
Turinys
ABS buvo populiariausia 3D spausdinimo medžiaga prieš PLA, todėl man buvo įdomu, koks būtų geriausias spausdinimo greitis ir temperatūra ABS siūlams.
Geriausias ABS greitis & amp; temperatūra priklauso nuo to, kokio tipo ABS naudojate ir kokį 3D spausdintuvą turite, tačiau paprastai norite naudoti 50 mm/s greitį, 240 °C purkštuko temperatūrą ir šildoma lova 80 °C temperatūrą. ABS prekės ženklai ant ritės nurodo rekomenduojamus temperatūros nustatymus.
Tai yra pagrindinis atsakymas, kuris padės jums sėkmingai dirbti, tačiau yra daugiau detalių, kurias norėsite žinoti, kad galėtumėte pasirinkti idealų spausdinimo greitį ir temperatūrą ABS spausdintuvui.
Koks yra geriausias ABS spausdinimo greitis?
Geriausias standartinių 3D spausdintuvų ABS gijų spausdinimo greitis svyruoja tarp 30-70 mm/s. Naudodami gerai sureguliuotą 3D spausdintuvą, pasižymintį geru stabilumu, galbūt galėsite spausdinti didesniu greičiu, tačiau kokybė taip smarkiai nesumažės. Gera idėja yra spausdinti greičio kalibravimo bokštą, kad galėtumėte pamatyti kokybės skirtumus.
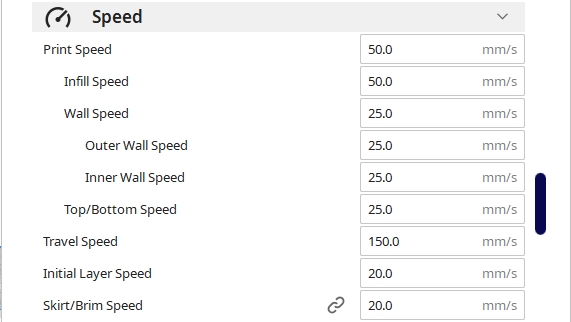
Numatytasis spausdinimo greitis "Cura", populiariausioje pjaustyklėje, yra 50 mm/s, kuris turėtų būti gana tinkamas ABS gijoms. Galite padidinti arba sumažinti spausdinimo greitį, priklausomai nuo to, kokios kokybės pageidaujate.
Paprastai kuo lėčiau spausdinate, tuo geresnė kokybė, o kuo greičiau spausdinate, tuo prastesnė kokybė. Kai kurie 3D spausdintuvai skirti spausdinti daug greičiau, pavyzdžiui, "Delta" 3D spausdintuvai, kurie gali lengvai pasiekti 150 mm/s greitį, tačiau daugumai norėsite, kad spausdinimas vyktų 30-70 mm/s greičiu.
Bendrame spausdinimo greičio diapazone yra skirtingi greičiai, pvz.,:
- Užpildymo greitis
- Sienų greitis (išorinė siena & amp; vidinė siena)
- Viršutinis / apatinis greitis
- Pradinis sluoksnio greitis
Numatytosios "Cura" vertės turėtų duoti gana gerus rezultatus, tačiau galite koreguoti šiuos greičius, kad spausdinimas būtų greitesnis.
Kadangi užpildymo greitis yra vidinė 3D spausdinimo medžiaga, paprastai nustatomas toks pat kaip ir pagrindinis spausdinimo greitis, t. y. 50 mm/s.
Sienelės greitis, viršutinio ir apatinio sluoksnio greitis & amp; pradinio sluoksnio greitis turėtų būti mažesnis, nes jie lemia pagrindinę paviršiaus kokybę ir montažinės plokštės sukibimą. Paprastai jie nustatomi kaip 50 % spausdinimo greičio, o pradinio sluoksnio greitis - 20 mm/s.
Galite peržiūrėti mano išsamesnį vadovą apie 3D spausdinimą ABS.
Kokia yra geriausia ABS spausdinimo temperatūra?
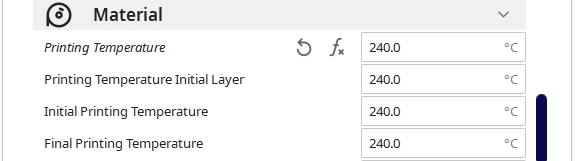
Geriausia ABS purkštuko temperatūra yra 210-265 °C, priklausomai nuo turimo filamento prekės ženklo ir konkretaus 3D spausdintuvo bei nustatymų. SUNLU ABS rekomenduojama spausdinimo temperatūra 230-240 °C. HATCHBOX PETG rekomenduojama spausdinimo temperatūra 210-240 °C. OVERTURE ABS - 245-265 °C.
