
فہرست کا خانہ
میں نے اپنے 3D پرنٹر کو 3D پرنٹ میں آدھے راستے سے باہر نکالنے کو روکنے کا تجربہ کیا ہے، اور صرف درمیانی ہوا میں پرنٹنگ شروع کریں جو مایوس کن ہو سکتی ہے۔ اس میں کچھ وقت لگا، لیکن آخر کار میں نے ایک 3D پرنٹر کو ٹھیک کرنے کا حل تلاش کر لیا جو مڈ پرنٹ کو نکالنا بند کر دیتا ہے۔
آخر میں ایک 3D پرنٹر کو ٹھیک کرنے کے لیے تفصیلی حل حاصل کرنے کے لیے پڑھتے رہیں جو مڈ پرنٹ کو نکالنا بند کر دے۔
میرا 3D پرنٹر آدھے راستے سے باہر نکلنا کیوں روکتا ہے؟
بہت سی وجوہات ہیں کہ آپ کا 3D پرنٹر آدھے راستے سے باہر نکلنا بند کر سکتا ہے۔ یہ فلیمینٹ، غلط درجہ حرارت، اخراج کے نظام میں بندش اور بہت کچھ کی وجہ سے ہو سکتا ہے۔
نیچے ایک زیادہ وسیع فہرست ہے
- فلامینٹ ختم ہو گیا ہے 6
3D پرنٹر کو کیسے ٹھیک کریں جو مڈ پرنٹ کو نکالنا بند کردے
1۔ Filament چیک کریں
ہاں، میں حل کو شروع کرنے کے لیے واضح طور پر بتانے جا رہا ہوں! اس طرح کی چیز ہم میں سے بہترین لوگوں کے ساتھ ہوتی ہے، اس لیے دو بار چیک کریں کہ آپ کا تنت اب بھی نوزل تک جا رہا ہے۔

آپ یہ بھی یقینی بنانا چاہتے ہیں کہ وہاں موجود نہیں ہیں۔ کوئی رکاوٹیں یا موڑ اور موڑ نہیں ہیں جو تنت کو باہر نکالنا مشکل بنا دیتے ہیں۔ اس کا مطلب یہ ہوگا کہ آپ کی موٹر کو زیادہ محنت کرنی ہوگی، اور ہوسکتا ہے کہ اس میں فلیمینٹ کی فراہمی کے لیے اتنی طاقت نہ ہو۔کے ذریعے۔
- اگر سپول فلیمینٹ سے باہر ہے تو جاری رکھنے کے لیے بس نیا فلیمینٹ داخل کریں
- فلامینٹ پاتھ وے کو ہموار اور بلا رکاوٹ بنائیں
2۔ Extruder Gear Spring Tension کو درست کریں
پرنٹ کے دوران، ایکسٹروڈر موٹر مسلسل گھومتی ہے۔ نوزل سے تنت نکالنے کے لیے موٹر تنت کو نوزل کی طرف دھکیلنے کی کوشش کرتی ہے۔
بھی دیکھو: 3D پرنٹر ہیٹنگ فیل کو کیسے ٹھیک کریں - تھرمل رن وے پروٹیکشنتاہم، جب آپ ضرورت سے زیادہ تیزی سے پرنٹ کرنے کی کوشش کرتے ہیں، یا آپ نوزل کی گنجائش سے کہیں زیادہ تنت نکالنے کی کوشش کرتے ہیں، تو فلیمینٹ چھین لیا جائے۔
