
តារាងមាតិកា
ABS ធ្លាប់ជាសម្ភារៈបោះពុម្ព 3D ដ៏ពេញនិយមបំផុតមុន PLA ដូច្នេះខ្ញុំឆ្ងល់ថាតើល្បឿនបោះពុម្ព និងសីតុណ្ហភាពល្អបំផុតសម្រាប់សរសៃ ABS ។
ល្បឿនល្អបំផុត & សីតុណ្ហភាពសម្រាប់ ABS អាស្រ័យលើប្រភេទ ABS ដែលអ្នកកំពុងប្រើ និងម៉ាស៊ីនព្រីន 3D ណាដែលអ្នកមាន ប៉ុន្តែជាទូទៅ អ្នកចង់ប្រើល្បឿន 50mm/s សីតុណ្ហភាព nozzle 240°C និង គ្រែដែលគេកំដៅ សីតុណ្ហភាព 80°C។ ម៉ាក ABS មានការកំណត់សីតុណ្ហភាពដែលបានណែនាំរបស់ពួកគេនៅលើស្ពូល។
នោះជាចម្លើយជាមូលដ្ឋានដែលនឹងកំណត់អ្នកឱ្យទទួលបានជោគជ័យ ប៉ុន្តែមានព័ត៌មានលម្អិតបន្ថែមទៀតដែលអ្នកនឹងចង់ដឹងដើម្បីទទួលបានការបោះពុម្ពដ៏ល្អឥតខ្ចោះ ល្បឿននិងសីតុណ្ហភាពសម្រាប់ ABS ។
តើអ្វីជាល្បឿនបោះពុម្ពដ៏ល្អបំផុតសម្រាប់ ABS? ជាមួយនឹងម៉ាស៊ីនបោះពុម្ព 3D ដែលមានការលៃតម្រូវយ៉ាងល្អដែលមានស្ថេរភាពល្អ អ្នកប្រហែលជាអាចបោះពុម្ព 3D ក្នុងអត្រាលឿនជាងមុនដោយមិនកាត់បន្ថយគុណភាពច្រើន។ វាជាការល្អក្នុងការបោះពុម្ពប៉មក្រិតតាមខ្នាតសម្រាប់ល្បឿន ដូច្នេះអ្នកអាចឃើញភាពខុសគ្នានៃគុណភាព។
ល្បឿនបោះពុម្ពលំនាំដើមនៅក្នុង Cura ដែលជាឧបករណ៍កាត់ដ៏ពេញនិយមបំផុតគឺ 50mm/s ដែលគួរតែដំណើរការល្អសម្រាប់ សរសៃ ABS ។ អ្នកអាចកែតម្រូវល្បឿនបោះពុម្ពឡើង ឬចុះក្រោមអាស្រ័យលើគុណភាពដែលអ្នកចង់បាន។
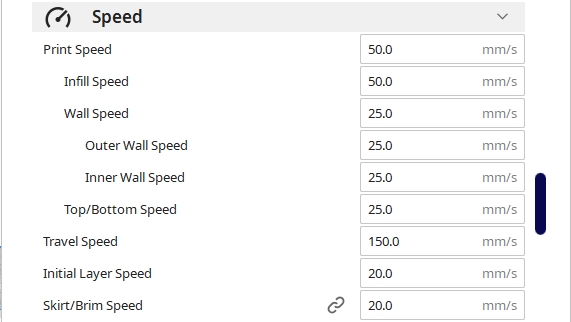
ជាទូទៅ អ្នកបោះពុម្ពយឺត គុណភាពកាន់តែល្អ ខណៈពេលដែលអ្នកបោះពុម្ពកាន់តែលឿន។ គុណភាពនឹងកាន់តែតិច។ 3D ខ្លះម៉ាស៊ីនបោះពុម្ពត្រូវបានរចនាឡើងសម្រាប់ការបោះពុម្ព 3D ក្នុងអត្រាលឿនជាងដូចជាម៉ាស៊ីនបោះពុម្ព Delta 3D ដែលអាចឈានដល់ 150mm/s បានយ៉ាងងាយស្រួល ប៉ុន្តែសម្រាប់ភាគច្រើន អ្នកនឹងចង់រក្សាទុកវាក្នុងចន្លោះ 30-70mm/s។
មាន ល្បឿនខុសៗគ្នាក្នុងល្បឿនបោះពុម្ពទូទៅដូចជា៖
- ល្បឿនបញ្ចូល
- ល្បឿនជញ្ជាំង (ជញ្ជាំងខាងក្រៅ និងជញ្ជាំងខាងក្នុង)
- ល្បឿនខាងលើ/ខាងក្រោម
- ល្បឿនស្រទាប់ដំបូង
តម្លៃលំនាំដើមនៅក្នុង Cura គួរតែផ្តល់ឱ្យអ្នកនូវលទ្ធផលដ៏ល្អ ប៉ុន្តែអ្នកអាចកែតម្រូវល្បឿនទាំងនេះ ដើម្បីផ្តល់ពេលវេលាបោះពុម្ពលឿនជាងមុន។
