
Содржина
Искусив дека мојот 3D печатач престанува да се истиснува на половина пат во 3D печатење и само што почнал да печати во воздух, што може да биде фрустрирачко. Беше потребно малку време, но конечно го најдов решението за поправање на 3D печатач кој престанува да истиснува средно печатење.
Продолжете да читате за конечно да го добиете деталното решение за фиксирање на 3D печатач кој престанува да истиснува средно печатење.
Зошто мојот 3D печатач престанува да истекува на половина пат?
Има многу причини зошто вашиот 3D печатач може да престане да истиснува на половина пат низ печатењето. Тоа може да се должи на филаментот, неправилната температура, затнувањето во системот за истиснување и многу повеќе.
Подолу е поопширна листа на
- Фаментот истекол
- Влакно за отстранување на напнатоста на запчаникот на екструдерот
- Лоши поставки за повлекување
- Ниска температура на екструдерот
- Блокирана млазница или патека на екструдерот
- Двигателот на моторот на екструдерот е прегреан
Како да го поправите 3D печатачот што престанува да истекува средно печатење
1. Проверете го филаментот
Да, ќе го наведам очигледното за да започнат решенијата! Вакви работи им се случуваат на најдобрите од нас, затоа проверете двапати дали вашата влакно сè уште го наоѓа патот до млазницата.

Исто така, сакате да бидете сигурни дека нема Нема никакви пречки или пресврти што го отежнуваат истиснувањето на влакното. Тоа би значело дека вашиот мотор треба да работи понапорно и можеби нема доволно моќ да го напојува филаментотпреку.
- Ако макарата е без влакно, тогаш едноставно вметнете нова нишка за да продолжите
- Направете ја патеката на филаментот мазна и непречена
2. Поправете го затегнувањето на пружината на запчаникот на екструдерот
За време на печатењето, моторот на екструдерот постојано се врти. Моторот се обидува да го турка филаментот до млазницата за да го истисне влакното од млазницата.
Меѓутоа, кога се обидувате да печатите претерано брзо или се обидувате да истиснете многу повеќе влакно од капацитетот на млазницата, филаментот може се соблече.
Она што може да се случи овде е што моторот на екструдерот може да го скрши филаментот додека не остане ништо за запчаникот да го фати. Запчаникот може да заврши наполнет или заглавен со пластика и да ја изгуби способноста да зграпчи повеќе филамент за да се истисне.

За да го решите овој проблем, можеби ќе треба да проверите неколку работи :
- Проверете дали вашиот мотор се врти и не истиснува влакно
- Отвртете ја затегната пружина на вашиот екструдер, за да не е толку цврста и цврста
- Погледнете на филаментот за да се види дали е изџвакано, што значи дека пружината напнатост е претесна
3. Поставки за повлекување
Поставките за повлекување се навистина важни за да може екструдерот да работи правилно во текот на вашите отпечатоци. Треба да ги погледнете поставките за повлекување бидејќи тие се клучни.
Ако вашата брзина на повлекување е превисока, стресот на екструдерот ќе се зголеми.
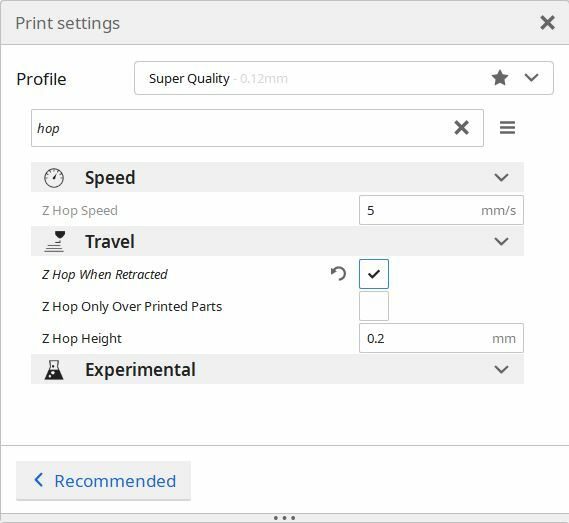
Дури и ако апредолгото растојание на повлекување може да предизвика проблеми, бидејќи влакното се повлекува малку предалеку што може да предизвика затнување на вашиот 3D печатач.
- Првата работа што би ја направил е да најдам идеална брзина и должина на повлекување за вашиот 3D печатач
- Сега, бирајте ги поставките за повлекување користејќи тест за повлекување за да можете вистински да ги откриете оптималните поставки
- Користете обиди и грешки со повеќекратни отпечатоци додека не ги изберете поставките што се враќаат 3D отпечатоци со најдобар квалитет.
