
ສາລະບານ
ABS ເຄີຍເປັນອຸປະກອນການພິມ 3D ທີ່ນິຍົມທີ່ສຸດກ່ອນ PLA, ດັ່ງນັ້ນຂ້ອຍຈຶ່ງສົງໄສວ່າຄວາມໄວ ແລະອຸນຫະພູມການພິມທີ່ດີທີ່ສຸດຈະເປັນແນວໃດສຳລັບເສັ້ນໃຍ ABS.
ຄວາມໄວສູງສຸດ & ອຸນຫະພູມສໍາລັບ ABS ແມ່ນຂຶ້ນກັບປະເພດຂອງ ABS ທີ່ທ່ານກໍາລັງໃຊ້ແລະເຄື່ອງພິມ 3D ທີ່ທ່ານມີ, ແຕ່ໂດຍທົ່ວໄປ, ທ່ານຕ້ອງການໃຊ້ຄວາມໄວ 50mm / s, ອຸນຫະພູມ nozzle ຂອງ 240 ° C ແລະເປັນ ຕຽງນອນຄວາມຮ້ອນ. ອຸນຫະພູມ 80°C. ຍີ່ຫໍ້ຂອງ ABS ມີການຕັ້ງຄ່າອຸນຫະພູມທີ່ແນະນໍາຂອງເຂົາເຈົ້າຢູ່ໃນ spool.
ນັ້ນແມ່ນຄໍາຕອບພື້ນຖານທີ່ຈະເຮັດໃຫ້ທ່ານປະສົບຜົນສໍາເລັດ, ແຕ່ມີລາຍລະອຽດເພີ່ມເຕີມທີ່ເຈົ້າຢາກຮູ້ເພື່ອໃຫ້ໄດ້ເຄື່ອງພິມທີ່ສົມບູນແບບ. ຄວາມໄວແລະອຸນຫະພູມສໍາລັບ ABS.
ຄວາມໄວການພິມທີ່ດີທີ່ສຸດສໍາລັບ ABS ແມ່ນຫຍັງ?
ຄວາມໄວການພິມທີ່ດີທີ່ສຸດສໍາລັບແຜ່ນ ABS ແມ່ນຢູ່ລະຫວ່າງ 30-70mm/s ສໍາລັບເຄື່ອງພິມ 3D ມາດຕະຖານ. ດ້ວຍເຄື່ອງພິມ 3 ມິຕິທີ່ປັບດີ, ມີຄວາມໝັ້ນຄົງທີ່ດີ, ເຈົ້າອາດຈະສາມາດພິມ 3 ມິຕິໄດ້ໄວຂຶ້ນໂດຍບໍ່ຫຼຸດຄຸນນະພາບຫຼາຍ. ມັນເປັນຄວາມຄິດທີ່ດີທີ່ຈະພິມຫໍກວດກາສໍາລັບຄວາມໄວເພື່ອໃຫ້ທ່ານສາມາດເບິ່ງຄວາມແຕກຕ່າງກັນໃນຄຸນນະພາບ.
ຄວາມໄວການພິມເລີ່ມຕົ້ນໃນ Cura, ເຄື່ອງຕັດທີ່ມີຄວາມນິຍົມຫຼາຍທີ່ສຸດແມ່ນ 50mm/s, ເຊິ່ງຄວນຈະເຮັດວຽກໄດ້ດີພໍສົມຄວນ. ABS filament. ທ່ານສາມາດປັບຄວາມໄວການພິມຂຶ້ນຫຼືລົງຂຶ້ນກັບຄຸນນະພາບປະເພດທີ່ທ່ານຕ້ອງການ.
