
สารบัญ
ABS เคยเป็นวัสดุการพิมพ์ 3 มิติที่ได้รับความนิยมสูงสุดก่อน PLA ดังนั้นฉันจึงสงสัยว่าความเร็วและอุณหภูมิการพิมพ์ที่ดีที่สุดสำหรับเส้นใย ABS คืออะไร
ความเร็วและอุณหภูมิที่ดีที่สุด อุณหภูมิสำหรับ ABS ขึ้นอยู่กับประเภทของ ABS ที่คุณใช้และเครื่องพิมพ์ 3 มิติที่คุณมี แต่โดยทั่วไป คุณต้องการใช้ความเร็ว 50 มม./วินาที อุณหภูมิหัวฉีด 240°C และ เตียงอุ่น อุณหภูมิ 80°C ยี่ห้อของ ABS มีการตั้งค่าอุณหภูมิที่แนะนำบนแกนม้วน
นั่นคือคำตอบพื้นฐานที่จะช่วยให้คุณพร้อมสำหรับความสำเร็จ แต่มีรายละเอียดเพิ่มเติมที่คุณต้องการทราบเพื่อให้ได้งานพิมพ์ที่สมบูรณ์แบบ ความเร็วและอุณหภูมิสำหรับ ABS
ความเร็วการพิมพ์ที่ดีที่สุดสำหรับ ABS คือเท่าใด
ความเร็วในการพิมพ์ที่ดีที่สุดสำหรับเส้นใย ABS อยู่ระหว่าง 30-70 มม./วินาที สำหรับเครื่องพิมพ์ 3 มิติมาตรฐาน ด้วยเครื่องพิมพ์ 3 มิติที่ได้รับการปรับแต่งอย่างดีและมีความเสถียรที่ดี คุณอาจพิมพ์ 3 มิติได้เร็วขึ้นโดยไม่ลดคุณภาพลงมากนัก เป็นความคิดที่ดีที่จะพิมพ์หอสอบเทียบเพื่อความเร็ว เพื่อให้คุณเห็นความแตกต่างของคุณภาพ
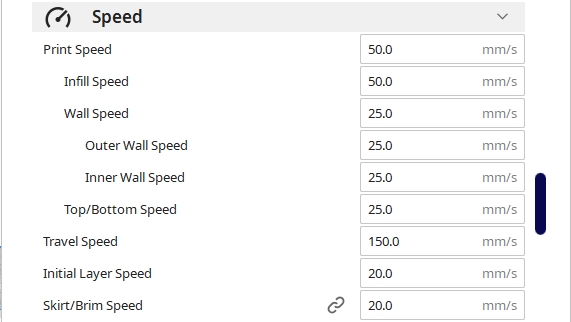
ความเร็วในการพิมพ์เริ่มต้นใน Cura ซึ่งเป็นตัวแบ่งส่วนข้อมูลยอดนิยมคือ 50 มม./วินาที ซึ่งน่าจะทำงานได้ดีสำหรับ เส้นใย ABS คุณสามารถปรับความเร็วในการพิมพ์ขึ้นหรือลงได้ขึ้นอยู่กับคุณภาพที่คุณต้องการ
โดยทั่วไป ยิ่งคุณพิมพ์ช้า คุณภาพก็จะยิ่งดีขึ้น ในขณะที่คุณพิมพ์เร็วขึ้น คุณภาพก็จะยิ่งน้อยลงเท่านั้น 3D บ้างเครื่องพิมพ์ได้รับการออกแบบให้พิมพ์ 3 มิติในอัตราที่เร็วกว่ามาก เช่น เครื่องพิมพ์ 3 มิติแบบเดลต้า ซึ่งสามารถเข้าถึง 150 มม./วินาที ได้อย่างง่ายดาย แต่สำหรับส่วนใหญ่ คุณจะต้องการให้เครื่องพิมพ์อยู่ในช่วง 30-70 มม./วินาที
มี ความเร็วที่แตกต่างกันภายในความเร็วในการพิมพ์ทั่วไป เช่น:
- Infill Speed
- Wall Speed (Outer Wall & Inner Wall)
- Top/Bottom Speed
- ความเร็วเลเยอร์เริ่มต้น
ค่าเริ่มต้นใน Cura ควรให้ผลลัพธ์ที่ค่อนข้างดี แต่คุณสามารถปรับความเร็วเหล่านี้เพื่อให้พิมพ์ได้เร็วขึ้น
เนื่องจากความเร็วในการพิมพ์ของคุณเป็นวัสดุภายในของงานพิมพ์ 3 มิติของคุณ จึงมักจะตั้งค่านี้ให้เท่ากับความเร็วในการพิมพ์หลักของคุณที่ 50 มม./วินาที
