
Sisällysluettelo
ABS oli ennen PLA:ta suosituin 3D-tulostusmateriaali, joten mietin, mikä olisi paras tulostusnopeus ja -lämpötila ABS-filamentille.
Paras nopeus & leima; lämpötila ABS:lle riippuu siitä, minkä tyyppistä ABS:ää käytät ja mikä 3D-tulostin sinulla on, mutta yleisesti ottaen haluat käyttää nopeutta 50 mm/s, suuttimen lämpötilaa 240 °C:ssa ja lämmitetty sänky lämpötila on 80 °C. ABS-merkeillä on omat suositellut lämpötila-asetuksensa kelassa.
Tämä on perusvastaus, joka valmistaa sinut menestykseen, mutta on muitakin yksityiskohtia, jotka sinun on hyvä tietää saadaksesi täydellisen tulostusnopeuden ja -lämpötilan ABS:lle.
Mikä on paras tulostusnopeus ABS:lle?
Paras tulostusnopeus ABS-filamentille on tavallisissa 3D-tulostimissa välillä 30-70 mm/s. Hyvin viritetyllä 3D-tulostimella, jossa on hyvä vakaus, voit ehkä 3D-tulostaa nopeammalla nopeudella ilman, että laatu heikkenee niin paljon. On hyvä idea tulostaa kalibrointitorni nopeutta varten, jotta voit nähdä erot laadussa.
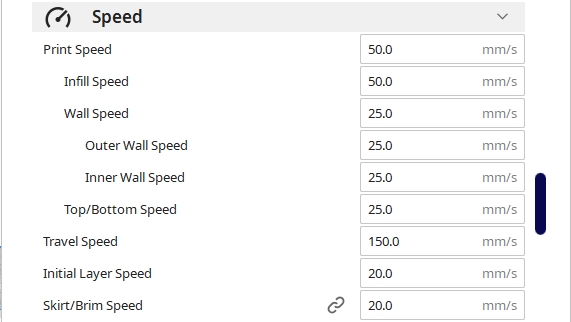
Suosituimman viipalointilaitteen Curan oletustulostusnopeus on 50 mm/s, jonka pitäisi toimia melko hyvin ABS-filamentille. Voit säätää tulostusnopeutta ylös tai alas sen mukaan, millaista laatua haluat.
Yleisesti ottaen mitä hitaammin tulostat, sitä parempi laatu on, kun taas mitä nopeammin tulostat, sitä huonompi laatu on. Jotkut 3D-tulostimet on suunniteltu 3D-tulostamaan paljon nopeammalla nopeudella, kuten Delta 3D-tulostimet, jotka voivat helposti saavuttaa 150 mm/s, mutta useimmiten tulostusnopeus kannattaa pitää 30-70 mm/s välillä.
Yleisen tulostusnopeuden sisällä on erilaisia nopeuksia, kuten:
- Täyttönopeus
- Seinän nopeus (ulkoseinä & sisäseinä)
- Ylä-/alasnopeus
- Alkuperäisen kerroksen nopeus
Curan oletusarvojen pitäisi antaa melko hyviä tuloksia, mutta voit säätää nopeuksia nopeammiksi tulostusajaksi.
Koska täytönopeus on 3D-tulostuksen sisäinen materiaali, se asetetaan yleensä samaksi kuin päätulostusnopeus, eli 50 mm/s.
Seinänopeuden, ylä-/alasnopeuden & alkukerroksen nopeuden pitäisi olla alhaisempi, koska ne vaikuttavat eniten pinnan laatuun ja rakennuslevyn tarttuvuuteen. Ne on yleensä muotoiltu siten, että ne ovat 50 % tulostusnopeudesta, kun taas alkukerroksen nopeudeksi on asetettu 20 mm/s.
Voit tutustua yksityiskohtaisempaan oppaaseeni ABS:n 3D-tulostuksesta.
Mikä on paras tulostuslämpötila ABS:lle?
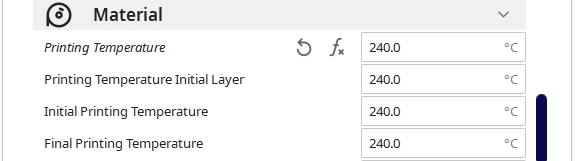
Paras suutinlämpötila ABS:lle vaihtelee välillä 210-265°C riippuen käyttämästäsi filamenttimerkistä sekä 3D-tulostimestasi ja asetuksistasi. SUNLU ABS:lle suositellaan tulostuslämpötilaksi 230-240°C. HATCHBOX PETG:lle suositellaan tulostuslämpötilaksi 210-240°C. OVERTURE ABS:lle 245-265°C.
