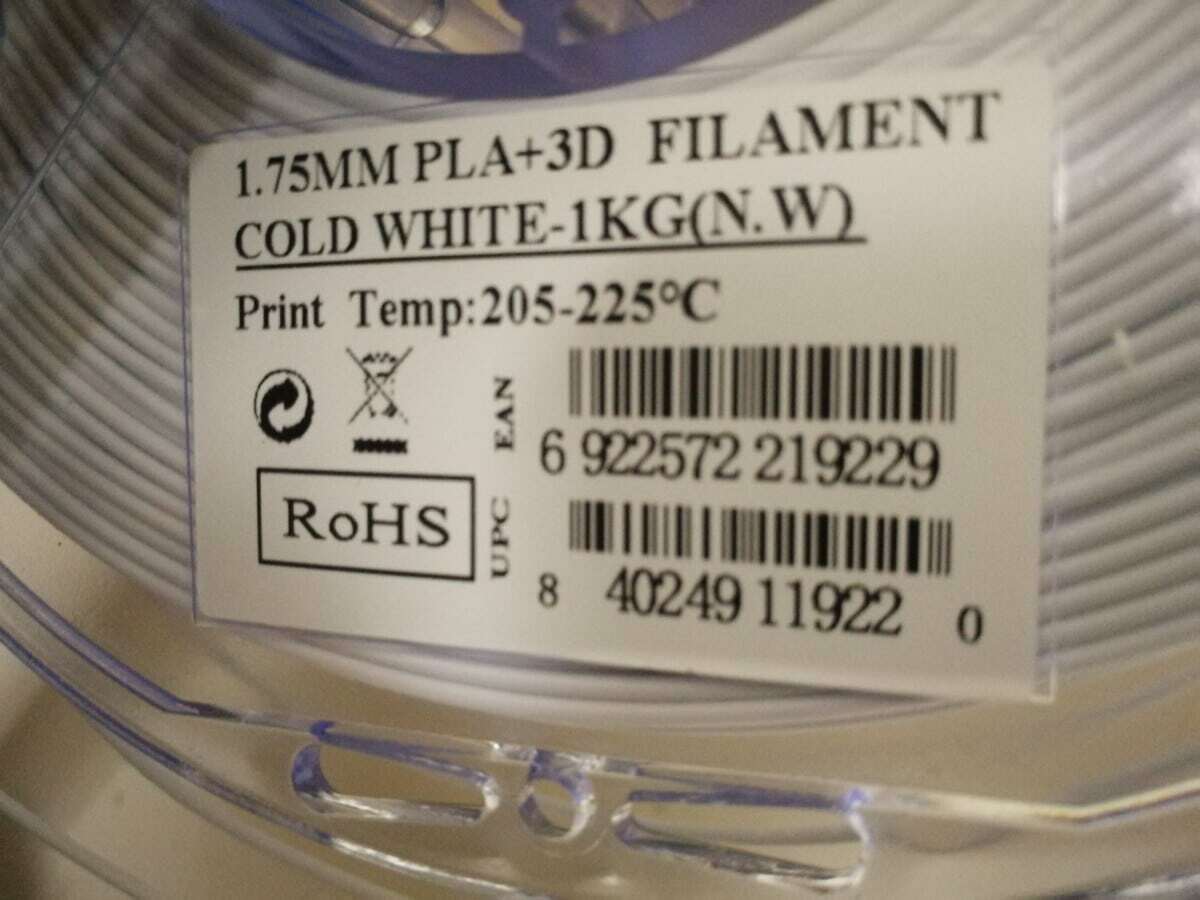
Temperaturaj agordoj ankaŭ estas tre gravaj por ripari 3D-presilon, kiu ĉesas elstari meze de presado. Ĝenerale estas agordita temperaturo por via filamento, kiun oni devas sekvi.
Ene de tiu intervalo, vi devas marki viajn agordojn same kiel la retiriĝaj agordoj.
- Mi kutime komencu per la mezo de la intervalo por prestemperaturo (205-225 °C estus 215 °C)
- Se vi vere volas marki ĝin, faru testan presaĵon uzante ĉiun temperaturon de 205 °C tiam pliiĝi je 5°C-pliigoj
- Komparu kaj kontrasti ĉiun 3D-presaĵon kaj determinu, kiu presaĵo donas al vi la plej bonan kvaliton.
- Ĝi devus esti sufiĉe alta por ke ĝi fandas kaj eltrudiĝas glate
5. Purigu la Ŝtopitan Ajuton
Post sekvi la antaŭajn paŝojn Se la problemo daŭras kaj ĝi malrapidigas la presan rapidecon, viaj presilaj ajutoj verŝajne estasŝtopiĝinta.
Obtopita ajuto malfaciligas la taŭge eliri la filamenton, kio povas rezultigi vian haltigon de la ekstrudisto duonvoje.
Kutime, la ajutoŝtopiĝo estas identigita komence de la presado. , tamen, ĝi ankaŭ povas esti blokita mezvoje tra presado. Povas esti pluraj kialoj por ŝtopiĝo de la cigaredingo.
Plej ofta estas amasiĝo de polvo kaj restaĵoj, kiuj varmiĝas ĝis altaj temperaturoj kaj bruliĝas. Ĉi tio finas lasi karbonon en la extruder kaj povas kaŭzi malmoliĝintan plaston blokiĝi en via ajuto.
Aliaj kialoj povas inkluzivi neaktivan ajuton aŭ malsekecon influantan vian eltrudan procezon.