ເບິ່ງ_ນຳ: ອຸນຫະພູມການພິມ 3D ຮ້ອນເກີນໄປ ຫຼືຕໍ່າເກີນໄປ - ວິທີແກ້ໄຂ 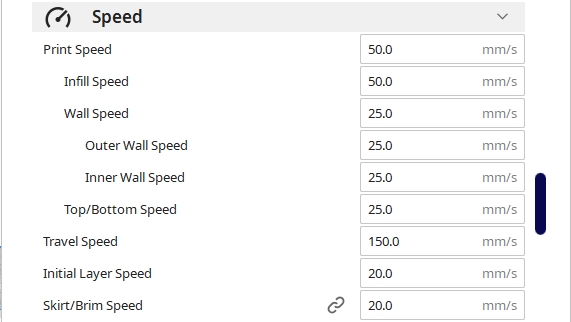
ໂດຍທົ່ວໄປ, ການພິມຊ້າ, ຄຸນນະພາບທີ່ດີກວ່າ, ໃນຂະນະທີ່ໄວທີ່ທ່ານພິມ. , ຄຸນນະພາບຈະຫນ້ອຍລົງ. ບາງ 3Dເຄື່ອງພິມຖືກອອກແບບເພື່ອພິມ 3 ມິຕິໃນອັດຕາທີ່ໄວກວ່າເຊັ່ນເຄື່ອງພິມ Delta 3D, ເຊິ່ງສາມາດບັນລຸ 150 ມມ/ວິນາທີໄດ້ຢ່າງງ່າຍດາຍ, ແຕ່ສໍາລັບສ່ວນໃຫຍ່ເຈົ້າຈະຕ້ອງການເກັບຮັກສາມັນໄວ້ຢູ່ໃນຂອບເຂດ 30-70 ມມ/ວິນາທີ.
ມີ ຄວາມໄວທີ່ແຕກຕ່າງກັນພາຍໃນຄວາມໄວພິມທົ່ວໄປເຊັ່ນ:
- ຄວາມໄວການຕື່ມຂໍ້ມູນໃສ່
- ຄວາມໄວຂອງຝາ (Outer Wall & Inner Wall)
- ຄວາມໄວເທິງ/ລຸ່ມສຸດ
- Initial Layer Speed
ຄ່າເລີ່ມຕົ້ນໃນ Cura ຄວນໃຫ້ຜົນໄດ້ຮັບທີ່ດີພໍສົມຄວນ ແຕ່ທ່ານສາມາດປັບຄວາມໄວເຫຼົ່ານີ້ເພື່ອໃຫ້ເວລາພິມໄວຂຶ້ນ.
ເບິ່ງ_ນຳ: 6 ວິທີການແກ້ໄຂເຄື່ອງພິມ 3D ຂອງທ່ານທີ່ຢຸດການພິມກາງເນື່ອງຈາກວ່າຄວາມໄວການພິມຂອງທ່ານເປັນອຸປະກອນການພາຍໃນຂອງການພິມ 3D ຂອງທ່ານ, ໂດຍປົກກະຕິນີ້ຈະຖືກຕັ້ງໃຫ້ຄືກັນກັບຄວາມໄວການພິມຕົ້ນຕໍຂອງທ່ານທີ່ 50mm/s.
ຄວາມໄວ Wall, Top/ ຄວາມໄວລຸ່ມ & amp; ຄວາມໄວຂອງຊັ້ນເບື້ອງຕົ້ນຄວນຈະຕ່ໍາເນື່ອງຈາກພວກມັນກວມເອົາຄຸນນະພາບຂອງພື້ນຜິວຕົ້ນຕໍແລະການຍຶດຫມັ້ນຂອງແຜ່ນ. ໂດຍປົກກະຕິແລ້ວພວກມັນຖືກສ້າງເປັນ 50% ຂອງຄວາມໄວການພິມ, ໃນຂະນະທີ່ຄວາມໄວຂອງຊັ້ນຂໍ້ມູນເລີ່ມຕົ້ນແມ່ນ 20 ມມ/ວິນາທີ.
ທ່ານສາມາດກວດເບິ່ງຄູ່ມືລາຍລະອຽດເພີ່ມເຕີມຂອງຂ້ອຍກ່ຽວກັບ 3D Printing ABS.
ອຸນຫະພູມການພິມທີ່ດີທີ່ສຸດສຳລັບ ABS ແມ່ນຫຍັງ?
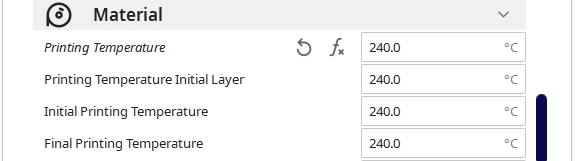
ອຸນຫະພູມຫົວທໍ່ທີ່ດີທີ່ສຸດສຳລັບ ABS ຢູ່ບ່ອນໃດກໍໄດ້ລະຫວ່າງ 210-265°C ຂຶ້ນກັບຍີ່ຫໍ້ຂອງເສັ້ນໃຍທີ່ເຈົ້າມີ, ບວກກັບເຄື່ອງພິມ 3D ແລະການຕັ້ງຄ່າສະເພາະຂອງທ່ານ. ສໍາລັບ SUNLU ABS, ພວກເຂົາແນະນໍາອຸນຫະພູມການພິມຂອງ 230-240 ° C. HATCHBOX PETG ແນະນໍາອຸນຫະພູມການພິມຂອງ 210-240 ° C. ສໍາລັບ OVERTURE ABS, 245-265°C.