Useimmat ihmiset saavat yleensä parhaat tulokset 240-250 °C:n lämpötilassa, kun tarkastellaan useimpien ihmisten asetuksia, mutta se riippuu ympäristön lämpötilasta, lämpötilaa tallentavan termistorin tarkkuudesta ja muista tekijöistä.
Jopa käyttämäsi 3D-tulostin voi hieman muuttaa ABS:n parasta tulostuslämpötilaa. Tuotemerkit eroavat toisistaan siinä, mikä lämpötila toimii parhaiten, joten on hyvä selvittää, mikä henkilökohtaisesti sopii parhaiten sinun tilanteeseesi.
Voit tulostaa niin sanotun lämpötilatornin, joka on periaatteessa torni, joka tulostaa torneja eri lämpötiloissa, kun se liikkuu tornissa ylöspäin.
Katso alla olevalta videolta, miten voit tehdä tämän itse suoraan Curassa.
Voit myös ladata oman mallisi Curan ulkopuolelta, jos käytät toista viipalointiohjelmaa, lataamalla tämän lämpötilakalibrointitornin Thingiversestä.
Riippumatta siitä, onko sinulla Ender 3 Pro vai V2, tulostuslämpötila on mainittava filamentin valmistajan mainitsemana kelan tai pakkauksen kyljessä, minkä jälkeen voit testata täydellisen lämpötilan käyttämällä lämpötilatornia.
Pidä kuitenkin mielessä, että 3D-tulostimen mukana tulevien PTFE-putkien lämmönkestävyys on yleensä noin 250 °C, joten suosittelen päivittämään Capricorn PTFE Tube -putkeen, joka kestää lämpöä paremmin jopa 260 °C:n lämpötilassa.
Se on myös loistava ratkaisu filamentin syöttö- ja vetäytymisongelmiin.

Mikä on paras tulostussängyn lämpötila ABS:lle?
Paras tulostuspohjan lämpötila ABS:lle on 70-100 °C, ja optimaalinen rakennuslevyn lämpötila on 75-85 °C useimmille tuotemerkeille. PETG:n lasisiirtymälämpötila on 100 °C, jossa se pehmenee. OVERTURE ABS suosittelee tulostuspohjan lämpötilaksi 80-100 °C, kun taas SUNLU ABS suosittelee 70-85 °C.
Sinulla on yleensä vaihteluväli, koska kaikki 3D-tulostimet eivät ole samanlaisia, ja tulostusympäristöllä on merkitystä. Jos 3D-tulostat melko kylmässä autotallissa, sinun kannattaa käyttää sängyn lämpötilan korkeampaa ääripäätä, kun käytät koteloa.

Jos 3D-tulostat lämpimässä toimistossa, voit todennäköisesti käyttää 70-80 °C:n lämpötilaa. Noudattaisin tietyn tuotemerkin suositeltua lämpötilaa ja katsoisin, mikä toimii parhaiten muutamalla kokeilulla.
Jotkut käyttäjät sanovat saavansa loistavia ABS-tulosteita 100 °C:n lämpötilassa, jotkut taas alhaisemmassa, joten se riippuu todella omista asetuksistasi.
Mikä on paras ympäristön lämpötila ABS:n 3D-tulostukseen?
Paras ympäristön lämpötila ABS:lle on jossain 15-32 °C:n (60-90 °F) välillä. Tärkeintä on pitää mielessä, ettei lämpötila vaihtele liikaa 3D-tulostusprosessin aikana. Viileämmissä tiloissa kannattaa ehkä hieman nostaa kuumennuspisteen lämpötilaa ja kuumemmissa tiloissa hieman laskea sitä.
Katso myös: 7 parasta hartsin UV-valon kovettumisasemaa 3D-tulosteillesi Creality Fireproof & pölytiivis kotelo
Creality Fireproof & pölytiivis kotelo - Kotelon käyttäminen on hyvä tapa hallita lämpötilan vaihteluita. Suosittelen hankkimaan jotain Creality Fireproof & Dustproof Enclosure Amazonista.
