
Innehållsförteckning
ABS brukade vara det mest populära 3D-utskriftsmaterialet före PLA, så jag undrade vad den bästa utskriftshastigheten och temperaturen skulle vara för ABS-filament.
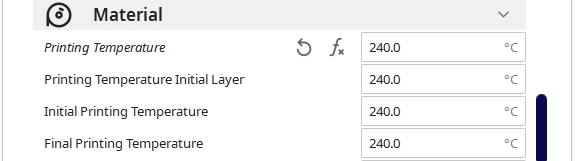
Den bästa hastigheten & temperaturen för ABS beror på vilken typ av ABS du använder och vilken 3D-skrivare du har, men i allmänhet vill du använda en hastighet på 50 mm/s, en munstyckstemperatur på 240 °C och en uppvärmd säng 80 °C. ABS-märken har sina rekommenderade temperaturinställningar på spolen.
Det är det grundläggande svaret som ger dig förutsättningar för att lyckas, men det finns fler detaljer som du måste känna till för att få fram den perfekta utskriftshastigheten och temperaturen för ABS.
Vilken är den bästa utskriftshastigheten för ABS?
Den bästa utskriftshastigheten för ABS-filament ligger mellan 30-70 mm/s för vanliga 3D-skrivare. Med en välinställd 3D-skrivare som har god stabilitet kan du kanske 3D-skriva snabbare utan att kvaliteten försämras så mycket. Det är en bra idé att skriva ut ett kalibreringstorn för hastigheten så att du kan se skillnader i kvalitet.
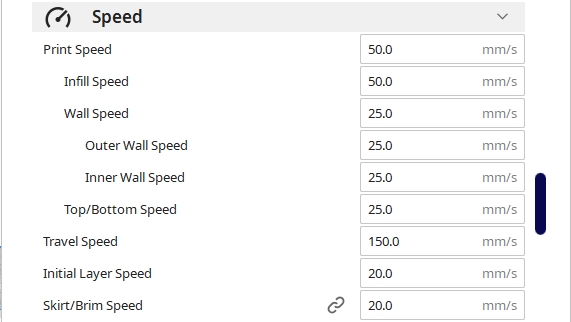
Standardutskriftshastigheten i Cura, den mest populära skäraren, är 50 mm/s, vilket borde fungera ganska bra för ABS-filament. Du kan justera utskriftshastigheten uppåt eller nedåt beroende på vilken typ av kvalitet du vill ha.
Generellt sett gäller att ju långsammare du skriver ut, desto bättre kvalitet, medan ju snabbare du skriver ut, desto sämre kvalitet. Vissa 3D-skrivare är utformade för 3D-utskrifter med mycket högre hastighet, t.ex. Delta 3D-skrivare, som lätt kan nå 150 mm/s, men för de flesta vill du hålla dig inom intervallet 30-70 mm/s.
Det finns olika hastigheter inom den allmänna utskriftshastigheten, t.ex:
- Utfyllnadshastighet
- Vägghastighet (yttervägg & innervägg)
- Hastighet uppifrån/nerifrån
- Hastighet för det första lagret
Standardvärdena i Cura bör ge dig ganska bra resultat, men du kan justera hastigheterna för att få snabbare utskriftstider.
Eftersom utfyllnadshastigheten är det inre materialet i 3D-utskriften är den vanligtvis inställd på samma hastighet som huvudutskriftshastigheten, 50 mm/s.
Wall Speed, Top/Bottom Speed & Initial Layer Speed bör vara lägre eftersom de står för den huvudsakliga ytkvaliteten och vidhäftningen av byggplattan. De är vanligtvis formulerade för att vara 50 % av utskriftshastigheten, medan Initial Layer Speed är inställd på 20 mm/s.
Du kan läsa min mer detaljerade guide om 3D-utskrift av ABS.
Vilken är den bästa utskriftstemperaturen för ABS?
Den bästa munstycketemperaturen för ABS varierar mellan 210-265 °C beroende på vilket märke av filament du har, plus din specifika 3D-skrivare och inställning. För SUNLU ABS rekommenderar de en utskriftstemperatur på 230-240 °C. HATCHBOX PETG rekommenderar en utskriftstemperatur på 210-240 °C. För OVERTURE ABS rekommenderas 245-265 °C.
De flesta människor får bäst resultat med en temperatur på 240-250 °C när man tittar på de flesta människors inställningar, men det beror på temperaturen i omgivningen runt omkring dig, noggrannheten hos din termistor som registrerar temperaturen och andra faktorer.
Även den specifika 3D-skrivare du har kan ändra den bästa utskriftstemperaturen för ABS något. Märkena skiljer sig definitivt åt när det gäller vilken temperatur som fungerar bäst, så det är en bra idé att ta reda på vad som fungerar bäst i din situation.
Du kan skriva ut något som kallas Temperature Tower, vilket i princip är ett torn som skriver ut torn vid olika temperaturer när det rör sig uppåt i tornet.
I videon nedan kan du se hur du kan göra detta direkt i Cura.
Du kan också välja att ladda ner din egen modell utanför Cura om du använder en annan slicer genom att ladda ner detta temperaturkalibreringstorn från Thingiverse.
Oavsett om du har en Ender 3 Pro eller V2 bör din utskriftstemperatur anges av filamenttillverkaren på sidan av spolen eller förpackningen, och sedan kan du testa den perfekta temperaturen med hjälp av ett temperaturtorn.
Tänk dock på att de PTFE-rör som levereras med en 3D-skrivare vanligtvis har en maximal värmebeständighet på cirka 250 °C, så jag rekommenderar att du uppgraderar till ett Capricorn PTFE-rör för bättre värmebeständighet på upp till 260 °C.
Den är också utmärkt för att lösa problem med matning och indragning av tråd.

