
Daptar eusi
ABS dipaké pikeun jadi bahan percetakan 3D nu pang populerna saméméh PLA, jadi kuring wondered naon speed percetakan pangalusna sarta suhu bakal jadi pikeun filamén ABS.
Laju pangalusna & amp; Suhu pikeun ABS gumantung kana jinis ABS anu anjeun anggo sareng printer 3D naon anu anjeun gaduh, tapi umumna anjeun hoyong nganggo laju 50mm / s, suhu nozzle 240 ° C sareng ranjang dipanaskeun suhu 80°C. Merek ABS gaduh setélan suhu anu disarankeun dina spool.
Éta jawaban dasar anu bakal ngajantenkeun anjeun suksés, tapi aya langkung rinci anu anjeun hoyong terang pikeun kéngingkeun percetakan anu sampurna. speed na suhu pikeun ABS.
Naon Kacepetan Nyitak Pangsaéna pikeun ABS?
Laju nyitak pangalusna pikeun filamén ABS ragrag antara 30-70mm/s pikeun printer 3D baku. Kalawan printer 3D well-katala nu boga stabilitas alus, Anjeun bisa jadi bisa nyitak 3D dina laju gancang tanpa ngurangan kualitas pisan. Ieu mangrupakeun ide nu sae pikeun nyitak munara kalibrasi pikeun speed jadi Anjeun bisa nempo béda dina kualitas.
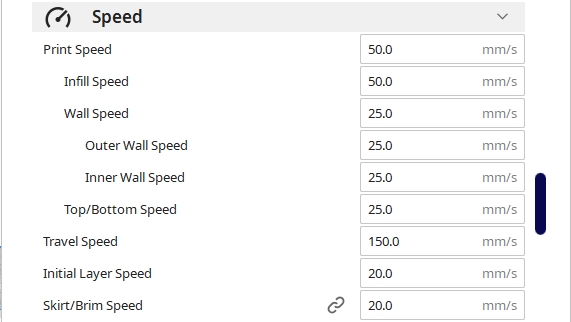
Laju nyetak standar di Cura, slicer nu pang populerna nyaeta 50mm/s, nu kedah dianggo lumayan lah pikeun filamén ABS. Anjeun tiasa nyaluyukeun laju nyitak kaluhur atanapi kahandap gumantung kana kualitas naon anu anjeun pikahoyong.
Sacara umum, langkung laun anjeun nyitak, langkung saé kualitasna, sedengkeun langkung gancang anjeun nyitak. , nu Lesser kualitas bakal. Sababaraha 3Dprinter dirancang pikeun nyitak 3D dina ongkos leuwih gancang kawas printer Delta 3D, nu bisa kalayan gampang ngahontal 150mm/s, tapi keur sabagéan ageung anjeun gé hayang tetep dina rentang 30-70mm/s.
Aya speeds béda dina laju citak umum kayaning:
- Laju Infill
- Laju Tembok (Tembok Luar & Tembok Batin)
- Laju Top/Bottom
- Kagancangan Lapisan Awal
Nilai standar di Cura kedah masihan anjeun hasil anu saé tapi anjeun tiasa nyaluyukeun kacepetan ieu pikeun masihan waktos percetakan anu langkung gancang.
Kusabab Kacepetan Infill anjeun mangrupikeun bahan jero tina citak 3D anjeun, ieu biasana disetél sami sareng Speed Citak utama anjeun, dina 50mm/s.
Laju Tembok, Top/ Handap Speed & amp; Lapisan Lapisan awal kedah langkung handap kusabab aranjeunna nyayogikeun kualitas permukaan utama sareng ngawangun adhesion pelat. Biasana dirumuskeun janten 50% tina Kacepetan Cetak, sedengkeun Kacepetan Lapisan Awal disetel janten 20mm/s.
Anjeun tiasa pariksa pituduh kuring anu langkung lengkep dina Percetakan 3D ABS.
Naon Suhu Percetakan Pangsaéna pikeun ABS?
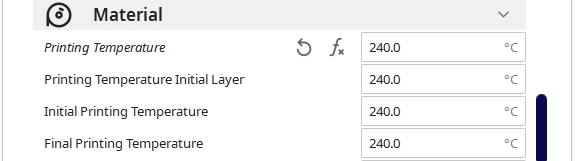
Suhu nozzle pangalusna pikeun ABS antara 210-265°C gumantung kana mérek filamén nu Anjeun piboga, ditambah printer 3D husus Anjeun sareng setelan. Pikeun SUNLU ABS, aranjeunna nyarankeun suhu percetakan 230-240 ° C. HATCHBOX PETG nyarankeun suhu nyitak 210-240°C. Pikeun OVERTURE ABS, 245-265°C.