یہاں کیا ہو سکتا ہے کہ ایکسٹروڈر موٹر فلیمینٹ کو اس وقت تک کچل سکتی ہے جب تک کہ گیئر کو پکڑنے کے لیے کچھ باقی نہ رہے۔ ہو سکتا ہے کہ گیئر پلاسٹک سے بھر جائے یا پھنس جائے اور باہر نکالنے کے لیے مزید فلیمینٹ پکڑنے کی صلاحیت کھو جائے۔

اس مسئلے کو حل کرنے کے لیے، آپ کو کچھ چیزوں کو چیک کرنا ہو سکتا ہے۔ :
- چیک کریں کہ آیا آپ کی موٹر گھوم رہی ہے اور فلیمینٹ نہیں نکال رہی ہے
- اپنے ایکسٹروڈر پر ٹینشن اسپرنگ کو ختم کریں، تاکہ یہ اتنا سخت اور مضبوط نہ ہو
- دیکھیں فلیمینٹ پر یہ دیکھنے کے لیے کہ آیا اسے چبا دیا گیا ہے، یعنی موسم بہار کا تناؤ بہت سخت ہے
3۔ واپس لینے کی ترتیبات
آپ کے پرنٹس کے دوران ایکسٹروڈر کو صحیح طریقے سے کام کرنے کے لیے واپس لینے کی ترتیبات واقعی اہم ہیں۔ آپ کو واپس لینے کی ترتیبات پر غور کرنا چاہیے کیونکہ وہ انتہائی اہم ہیں۔
اگر آپ کی واپسی کی رفتار بہت زیادہ ہے تو ایکسٹروڈر پر دباؤ بڑھ جائے گا۔
بھی دیکھو: ابتدائیوں کے لیے 30 ضروری 3D پرنٹنگ تجاویز - بہترین نتائج 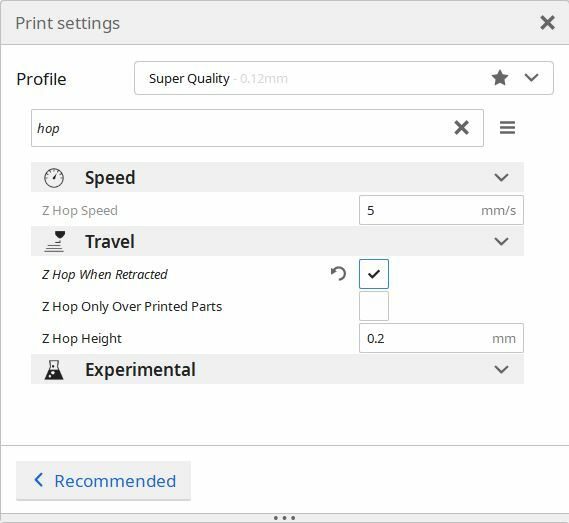
یہاں تک کہ aپیچھے ہٹنے کا فاصلہ بہت لمبا ہونا مسائل کا باعث بن سکتا ہے، کیونکہ فلیمینٹ تھوڑا بہت پیچھے ہٹ جاتا ہے جو آپ کے 3D پرنٹر میں بند ہونے کا سبب بن سکتا ہے۔
- سب سے پہلے میں جو کروں گا وہ ہے ایک مثالی مراجعت کی رفتار اور لمبائی تلاش کرنا اپنے 3D پرنٹر کے لیے
- اب، واپس لینے کے ٹیسٹ کا استعمال کرتے ہوئے اپنی واپسی کی ترتیبات میں ڈائل کریں تاکہ آپ صحیح معنوں میں بہترین ترتیبات کا پتہ لگا سکیں
- متعدد پرنٹس کے ساتھ ٹرائل اور ایرر استعمال کریں جب تک کہ آپ واپس آنے والی ترتیبات کو منتخب نہ کر لیں۔ بہترین معیار کے 3D پرنٹس۔
4۔ اپنے پرنٹنگ کے درجہ حرارت میں اضافہ کریں
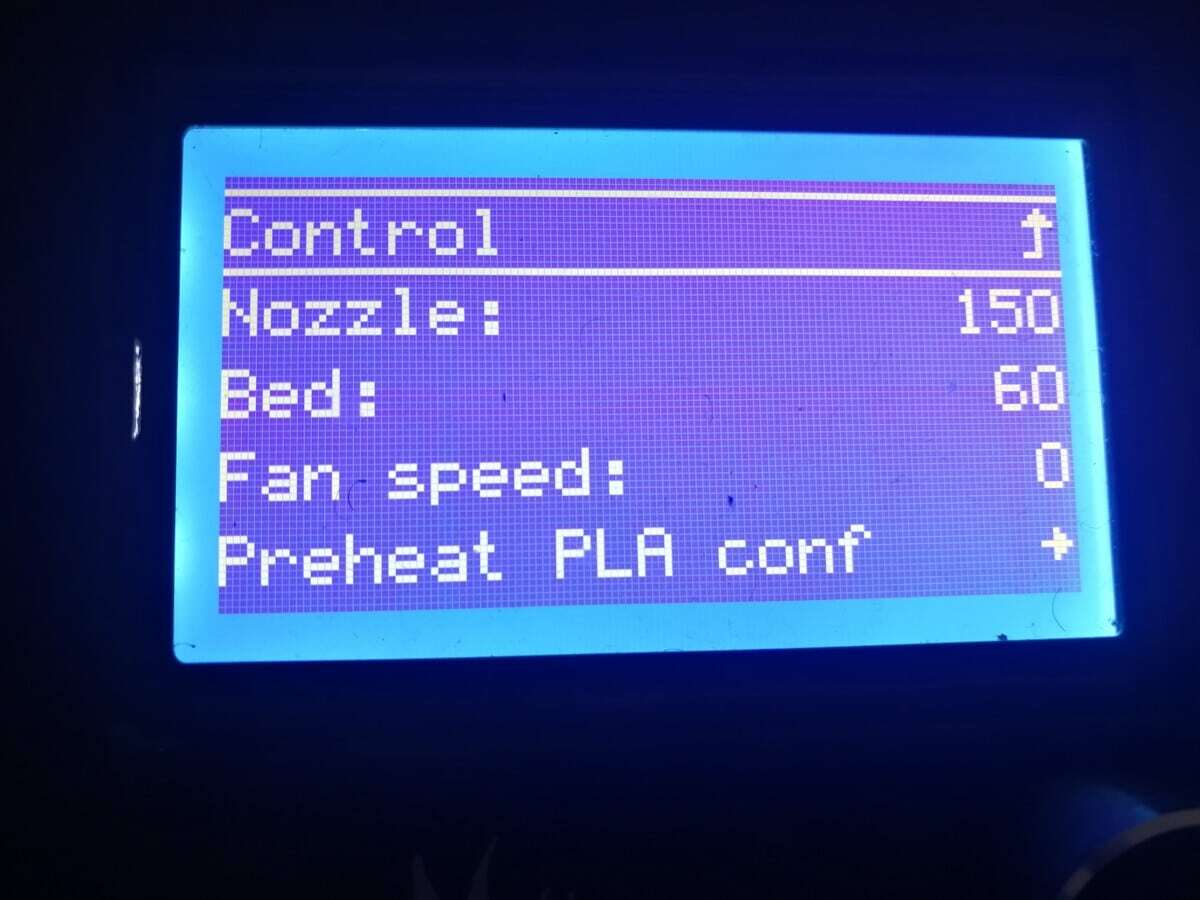
درجہ حرارت کی ترتیبات 3D پرنٹر کو ٹھیک کرنے میں بھی بہت اہم ہیں جو درمیانی پرنٹ کو نکالنا بند کر دیتا ہے۔ عام طور پر درجہ حرارت کی ایک حد ہوتی ہے جو آپ کے فلیمینٹ کے لیے مقرر ہوتی ہے جس کی پیروی کی جانی چاہیے۔