ຄົນສ່ວນໃຫຍ່ມັກຈະມີຜົນໄດ້ຮັບທີ່ດີທີ່ສຸດດ້ວຍອຸນຫະພູມ 240-250 ອົງສາ C ເມື່ອເບິ່ງການຕັ້ງຄ່າຂອງຄົນສ່ວນໃຫຍ່, ແຕ່ມັນຂຶ້ນກັບອຸນຫະພູມຂອງສະພາບແວດລ້ອມອ້ອມຕົວທ່ານ, ຄວາມຖືກຕ້ອງຂອງເຄື່ອງຄວບຄຸມອຸນຫະພູມຂອງທ່ານທີ່ຈະບັນທຶກອຸນຫະພູມ ແລະປັດໃຈອື່ນໆ.
ແມ້ແຕ່ເຄື່ອງພິມ 3 ມິຕິສະເພາະທີ່ເຈົ້າມີອາດປ່ຽນແປງອຸນຫະພູມການພິມທີ່ດີທີ່ສຸດສໍາລັບ ABS ເລັກນ້ອຍ. ຍີ່ຫໍ້ມີຄວາມແຕກຕ່າງກັນຢ່າງແນ່ນອນໃນອຸນຫະພູມທີ່ເຮັດວຽກໄດ້ດີທີ່ສຸດ ດັ່ງນັ້ນມັນເປັນຄວາມຄິດທີ່ດີທີ່ຈະຊອກຫາສິ່ງທີ່ເປັນສ່ວນບຸກຄົນສໍາລັບສະຖານະການຂອງທ່ານ.
ທ່ານສາມາດພິມບາງສິ່ງບາງຢ່າງທີ່ເອີ້ນວ່າ Temperature Tower. ໂດຍພື້ນຖານແລ້ວນີ້ແມ່ນຫໍຄອຍທີ່ພິມ towers ໃນອຸນຫະພູມທີ່ແຕກຕ່າງກັນໃນຂະນະທີ່ມັນຍ້າຍຂຶ້ນ tower.
ກວດເບິ່ງວິດີໂອຂ້າງລຸ່ມນີ້ກ່ຽວກັບວິທີທີ່ທ່ານສາມາດເຮັດສິ່ງນີ້ສໍາລັບຕົວທ່ານເອງໂດຍກົງໃນ Cura.
ທ່ານຍັງສາມາດ ເລືອກທີ່ຈະດາວໂຫລດຕົວແບບຂອງທ່ານເອງຢູ່ນອກ Cura ຖ້າທ່ານໃຊ້ເຄື່ອງຕັດອື່ນໂດຍການດາວໂຫລດ Temperature Calibration Tower ຈາກ Thingiverse.
ບໍ່ວ່າທ່ານມີ Ender 3 Pro ຫຼື V2, ອຸນຫະພູມການພິມຂອງທ່ານຄວນຈະຖືກກ່າວເຖິງໂດຍຜູ້ຜະລິດ filament ໃນ ດ້ານຂ້າງຂອງ spool ຫຼືການຫຸ້ມຫໍ່, ຫຼັງຈາກນັ້ນທ່ານສາມາດທົດສອບອຸນຫະພູມທີ່ສົມບູນແບບໂດຍການນໍາໃຊ້ tower ອຸນຫະພູມ. 250°C, ສະນັ້ນຂ້ອຍຂໍແນະນຳໃຫ້ອັບເກຣດເປັນທໍ່ PTFE Capricorn ເພື່ອຄວາມຕ້ານທານຄວາມຮ້ອນທີ່ດີຂຶ້ນເຖິງ 260°C.
ມັນຍັງດີຫຼາຍສຳລັບການແກ້ໄຂບັນຫາການໃຫ້ເສັ້ນໃຍ ແລະ ການຖອດອອກ.