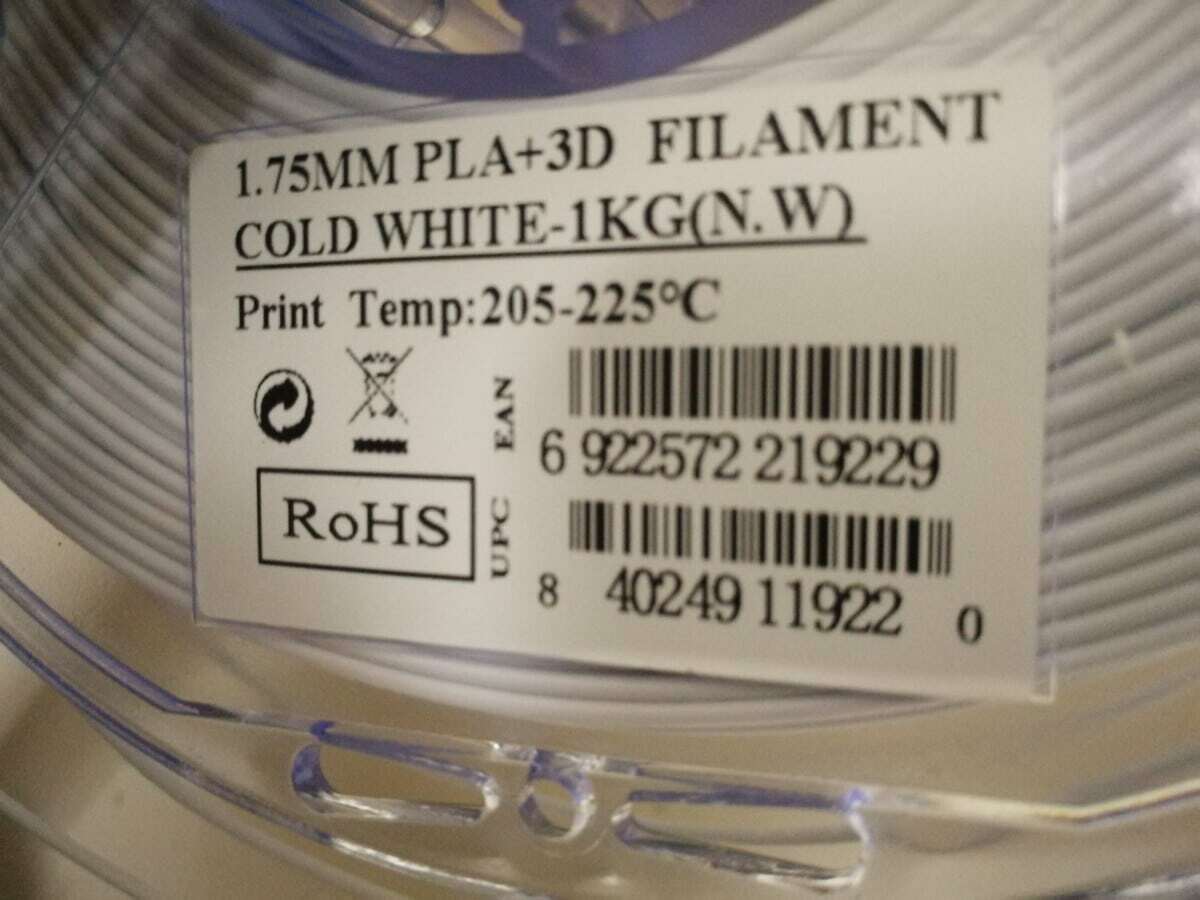
4. Зголемете ја температурата на печатење
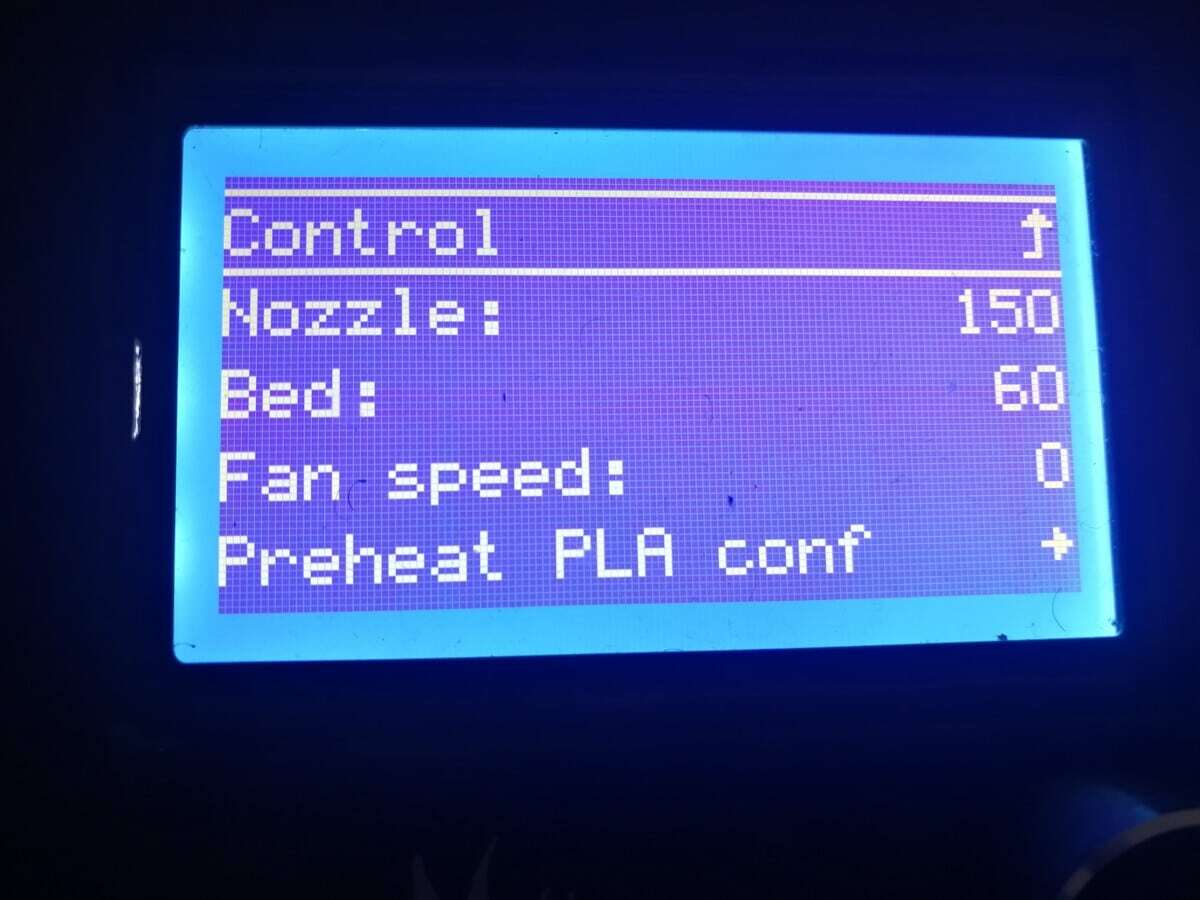
Поставките за температура се исто така многу важни за фиксирање на 3D печатач кој престанува да истиснува средно печатење. Генерално постои температурен опсег што е поставен за вашата влакно што треба да се следи.
Во тој опсег треба да ги бирате вашите поставки на ист начин како поставките за повлекување.
- I обично започнуваат со средината на опсегот за температура на печатење (205-225°C би биле 215°C)
- Ако навистина сакате да го вклучите, извршете тест печатење користејќи ја секоја температура од 205°C потоа зголемете за 5°C чекори
- Споредете и контрастирајте го секое 3D печатење и одредете кој печатење ви дава најдобар квалитет.
- Треба да биде доволно висок за да се топи и непречено да се истиснува
5. Исчистете ја затнатата млазница
По следењето на претходните чекори Ако проблемот опстојува и ја намалува брзината на печатење, млазниците на печатачот веројатно сезатнат.
Затнатата млазница го отежнува правилното излегување на филаментот што може да резултира со запирање на екструдерот до половина.
Обично, затнувањето на млазницата се идентификува на почетокот на задачата за печатење , сепак, може да се блокира и на средината на печатењето. Може да има неколку причини за затнувањето на млазницата.
Исто така види: Дали треба да го приложам мојот 3D печатач? Добрите, лошите страни и засилувач; ВодичиНајчесто е наталожувањето на прашина и остатоци кои се загреваат до високи температури и изгоруваат. Ова на крајот остава јаглерод во екструдерот и може да предизвика заглавување на стврдната пластика во вашата млазница.
Други причини може да вклучуваат млазница во мирување или влага што влијае на вашиот процес на истиснување.
