
Преглед садржаја
АБС је некада био најпопуларнији материјал за 3Д штампање пре ПЛА, па сам се питао која би била најбоља брзина штампања и температура за АБС филамент.
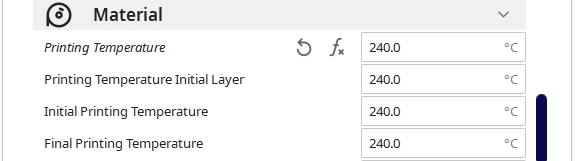
Најбоља брзина &амп; температура за АБС зависи од врсте АБС-а који користите и који 3Д штампач имате, али генерално, желите да користите брзину од 50 мм/с, температуру млазнице од 240°Ц и грејани кревет температура од 80°Ц. Брендови АБС-а имају своје препоручене поставке температуре на калему.
То је основни одговор који ће вас поставити за успех, али постоји још детаља које ћете желети да знате да бисте добили савршено штампање брзина и температура за АБС.
Која је најбоља брзина штампања за АБС?
Најбоља брзина штампања за АБС филамент је између 30-70 мм/с за стандардне 3Д штампаче. Са добро подешеним 3Д штампачем који има добру стабилност, можда ћете моћи да 3Д штампате брже без толико смањења квалитета. Добра је идеја да одштампате калибрациони торањ за брзину како бисте могли да видите разлике у квалитету.
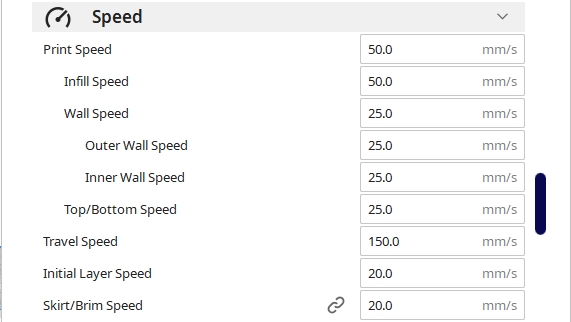
Подразумевана брзина штампања у Цура, најпопуларнијем резачу је 50 мм/с, што би требало да функционише прилично добро за АБС филамент. Брзину штампања можете подесити нагоре или надоле у зависности од тога какав квалитет желите.
Генерално, што спорије штампате, то је квалитет бољи, док штампате брже , слабији ће бити квалитет. Неки 3Дштампачи су дизајнирани за 3Д штампање много бржим брзинама попут Делта 3Д штампача, који лако могу да достигну 150 мм/с, али за већину ћете желети да их задржите у опсегу од 30-70 мм/с.
Постоје различите брзине у оквиру опште брзине штампања као што су:
- Брзина пуњења
- Брзина зида (спољни и унутрашњи зид)
- Брзина горње/доње
- Иницијална брзина слоја
Подразумеване вредности у Цури би требало да вам дају прилично добре резултате, али можете да подесите ове брзине да бисте омогућили брже време штампања.
Пошто је ваша брзина испуне унутрашњи материјал вашег 3Д штампе, она је обично подешена да буде иста као ваша главна брзина штампања, на 50 мм/с.
Такође видети: Ендер 3/Про/В2/С1 почетни водич за штампање – савети за почетнике & ампер; ФАКБрзина зида, врх/ Доња брзина &амп; Почетна брзина наношења слоја би требало да буде мања јер они представљају главни квалитет површине и адхезију плоча. Обично су формулисани тако да буду 50% брзине штампања, док је почетна брзина слоја подешена на 20 мм/с.
Можете погледати мој детаљнији водич о 3Д штампању АБС-а.
Која је најбоља температура штампања за АБС?
Најбоља температура млазнице за АБС се креће између 210-265°Ц у зависности од марке филамента који имате, плус вашег специфичног 3Д штампача и подешавања. За СУНЛУ АБС препоручују температуру штампе од 230-240°Ц. ХАТЦХБОКС ПЕТГ препоручује температуру штампе од 210-240°Ц. За ОВЕРТУРЕ АБС, 245-265°Ц.
Већина људи обично има најбоље резултате сатемпература од 240-250°Ц када погледате подешавања већине људи, али то зависи од температуре околине око вас, тачности вашег термистора који бележи температуру и других фактора.
Чак и одређени 3Д штампач који имате може мало да промени најбољу температуру штампања за АБС. Брендови се дефинитивно разликују по томе која температура најбоље функционише, па је добра идеја да сазнате шта лично одговара вашој ситуацији.
Можете да одштампате нешто што се зове температурни торањ. Ово је у суштини торањ који штампа куле на различитим температурама док се помера уз торањ.
Погледајте видео испод о томе како то можете сами да урадите директно у Цури.
Можете и изаберите да преузмете сопствени модел изван Цура-е ако користите други секач тако што ћете преузети овај торањ за калибрацију температуре са Тхингиверсе-а.
Било да имате Ендер 3 Про или В2, произвођач филамента би требало да наведе вашу температуру штампања на стране калема или паковања, онда можете да тестирате савршену температуру помоћу температурног торња.
Имајте на уму, међутим, ПТФЕ цеви које се испоручују са 3Д штампачем обично имају максималну отпорност на топлоту од око 250°Ц, тако да бих препоручио надоградњу на Цаприцорн ПТФЕ цев за бољу отпорност на топлоту до 260°Ц.
Такође је одлична за решавање проблема увлачења и увлачења филамента.