اس رینج کے اندر آپ کو اپنی سیٹنگز میں اسی طرح ڈائل کرنا چاہیے جس طرح واپس لینے کی ترتیبات۔
- I عام طور پر پرنٹنگ کے درجہ حرارت کی حد کے وسط سے شروع کریں (205-225°C 215°C ہو گا)
- اگر آپ واقعی اسے ڈائل کرنا چاہتے ہیں تو ہر درجہ حرارت کو 205°C سے استعمال کرتے ہوئے ٹیسٹ پرنٹ چلائیں۔ 5°C انکریمنٹ میں اضافہ کریں
- ہر 3D پرنٹ کا موازنہ اور اس کے برعکس کریں اور اس بات کا تعین کریں کہ کون سا پرنٹ آپ کو بہترین کوالٹی دیتا ہے۔
- یہ اتنا زیادہ ہونا چاہیے کہ یہ پگھل جائے اور آسانی سے باہر نکل جائے <3
- نوزل کو صاف کرنے والی سوئی یا تار کے برش سے نوزل کو صاف کریں
- آپ بعض اوقات نوزل میں تنت کو ہاتھ سے پیچھے سے دستی طور پر دھکیل کر نوزل کو صاف کر سکتے ہیں۔ ایکسٹروڈر۔
- وہاں صفائی کرنے والے فلیمینٹس موجود ہیں جو عام طور پر نوزل کو صاف کرنے کے لیے استعمال ہوتے ہیں (ٹھنڈا ٹھنڈا اور گرم کھینچنا)
- اپنے نوزل کو زیادہ درجہ حرارت پر گرم کریں اور صفائی کریں۔ فلیمینٹ کے ذریعے، اور اسے بندوں کو صاف کرنا چاہیے۔
- اگر بند ضدی ہے، تو کچھ لوگوں نے مواد کو ڈھیلا کرنے کے لیے ہیٹ گن کا استعمال کیا ہے
- آخر میں، اگر کچھ کام نہیں کرتا ہے تو صرف اس کو الگ کرنا نوزل کو تجویز کردہ سالوینٹ میں بھگو کر ملبے کو صاف کریں اور صاف کریں۔
- موٹر کو آرام اور ٹھنڈا ہونے دینے کے لیے کچھ دیر کے لیے پرنٹنگ بند کریں
- اس بات کو یقینی بنائیں کہ پرنٹر کو پرنٹنگ کے متعدد کاموں کے درمیان آرام کا وقت ملے
- چیک کریں کہ آپ کی ایکسٹروڈر موٹر خراب فلیمینٹ پاتھ ویز کے ساتھ ضرورت سے زیادہ محنت نہیں کر رہی ہے
14>1>
5۔ بھری ہوئی نوزل کو صاف کریں
پچھلے مراحل پر عمل کرنے کے بعد اگر مسئلہ برقرار رہتا ہے، اور یہ پرنٹ کی رفتار کو کم کر رہا ہے، تو شاید آپ کے پرنٹر کی نوزلزبھرا ہوا ہے۔
ایک بھری ہوئی نوزل فلیمینٹ کا صحیح طریقے سے باہر آنا مشکل بنا دیتی ہے جس کے نتیجے میں آپ کا ایکسٹروڈر آدھے راستے پر رک سکتا ہے۔
عام طور پر، نوزل کے بند کی شناخت پرنٹ جاب کے آغاز میں کی جاتی ہے۔ تاہم، یہ پرنٹنگ کے ذریعے بھی درمیان میں بلاک ہو سکتا ہے۔ نوزل بند ہونے کی کئی وجوہات ہو سکتی ہیں۔
