
Isi kandungan
Saya pernah mengalami pencetak 3D saya berhenti menyemperit separuh jalan dalam cetakan 3D, dan hanya mula mencetak di udara yang boleh mengecewakan. Ia mengambil sedikit masa, tetapi akhirnya saya menemui penyelesaian untuk membetulkan pencetak 3D yang berhenti menyemperit cetakan pertengahan.
Teruskan membaca untuk akhirnya mendapatkan penyelesaian terperinci untuk membetulkan pencetak 3D yang berhenti menyemperit cetakan pertengahan.
Mengapa Pencetak 3D Saya Berhenti Penyemperitan Separuh Jalan?
Terdapat banyak sebab mengapa pencetak 3D anda mungkin berhenti menyemperit separuh jalan melalui cetakan. Ia mungkin disebabkan oleh filamen, suhu yang salah, penyumbatan dalam sistem penyemperitan dan banyak lagi.
Di bawah ialah senarai yang lebih banyak
- Filamen telah kehabisan
- Filamen pelucutan ketegangan gear penyemperit
- Tetapan penarikan balik yang buruk
- Suhu penyemperit rendah
- Laluan muncung atau penyemperit terhalang
- Pemandu motor penyemperit terlalu panas
Cara Membaiki Pencetak 3D Yang Menghentikan Penyemperitan Cetakan Pertengahan
1. Semak Filamen
Ya, saya akan menyatakan yang jelas untuk memulakan penyelesaian! Perkara sebegini berlaku kepada yang terbaik daripada kami, jadi semak semula sama ada filamen anda masih menemui jalan keluar ke muncung.

Anda juga ingin memastikan terdapat sebarang halangan atau liku-liku yang menyukarkan filamen untuk tersemperit. Ini bermakna motor anda perlu bekerja lebih keras, dan ia mungkin tidak mempunyai kuasa yang mencukupi untuk membekalkan filamenmelalui.
- Jika kili kehabisan filamen maka hanya masukkan filamen baharu untuk meneruskan
- Jadikan laluan filamen licin dan tidak terhalang
2. Betulkan Ketegangan Spring Gear Extruder
Semasa cetakan, motor extruder berputar secara berterusan. Motor cuba menolak filamen ke muncung untuk menyemperit filamen daripada muncung.
Lihat juga: 8 Cara Cara Betulkan Ender 3 Katil Terlalu Tinggi atau RendahWalau bagaimanapun, apabila anda cuba mencetak terlalu pantas, atau anda cuba menyemperit lebih banyak filamen daripada kapasiti muncung, filamen mungkin dilucutkan.
Apa yang boleh berlaku di sini ialah motor penyemperit mungkin meremukkan filamen sehingga tiada apa-apa lagi untuk dipegang oleh gear. Gear mungkin terisi atau tersangkut dengan plastik dan kehilangan keupayaan untuk menangkap lebih banyak filamen untuk tersemperit.

Untuk menyelesaikan masalah ini, anda mungkin perlu menyemak beberapa perkara :
- Periksa sama ada motor anda berputar dan tidak menyemperit filamen
- Buat asal pegas tegangan pada penyemperit anda, supaya ia tidak begitu ketat dan padat
- Lihat pada filamen untuk melihat sama ada ia telah dikunyah, bermakna ketegangan spring terlalu ketat
3. Tetapan Penarikan Balik
Tetapan penarikan balik adalah sangat penting untuk memastikan penyemperit berfungsi dengan baik sepanjang cetakan anda. Anda harus melihat tetapan penarikan balik kerana ia adalah penting.
Jika kelajuan penarikan balik anda terlalu tinggi, tekanan pada penyemperit akan meningkat.