ความเร็วกำแพง ด้านบน/ ความเร็วต่ำสุด & ความเร็วของชั้นเริ่มต้นควรต่ำกว่าเนื่องจากคำนึงถึงคุณภาพพื้นผิวหลักและการยึดเกาะของแผ่นงานสร้าง โดยปกติจะถูกกำหนดให้เป็น 50% ของความเร็วในการพิมพ์ ในขณะที่ความเร็วเลเยอร์เริ่มต้นถูกกำหนดไว้ที่ 20 มม./วินาที
คุณสามารถดูคำแนะนำโดยละเอียดเพิ่มเติมของฉันเกี่ยวกับ 3D Printing ABS
อุณหภูมิการพิมพ์ที่ดีที่สุดสำหรับ ABS คือเท่าใด
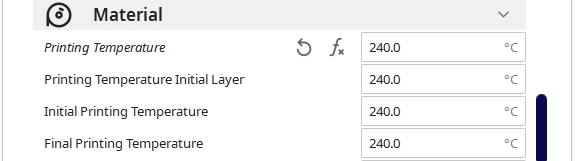
อุณหภูมิหัวฉีดที่ดีที่สุดสำหรับ ABS อยู่ระหว่าง 210-265°C ขึ้นอยู่กับยี่ห้อของเส้นใยที่คุณมี รวมถึงเครื่องพิมพ์ 3 มิติและการตั้งค่าเฉพาะของคุณ สำหรับ SUNLU ABS แนะนำให้ใช้อุณหภูมิการพิมพ์ที่ 230-240°C HATCHBOX PETG แนะนำให้ใช้อุณหภูมิการพิมพ์ที่ 210-240°C สำหรับ OVERTURE ABS, 245-265°C.
คนส่วนใหญ่มักจะได้ผลลัพธ์ที่ดีที่สุดด้วยอุณหภูมิ 240-250°C เมื่อดูการตั้งค่าของคนส่วนใหญ่ แต่จะขึ้นอยู่กับอุณหภูมิของสิ่งแวดล้อมรอบตัวคุณ ความแม่นยำของเทอร์มิสเตอร์ในการบันทึกอุณหภูมิ และปัจจัยอื่นๆ
แม้แต่เครื่องพิมพ์ 3 มิติที่คุณมีอาจเปลี่ยนแปลงอุณหภูมิการพิมพ์ที่ดีที่สุดสำหรับ ABS ได้เล็กน้อย ยี่ห้อต่างๆ ต่างกันตรงที่อุณหภูมิใดทำงานได้ดีที่สุด ดังนั้นจึงเป็นความคิดที่ดีที่จะค้นหาว่าอะไรที่เหมาะกับสถานการณ์ของคุณโดยเฉพาะ
คุณสามารถพิมพ์สิ่งที่เรียกว่า Temperature Tower นี่คือหอคอยที่จะพิมพ์หอคอยที่อุณหภูมิต่างๆ กันขณะที่มันเคลื่อนขึ้นหอคอย
ดูวิดีโอด้านล่างเกี่ยวกับวิธีที่คุณสามารถทำได้โดยตรงใน Cura
คุณยังสามารถ เลือกดาวน์โหลดโมเดลของคุณเองนอก Cura หากคุณใช้ตัวแบ่งส่วนข้อมูลอื่นโดยดาวน์โหลด Temperature Calibration Tower จาก Thingiverse
ดูสิ่งนี้ด้วย: วิธีแก้ไข/รีมิกซ์ไฟล์ STL จาก Thingiverse – Fusion 360 & มากกว่าไม่ว่าคุณจะมี Ender 3 Pro หรือ V2 ผู้ผลิตเส้นใยควรระบุอุณหภูมิการพิมพ์ของคุณบน ด้านข้างของหลอดหรือบรรจุภัณฑ์ จากนั้นคุณสามารถทดสอบอุณหภูมิที่สมบูรณ์แบบได้โดยใช้หอควบคุมอุณหภูมิ
โปรดทราบว่า หลอด PTFE ในสต็อกที่มาพร้อมกับเครื่องพิมพ์ 3 มิติมักจะมีความต้านทานความร้อนสูงสุดประมาณ 250°C ดังนั้นฉันขอแนะนำให้อัปเกรดเป็น Capricorn PTFE Tube เพื่อให้ทนความร้อนได้ดีขึ้นถึง 260°C
นอกจากนี้ยังเหมาะสำหรับการแก้ปัญหาการป้อนไส้หลอดและการดึงกลับ

อะไรคืออุณหภูมิแท่นพิมพ์ที่ดีที่สุดสำหรับ ABS?