سب سے عام دھول اور باقیات کا جمع ہونا ہے جو زیادہ درجہ حرارت تک گرم ہو جاتا ہے اور جل جاتا ہے۔ یہ ایکسٹروڈر میں کاربن کو ختم کرتا ہے اور آپ کے نوزل میں سخت پلاسٹک کے پھنسنے کا سبب بن سکتا ہے۔
دیگر وجوہات میں ایک بیکار نوزل یا نمی شامل ہوسکتی ہے جو آپ کے اخراج کے عمل کو متاثر کرتی ہے۔
اس مسئلے کو حل کرنے کے لیے درج ذیل کو آزمائیں:
6۔ زیادہ گرم ایکسٹروڈر موٹر ڈرائیور کو ٹھنڈا کریں
اگرپرنٹر پرنٹ کے بیچ میں باہر نکلنا بند کر دیتا ہے تو ایک اور وجہ زیادہ گرم ایکسٹروشن موٹر ہو سکتی ہے۔
اگر پرنٹر میں کولنگ سسٹم اچھا نہیں ہے تو ایکسٹروڈر موٹر زیادہ گرم ہو جاتی ہے۔ ایکسٹروڈر موٹرز کے ڈرائیوروں کے پاس عام طور پر تھرمل کٹ آف یا ایک طے شدہ حد ہوتی ہے جس پر ڈرائیور ایکسٹروڈر موٹر کو خود بخود روک دیتے ہیں۔
درج ذیل درجہ حرارت کو معتدل رکھے گا اور ایکسٹروڈر موٹر بغیر کسی آسانی کے کام کرتی رہتی ہے۔ مزاحمت۔
3D پرنٹ کو کیسے ٹھیک کریں جو ایک ہی اونچائی/پوائنٹ پر ناکام ہو جائے
3D کو ٹھیک کرنے کے لیے پرنٹس جو ایک ہی اونچائی یا نقطہ پر ناکام ہو جاتے ہیں، آپ اپنے پرنٹر کو جسمانی طور پر چیک کرنا چاہتے ہیں کہ آیا وائرنگ یا کیبلز میں کوئی رکاوٹ یا الجھ تو نہیں ہے جو کسی چیز پر پھنس رہے ہیں۔ آپ کے پرنٹر کا ایک اچھا چکنا ایک اچھا خیال ہے، ساتھ ہی یہ بھی چیک کرنا کہ آپ کی گینٹری زیادہ تنگ تو نہیں ہے۔
یہ صرف چند چیزیں ہیں جن سے آپ اس مسئلے کو حل کرنے کی کوشش کر سکتے ہیں۔ جیسا کہ مزید ذیل میں درج ہے۔
میں ایک ایسا مکعب پرنٹ کرنے کی تجویز کروں گا جس میں کوئی انفل یا اوپری تہہ نہ ہو جس کی اونچائی جہاں ناکامی ہو وہاں سے اوپر ہو۔ آپ یہ 0.3 ملی میٹر پرت کے ساتھ کر سکتے ہیں۔اونچائی۔
اگر کیوب ٹھیک پرنٹ کرتا ہے، تو آپ لو پولی پکاچو جیسے لو پولی پرنٹ کو آزما سکتے ہیں اور دیکھ سکتے ہیں کہ آیا مسئلہ پیدا ہوتا ہے۔
اس سے آپ کے پرنٹر کو تیزی سے پہنچنے کا موقع ملے گا۔ ناکامی کا مشاہدہ شدہ نقطہ تاکہ آپ دیکھ سکیں کہ اصل میں کیا ہو رہا ہے۔