Шта јеНајбоља температура лежишта за штампање за АБС?
Најбоља температура слоја за штампање за АБС је између 70-100°Ц, са оптималном температуром плоче за израду 75-85°Ц за већину брендова. ПЕТГ има температуру преласка стакла од 100°Ц, што је температура на којој омекшава. ОВЕРТУРЕ АБС препоручује температуру кревета од 80-100°Ц, док СУНЛУ АБС препоручује 70-85°Ц.
Обично ћете имати домет јер 3Д штампачи нису сви направљени исто и окружење у којем штампате чини разлику. Ако 3Д штампате у прилично хладној гаражи, желећете да користите виши крај температуре у кревету док користите кућиште.

Ако 3Д штампате у топлој канцеларији, вероватно ћете бити у реду са температуром кревета од 70-80°Ц. Пратио бих препоручену температуру за ваш одређени бренд и видео шта најбоље функционише са неколико пробних периода.
Неки корисници кажу да добијају фантастичне АБС отиске на 100°Ц, а неки ниже, тако да то заиста зависи од вашег специфично подешавање.
Која је најбоља температура околине за АБС 3Д штампање?
Најбоља температура околине за АБС је негде између 15-32°Ц (60-90°Ф) . Главна ствар коју треба имати на уму је да нема превеликих температурних флуктуација током процеса 3Д штампања. У хладнијим просторијама, можда ћете желети да мало повећате температуру топлоте, а затим је у топлијим собама мало смањите.
 Цреалити Фирепрооф &амп;Кућиште отпорно на прашину
Цреалити Фирепрооф &амп;Кућиште отпорно на прашину- Коришћење кућишта је добар начин да контролишете температурне флуктуације. Препоручио бих да набавите нешто попут Цреалити Фирепрооф &амп; Амазоново кућиште отпорно на прашину.
Цене преузете из Амазон АПИ-ја за оглашавање производа на:
Цене производа и доступност су тачне на наведени датум/време и подложне су променама. Све информације о цени и доступности које су приказане на [релевантним Амазон локацијама, у зависности од применљивости] у време куповине ће се односити на куповину овог производа.
Која је најбоља брзина вентилатора за АБС?
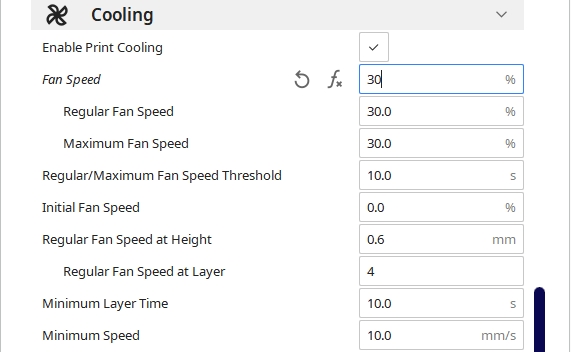
Најбоља брзина вентилатора за АБС је обично 0-30%, али можете је повећати за премошћивање, до 60-75% или тако. Неки људи имају проблема са пријањањем слоја када укључују вентилаторе за хлађење, па бих почео да не користим вентилаторе и евентуално их увео за препусте и мостове. Неки људи користе 25% и 60% са добрим резултатима.
Познато је да се АБС деформише због температурних промена, тако да морате бити опрезни са коришћењем вентилатора. Желите да искључите вентилатор за првих неколико слојева, користећи Цура поставку „Регулар Фан Спеед ат Лаиер“, која је подразумевана вредност 4.
Можете да креирате одређени профил за своје АБС 3Д отиске и сачувате то као прилагођени профил, сваки пут када желите да 3Д штампате АБС.
Неки људи постижу добре резултате без обожаватеља, али изгледа да већина људи постиже боље резултате са навијачимаради у малом проценту. Желите да контролишете ниво скупљања тако што ћете имати пристојну контролу температуре.
Такође видети: Симпле Ендер 5 Плус преглед – вреди купити или неМожете да изаберете да мало повећате температуру штампања ако имате проблема.
Ако 3Д штампате у у окружењу које је прилично хладно, вентилатори могу да дувају хладнији ваздух на 3Д штампање што би могло да изазове проблеме са штампањем. Све док вентилатор не дува ваздух који је превише хладан, вентилатори за хлађење на ниској поставци би требало да штампају сасвим добро.
Погледајте мој чланак о томе да ли можете да 3Д штампате у хладној или топлој просторији за више информација .
Која је најбоља висина слоја за АБС?
Најбоља висина слоја за АБС са млазницом од 0,4 мм је негде између 0,12-0,28 мм у зависности од врсте квалитета ти тражиш. За моделе високог квалитета са пуно детаља, могућа је висина слоја од 0,12 мм, док је бржи &амп; јачи отисци могу да се ураде на 0,2-0,28 мм.

0,2 мм је стандардна висина слоја за 3Д штампање уопште јер је одличан баланс квалитета и штампе брзина. Што је нижа висина слоја, то ће вам бити бољи квалитет, али повећава број укупних слојева што повећава укупно време штампања.
У зависности од тога какав је ваш пројекат, можда вам није стало до квалитета, па користите висина слоја од 0,28 мм и више би функционисала одлично. За друге моделе код којих вам је стало до квалитета површине, висина слоја од0,12 мм или 0,16 мм је идеално.