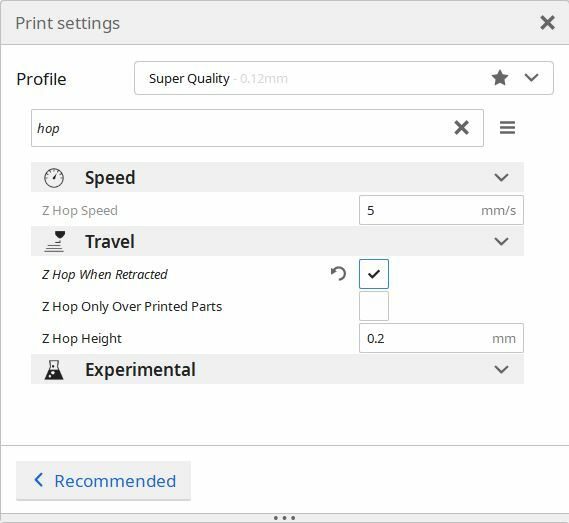
Walaupun mempunyai ajarak penarikan balik terlalu lama boleh menyebabkan masalah, kerana filamen ditarik ke belakang terlalu jauh yang boleh menyebabkan tersumbat dalam pencetak 3D anda.
- Perkara pertama yang saya akan lakukan ialah mencari kelajuan dan panjang penarikan balik yang ideal untuk pencetak 3D anda
- Sekarang, dail dalam tetapan penarikan balik anda menggunakan ujian penarikan balik supaya anda benar-benar dapat mengetahui tetapan optimum