Kaseueuran jalma biasana gaduh hasil anu pangsaéna sarengsuhu 240-250°C nalika ningali setélan kalolobaan jalma, tapi éta gumantung kana suhu lingkungan di sabudeureun anjeun, katepatan thermistor anjeun ngarékam suhu sareng faktor sanésna.
Malah panyitak 3D khusus anu anjeun gaduh tiasa rada ngarobih suhu percetakan anu pangsaéna pikeun ABS. Merk pasti béda dina suhu mana anu paling saé, janten langkung saé pikeun milari naon anu cocog pikeun kaayaan anjeun.
Anjeun tiasa nyitak anu disebut Menara Suhu. Ieu dasarna mangrupa munara anu nyitak munara dina suhu anu béda-béda nalika naék ka luhur menara.
Tingali pidéo di handap ngeunaan kumaha anjeun tiasa ngalakukeun ieu pikeun diri anjeun langsung di Cura.
Anjeun ogé tiasa Pilih unduh modél anjeun nyalira di luar Cura upami anjeun nganggo pangiris sanés ku ngaunduh Menara Kalibrasi Suhu ieu ti Thingiverse.
Naha anjeun gaduh Ender 3 Pro atanapi V2, suhu percetakan anjeun kedah disebatkeun ku produsén filamén dina sisi spool atawa bungkusan, mangka anjeun bisa nguji suhu sampurna ku ngagunakeun munara suhu.
Ulah tetep dina pikiran sanajan, tabung PTFE stock nu hadir kalawan printer 3D biasana mibanda résistansi panas puncak sabudeureun. 250 ° C, jadi Abdi nyarankeun ningkatkeun ka Capricorn PTFE Tube pikeun tahan panas hadé nepi ka 260 ° C.
Ieu oge gede pikeun ngarengsekeun dahar filamén jeung retraction isu.

Naon ariSuhu ranjang Print pangalusna pikeun ABS?
Suhu ranjang print pangalusna pikeun ABS nyaeta antara 70-100 ° C, jeung hawa plat ngawangun optimal keur 75-85 ° C pikeun kalolobaan merek. PETG boga suhu transisi kaca 100 ° C nu suhu eta softens di. OVERTURE ABS nyarankeun suhu ranjang 80-100 ° C, sedengkeun SUNLU ABS nyarankeun 70-85 ° C.
Anjeun biasana bakal gaduh rentang sabab printer 3D henteu sadayana diwangun sareng sami. lingkungan dimana anjeun nyitak ngajadikeun bédana. Upami anjeun nyitak 3D di garasi anu rada tiis, anjeun hoyong nganggo suhu ranjang anu langkung luhur nalika nganggo kandang.
Tempo_ogé: 7 Printer 3D pangalusna pikeun ABS, ASA & amp; Nylon Filamén 
Upami anjeun nyitak 3D di kantor haneut, Anjeun meureun bakal oke jeung suhu ranjang 70-80 ° C. Abdi badé nuturkeun suhu anu disarankeun pikeun merek khusus anjeun sareng ningali naon anu paling cocog sareng sababaraha uji coba.
Sababaraha pangguna nyarios yén aranjeunna nampi cetakan ABS anu saé dina 100°C, sareng sababaraha anu langkung handap, janten éta gumantung kana anjeun setelan husus.
Naon Suhu Ambient Pangsaéna pikeun Percetakan 3D ABS?
Suhu ambient pangalusna pikeun ABS nyaéta antara 15-32°C (60-90°F) . Hal utama anu kedah diémutan nyaéta henteu gaduh seueur teuing turun naek suhu salami prosés percetakan 3D. Dina kamar nu leuwih tiis, Anjeun bisa jadi hoyong rada ningkatkeun suhu hotend Anjeun, teras di kamar nu leuwih panas rada ngurangan.
 Creality Fireproof & amp;Kandang Tahan Debu
Creality Fireproof & amp;Kandang Tahan Debu- Ngagunakeun kandang mangrupikeun cara anu saé pikeun ngontrol turun naek suhu. Abdi nyarankeun meunang hal kawas Creality Fireproof & amp; Kandang tahan debu ti Amazon.