ចាប់តាំងពីល្បឿននៃការបំពេញរបស់អ្នកគឺជាសម្ភារៈខាងក្នុងនៃការបោះពុម្ព 3D របស់អ្នក ជាធម្មតាវាត្រូវបានកំណត់ដូចគ្នាទៅនឹងល្បឿនបោះពុម្ពចម្បងរបស់អ្នកគឺ 50mm/s។
ល្បឿនជញ្ជាំង ផ្នែកខាងលើ/ ល្បឿនបាត & ល្បឿនស្រទាប់ដំបូងគួរតែទាបជាង ដោយសារពួកវាមានគុណភាពលើផ្ទៃសំខាន់ៗ និងការស្អិតជាប់របស់បន្ទះ។ ជាធម្មតាពួកវាត្រូវបានបង្កើតជា 50% នៃល្បឿនបោះពុម្ព ខណៈពេលដែលល្បឿនស្រទាប់ដំបូងត្រូវបានកំណត់ជា 20mm/s។
អ្នកអាចពិនិត្យមើលការណែនាំលម្អិតបន្ថែមទៀតរបស់ខ្ញុំនៅលើ 3D Printing ABS។
តើសីតុណ្ហភាពបោះពុម្ពល្អបំផុតសម្រាប់ ABS គឺជាអ្វី?
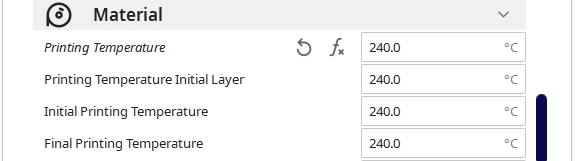
សីតុណ្ហភាពក្បាលម៉ាស៊ីនល្អបំផុតសម្រាប់ ABS មានចន្លោះពី 210-265°C អាស្រ័យលើម៉ាកនៃសរសៃដែលអ្នកមាន បូករួមទាំងម៉ាស៊ីនបោះពុម្ព 3D និងការដំឡើងជាក់លាក់របស់អ្នក។ សម្រាប់ SUNLU ABS ពួកគេណែនាំសីតុណ្ហភាពបោះពុម្ព 230-240°C។ HATCHBOX PETG ណែនាំសីតុណ្ហភាពបោះពុម្ព 210-240°C។ សម្រាប់ OVERTURE ABS, 245-265°C។
ជាធម្មតាមនុស្សភាគច្រើនទទួលបានលទ្ធផលល្អបំផុតជាមួយនឹងសីតុណ្ហភាព 240-250°C នៅពេលមើលការកំណត់របស់មនុស្សភាគច្រើន ប៉ុន្តែវាអាស្រ័យលើសីតុណ្ហភាពនៃបរិស្ថានជុំវិញអ្នក ភាពត្រឹមត្រូវនៃទែម៉ូម៉ែត្ររបស់អ្នកក្នុងការកត់ត្រាសីតុណ្ហភាព និងកត្តាផ្សេងៗទៀត។
សូម្បីតែម៉ាស៊ីនបោះពុម្ព 3D ជាក់លាក់ដែលអ្នកមានអាចផ្លាស់ប្តូរសីតុណ្ហភាពបោះពុម្ពល្អបំផុតសម្រាប់ ABS បន្តិច។ ម៉ាកនានាពិតជាមានភាពខុសប្លែកគ្នានៅក្នុងសីតុណ្ហភាពណាដែលដំណើរការល្អបំផុត ដូច្នេះវាជាគំនិតល្អក្នុងការស្វែងយល់ថាតើអ្វីដែលដំណើរការដោយខ្លួនឯងសម្រាប់ស្ថានភាពរបស់អ្នក។
អ្នកអាចបោះពុម្ពអ្វីដែលគេហៅថា Temperature Tower។ នេះជាមូលដ្ឋានប៉មដែលបោះពុម្ពប៉មនៅសីតុណ្ហភាពខុសៗគ្នា នៅពេលដែលវាផ្លាស់ទីឡើងលើប៉ម។
សូមពិនិត្យមើលវីដេអូខាងក្រោមអំពីរបៀបដែលអ្នកអាចធ្វើវាសម្រាប់ខ្លួនអ្នកដោយផ្ទាល់នៅក្នុង Cura ។
អ្នកក៏អាច ជ្រើសរើសទាញយកគំរូផ្ទាល់ខ្លួនរបស់អ្នកនៅខាងក្រៅ Cura ប្រសិនបើអ្នកប្រើឧបករណ៍កាត់ផ្សេងទៀតដោយទាញយក Temperature Calibration Tower ពី Thingiverse។