ແມ່ນຫຍັງອຸນຫະພູມຕຽງພິມທີ່ດີທີ່ສຸດສໍາລັບ ABS?
ອຸນຫະພູມຕຽງພິມທີ່ດີທີ່ສຸດສໍາລັບ ABS ແມ່ນຢູ່ລະຫວ່າງ 70-100 ° C, ອຸນຫະພູມແຜ່ນກໍ່ສ້າງທີ່ດີທີ່ສຸດແມ່ນ 75-85 ° C ສໍາລັບຍີ່ຫໍ້ສ່ວນໃຫຍ່. PETG ມີອຸນຫະພູມການປ່ຽນແປງຂອງແກ້ວຂອງ 100 ° C ເຊິ່ງເປັນອຸນຫະພູມທີ່ມັນອ່ອນລົງ. OVERTURE ABS ແນະນໍາອຸນຫະພູມໃນຕຽງ 80-100°C, ໃນຂະນະທີ່ SUNLU ABS ແນະນໍາ 70-85°C.
ປົກກະຕິແລ້ວທ່ານຈະມີຂອບເຂດເນື່ອງຈາກວ່າເຄື່ອງພິມ 3D ບໍ່ໄດ້ສ້າງຂຶ້ນຄືກັນແລະ. ສະພາບແວດລ້ອມທີ່ທ່ານກໍາລັງພິມຢູ່ໃນນັ້ນເຮັດໃຫ້ຄວາມແຕກຕ່າງ. ຖ້າເຈົ້າກຳລັງພິມ 3 ມິຕິຢູ່ໃນບ່ອນຈອດລົດທີ່ເຢັນພໍສົມຄວນ, ເຈົ້າຈະຕ້ອງໃຊ້ອຸນຫະພູມທີ່ສູງສຸດຂອງຕຽງໃນຂະນະທີ່ໃຊ້ຝາປິດ.

ຖ້າທ່ານພິມ 3 ມິຕິຢູ່ໃນ ຫ້ອງການທີ່ອົບອຸ່ນ, ທ່ານອາດຈະບໍ່ເປັນຫຍັງກັບອຸນຫະພູມຕຽງຂອງ 70-80 ° C. ຂ້ອຍຈະເຮັດຕາມອຸນຫະພູມທີ່ແນະນຳສຳລັບຍີ່ຫໍ້ສະເພາະຂອງເຈົ້າ ແລະເບິ່ງວ່າອັນໃດໃຊ້ໄດ້ດີທີ່ສຸດກັບການທົດລອງໜ້ອຍໜຶ່ງ.
ຜູ້ໃຊ້ບາງຄົນບອກວ່າເຂົາເຈົ້າໄດ້ຮັບການພິມ ABS ທີ່ດີເລີດຢູ່ທີ່ 100°C, ແລະບາງອັນຕໍ່າກວ່າ, ສະນັ້ນມັນຂຶ້ນກັບເຈົ້າແທ້ໆ. ການຕັ້ງຄ່າສະເພາະ.
ອຸນຫະພູມສະພາບແວດລ້ອມທີ່ດີທີ່ສຸດສໍາລັບການພິມ 3D ABS ແມ່ນຫຍັງ?
ອຸນຫະພູມສະພາບແວດລ້ອມທີ່ດີທີ່ສຸດສໍາລັບ ABS ແມ່ນຢູ່ບ່ອນໃດບ່ອນໜຶ່ງລະຫວ່າງ 15-32°C (60-90°F) . ສິ່ງທີ່ສໍາຄັນທີ່ຕ້ອງຈື່ແມ່ນບໍ່ໃຫ້ມີການເຫນັງຕີງຂອງອຸນຫະພູມຫຼາຍເກີນໄປໃນລະຫວ່າງຂະບວນການພິມ 3D. ຢູ່ໃນຫ້ອງທີ່ເຢັນກວ່າ, ທ່ານອາດຈະຕ້ອງການເພີ່ມອຸນຫະພູມຄວາມຮ້ອນຂອງທ່ານເລັກນ້ອຍ, ຈາກນັ້ນໃນຫ້ອງທີ່ຮ້ອນກວ່າຈະຫຼຸດລົງເລັກນ້ອຍ.
