
Satura rādītājs
ABS kādreiz bija populārākais 3D drukas materiāls pirms PLA, tāpēc man radās jautājums, kāds būtu labākais drukāšanas ātrums un temperatūra ABS filamentam.
Labākais ātrums & amp; temperatūra ABS ir atkarīga no tā, kāda veida ABS jūs izmantojat un kāds 3D printeris jums ir, bet parasti jūs vēlaties izmantot ātrumu 50 mm/s, sprauslas temperatūru 240 °C un temperatūru 240 °C. apsildāma gulta 80°C temperatūru. ABS zīmoliem uz spoles ir norādīti ieteicamie temperatūras iestatījumi.
Skatīt arī: 5 labākie 3D drukāšanai paredzētie flīšfrēzes griezējiŠī ir pamatatbilde, kas palīdzēs jums gūt panākumus, taču ir vēl vairākas detaļas, kuras vēlaties zināt, lai iegūtu ideālu drukāšanas ātrumu un temperatūru, kas piemērota ABS iespiedmašīnai.
Kāds ir labākais drukāšanas ātrums ABS?
Standarta 3D printeriem labākais drukāšanas ātrums ABS filamentam ir 30-70 mm/s. Ar labi noregulētu 3D printeri, kuram ir laba stabilitāte, iespējams, varēsiet 3D drukāt ar lielāku ātrumu, tik ļoti nesamazinot kvalitāti. Laba ideja ir izdrukāt kalibrēšanas torni ātrumam, lai jūs varētu redzēt kvalitātes atšķirības.
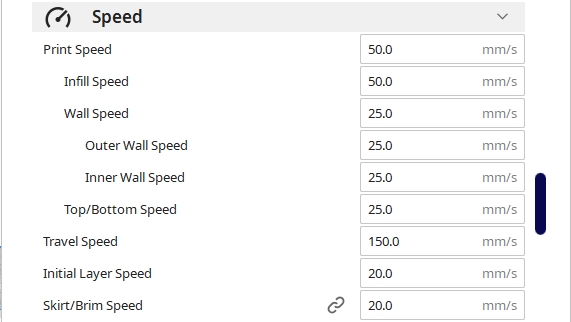
Populārākajā Cura griezējprogrammā noklusējuma drukāšanas ātrums ir 50 mm/s, kas diezgan labi der ABS filamentam. Drukāšanas ātrumu varat palielināt vai samazināt atkarībā no vēlamās kvalitātes.
Parasti, jo lēnāk drukājat, jo labāka ir kvalitāte, savukārt, jo ātrāk drukājat, jo sliktāka ir kvalitāte. Daži 3D printeri ir paredzēti 3D drukāšanai ar daudz lielāku ātrumu, piemēram, Delta 3D printeri, kas var viegli sasniegt 150 mm/s, taču lielākajai daļai printeru ir jāstrādā ar ātrumu 30-70 mm/s.
Vispārējā drukāšanas ātrumā ir dažādi ātrumi, piemēram:
- Aizpildīšanas ātrums
- Sienas ātrums (ārējā siena & amp; iekšējā siena)
- Augšējais/apakšējais ātrums
- Sākotnējais slāņa ātrums
Cura noklusējuma vērtībām vajadzētu nodrošināt diezgan labus rezultātus, taču šos ātrumus varat pielāgot, lai iegūtu ātrāku drukāšanas laiku.
Tā kā jūsu aizpildījuma ātrums ir jūsu 3D drukas iekšējais materiāls, parasti tas ir iestatīts tāds pats kā jūsu galvenais drukas ātrums - 50 mm/s.
Sienas ātrums, augšējā/apakšējā ātrums un amp; Sākotnējais slāņa ātrums ir zemāks, jo tie nosaka galveno virsmas kvalitāti un veidojošās plates saķeri. Parasti tie ir formulēti 50 % apmērā no drukas ātruma, bet sākotnējais slāņa ātrums ir iestatīts 20 mm/s.
Jūs varat iepazīties ar manu detalizētāku rokasgrāmatu par 3D drukāšanu ar ABS.
Kāda ir vislabākā drukāšanas temperatūra ABS?