- Gunakan percubaan dan ralat dengan berbilang cetakan sehingga anda memilih tetapan yang kembali cetakan 3D kualiti terbaik.
4. Tingkatkan Suhu Pencetakan Anda
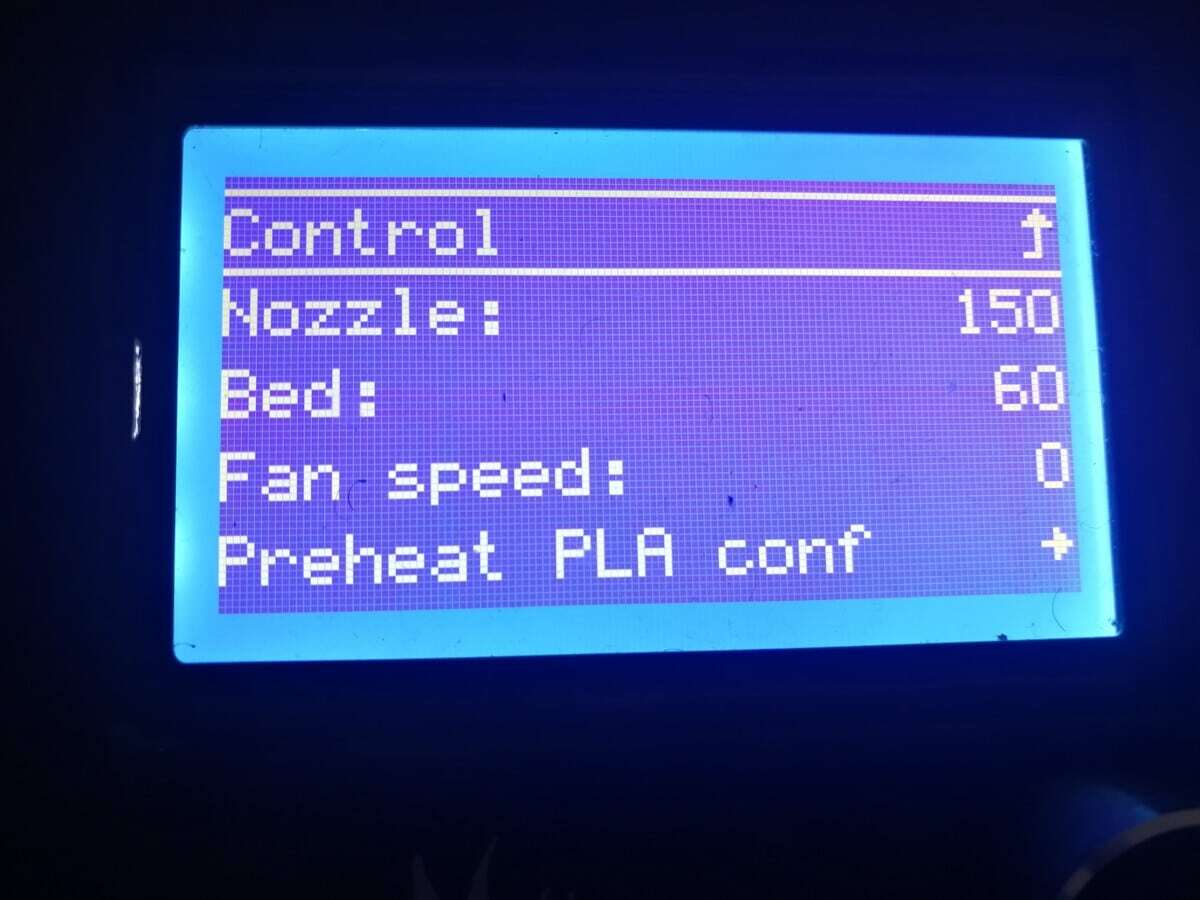
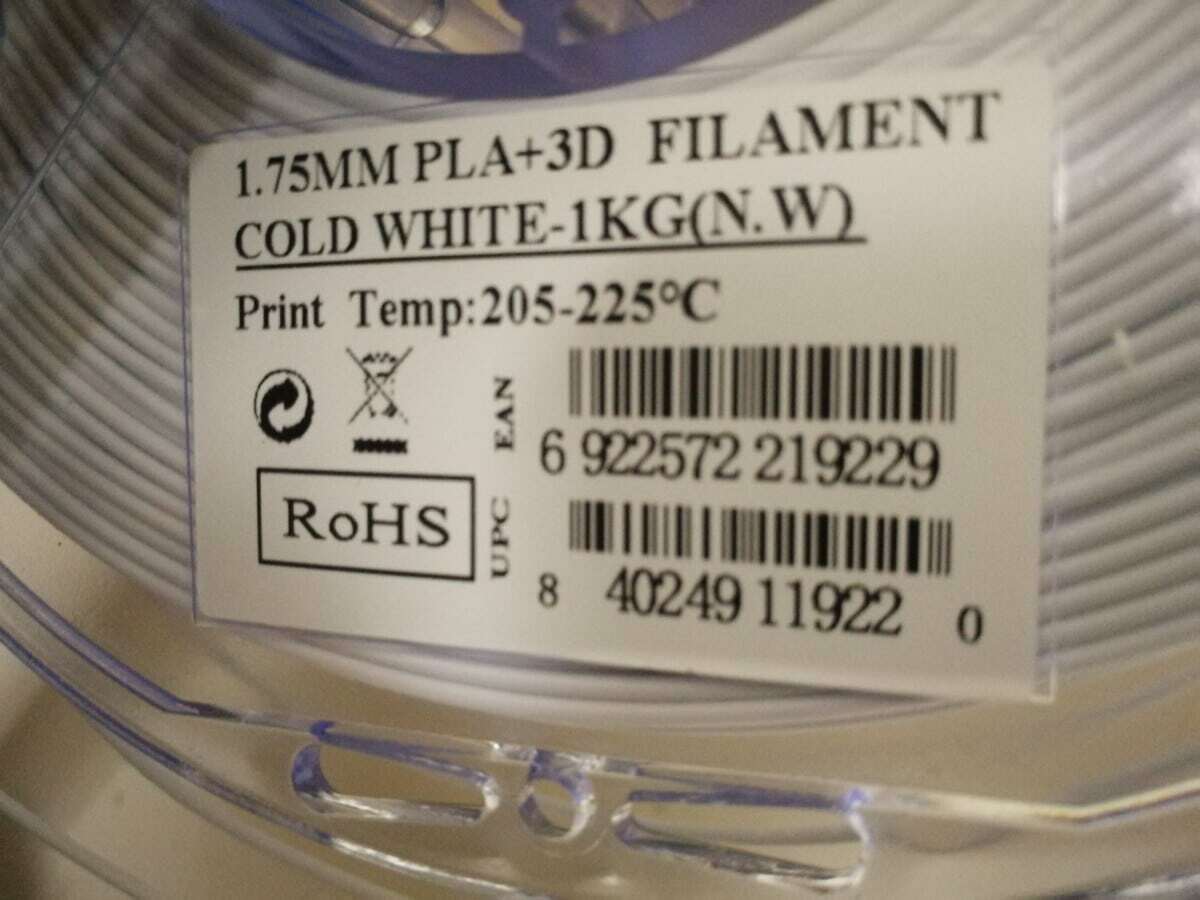
Tetapan suhu juga sangat penting dalam membetulkan pencetak 3D yang berhenti menyemperit cetakan pertengahan. Biasanya terdapat julat suhu yang ditetapkan untuk filamen anda yang harus diikuti.
