
Table of contents
在PLA之前,ABS曾经是最流行的3D打印材料,所以我想知道ABS长丝的最佳打印速度和温度是多少。
ABS的最佳速度& 温度取决于你使用的ABS类型和你的3D打印机,但一般来说,你想使用50毫米/秒的速度,240℃的喷嘴温度和 加温床 ABS的品牌在线轴上有其推荐的温度设置。
See_also: 如何正确清洁3D打印机的喷嘴和热端这是基本的答案,将为你的成功做好准备,但还有更多的细节你要知道,以获得ABS的完美印刷速度和温度。
什么是ABS的最佳印刷速度?
对于标准的3D打印机来说,ABS长丝的最佳打印速度在30-70mm/s之间。 如果有一台稳定性良好的3D打印机,你可能会以更快的速度进行3D打印,而不会降低太多的质量。 打印速度的校准塔是一个好主意,这样你就可以看到质量的差异。
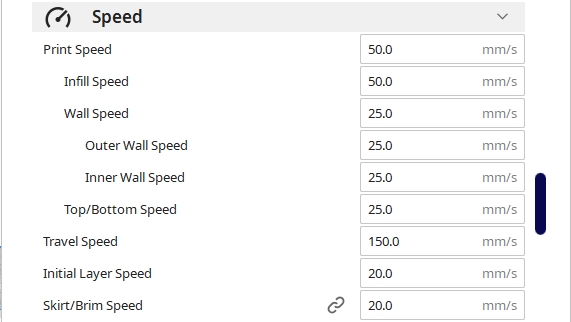
在Cura中,最流行的切片机的默认打印速度是50毫米/秒,这对ABS长丝来说应该是很好的。 你可以根据你所希望的那种质量,向上或向下调整打印速度。
一般来说,打印速度越慢,质量越好,而打印速度越快,质量就越差。 有些3D打印机被设计为以更快的速度进行3D打印,如Delta 3D打印机,可以轻松达到150mm/s,但对于大多数人来说,你会希望保持在30-70mm/s的范围。
在一般的打印速度中,有不同的速度,如::
- 填充速度
- 墙体速度(外墙&;内墙)。
- 顶部/底部速度
- 初始层速度
Cura中的默认值应该能给你带来相当好的效果,但你可以调整这些速度以获得更快的印刷时间。
由于你的填充速度是你的3D打印的内部材料,这通常被设置为与你的主打印速度相同,为50mm/s。
壁面速度、顶部/底部速度&初始层速度应该更低,因为它们占了主要的表面质量和构建板的附着力。 它们通常被制定为打印速度的50%,而初始层速度被设定为20mm/s。
你可以查看我关于3D打印ABS的更详细指南。
什么是ABS的最佳印刷温度?
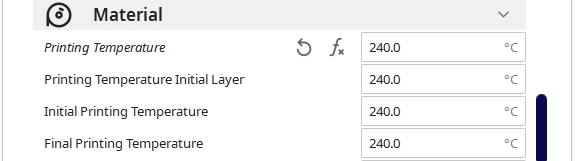
ABS的最佳喷嘴温度在210-265°C之间,取决于你所拥有的长丝品牌,加上你的具体3D打印机和设置。 对于SUNLU ABS,他们建议打印温度为230-240°C。HATCHBOX PETG建议打印温度为210-240°C。对于OVERTURE ABS,245-265°C。
从大多数人的设置来看,通常温度在240-250℃时效果最好,但这确实取决于你周围环境的温度、你的热敏电阻记录温度的准确性和其他因素。
即使你拥有的特定3D打印机也可能略微改变ABS的最佳打印温度。 品牌在什么温度下效果最好肯定是不同的,所以找出适合你个人情况的温度是一个好主意。
你可以打印一种叫做 "温度塔 "的东西。 这基本上是一个塔,随着塔的移动,在不同的温度下打印出塔。
请看下面的视频,你可以直接在Cura中为自己做这件事。
如果你使用其他切片机,你也可以选择在Cura之外下载自己的模型,从Thingiverse下载这个温度校准塔。
无论你有Ender 3 Pro还是V2,你的打印温度应该由长丝制造商在卷轴或包装的侧面提到,然后你可以通过使用温度塔来测试完美温度。
但请记住,3D打印机附带的PTFE管通常有250°C左右的峰值耐热性,所以我建议升级到摩羯座PTFE管,以获得更好的耐热性,最高可达260°C。
它也很好地解决了送丝和回缩问题。