یہ Z-axis کی طرف آپ کے گینٹری پہیوں کی تنگی کے ساتھ ایک مسئلہ ہو سکتا ہے۔
مخصوص پرنٹس کے لیے , اوپر کی تہوں کو سپورٹ کرنے کے لیے کافی انفل مواد نہ ہونے کا مسئلہ ہو سکتا ہے، جس کی وجہ سے پرنٹ کی ناکامی ہو سکتی ہے۔
ایک اور چیز جو آپ کر سکتے ہیں وہ ہے ایک انفل کا استعمال کرنا جو قدرتی طور پر کیوبک انفل پیٹرن کی طرح زیادہ گھنے ہو۔ .
میں آپ کے پرنٹنگ کے درجہ حرارت کو بڑھانے پر بھی غور کروں گا تاکہ کسی بھی انڈر ایکسٹروشن کے حساب سے ہو کیونکہ یہ یقینی طور پر پرنٹس کے ناکام ہونے کا سبب بن سکتا ہے۔ اگر آپ کو لیئر ڈیلامینیشن یا خراب پرت کا چپکنا ہو رہا ہے، تو زیادہ پرنٹنگ کا درجہ حرارت اسے ٹھیک کر سکتا ہے۔
ایک کام جو بہت سے لوگ کرتے ہیں وہ یہ ہے کہ پہلے سے کٹی ہوئی فائل کو 3D پرنٹ کریں جیسا کہ SD کارڈ کے ساتھ آتا ہے۔ پرنٹر اگر یہ فائلیں ٹھیک کام کرتی ہیں لیکن آپ کی کٹی ہوئی فائلوں میں وہی مسائل ہیں، تو آپ کو معلوم ہوگا کہ یہ سلائسر کا مسئلہ ہے پرنٹس جو ایک ہی اونچائی پر ناکام ہوجاتے ہیں۔ Cura میں آج کل بہت اچھی ڈیفالٹ سیٹنگز ہیں اس لیے اسے بغیر کسی تبدیلی کے کافی اچھا کام کرنا چاہیے۔
اس کی جسمانی خصوصیات کو چیک کرنا اچھا خیال ہے۔پرنٹر جیسے کیبلز، تاریں، بیلٹ، سلاخیں اور پیچ۔ یہاں تک کہ حرکت پذیر حصوں کے ارد گرد ایک اچھی چکنا بھی مشین سے 3D پرنٹس کا حل فراہم کر سکتی ہے جیسے Ender 3 یا Prusa پرنٹرز ایک ہی اونچائی پر ناکام ہو رہے ہیں۔
اس بات کو یقینی بنائیں کہ آپ پرنٹر کے گرد پیچ کو سخت کریں کیونکہ وہ ڈھیلے ہو سکتے ہیں۔ وقت کے ساتھ۔
نتیجہ
جیسا کہ آپ دیکھ سکتے ہیں، کچھ مختلف طریقے ہیں جن سے آپ پرنٹنگ کے عمل کے آدھے راستے میں اپنے 3D پرنٹر کے اخراج کو روکنے کے مسئلے کو حل کر سکتے ہیں۔ . ایک بار جب آپ وجہ کی شناخت کر لیتے ہیں، تو ٹھیک کرنا عام طور پر کافی آسان ہوتا ہے۔
مجھے یقین ہے کہ اوپر دیے گئے طریقوں کو آزمانے کے بعد، آپ کو اس مسئلے کو ٹھیک کرنے کے لیے اپنے راستے پر گامزن ہونا چاہیے۔