Dauguma žmonių paprastai pasiekia geriausių rezultatų, kai temperatūra yra 240-250 °C, tačiau tai priklauso nuo jus supančios aplinkos temperatūros, temperatūrą fiksuojančio termistoriaus tikslumo ir kitų veiksnių.
Netgi konkretus jūsų turimas 3D spausdintuvas gali šiek tiek pakeisti geriausią ABS spausdinimo temperatūrą. Prekių ženklai neabejotinai skiriasi pagal tai, kokia temperatūra veikia geriausiai, todėl verta išsiaiškinti, kas asmeniškai tinka jūsų situacijai.
Galite spausdinti vadinamąjį temperatūros bokštą. Tai iš esmės yra bokštas, kuris spausdina skirtingos temperatūros bokštus, kai jie kyla aukštyn.
Peržiūrėkite toliau pateiktą vaizdo įrašą, kaip tai galite padaryti patys tiesiogiai "Cura" programoje.
Taip pat galite atsisiųsti savo modelį ne iš "Cura", jei naudojate kitą pjaustyklę, atsisiųsdami šį temperatūros kalibravimo bokštą iš "Thingiverse".
Nesvarbu, ar turite "Ender 3 Pro", ar "V2", jūsų spausdinimo temperatūrą turėtų nurodyti siūlų gamintojas ant ritės ar pakuotės šono, tada galite išbandyti idealią temperatūrą naudodami temperatūros bokštą.
Turėkite omenyje, kad su 3D spausdintuvu tiekiamų PTFE vamzdelių didžiausias atsparumas karščiui paprastai būna apie 250 °C, todėl rekomenduočiau pereiti prie "Capricorn" PTFE vamzdelių, kurie yra atsparesni karščiui iki 260 °C.
Jis taip pat puikiai tinka siūlų padavimo ir įtraukimo problemoms spręsti.

Kokia yra geriausia ABS spausdinimo lysvės temperatūra?
Geriausia ABS spausdinimo pagrindo temperatūra yra 70-100 °C, o optimali daugumos gamintojų spausdinimo plokštės temperatūra yra 75-85 °C. PETG stiklėjimo temperatūra yra 100 °C, tai yra temperatūra, kurioje jis minkštėja. OVERTURE ABS rekomenduoja 80-100 °C spausdinimo pagrindo temperatūrą, o SUNLU ABS - 70-85 °C.
Paprastai turite tam tikrą diapazoną, nes 3D spausdintuvai nėra visi vienodi, o aplinka, kurioje spausdinate, turi įtakos. Jei 3D spausdinate gana šaltame garaže, naudodami gaubtą norėsite naudoti aukštesnę guolio temperatūrą.

Jei 3D spausdinate šiltame biure, tikriausiai jums pakaks 70-80 °C temperatūros lysvės. Vadovaukitės konkretaus prekės ženklo rekomenduojama temperatūra ir atlikę kelis bandymus pažiūrėkite, kokia yra geriausia.
Kai kurie naudotojai teigia, kad ABS spausdina fantastiškai, kai temperatūra yra 100 °C, o kai kurie - žemesnė, todėl tai tikrai priklauso nuo konkrečios konfigūracijos.
Taip pat žr: Kaip ištaisyti 3D spausdintuvo nukreipimo problemas - Ender 3 & amp; DaugiauKokia yra geriausia aplinkos temperatūra 3D spausdinimui su ABS?
Geriausia aplinkos temperatūra ABS spausdintuvui yra maždaug 15-32 °C. Svarbiausia nepamiršti, kad 3D spausdinimo proceso metu nebūtų per didelių temperatūros svyravimų. Vėsesnėse patalpose galbūt norėsite šiek tiek padidinti kaitinimo įrenginio temperatūrą, o karštesnėse - šiek tiek sumažinti.
 "Creality" ugniai atsparus & amp; Dulkėms atsparus korpusas
"Creality" ugniai atsparus & amp; Dulkėms atsparus korpusas - Geras būdas kontroliuoti temperatūros svyravimus - naudoti gaubtą. Rekomenduočiau įsigyti kažką panašaus į "Creality" ugniai ir dulkėms atsparų gaubtą iš "Amazon".