មិនថាអ្នកមាន Ender 3 Pro ឬ V2 ទេ សីតុណ្ហភាពបោះពុម្ពរបស់អ្នកគួរតែត្រូវបានលើកឡើងដោយក្រុមហ៊ុនផលិតសរសៃអំបោះនៅលើ ផ្នែកម្ខាងនៃស្ពូល ឬការវេចខ្ចប់ បន្ទាប់មកអ្នកអាចសាកល្បងសីតុណ្ហភាពដ៏ល្អឥតខ្ចោះដោយប្រើប៉មសីតុណ្ហភាព។
សូមមើលផងដែរ: 9 វិធីដើម្បីជួសជុល PETG មិនជាប់នឹងគ្រែសូមចងចាំថា បំពង់ PTFE ស្តុកទុកដែលភ្ជាប់មកជាមួយម៉ាស៊ីនបោះពុម្ព 3D ជាធម្មតាមានភាពធន់ទ្រាំកំដៅខ្ពស់បំផុតជុំវិញ 250°C ដូច្នេះខ្ញុំសូមណែនាំឱ្យដំឡើងជំនាន់ទៅ Capricorn PTFE Tube សម្រាប់ភាពធន់នឹងកំដៅបានប្រសើរជាងមុនរហូតដល់ 260°C។
វាល្អផងដែរសម្រាប់ការដោះស្រាយបញ្ហាការចិញ្ចឹមសរសៃ និងការដកថយ។

តើអ្វីជាសីតុណ្ហភាពគ្រែព្រីនល្អបំផុតសម្រាប់ ABS?
សីតុណ្ហភាពគ្រែបោះពុម្ពល្អបំផុតសម្រាប់ ABS គឺចន្លោះពី 70-100°C ជាមួយនឹងសីតុណ្ហភាពបន្ទះដែលល្អបំផុតគឺ 75-85°C សម្រាប់ម៉ាកភាគច្រើន។ PETG មានសីតុណ្ហភាពផ្លាស់ប្តូរកញ្ចក់ 100 ° C ដែលជាសីតុណ្ហភាពដែលវាបន្ទន់នៅ។ OVERTURE ABS ណែនាំសីតុណ្ហភាពលើគ្រែពី 80-100°C ខណៈពេលដែល SUNLU ABS ណែនាំ 70-85°C។
ជាធម្មតា អ្នកនឹងមានជួរមួយ ដោយសារម៉ាស៊ីនបោះពុម្ព 3D មិនមែនសុទ្ធតែមានម៉ាស៊ីនដូចគ្នា និង បរិយាកាសដែលអ្នកកំពុងបោះពុម្ពធ្វើឱ្យមានភាពខុសគ្នា។ ប្រសិនបើអ្នកកំពុងបោះពុម្ព 3D នៅក្នុងយានដ្ឋានដែលមានភាពត្រជាក់ខ្លាំង អ្នកនឹងចង់ប្រើសីតុណ្ហភាពគ្រែខ្ពស់ជាងមុន ខណៈពេលដែលកំពុងប្រើឯករភជប់។

ប្រសិនបើអ្នកកំពុងបោះពុម្ព 3D នៅក្នុង ការិយាល័យដ៏កក់ក្តៅ អ្នកប្រហែលជាមិនអីទេជាមួយនឹងសីតុណ្ហភាពគ្រែពី 70-80°C។ ខ្ញុំនឹងធ្វើតាមសីតុណ្ហភាពដែលបានណែនាំសម្រាប់ម៉ាកជាក់លាក់របស់អ្នក ហើយមើលថាអ្វីដែលដំណើរការល្អបំផុតជាមួយនឹងការសាកល្បងមួយចំនួន។
អ្នកប្រើប្រាស់មួយចំនួននិយាយថាពួកគេទទួលបានព្រីន ABS ដ៏អស្ចារ្យនៅ 100°C ហើយខ្លះទាបជាងនេះ ដូច្នេះវាពិតជាអាស្រ័យលើរបស់អ្នក។ ការរៀបចំជាក់លាក់។
តើសីតុណ្ហភាពព័ទ្ធជុំវិញល្អបំផុតសម្រាប់ ABS Printing 3D គឺជាអ្វី?