Vilken är den bästa tryckbäddstemperaturen för ABS?
Den bästa bäddtemperaturen för ABS är mellan 70-100 °C, och den optimala temperaturen för byggplattan är 75-85 °C för de flesta märken. PETG har en glasövergångstemperatur på 100 °C, vilket är den temperatur vid vilken det mjuknar. OVERTURE ABS rekommenderar en bäddtemperatur på 80-100 °C, medan SUNLU ABS rekommenderar 70-85 °C.
Du har vanligtvis ett intervall eftersom alla 3D-skrivare inte är byggda på samma sätt och miljön du skriver ut i gör skillnad. Om du skriver ut 3D-skrivar i ett ganska kallt garage vill du använda den högre änden av bäddtemperaturen när du använder ett hölje.

Om du gör 3D-utskrifter i ett varmt kontor kommer du förmodligen att klara dig med en bäddtemperatur på 70-80 °C. Jag skulle följa den rekommenderade temperaturen för ditt specifika märke och se vad som fungerar bäst med några försök.
Vissa användare säger att de får fantastiska ABS-utskrifter vid 100 °C och andra vid lägre temperaturer, så det beror verkligen på din specifika inställning.
Vilken är den bästa omgivningstemperaturen för 3D-utskrift av ABS?
Den bästa omgivningstemperaturen för ABS är någonstans mellan 15-32 °C. Det viktigaste att tänka på är att inte ha för stora temperaturvariationer under 3D-utskriftsprocessen. I svalare rum kan det vara lämpligt att öka temperaturen i din hotend något, och i varmare rum sänka den något.
 Creality brandsäker & dammtät kapsling
Creality brandsäker & dammtät kapsling - Att använda ett hölje är ett bra sätt att kontrollera temperatursvängningar. Jag rekommenderar att du köper något som Creality Fireproof & Dustproof Enclosure från Amazon.
Priser hämtade från Amazon Product Advertising API på:
Produktpriserna och tillgängligheten är korrekta från och med det datum/tid som anges och kan komma att ändras. All pris- och tillgänglighetsinformation som visas på [relevant(a) Amazon-webbplats(er), enligt vad som är tillämpligt] vid tidpunkten för köpet gäller för köpet av denna produkt.
Vilken är den bästa fläkthastigheten för ABS?
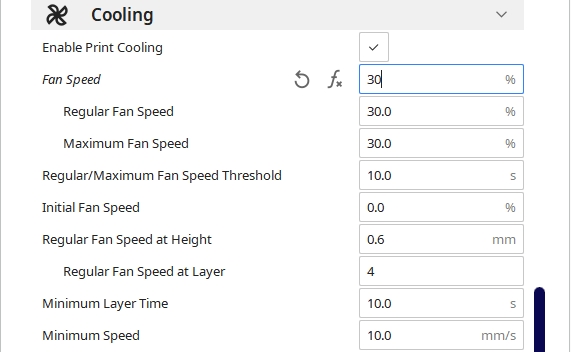
Den bästa fläkthastigheten för ABS är vanligtvis 0-30 %, men du kan öka den för överbyggnader, upp till 60-75 % eller så. Vissa har problem med vidhäftningen av skikten när kylfläktarna sätts på, så jag skulle börja med att inte använda några fläktar och eventuellt sätta in dem för överhäng och överbyggnader. Vissa använder 25 % och 60 % med bra resultat.
Se även: UV-harts giftighet - Är harts för 3D-utskrift säkert eller farligt?ABS är känt för att bli varvig på grund av temperaturförändringar, så du måste vara försiktig med att använda en fläkt. Du vill ha fläkten avstängd under de första lagren och använda Cura-inställningen "Regular Fan Speed at Layer" (vanlig fläkthastighet vid lager), som är 4 som standard.
Du kan skapa en specifik profil för dina 3D-utskrifter i ABS och spara den som en anpassad profil varje gång du vill skriva ut ABS i 3D.
Vissa människor får bra resultat utan fläkt, men det verkar som om de flesta får bättre resultat med fläktarna igång på en låg procentandel. Du vill kontrollera krympningsnivån genom att ha en ordentlig kontroll över temperaturen.
Du kan välja att öka utskriftstemperaturen något om du har problem.
Om du 3D-utskriver i en ganska kall miljö kan fläktarna blåsa kallare luft på 3D-utskriften, vilket kan skapa problem med utskriften. Så länge fläkten inte blåser för kall luft bör kylfläktarna på en låg inställning skriva ut bra.
Se även: PET- och PETG-filament - Vilka är de faktiska skillnaderna?Läs min artikel om huruvida du kan 3D-skriva i ett kallt eller varmt rum för mer information.
Vilken är den bästa lagerhöjden för ABS?
Den bästa lagerhöjden för ABS med ett 0,4 mm munstycke är någonstans mellan 0,12-0,28 mm beroende på vilken kvalitet du är ute efter. För högkvalitativa modeller med mycket detaljer är en lagerhöjd på 0,12 mm möjlig, medan snabbare & starkare utskrifter kan göras med 0,2-0,28 mm.

0,2 mm är standardhöjden för lagerhöjden för 3D-utskrifter i allmänhet eftersom det är en bra balans mellan kvalitet och utskriftshastighet. Ju lägre lagerhöjd, desto bättre kvalitet, men det ökar antalet lager, vilket ökar den totala utskriftstiden.
Beroende på vad ditt projekt är kanske du inte bryr dig om kvaliteten, så en lagerhöjd på 0,28 mm eller mer skulle fungera utmärkt. För andra modeller där du bryr dig om ytkvaliteten är en lagerhöjd på 0,12 mm eller 0,16 mm idealisk.