อุณหภูมิแท่นพิมพ์ที่ดีที่สุดสำหรับ ABS อยู่ระหว่าง 70-100°C โดยอุณหภูมิแท่นพิมพ์ที่เหมาะสมที่สุดคือ 75-85°C สำหรับแบรนด์ส่วนใหญ่ PETG มีอุณหภูมิการเปลี่ยนสถานะคล้ายแก้วที่ 100°C ซึ่งเป็นอุณหภูมิที่ทำให้อ่อนลง OVERTURE ABS แนะนำให้นอนที่อุณหภูมิ 80-100°C ในขณะที่ SUNLU ABS แนะนำให้อยู่ที่ 70-85°C
คุณมักจะมีช่วงอุณหภูมิเนื่องจากเครื่องพิมพ์ 3 มิติไม่ได้สร้างเหมือนกันทั้งหมด และ สภาพแวดล้อมที่คุณกำลังพิมพ์สร้างความแตกต่าง หากคุณกำลังพิมพ์ 3 มิติในโรงรถที่ค่อนข้างเย็น คุณจะต้องใช้อุณหภูมิปลายเตียงที่สูงขึ้นในขณะที่ใช้ตู้ปิด

หากคุณกำลังพิมพ์ 3 มิติใน ออฟฟิศที่อบอุ่น คุณน่าจะโอเคกับเตียงที่มีอุณหภูมิ 70-80°C ฉันจะทำตามอุณหภูมิที่แนะนำสำหรับแบรนด์เฉพาะของคุณ และดูว่าอะไรได้ผลดีที่สุดโดยการทดลองใช้งาน 2-3 ครั้ง
ผู้ใช้บางคนบอกว่าพวกเขาได้งานพิมพ์ ABS ที่ยอดเยี่ยมที่อุณหภูมิ 100°C และบางคนก็ต่ำกว่า ดังนั้นจึงขึ้นอยู่กับคุณ การตั้งค่าเฉพาะ
อุณหภูมิแวดล้อมที่ดีที่สุดสำหรับการพิมพ์ 3 มิติ ABS คือเท่าใด
อุณหภูมิแวดล้อมที่ดีที่สุดสำหรับ ABS อยู่ระหว่าง 15-32°C (60-90°F) . สิ่งสำคัญที่ต้องจำไว้คืออย่าให้อุณหภูมิผันผวนมากเกินไปในระหว่างกระบวนการพิมพ์ 3 มิติ ในห้องที่เย็นกว่า คุณอาจต้องการเพิ่มอุณหภูมิจุดรับความร้อนเล็กน้อย จากนั้นให้ลดอุณหภูมิลงเล็กน้อยในห้องที่ร้อนกว่า
 Creality Fireproof &กล่องปิดกันฝุ่น
Creality Fireproof &กล่องปิดกันฝุ่น- การใช้กล่องปิดเป็นวิธีที่ดีในการควบคุมความผันผวนของอุณหภูมิ ฉันขอแนะนำให้ใช้ Creality Fireproof & ตู้กันฝุ่นจาก Amazon
ราคาที่ดึงมาจาก API การโฆษณาผลิตภัณฑ์ของ Amazon เมื่อ:
ราคาสินค้าและความพร้อมจำหน่ายสินค้ามีความถูกต้องตามวันที่/เวลาที่ระบุและอาจเปลี่ยนแปลงได้ ข้อมูลราคาและความพร้อมจำหน่ายสินค้าใดๆ ที่แสดงบน [ไซต์ Amazon ที่เกี่ยวข้อง ตามที่เกี่ยวข้อง] ณ เวลาที่ซื้อจะใช้กับการซื้อผลิตภัณฑ์นี้
ความเร็วพัดลมที่ดีที่สุดสำหรับ ABS คืออะไร
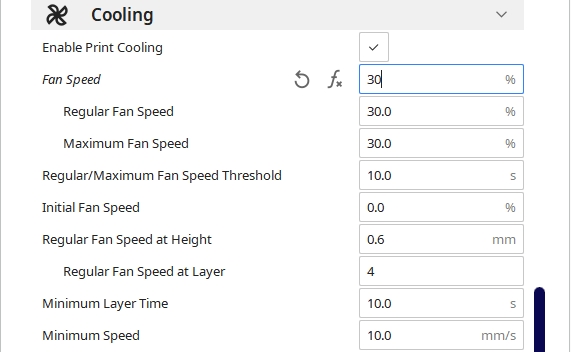