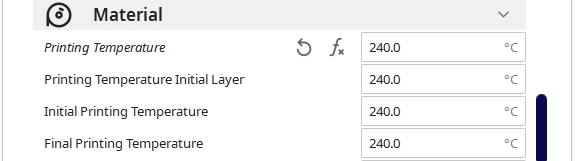
Atkarībā no izmantotā filamenta zīmola, kā arī 3D printera un iestatījumiem, vislabākā sprauslas temperatūra ABS materiālam ir no 210 līdz 265 °C. SUNLU ABS materiālam ieteicams izmantot 230-240 °C. HATCHBOX PETG materiālam ieteicams izmantot 210-240 °C. OVERTURE ABS materiālam ieteicams izmantot 245-265 °C.
Lielākajai daļai cilvēku vislabākie rezultāti parasti ir 240-250 °C temperatūrā, taču tas ir atkarīgs no apkārtējās vides temperatūras, temperatūras reģistrēšanas precizitātes un citiem faktoriem.
Pat konkrētais 3D printeris, kas jums ir, var nedaudz mainīt vislabāko drukāšanas temperatūru ABS. Zīmoliem noteikti atšķiras, kāda temperatūra ir vispiemērotākā, tāpēc ir labi noskaidrot, kas personīgi ir piemērots jūsu situācijai.
Varat drukāt tā saukto temperatūras torni. Tas būtībā ir tornis, kas drukā torņus dažādās temperatūrās, jo tornis pārvietojas augšup pa torni.
Apskatiet zemāk redzamajā videoklipā, kā to varat izdarīt tieši programmā Cura.
Ja izmantojat citu griezēju, varat arī lejupielādēt savu modeli ārpus Cura, lejupielādējot šo Temperatūras kalibrēšanas torni no Thingiverse.
Neatkarīgi no tā, vai jums ir Ender 3 Pro vai V2, jūsu drukāšanas temperatūrai ir jābūt norādītai filamenta ražotāja uz spoles vai iepakojuma malas, un tad jūs varat pārbaudīt ideālo temperatūru, izmantojot temperatūras torni.
Tomēr paturiet prātā, ka 3D printerim pievienotajām PTFE caurulītēm parasti maksimālā karstumizturība ir aptuveni 250°C, tāpēc es ieteiktu izvēlēties Capricorn PTFE caurulīti, lai iegūtu labāku karstumizturību līdz pat 260°C.
Tas ir arī lieliski piemērots, lai atrisinātu filamentu padeves un ievilkšanas problēmas.

Kāda ir vislabākā drukas gultnes temperatūra ABS?
Labākā drukas gultnes temperatūra ABS ir 70-100 °C, un optimālā veidošanas plates temperatūra lielākajai daļai zīmolu ir 75-85 °C. PETG stiklošanās temperatūra ir 100 °C, un tā ir temperatūra, pie kuras tas kļūst mīksts. OVERTURE ABS iesaka gultnes temperatūru 80-100 °C, bet SUNLU ABS iesaka 70-85 °C.
Parasti jums ir noteikts diapazons, jo 3D printeri nav visi būvēti vienādi, un atšķiras arī vide, kurā drukājat. Ja 3D drukājat samērā aukstā garāžā, tad, izmantojot korpusu, vēlaties izmantot augstāko gultas temperatūras robežu.

Ja 3D drukājat siltā birojā, iespējams, jums pietiks, ja gultas temperatūra būs 70-80 °C. Es vadītos pēc jūsu konkrētajam zīmolam ieteiktās temperatūras un pārbaudītu, kas darbojas vislabāk, veicot dažus izmēģinājumus.
Skatīt arī: 0,4 mm un 0,6 mm sprausla 3D drukai - kura ir labāka?Daži lietotāji apgalvo, ka ABS izdrukas ir fantastiskas arī 100°C temperatūrā, bet daži - zemākā, tāpēc tas ir atkarīgs no jūsu īpašās konfigurācijas.
Kāda ir vislabākā apkārtējās vides temperatūra 3D drukai ar ABS?
Vislabākā apkārtējās vides temperatūra ABS ir aptuveni 15-32 °C (60-90 °F). Galvenais, kas jāpatur prātā, ir tas, lai 3D drukāšanas procesa laikā nebūtu pārāk lielas temperatūras svārstības. Vēsākās telpās, iespējams, vajadzētu nedaudz paaugstināt karstumiekārtas temperatūru, bet karstākās telpās to nedaudz pazemināt.
 Creality Ugunsdrošs & amp; putekļu izturīgs korpuss
Creality Ugunsdrošs & amp; putekļu izturīgs korpuss - Labs veids, kā kontrolēt temperatūras svārstības, ir kameras izmantošana. Es ieteiktu iegādāties kaut ko tādu kā Creality Fireproof & amp; Dustproof Enclosure no Amazon.