Kainos ištrauktos iš "Amazon" produktų reklamos API:
Produktų kainos ir prieinamumas yra tikslūs nurodytą datą ir (arba) laiką ir gali keistis. Bet kokia kaina ir prieinamumo informacija, pateikta [atitinkamoje (-ose) "Amazon" svetainėje (-ėse), jei taikoma] pirkimo metu, bus taikoma perkant šį produktą.
Koks yra geriausias ABS ventiliatoriaus greitis?
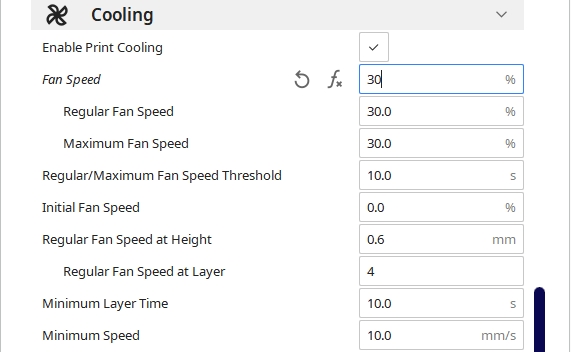
Geriausias ventiliatoriaus greitis ABS paprastai yra 0-30 %, bet galite jį padidinti, jei norite sukurti tiltelius, maždaug iki 60-75 %. Kai kurie žmonės, įjungę aušinimo ventiliatorius, susiduria su sluoksnių sukibimo problemomis, todėl pradėčiau nenaudoti jokių ventiliatorių ir galbūt juos įjungčiau, kai reikia įrengti iškyšas ir tiltelius. Kai kurie žmonės naudoja 25 % ir 60 % ir pasiekia gerų rezultatų.
Žinoma, kad ABS deformuojasi dėl temperatūros pokyčių, todėl turite būti atsargūs naudodami ventiliatorių. Pirmuosius kelis sluoksnius norite, kad ventiliatorius būtų išjungtas, naudodami "Cura" nustatymą "Reguliarus ventiliatoriaus greitis sluoksnyje", kuris pagal nutylėjimą yra 4.
Galite susikurti specialų profilį ABS 3D spausdinimui ir išsaugoti jį kaip pasirinktinį profilį kiekvieną kartą, kai norite spausdinti ABS.
Kai kurie žmonės pasiekia gerų rezultatų be ventiliatoriaus, tačiau atrodo, kad dauguma žmonių pasiekia geresnių rezultatų, kai ventiliatoriai veikia nedideliu procentiniu dydžiu. Norite kontroliuoti susitraukimo lygį, tinkamai kontroliuodami temperatūrą.
Taip pat žr: 10 būdų, kaip pagerinti 3D spausdinimo iškyšasJei kyla problemų, galite šiek tiek padidinti spausdinimo temperatūrą.
Jei 3D spausdinate gana šaltoje aplinkoje, ventiliatoriai gali pūsti vėsesnį orą į 3D spausdinimo įrenginį ir dėl to gali kilti spausdinimo problemų. Jei ventiliatorius nepučia per vėsaus oro, aušinimo ventiliatoriai, kurių nustatymas yra žemas, turėtų spausdinti gerai.
Daugiau informacijos rasite mano straipsnyje apie tai, ar galite 3D spausdinti šaltoje, ar karštoje patalpoje.
Koks yra geriausias ABS sluoksnio aukštis?
Geriausias sluoksnio aukštis ABS naudojant 0,4 mm antgalį yra 0,12-0,28 mm, priklausomai nuo to, kokios kokybės norima pasiekti. 0,12 mm sluoksnio aukštį galima naudoti aukštos kokybės modeliams su daugybe detalių, o greitesnius & amp; stipresnius spaudinius galima spausdinti naudojant 0,2-0,28 mm.

0,2 mm yra standartinis sluoksnio aukštis, taikomas 3D spausdinimui apskritai, nes tai puiki kokybės ir spausdinimo greičio pusiausvyra. Kuo mažesnis sluoksnio aukštis, tuo geresnė kokybė, tačiau dėl to padidėja bendras sluoksnių skaičius, o tai pailgina bendrą spausdinimo laiką.
Priklausomai nuo to, koks yra jūsų projektas, jums gali nerūpėti kokybė, todėl puikiai tiktų naudoti 0,28 mm ir didesnį sluoksnio aukštį. Kitiems modeliams, kuriems rūpi paviršiaus kokybė, idealiai tinka 0,12 mm arba 0,16 mm sluoksnio aukštis.