សីតុណ្ហភាពព័ទ្ធជុំវិញល្អបំផុតសម្រាប់ ABS គឺនៅកន្លែងណាមួយរវាង 15-32°C (60-90°F) . រឿងសំខាន់ដែលត្រូវចងចាំគឺមិនត្រូវមានការប្រែប្រួលសីតុណ្ហភាពខ្លាំងពេកក្នុងអំឡុងពេលដំណើរការបោះពុម្ព 3D ។ នៅក្នុងបន្ទប់ត្រជាក់ អ្នកប្រហែលជាចង់បង្កើនសីតុណ្ហភាព hotend របស់អ្នកបន្តិច បន្ទាប់មកនៅក្នុងបន្ទប់ក្តៅជាងមុនបន្ថយវាបន្តិច។
 Creality Fireproof &ឯករភជប់ការពារធូលី
Creality Fireproof &ឯករភជប់ការពារធូលី - ការប្រើឯករភជប់គឺជាមធ្យោបាយដ៏ល្អក្នុងការគ្រប់គ្រងការប្រែប្រួលសីតុណ្ហភាព។ ខ្ញុំសូមផ្តល់អនុសាសន៍ឱ្យទទួលបានអ្វីមួយដូចជា Creality Fireproof & ស្រោមការពារធូលីពីក្រុមហ៊ុន Amazon ។
តម្លៃដែលទាញចេញពី Amazon Product Advertising API លើ៖
តម្លៃផលិតផល និងភាពអាចរកបានគឺត្រឹមត្រូវតាមកាលបរិច្ឆេទ/ពេលវេលាដែលបានចង្អុលបង្ហាញ ហើយអាចផ្លាស់ប្តូរបាន។ ព័ត៌មានអំពីតម្លៃ និងភាពអាចរកបានណាមួយដែលបង្ហាញនៅលើ [គេហទំព័រ Amazon ពាក់ព័ន្ធតាមដែលអាចអនុវត្តបាន] នៅពេលទិញនឹងអនុវត្តចំពោះការទិញផលិតផលនេះ។
សូមមើលផងដែរ: របៀបយកជ័រព្រីនដែលជាប់គាំងទៅបង្កើតបន្ទះឬជ័រដែលបានព្យាបាលតើអ្វីជាល្បឿនកង្ហារល្អបំផុតសម្រាប់ ABS?
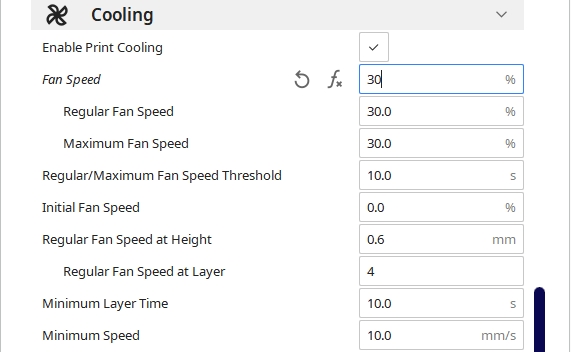
ល្បឿនកង្ហារល្អបំផុតសម្រាប់ ABS ជាធម្មតាគឺ 0-30% ប៉ុន្តែអ្នកអាចបង្កើនវាសម្រាប់ស្ពានរហូតដល់ 60-75% ឬច្រើនជាងនេះ។ អ្នកខ្លះមានបញ្ហាជាមួយនឹងការស្អិតស្រទាប់ពេលបើកកង្ហារត្រជាក់ ដូច្នេះខ្ញុំនឹងចាប់ផ្ដើមដោយមិនប្រើកង្ហារ ហើយអាចយកវាមកសម្រាប់ជាន់លើ និងស្ពាន។ មនុស្សមួយចំនួនប្រើ 25% និង 60% ដោយទទួលបានលទ្ធផលល្អ។
ABS ត្រូវបានគេដឹងថាមានការប្រែប្រួលដោយសារតែការប្រែប្រួលសីតុណ្ហភាព ដូច្នេះអ្នកត្រូវប្រុងប្រយ័ត្នក្នុងការប្រើប្រាស់កង្ហារ។ អ្នកចង់ឱ្យកង្ហារបិទសម្រាប់ស្រទាប់ដំបូង ដោយប្រើការកំណត់ Cura នៃ "ល្បឿនកង្ហារធម្មតានៅស្រទាប់" ដែលមាន 4 តាមលំនាំដើម។