Cenas ņemtas no Amazon produktu reklamēšanas API par:
Produktu cenas un pieejamība ir precīzas norādītajā datumā/laikā, un tās var mainīties. Jebkura informācija par cenām un pieejamību, kas norādīta [attiecīgajā(-ās) Amazon vietnē(-ās), ja piemērojams] pirkuma brīdī, attiecas uz šī produkta iegādi.
Kāds ir labākais ventilatora ātrums ABS?
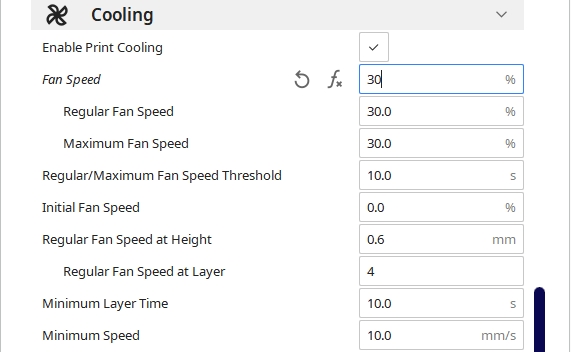
Labākais ventilatora ātrums ABS materiālam parasti ir 0-30%, bet jūs varat to palielināt, lai veidotu tiltiņus, līdz pat 60-75%. Dažiem cilvēkiem, ieslēdzot dzesēšanas ventilatorus, rodas problēmas ar slāņu saķeri, tāpēc es sāktu bez ventilatoriem un, iespējams, tos ieslēgtu pārkarēm un tiltiņiem. Daži cilvēki ar labiem rezultātiem izmanto 25% un 60%.
Ir zināms, ka ABS deformējas temperatūras izmaiņu dēļ, tāpēc jums ir jābūt uzmanīgiem, izmantojot ventilatoru. Pirmajos slāņos ventilators ir jāizslēdz, izmantojot Cura iestatījumu "Regulārais ventilatora ātrums slānī", kas pēc noklusējuma ir 4.
Jūs varat izveidot īpašu profilu savām ABS 3D izdrukām un saglabāt to kā pielāgotu profilu katru reizi, kad vēlaties 3D drukāt ABS.
Daži cilvēki gūst labus rezultātus bez ventilatora, taču šķiet, ka lielākā daļa cilvēku gūst labākus rezultātus, ja ventilatori darbojas ar zemu procentuālo rādītāju. Jūs vēlaties kontrolēt saraušanās līmeni, nodrošinot pienācīgu temperatūras kontroli.
Ja rodas problēmas, varat nedaudz palielināt drukāšanas temperatūru.
Ja 3D drukājat vidē, kas ir diezgan auksta, ventilatori var pūst vēsāku gaisu uz 3D izdrukas, kas var radīt drukāšanas problēmas. Kamēr ventilators nepūš pārāk vēsu gaisu, dzesēšanas ventilatori ar zemu iestatījumu varētu drukāt labi.
Lai uzzinātu vairāk, izlasiet manu rakstu par to, vai 3D drukāšanu var veikt aukstā vai karstā telpā.
Kāds ir labākais slāņa augstums ABS?
Labākais slāņa augstums ABS ar 0,4 mm sprauslu ir 0,12-0,28 mm atkarībā no tā, kāda veida kvalitāte jums ir vajadzīga. Augstas kvalitātes modeļiem ar daudz detaļu ir iespējams 0,12 mm slāņa augstums, bet ātrākai un spēcīgākai izdrukai var izmantot 0,2-0,28 mm.

0,2 mm ir standarta slāņa augstums 3D drukāšanai kopumā, jo tas ir lielisks kvalitātes un drukas ātruma līdzsvars. Jo mazāks slāņa augstums, jo labāka būs kvalitāte, taču tas palielina kopējo slāņu skaitu, kas palielina kopējo drukas laiku.
Atkarībā no tā, kāds ir jūsu projekts, jums var nebūt svarīga kvalitāte, tāpēc slāņa augstums, piemēram, 0,28 mm un vairāk, būs lieliski piemērots. Citos modeļos, kur jums ir svarīga virsmas kvalitāte, ideāls ir 0,12 mm vai 0,16 mm slāņa augstums.