За да се реши овој проблем обидете се со следново:
- Исчистете ја млазницата со игла за чистење на млазницата или жичена четка
- Понекогаш можете да ја исчистите млазницата со рачно туркање на филаментот во млазницата со рака од зад екструдер.
- Постојат филаменти за чистење кои вообичаено се користат за чистење на млазницата (ладно, ладно и топло влечење)
- Загрејте ја млазницата на висока температура и ставете го чистењето влакно и треба да ги исчисти затнувањето.
- Ако затнувањето е тврдоглаво, некои луѓе користеле топлински пиштол за да го олабават материјалот
- Конечно, ако ништо не функционира, освен само расклопување на загрејте и исчистете ги остатоците со натопување на млазницата во препорачаниот растворувач.
6. Изладете го прегреаниот двигател на моторот на екструдер
Акопечатачот престанува да се истиснува во средината на печатењето, тогаш друга причина може да биде прегреаниот мотор за истиснување.
Ако печатачот нема добар систем за ладење, моторот на екструдерот се прегрева. Двигателите на моторите на екструдерот обично имаат термичко исклучување или одреден праг на кој двигателите го прават моторот на екструдерот да запре автоматски.
Следењето ќе ја одржи температурата умерена и моторот на екструдерот продолжува да работи без напор без никакви отпор.
- Запрете го печатењето некое време за да го оставите моторот да мирува и да се олади
- Проверете дали печатачот добива време за одмор помеѓу повеќе задачи за печатење
- Проверете дека вашиот екструдерен мотор не работи понапорно отколку што треба со лоши патеки на влакно
Како да го поправите 3D печатењето што не успева на иста висина/точка
За да го поправите 3D отпечатоци кои не успеваат на иста висина или точка, сакате физички да го проверите вашиот печатач за да видите дали има пречки или заплеткувања во жиците или каблите што се заглавуваат на нешто. Доброто подмачкување на вашиот печатач е добра идеја, како и да проверите дали подеменот не е премногу цврсто зашрафен.
Ова се само неколку работи што можете да се обидете да го решите и овој проблем како што е повеќе наведено подолу.
Би препорачал да се обидете да испечатите коцка без полнење или горните слоеви што има висина над местото каде што е дефектот. Можете да го направите ова со слој од 0,3 ммвисина.
Ако коцката се печати добро, тогаш можете да пробате печатење со низок поли како што е Low-Poly Pikachu и да видите дали се појавува проблемот.
Ова ќе му овозможи на вашиот печатач брзо да достигне набљудуваната точка на дефект за да можете да видите што точно се случува.
Може да е проблем со затегнатоста на вашите подемен тркала од страната на оската Z.
За специфични отпечатоци , може да биде проблем со немањето доволно материјал за полнење за да ги поддржи слоевите погоре, што ќе доведе до дефект на печатењето.
Друга работа што можете да направите е да користите полнење што е природно погусто како шемата за кубно полнење .
Исто така, ќе разгледам да ја зголемам температурата на печатење за да го земеме предвид секое под истиснување бидејќи тоа дефинитивно може да предизвика неуспех на отпечатоците. Ако добивате раслојување на слојот или лоша адхезија на слојот, повисоката температура на печатење може да го поправи тоа.
Една работа што ја прават многу луѓе е 3Д печатење на претходно исечена датотека како онаа што доаѓа со SD-картичката заедно со печатач. Ако овие датотеки работат добро, но вашите исечени датотеки ги имаат истите проблеми, тогаш знаете дека најверојатно е проблем со сечачот.
Или со ажурирање на вашиот сечач до најновата верзија или со користење на сосема поинаков сечач може да се реши проблемот со 3D отпечатоци кои не успеваат на иста висина. Cura има навистина добри стандардни поставки во денешно време, така што треба да работи прилично добро без промени.
Добра идеја е да ги проверите физичките карактеристики напечатач како што се кабли, жици, ремени, прачки и завртки. Дури и доброто подмачкување околу подвижните делови може да обезбеди решение за 3D отпечатоци од машина како печатачите Ender 3 или Prusa кои не успеваат на иста висина.
Погрижете се да ги затегнете завртките околу печатачот бидејќи може да се олабават со текот на времето.
Заклучок
Како што можете да видите, постојат неколку различни начини на кои можете да го решите проблемот со тоа што вашиот 3D печатач го запира истиснувањето на половина од процесот на печатење . Откако ќе ја идентификувате причината, поправката обично е прилично лесно.
Сигурен сум дека откако ќе ги испробате методите опишани погоре, треба да бидете на добар пат да го решите овој проблем.