什么是ABS的最佳打印床温度?
ABS的最佳打印床温在70-100℃之间,大多数品牌的最佳构建板温度为75-85℃。 PETG的玻璃转化温度为100℃,这是它的软化温度。 OVERTURE ABS建议床温为80-100℃,而SUNLU ABS建议70-85℃。
你通常会有一个范围,因为3D打印机的构造不尽相同,而且你打印的环境也有区别。 如果你在一个相当冷的车库里进行3D打印,你会想在使用外壳时使用床身温度的高端。

如果你是在一个温暖的办公室里进行3D打印,你的床身温度在70-80°C可能没有问题。我将遵循你的特定品牌的推荐温度,通过几次试验看看什么最有效。
有些用户说,他们在100℃时就能得到很好的ABS打印效果,有些则更低,所以这真的要看你的具体设置。
什么是3D打印ABS的最佳环境温度?
ABS的最佳环境温度介于15-32°C(60-90°F)之间。 要记住的主要事情是在3D打印过程中不要有太大的温度波动。 在较冷的房间,你可能要稍微增加你的热端温度,然后在较热的房间稍微减少它。
 Creality防火& 防尘外壳
Creality防火& 防尘外壳 - 使用外壳是控制温度波动的好方法。 我建议从亚马逊购买类似Creality防火& 防尘外壳的东西。
价格从亚马逊产品广告API中提取,在:
产品价格和供货情况在所示日期/时间内是准确的,并可能发生变化。 购买时在[相关亚马逊网站(如适用)]上显示的任何价格和供货信息将适用于该产品的购买。
什么是ABS的最佳风扇速度?
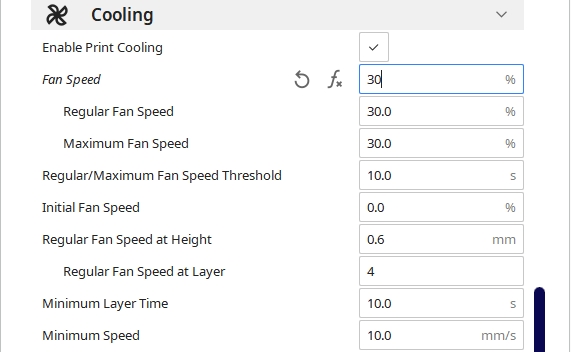
对于ABS来说,最佳的风扇速度通常是0-30%,但对于桥接来说,你可以增加这个速度,达到60-75%左右。 有些人在打开冷却风扇时,会出现图层粘连的问题,所以我开始时不使用风扇,可能在悬空和桥接时把风扇带进来。 有些人使用25%和60%,效果很好。
众所周知,ABS会因温度变化而变形,所以你必须小心使用风扇。 你想在头几层关闭风扇,使用Cura设置的 "层的常规风扇速度",默认为4。
See_also: 如何解决树脂印刷品粘在FEP&上的问题;不建板的方法你可以为你的ABS 3D打印创建一个特定的配置文件,并将其保存为自定义配置文件,每次你想3D打印ABS。
有些人在没有风扇的情况下得到了很好的结果,但似乎大多数人在风扇以低百分比运行的情况下得到了更好的结果。 你想通过对温度的适当控制来控制收缩的程度。
如果你有问题,你可以选择稍微提高印刷温度。
如果你在一个相当冷的环境中进行3D打印,风扇可能会把较冷的空气吹到3D打印件上,这可能会造成打印问题。 只要风扇吹出的空气不是太冷,冷却风扇在低设置下应该可以打印得很好。
请查阅我的文章《你能否在冷室或热室中进行3D打印》,了解更多信息。
什么是ABS的最佳层高?
使用0.4mm的喷嘴,ABS的最佳层高在0.12-0.28mm之间,这取决于你所追求的质量。 对于有很多细节的高质量模型,0.12mm的层高是可能的,而更快&;更强的打印可以在0.2-0.28mm完成。

0.2毫米是一般3D打印的标准层高,因为它在质量和打印速度之间取得了很好的平衡。 你的层高越低,你的质量就越好,但它增加了整体层数,从而增加了整体打印时间。
取决于你的项目是什么,你可能不关心质量,所以使用像0.28毫米以上的层高会很好。 对于其他你关心表面质量的模型,0.12毫米或0.16毫米的层高是理想的。