Hinnat on poimittu Amazon Product Advertising API:sta:
Tuotteiden hinnat ja saatavuus ovat tarkkoja ilmoitettuna ajankohtana, ja ne voivat muuttua. Tämän tuotteen ostamiseen sovelletaan [soveltuvin osin asianomaisella Amazon-sivustolla (-sivustoilla)] ostohetkellä näkyviä hinta- ja saatavuustietoja.
Mikä on paras tuulettimen nopeus ABS:lle?
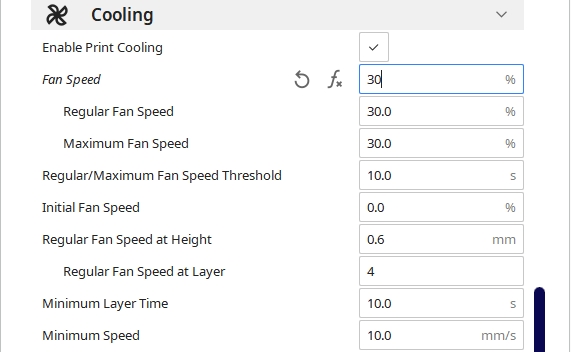
Paras tuulettimen nopeus ABS:lle on yleensä 0-30 %, mutta voit lisätä sitä silloituksia varten, jopa 60-75 %:iin. Joillakin ihmisillä on ongelmia kerroksen tarttuvuuden kanssa, kun tuulettimet kytketään päälle, joten aloittaisin ilman tuulettimia ja ottaisin ne mahdollisesti käyttöön ylikorkeuksien ja siltojen kohdalla. Jotkut käyttävät 25 % ja 60 %:n nopeuksia hyvillä tuloksilla.
ABS:n tiedetään vääntyvän lämpötilan muutosten vuoksi, joten tuulettimen käytön kanssa on oltava varovainen. Tuuletin kannattaa kytkeä pois päältä ensimmäisten kerrosten ajaksi käyttämällä Curan asetusta "Säännöllinen tuulettimen nopeus kerroksessa", joka on oletusarvoisesti 4.
Voit luoda erityisen profiilin ABS 3D-tulosteillesi ja tallentaa sen mukautettuna profiilina aina, kun haluat 3D-tulostaa ABS:ää.
Jotkut ihmiset saavat hyviä tuloksia ilman tuuletinta, mutta näyttää siltä, että useimmat ihmiset saavat parempia tuloksia, kun tuulettimet toimivat pienellä prosenttimäärällä. Haluat hallita kutistumisen tasoa siten, että lämpötilaa voidaan säädellä kunnolla.
Voit nostaa hieman tulostuslämpötilaa, jos sinulla on ongelmia.
Jos 3D-tulostat melko kylmässä ympäristössä, tuulettimet saattavat puhaltaa viileämpää ilmaa 3D-tulosteeseen, mikä voi aiheuttaa tulostusongelmia. Kunhan tuuletin ei puhalla liian viileää ilmaa, jäähdytyspuhaltimet matalalla asetuksella tulostavat hyvin.
Katso lisätietoja artikkelistani siitä, voitko 3D-tulostaa kylmässä tai kuumassa huoneessa.
Katso myös: Kuinka oppia mallintaminen 3D-tulostusta varten - vinkkejä suunnitteluunMikä on paras kerroskorkeus ABS:lle?
Paras kerroskorkeus ABS:lle 0,4 mm:n suuttimella on 0,12-0,28 mm riippuen siitä, millaista laatua tavoittelet. Korkealaatuisissa malleissa, joissa on paljon yksityiskohtia, 0,12 mm:n kerroskorkeus on mahdollinen, kun taas nopeammat ja vahvemmat tulosteet voidaan tehdä 0,2-0,28 mm:n kerroksella.

0,2 mm on 3D-tulostuksen vakiokerroskorkeus yleensä, koska se on hyvä tasapaino laadun ja tulostusnopeuden välillä. Mitä matalampi kerroskorkeus, sitä parempi laatu, mutta se kasvattaa kokonaiskerrosten määrää, mikä lisää kokonaistulostusaikaa.
Riippuen siitä, mikä projektisi on, et ehkä välitä laadusta, joten kerroskorkeus, kuten 0,28 mm tai enemmän, toimii erinomaisesti. Muissa malleissa, joissa välität pinnanlaadusta, kerroskorkeus 0,12 mm tai 0,16 mm on ihanteellinen.