អ្នកអាចបង្កើតទម្រង់ជាក់លាក់មួយសម្រាប់ការបោះពុម្ព ABS 3D របស់អ្នក និងរក្សាទុក នោះជាទម្រង់ផ្ទាល់ខ្លួន រាល់ពេលដែលអ្នកចង់បោះពុម្ព 3D ABS។
មនុស្សមួយចំនួនទទួលបានលទ្ធផលល្អដោយគ្មានអ្នកគាំទ្រ ប៉ុន្តែវាហាក់ដូចជាមនុស្សភាគច្រើនទទួលបានលទ្ធផលល្អជាមួយអ្នកគាំទ្រដំណើរការនៅភាគរយទាប។ អ្នកចង់គ្រប់គ្រងកម្រិតនៃការបង្រួញដោយមានការគ្រប់គ្រងសីតុណ្ហភាពសមរម្យ។
អ្នកអាចជ្រើសរើសដើម្បីបង្កើនសីតុណ្ហភាពបោះពុម្ពបន្តិចប្រសិនបើអ្នកមានបញ្ហា។
ប្រសិនបើអ្នកកំពុងបោះពុម្ព 3D បរិយាកាសដែលត្រជាក់ខ្លាំង កង្ហារអាចផ្លុំខ្យល់ត្រជាក់ទៅលើការបោះពុម្ព 3D ដែលអាចបង្កើតបញ្ហាបោះពុម្ព។ ដរាបណាកង្ហារមិនផ្លុំខ្យល់ដែលត្រជាក់ពេក កង្ហារត្រជាក់ក្នុងការកំណត់ទាបគួរតែបោះពុម្ពបានល្អ។
សូមពិនិត្យមើលអត្ថបទរបស់ខ្ញុំអំពីថាតើអ្នកអាចបោះពុម្ព 3D នៅក្នុងបន្ទប់ត្រជាក់ ឬក្តៅសម្រាប់ព័ត៌មានបន្ថែម .
តើកម្ពស់ស្រទាប់ល្អបំផុតសម្រាប់ ABS គឺជាអ្វី?
កម្ពស់ស្រទាប់ល្អបំផុតសម្រាប់ ABS ដែលមានក្បាលម៉ាស៊ីន 0.4mm មានចន្លោះពី 0.12-0.28mm អាស្រ័យលើគុណភាពប្រភេទណា។ អ្នកគឺបន្ទាប់ពី។ សម្រាប់ម៉ូដែលដែលមានគុណភាពខ្ពស់ជាមួយនឹងព័ត៌មានលម្អិតជាច្រើន កម្ពស់ស្រទាប់ 0.12mm គឺអាចធ្វើទៅបាន ខណៈពេលដែលលឿនជាង & ការបោះពុម្ពដែលខ្លាំងជាងមុនអាចធ្វើបាននៅ 0.2-0.28mm។

0.2mm គឺជាកម្ពស់ស្រទាប់ស្តង់ដារសម្រាប់ការបោះពុម្ព 3D ជាទូទៅព្រោះវាជាតុល្យភាពដ៏ល្អនៃគុណភាព និងការបោះពុម្ព ល្បឿន។ កម្ពស់ស្រទាប់របស់អ្នកកាន់តែទាប គុណភាពរបស់អ្នកនឹងកាន់តែប្រសើរ ប៉ុន្តែវាបង្កើនចំនួនស្រទាប់ទាំងមូល ដែលបង្កើនរយៈពេលបោះពុម្ពទាំងមូល។
អាស្រ័យលើគម្រោងរបស់អ្នក អ្នកប្រហែលជាមិនខ្វល់ពីគុណភាពដូច្នេះការប្រើ កម្ពស់ស្រទាប់ដូចជា 0.28mm និងខ្ពស់ជាងនេះនឹងដំណើរការល្អ។ សម្រាប់ម៉ូដែលផ្សេងទៀតដែលអ្នកយកចិត្តទុកដាក់លើគុណភាពផ្ទៃ កម្ពស់ស្រទាប់នៃ0.12mm ឬ 0.16mm គឺល្អបំផុត។