Lihat juga: Kajian QIDI Tech X-Plus Ringkas – Berbaloi Dibeli atau Tidak?Dalam julat itu anda harus mendail dalam tetapan anda dengan cara yang sama seperti tetapan penarikan balik.
- I biasanya bermula dengan pertengahan julat untuk suhu cetakan (205-225°C ialah 215°C)
- Jika anda benar-benar ingin mendailnya, jalankan cetakan ujian menggunakan setiap suhu daripada 205°C kemudian meningkat sebanyak 5°C kenaikan
- Bandingkan dan bezakan setiap cetakan 3D dan tentukan cetakan yang memberikan anda kualiti terbaik.
- Ia sepatutnya cukup tinggi sehingga ia cair dan tersemperit dengan lancar
5. Kosongkan Muncung Tersumbat
Selepas mengikuti langkah sebelumnya Jika masalah berterusan, dan ia memperlahankan kelajuan cetakan, muncung pencetak anda mungkintersumbat.
Muncung tersumbat menyukarkan filamen untuk keluar dengan betul yang boleh mengakibatkan penyemperit berhenti separuh jalan.
Biasanya, penyumbatan muncung dikenal pasti pada permulaan kerja cetakan , walau bagaimanapun, ia juga boleh disekat pada pertengahan melalui percetakan. Terdapat beberapa sebab untuk muncung tersumbat.
Paling biasa ialah pengumpulan habuk dan sisa yang dipanaskan sehingga suhu tinggi dan terbakar. Ini akhirnya meninggalkan karbon dalam penyemperit dan boleh menyebabkan plastik keras tersangkut dalam muncung anda.
Sebab lain mungkin termasuk muncung melahu atau lembapan yang menjejaskan proses penyemperitan anda.
Untuk menyelesaikan isu ini cuba yang berikut:
- Kosongkan muncung dengan jarum pembersih muncung atau berus dawai
- Anda kadangkala boleh mengosongkan muncung dengan menolak filamen dalam muncung secara manual dengan tangan dari belakang penyemperit.
- Terdapat filamen pembersih di luar sana yang biasanya digunakan untuk membersihkan muncung (sejuk sejuk & panas tarik)
- Panaskan muncung anda pada suhu tinggi dan letakkan pembersihan filamen melalui, dan ia harus membersihkan penyumbat.
- Jika penyumbat itu degil, sesetengah orang telah menggunakan senapang haba untuk melonggarkan bahan
- Akhirnya, jika tiada apa-apa yang berkesan daripada hanya membuka panaskan dan bersihkan serpihan dengan merendam muncung dalam pelarut yang disyorkan.
6. Sejukkan Pemandu Motor Extruder Terlalu Panas
Jikapencetak berhenti menyemperit di tengah-tengah cetakan maka sebab lain boleh menjadi motor penyemperitan yang terlalu panas.
Jika pencetak tidak mempunyai sistem penyejukan yang baik, motor penyemperit akan menjadi terlalu panas. Pemacu motor penyemperit biasanya mempunyai pemotongan haba atau ambang yang ditentukan di mana pemandu membuat motor penyemperit berhenti secara automatik.
Berikut akan memastikan suhu sederhana dan motor penyemperit terus berfungsi dengan mudah tanpa sebarang rintangan.