 Creality Fireproof &ຝາປິດກັນຂີ້ຝຸ່ນ
Creality Fireproof &ຝາປິດກັນຂີ້ຝຸ່ນ- ການໃຊ້ຝາປິດເປັນວິທີທີ່ດີໃນການຄວບຄຸມການເໜັງຕີງຂອງອຸນຫະພູມ. ຂ້າພະເຈົ້າຂໍແນະນໍາໃຫ້ໄດ້ຮັບບາງສິ່ງບາງຢ່າງເຊັ່ນ: Creality Fireproof & ຜ້າປິດປາກກັນຝຸ່ນຈາກ Amazon.
ລາຄາທີ່ດຶງມາຈາກ Amazon Product Advertising API ຢູ່ທີ່:
ລາຄາສິນຄ້າ ແລະຄວາມພ້ອມແມ່ນຖືກຕ້ອງຕາມວັນທີ/ເວລາທີ່ລະບຸໄວ້ ແລະອາດມີການປ່ຽນແປງ. ຂໍ້ມູນລາຄາແລະການມີຢູ່ໃດຫນຶ່ງທີ່ສະແດງໃຫ້ເຫັນຢູ່ໃນ [ເວັບໄຊ Amazon ທີ່ກ່ຽວຂ້ອງ) ໃນເວລາຂອງການຊື້ຈະນໍາໃຊ້ກັບການຊື້ຜະລິດຕະພັນນີ້.
ແມ່ນຫຍັງຄືຄວາມໄວພັດລົມທີ່ດີທີ່ສຸດສໍາລັບ ABS?
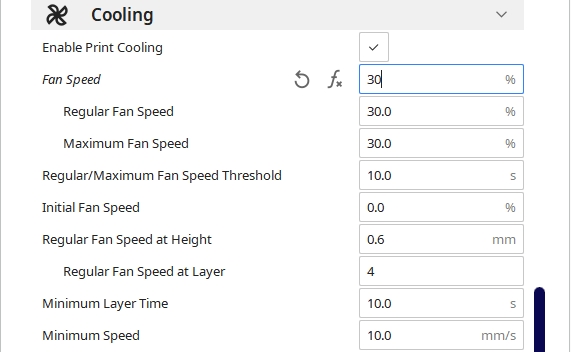
ຄວາມໄວພັດລົມທີ່ດີທີ່ສຸດສໍາລັບ ABS ປົກກະຕິແລ້ວແມ່ນ 0-30% ແຕ່ທ່ານສາມາດເພີ່ມນີ້ສໍາລັບການຂົວ, ເຖິງ 60-75% ຫຼືດັ່ງນັ້ນ. ບາງຄົນມີບັນຫາກ່ຽວກັບການຍຶດຕິດຂອງຊັ້ນໃນເວລາທີ່ເປີດພັດລົມເຢັນ, ສະນັ້ນຂ້າພະເຈົ້າຢາກເລີ່ມຕົ້ນດ້ວຍການບໍ່ມີພັດລົມແລະອາດຈະເອົາພວກມັນເຂົ້າມາເພື່ອ overhangs ແລະຂົວ. ບາງຄົນໃຊ້ 25% ແລະ 60% ໄດ້ຜົນດີ.
ABS ເປັນທີ່ຮູ້ກັນວ່າ warp ເນື່ອງຈາກອຸນຫະພູມປ່ຽນແປງ, ດັ່ງນັ້ນທ່ານຕ້ອງລະມັດລະວັງໃນການນໍາໃຊ້ພັດລົມ. ທ່ານຕ້ອງການປິດພັດລົມໃນສອງສາມຊັ້ນທໍາອິດ, ການນໍາໃຊ້ການຕັ້ງຄ່າ Cura ຂອງ “ຄວາມໄວພັດລົມປົກກະຕິໃນຊັ້ນ”, ເປັນ 4 ໃນຄ່າເລີ່ມຕົ້ນ.
ທ່ານສາມາດສ້າງຂໍ້ມູນສະເພາະສໍາລັບການພິມ ABS 3D ຂອງທ່ານແລະປະຢັດ. ທີ່ເປັນໂປຣໄຟລ໌ທີ່ກຳນົດເອງ, ແຕ່ລະຄັ້ງທີ່ທ່ານຕ້ອງການພິມ ABS 3 ມິຕິ.