ความเร็วพัดลมที่ดีที่สุดสำหรับ ABS มักจะอยู่ที่ 0-30% แต่คุณสามารถเพิ่มความเร็วนี้สำหรับการบริดจ์ได้มากถึง 60-75% หรือมากกว่านั้น บางคนมีปัญหาเรื่องการยึดเกาะของชั้นเมื่อเปิดพัดลมระบายความร้อน ดังนั้นฉันจึงเริ่มด้วยการไม่ใช้พัดลมและอาจนำพัดลมไปใช้ในส่วนยื่นและสะพาน บางคนใช้ 25% และ 60% ด้วยผลลัพธ์ที่ดี
ABS เป็นที่ทราบกันดีว่าบิดเบี้ยวเนื่องจากการเปลี่ยนแปลงของอุณหภูมิ คุณจึงต้องระมัดระวังในการใช้พัดลม คุณต้องการปิดพัดลมในช่วง 2-3 เลเยอร์แรก โดยใช้การตั้งค่า Cura ของ “ความเร็วพัดลมปกติที่เลเยอร์” ซึ่งเป็น 4 ตามค่าเริ่มต้น
คุณสามารถสร้างโปรไฟล์เฉพาะสำหรับการพิมพ์ ABS 3D ของคุณและบันทึก ที่เป็นโปรไฟล์แบบกำหนดเอง ทุกครั้งที่คุณต้องการพิมพ์ ABS แบบ 3 มิติ
บางคนได้ผลลัพธ์ที่ดีโดยไม่มีพัดลม แต่ดูเหมือนว่าคนส่วนใหญ่จะได้ผลลัพธ์ที่ดีกว่าเมื่อมีแฟนทำงานในเปอร์เซ็นต์ที่ต่ำ คุณต้องการควบคุมระดับการหดตัวโดยการควบคุมอุณหภูมิที่เหมาะสม
คุณสามารถเลือกเพิ่มอุณหภูมิการพิมพ์ได้เล็กน้อยหากคุณมีปัญหา
หากคุณกำลังพิมพ์ 3 มิติใน สภาพแวดล้อมที่ค่อนข้างเย็น พัดลมอาจเป่าลมที่เย็นกว่าไปยังการพิมพ์ 3 มิติ ซึ่งอาจทำให้เกิดปัญหาในการพิมพ์ได้ ตราบใดที่พัดลมไม่เป่าลมที่เย็นเกินไป พัดลมระบายความร้อนที่การตั้งค่าต่ำน่าจะพิมพ์ได้ดี
อ่านบทความของฉันเกี่ยวกับว่าคุณสามารถพิมพ์ 3 มิติในห้องเย็นหรือห้องร้อนสำหรับข้อมูลเพิ่มเติม .
ความสูงของชั้นที่ดีที่สุดสำหรับ ABS คืออะไร
ความสูงของชั้นที่ดีที่สุดสำหรับ ABS ที่มีหัวฉีด 0.4 มม. คือระหว่าง 0.12-0.28 มม. ขึ้นอยู่กับประเภทของคุณภาพ คุณอยู่ข้างหลัง สำหรับโมเดลคุณภาพสูงที่มีรายละเอียดมาก ความสูงของชั้น 0.12 มม. เป็นไปได้ในขณะที่เร็วกว่า & การพิมพ์ที่หนาขึ้นสามารถทำได้ที่ 0.2-0.28 มม.

0.2 มม. เป็นความสูงของเลเยอร์มาตรฐานสำหรับการพิมพ์ 3 มิติโดยทั่วไป เนื่องจากเป็นความสมดุลระหว่างคุณภาพและการพิมพ์ ความเร็ว. ยิ่งเลเยอร์ของคุณสูงต่ำลง คุณภาพของคุณก็จะดีขึ้นเท่านั้น แต่จะเพิ่มจำนวนเลเยอร์โดยรวมซึ่งจะเพิ่มเวลาการพิมพ์โดยรวม
ขึ้นอยู่กับว่าโปรเจ็กต์ของคุณคืออะไร คุณอาจไม่สนใจคุณภาพ ดังนั้นการใช้ ความสูงของชั้นเช่น 0.28 มม. ขึ้นไปจะใช้งานได้ดี สำหรับรุ่นอื่นๆ ที่คุณสนใจเกี่ยวกับคุณภาพพื้นผิว ความสูงของชั้น0.12 มม. หรือ 0.16 มม. เหมาะอย่างยิ่ง