- Berhenti mencetak seketika untuk membiarkan motor berehat dan menyejuk
- Pastikan pencetak mendapat masa rehat di antara berbilang kerja pencetakan
- Semak bahawa motor penyemperit anda tidak berfungsi lebih keras daripada yang diperlukan dengan laluan filamen yang buruk
Cara Membetulkan Cetakan 3D Yang Gagal Pada Ketinggian/Titik Yang Sama
Untuk membaiki 3D cetakan yang gagal pada ketinggian atau titik yang sama, anda ingin menyemak pencetak anda secara fizikal untuk melihat sama ada terdapat sebarang halangan atau kusut pada pendawaian atau kabel yang tersangkut pada sesuatu. Pelinciran yang baik pada pencetak anda ialah idea yang baik, serta memeriksa sama ada gantri anda tidak diskru terlalu ketat.
Ini hanyalah beberapa perkara yang anda boleh cuba untuk membetulkan isu ini juga seperti yang disenaraikan di bawah.
Saya akan mengesyorkan cuba mencetak kiub tanpa isian atau lapisan atas yang mempunyai ketinggian di atas tempat kegagalan itu. Anda boleh melakukan ini dengan lapisan 0.3mmketinggian.
Jika kubus mencetak dengan baik, anda boleh mencuba cetakan poli rendah seperti Pikachu Poli Rendah dan lihat jika masalah itu berlaku.
Ini akan membolehkan pencetak anda mencapai dengan cepat titik kegagalan yang diperhatikan supaya anda boleh melihat apa yang sebenarnya berlaku.
Ia mungkin menjadi masalah dengan kekejangan roda gantri anda pada sisi paksi-Z.
Untuk cetakan tertentu , ia mungkin menjadi masalah kerana tidak mempunyai bahan isian yang mencukupi untuk menyokong lapisan di atas, yang membawa kepada kegagalan cetakan.
Perkara lain yang boleh anda lakukan ialah menggunakan isian yang secara semula jadi lebih padat seperti corak isian Kubik .
Saya juga akan mempertimbangkan untuk meningkatkan suhu cetakan anda untuk mengambil kira sebarang penyemperitan kerana ia pasti boleh menyebabkan cetakan gagal. Jika anda mendapat penembusan lapisan atau lekatan lapisan yang teruk, suhu pencetakan yang lebih tinggi boleh membetulkannya.
Satu perkara yang ramai orang lakukan ialah mencetak 3D fail yang telah dihiris seperti yang disertakan bersama kad SD di samping mesin pencetak. Jika fail ini berfungsi dengan baik tetapi fail yang dihiris anda mempunyai isu yang sama, maka anda tahu kemungkinan besar ia adalah masalah penghiris.
Sama ada mengemas kini penghiris anda kepada versi terkini atau menggunakan penghiris yang berbeza boleh menyelesaikan isu 3D cetakan yang gagal pada ketinggian yang sama. Cura mempunyai tetapan lalai yang sangat baik pada masa kini jadi ia sepatutnya berfungsi dengan baik tanpa perubahan.
Adalah idea yang baik untuk menyemak ciri fizikalpencetak seperti kabel, wayar, tali pinggang, rod dan skru. Malah pelinciran yang baik di sekeliling bahagian yang bergerak boleh memberikan penyelesaian kepada cetakan 3D daripada mesin seperti pencetak Ender 3 atau Prusa yang gagal pada ketinggian yang sama.
Pastikan anda mengetatkan skru di sekeliling pencetak kerana ia boleh melonggarkan dari semasa ke semasa.
Kesimpulan
Seperti yang anda lihat, terdapat beberapa cara berbeza yang anda boleh menyelesaikan isu pencetak 3D anda menghentikan penyemperitan di tengah-tengah proses pencetakan . Sebaik sahaja anda mengenal pasti puncanya, pembetulan biasanya agak mudah.
Saya pasti selepas anda mencuba kaedah yang diperincikan di atas, anda sepatutnya dapat menyelesaikan isu ini dengan baik.