ບາງຄົນໄດ້ຮັບຜົນດີໂດຍບໍ່ມີແຟນ, ແຕ່ເບິ່ງຄືວ່າຄົນສ່ວນໃຫຍ່ໄດ້ຮັບຜົນດີກັບແຟນແລ່ນຢູ່ໃນອັດຕາສ່ວນຕໍ່າ. ທ່ານຕ້ອງການຄວບຄຸມລະດັບຂອງການຫົດຕົວໂດຍການຄວບຄຸມທີ່ເຫມາະສົມກ່ຽວກັບອຸນຫະພູມ.
ທ່ານສາມາດເລືອກທີ່ຈະເພີ່ມຂຶ້ນເລັກນ້ອຍອຸນຫະພູມການພິມຖ້າຫາກວ່າທ່ານກໍາລັງມີບັນຫາ.
ຖ້າຫາກວ່າທ່ານກໍາລັງພິມ 3D ໃນ ສະພາບແວດລ້ອມທີ່ເຢັນດີ, ພັດລົມອາດຈະພັດລົມໃສ່ເຄື່ອງພິມ 3 ມິຕິ ເຊິ່ງອາດສ້າງບັນຫາການພິມໄດ້. ຕາບໃດທີ່ພັດລົມບໍ່ໄດ້ເປົ່າລົມທີ່ເຢັນເກີນໄປ, ພັດລົມລະບາຍຄວາມເຢັນຢູ່ໃນການຕັ້ງຄ່າທີ່ຕໍ່າຄວນຈະພິມໄດ້ດີ.
ກວດເບິ່ງບົດຄວາມຂອງຂ້ອຍກ່ຽວກັບວ່າເຈົ້າສາມາດພິມ 3D ຢູ່ໃນຫ້ອງເຢັນ ຫຼືຮ້ອນໄດ້ສໍາລັບຂໍ້ມູນເພີ່ມເຕີມ. .
ຄວາມສູງຊັ້ນທີ່ດີທີ່ສຸດສຳລັບ ABS ແມ່ນຫຍັງ?
ຄວາມສູງຊັ້ນທີ່ດີທີ່ສຸດສຳລັບ ABS ທີ່ມີຫົວຫົວ 0.4 ມມ, ຢູ່ບ່ອນໃດກໍໄດ້ລະຫວ່າງ 0.12-0.28 ມມ ຂຶ້ນກັບຄຸນນະພາບປະເພດໃດແດ່. ເຈົ້າຢູ່ຫລັງ. ສໍາລັບຕົວແບບທີ່ມີຄຸນນະພາບສູງທີ່ມີລາຍລະອຽດຫຼາຍ, ຄວາມສູງຂອງຊັ້ນ 0.12mm ແມ່ນເປັນໄປໄດ້, ໃນຂະນະທີ່ໄວກວ່າ & amp; ການພິມທີ່ເຂັ້ມແຂງສາມາດເຮັດໄດ້ຢູ່ທີ່ 0.2-0.28mm.

0.2mm ແມ່ນຄວາມສູງຊັ້ນມາດຕະຖານສໍາລັບການພິມ 3D ໂດຍທົ່ວໄປເພາະວ່າມັນເປັນຄວາມສົມດຸນຂອງຄຸນນະພາບແລະການພິມທີ່ດີ. ຄວາມໄວ. ຄວາມສູງຂອງຊັ້ນຂອງທ່ານຕ່ຳລົງ, ຄຸນນະພາບຂອງເຈົ້າຈະດີຂຶ້ນ, ແຕ່ມັນຈະເພີ່ມຈຳນວນຊັ້ນຂໍ້ມູນທັງໝົດ ເຊິ່ງເຮັດໃຫ້ເວລາພິມທັງໝົດເພີ່ມຂຶ້ນ.
ຂຶ້ນກັບວ່າໂຄງການຂອງເຈົ້າແມ່ນຫຍັງ, ເຈົ້າອາດຈະບໍ່ສົນໃຈເລື່ອງຄຸນນະພາບ ດັ່ງນັ້ນຈຶ່ງໃຊ້ ຄວາມສູງຂອງຊັ້ນເຊັ່ນ 0.28mm ແລະສູງກວ່າຈະເຮັດວຽກໄດ້ດີ. ສໍາລັບຮູບແບບອື່ນໆທີ່ທ່ານສົນໃຈກ່ຽວກັບຄຸນນະພາບຫນ້າດິນ, ຄວາມສູງຂອງຊັ້ນຂອງ0.12mm ຫຼື 0.16mm ແມ່ນເຫມາະສົມ.