Harga ditarik ti Amazon Product Advertising API dina:
Harga produk sareng kasadiaan akurat dina tanggal/waktos anu dituduhkeun sareng tiasa robih. Sakur inpormasi harga sareng kasadiaan anu dipidangkeun dina [Loka Amazon anu relevan, upami tiasa dianggo] dina waktos ngagaleuh bakal dilarapkeun kana ngagaleuh produk ieu.
Naon Kacepetan Kipas Pangsaéna pikeun ABS?
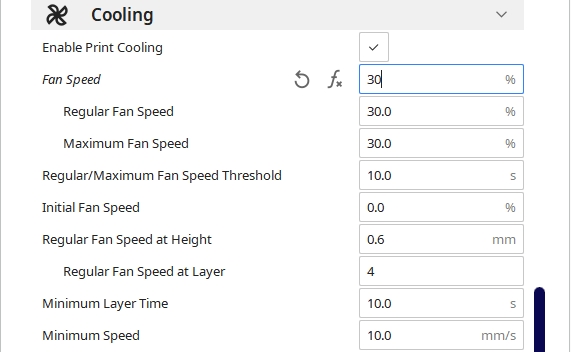
Laju kipas pangalusna pikeun ABS biasana 0-30% tapi anjeun bisa ningkatkeun ieu pikeun bridging, nepi ka 60-75% atawa leuwih. Sababaraha urang gaduh masalah sareng lapisan adhesion nalika ngahurungkeun kipas cooling, jadi Abdi mimitian ku ngagunakeun euweuh fans jeung kamungkinan mawa aranjeunna dina overhangs na sasak. Sababaraha urang ngagunakeun 25% jeung 60% kalawan hasil alus.
ABS katelah warp alatan parobahan suhu jadi Anjeun kudu ati ngagunakeun kipas. Anjeun hoyong mareuman kipas pikeun sababaraha lapisan kahiji, nganggo setelan Cura tina "Kagancangan Kipas Biasa dina Lapisan", janten 4 sacara standar.
Anjeun tiasa nyiptakeun profil khusus pikeun cetakan 3D ABS anjeun sareng nyimpen yén salaku profil custom, unggal waktos Anjeun hoyong 3D print ABS.
Sababaraha jalma meunang hasil anu hadé tanpa kipas, tapi sigana kalolobaan jalma meunang hasil anu hadé sareng fansngajalankeun dina persentase low. Anjeun hoyong ngadalikeun tingkat shrinkage ku gaduh kontrol anu santun dina suhu.
Tempo_ogé: 7 Printer 3D pangalusna pikeun Insinyur & amp; Mahasiswa Insinyur MesinAnjeun tiasa milih pikeun rada ningkatkeun suhu percetakan upami anjeun gaduh masalah.
Upami anjeun nuju nyitak 3D. lingkungan anu cukup tiis, kipas tiasa niup hawa anu langkung tiis kana citak 3D anu tiasa nyababkeun masalah percetakan. Salami kipasna henteu niup hawa anu tiis teuing, kipas cooling dina setélan anu handap kedah nyitak saé.
Parios artikel abdi ngeunaan naha anjeun tiasa nyitak 3D dina Kamar Tiis atanapi Panas kanggo inpormasi langkung lengkep. .
Naon Jangkungna Lapisan Pangsaéna pikeun ABS?
Jangkungna lapisan anu pangsaéna pikeun ABS kalayan nozzle 0.4mm, aya di mana waé antara 0.12-0.28mm gumantung kana kualitas naon. anjeun sanggeus. Pikeun model kualitas luhur kalawan loba rinci, 0.12mm jangkungna lapisan mungkin, bari gancang & amp; prints kuat bisa dilakukeun dina 0.2-0.28mm.

0.2mm nyaeta jangkungna lapisan standar pikeun percetakan 3D sacara umum sabab kasaimbangan hébat kualitas jeung citak. laju. Nu handap jangkungna lapisan Anjeun, kualitas Anjeun bakal leuwih alus, tapi nambahan jumlah sakabéh lapisan nu ngaronjatkeun waktu print sakabéh.
Gumantung kana naon proyek Anjeun, Anjeun bisa jadi teu paduli ngeunaan kualitas jadi ngagunakeun Jangkungna lapisan sapertos 0.28mm sareng langkung luhur bakal tiasa dianggo. Pikeun model sejen dimana anjeun paduli kualitas permukaan, jangkungna lapisan tina0.12mm atanapi 0.16mm idéal.