Por solvi ĉi tiun problemon. provu la jenon:
- Forigi la ajuton per puriga kudrilo aŭ drata broso
- Vi povas foje purigi la ajuton mane puŝante la filamenton en la ajuto mane de malantaŭ la ekstrudisto.
- Estas purigaj filamentoj tie, kiuj estas kutime uzataj por purigi ajuton (malvarma kaj varma tiro)
- Varmigu vian ajuton al alta temperaturo kaj metu la purigadon. filamento tra, kaj ĝi devus forigi la lignoŝtopojn.
- Se la ligno estas obstina, kelkaj homoj uzis varmpafilon por malligi la materialon
- Fine, se nenio funkcias ol simple malmunti la hotend kaj purigi la derompaĵojn trempante la ajuton en la rekomendita solvilo.
6. Malvarmigu la Trovarmigitan Ekstrudantan Motoran Ŝoforon
Se lapresilo ĉesas elstari en la mezo de la presaĵo, tiam alia kialo povas esti trovarmigita eltruda motoro.
Se la presilo ne havas bonan malvarmigan sistemon, la extrudermotoro trovarmiĝas. La ŝoforoj de la ekstrudmotoroj tipe havas termikan fortranĉon aŭ deciditan sojlon ĉe kiu la ŝoforoj igas la ekstrudmotoron aŭtomate ĉesi.
Vidu ankaŭ: Ĉu gratita FEP-filmo? Kiam & Kiom Ofte Anstataŭigi FEP-FilmonSekvante konservos la temperaturon modera kaj la eltrudmotoro daŭre funkcias senpene sen iu ajn. rezisto.
- Ĉesu presadon dum iom da tempo por lasi la motoron ripozi kaj malvarmigi.
- Certu, ke la presilo ricevas ripozan tempon inter pluraj presaj laboroj
- Kontrolu ke via ekstrudmotoro ne funkcias pli malfacile ol ĝi bezonas kun malbonaj filamentaj vojoj
Kiel ripari 3D-presaĵon kiu malsukcesas je la sama alteco/punkto
Por ripari 3D; presaĵoj, kiuj malsukcesas je la sama alteco aŭ punkto, vi volas fizike kontroli vian presilon por vidi ĉu estas obstrukcoj aŭ implikaĵoj en la drataro aŭ kabloj kiuj estas kaptitaj sur io. Bona lubrikado de via presilo estas bona ideo, kaj ankaŭ kontroli, ke via portiko ne estas tro streĉita.
Ĉi tiuj estas nur kelkaj aferoj, kiujn vi povas provi solvi ĉi tiun problemon ankaŭ. kiel pli listigitaj sube.
Mi rekomendus provi presi kubon sen plenigaĵo aŭ supraj tavoloj, kiu havas altecon super kie estas la fiasko. Vi povas fari tion per 0.3mm tavoloalteco.
Se la kubo presas bone, vi tiam povas provi malaltpolican presaĵon kiel Low-poliecan Pikaĉuon kaj vidi ĉu la problemo okazas.
Ĉi tio permesos al via presilo rapide atingi. la observita punkto de fiasko por ke vi povu vidi kio ĝuste okazas.
Povus esti problemo kun la streĉeco de viaj portikaj radoj flanke de la Z-akso.
Por specifaj presaĵoj. , ĝi povus esti problemo pro ne havi sufiĉan plenigaĵon por subteni la suprajn tavolojn, kaŭzante presan malsukceson.
Alia afero, kiun vi povas fari, estas uzi plenigaĵon kiu estas nature pli densa kiel la Kuba plenigaĵo. .
Mi ankaŭ rigardus plialtigi vian presan temperaturon por kalkuli ajnan sub eltrudon ĉar ĝi certe povas kaŭzi malsukceson de presaĵoj. Se vi ricevas tavolan delaminadon aŭ malbonan tavoladheron, pli alta prestemperaturo povas ripari tion.
Unu afero, kiun multaj homoj faras, estas 3D presi antaŭtranĉitan dosieron kiel tiu, kiu venas kun la SD-karto apud la karto. presilo. Se ĉi tiuj dosieroj funkcias bone sed viaj tranĉaĵaj dosieroj havas tiujn samajn problemojn, tiam vi scias, ke ĝi estas plej verŝajne problemo pri tranĉilo.
Ĉu ĝisdatigi vian tranĉaĵilon al la plej nova versio aŭ uzi tute malsaman tranĉilon povas solvi la problemon de 3D. presaĵoj kiuj malsukcesas je la sama alteco. Cura havas vere bonajn defaŭltajn agordojn nuntempe do ĝi devus funkcii sufiĉe bone sen ŝanĝoj.
Estas bona ideo kontroli la fizikajn funkciojn de lapresilo kiel ekzemple la kabloj, dratoj, zonoj, bastonoj kaj ŝraŭboj. Eĉ bona lubrikado ĉirkaŭ la moviĝantaj partoj povas doni solvon al 3D-presaĵoj de maŝino kiel la Ender 3 aŭ Prusa-printiloj malsukcesantaj je la sama alteco.
Certigu, ke vi streĉu ŝraŭbojn ĉirkaŭ la presilo ĉar ili povas malstreĉiĝi. kun la tempo.
Konkludo
Kiel vi povas vidi, estas kelkaj malsamaj manieroj, kiujn vi povas solvi la problemon, ke via 3D-presilo ĉesigas eltruadon duonvoje tra la presa procezo. . Post kiam vi identigas la kaŭzon, la riparo estas kutime sufiĉe facila.
Mi certas, ke post kiam vi provos la metodojn detaligitajn supre, vi devus esti sur via vojo por solvi ĉi tiun problemon.