
Índice
O ABS costumava ser o material de impressão 3D mais popular antes do PLA, por isso perguntei-me qual seria a melhor velocidade e temperatura de impressão para o filamento ABS.
A melhor velocidade e temperatura para o ABS depende do tipo de ABS que está a utilizar e da impressora 3D que tem, mas, em geral, deve utilizar uma velocidade de 50 mm/s, uma temperatura de bico de 240°C e uma cama aquecida temperatura de 80°C. As marcas de ABS têm os seus ajustes de temperatura recomendados na bobina.
Esta é a resposta básica que o vai preparar para o sucesso, mas há mais pormenores que vai querer saber para obter a velocidade e a temperatura de impressão perfeitas para o ABS.
Qual é a melhor velocidade de impressão para ABS?
A melhor velocidade de impressão para o filamento ABS situa-se entre 30-70 mm/s para impressoras 3D normais. Com uma impressora 3D bem afinada e com boa estabilidade, poderá conseguir imprimir a uma velocidade mais rápida sem reduzir muito a qualidade. É uma boa ideia imprimir uma torre de calibração para a velocidade, para que possa ver as diferenças de qualidade.
A velocidade de impressão predefinida no Cura, o cortador mais popular, é de 50 mm/s, o que deve funcionar bastante bem para o filamento ABS. Pode ajustar a velocidade de impressão para cima ou para baixo, dependendo do tipo de qualidade que deseja.
Algumas impressoras 3D foram concebidas para imprimir a velocidades muito mais rápidas, como as impressoras Delta 3D, que podem facilmente atingir 150 mm/s, mas para a maioria das impressoras é preferível manter a velocidade entre 30 e 70 mm/s.
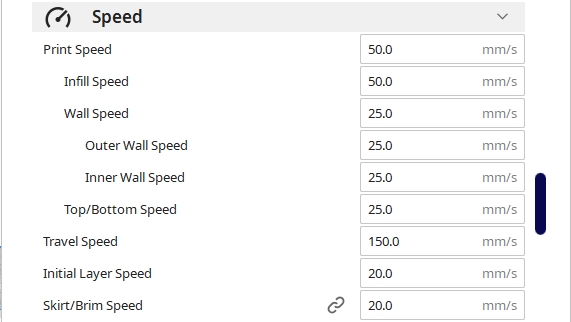
Existem diferentes velocidades dentro da velocidade geral de impressão, tais como
- Velocidade de enchimento
- Velocidade da parede (parede exterior & parede interior)
- Velocidade superior/inferior
- Velocidade da camada inicial
Os valores predefinidos no Cura devem proporcionar-lhe resultados bastante bons, mas pode ajustar estas velocidades para obter tempos de impressão mais rápidos.
Uma vez que a Velocidade de enchimento é o material interno da impressão 3D, esta é normalmente definida para ser a mesma que a Velocidade de impressão principal, a 50 mm/s.
A velocidade da parede, a velocidade superior/inferior e a velocidade inicial da camada devem ser mais baixas, uma vez que são responsáveis pela qualidade principal da superfície e pela aderência da placa de construção. Normalmente, são formuladas para corresponder a 50% da velocidade de impressão, enquanto a velocidade inicial da camada é definida para 20 mm/s.
Pode consultar o meu Guia mais detalhado sobre impressão 3D em ABS.
Qual é a melhor temperatura de impressão para ABS?
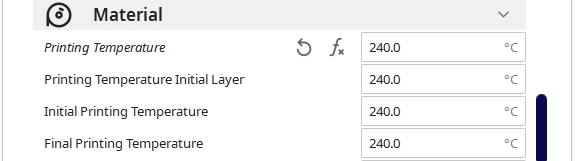
A melhor temperatura do bocal para ABS varia entre 210-265°C, dependendo da marca de filamento que tiver, além da sua impressora 3D específica e da configuração. Para o SUNLU ABS, recomendam uma temperatura de impressão de 230-240°C. O HATCHBOX PETG recomenda uma temperatura de impressão de 210-240°C. Para o OVERTURE ABS, 245-265°C.
A maioria das pessoas obtém normalmente os melhores resultados com uma temperatura de 240-250°C, mas isso depende da temperatura do ambiente à sua volta, da precisão do termistor que regista a temperatura e de outros factores.
Mesmo a impressora 3D específica que possui pode alterar ligeiramente a melhor temperatura de impressão para ABS. As marcas diferem definitivamente na temperatura que funciona melhor, por isso é uma boa ideia descobrir o que funciona pessoalmente para a sua situação.
É uma torre que imprime torres a diferentes temperaturas à medida que sobe na torre.
Veja o vídeo abaixo sobre como pode fazer isto directamente no Cura.
Também pode optar por descarregar o seu próprio modelo fora do Cura se utilizar outro slicer, descarregando esta Torre de calibração de temperatura do Thingiverse.
Quer tenha uma Ender 3 Pro ou V2, a sua temperatura de impressão deve ser mencionada pelo fabricante do filamento na parte lateral da bobina ou da embalagem, depois pode testar a temperatura perfeita utilizando uma torre de temperatura.
No entanto, tenha em mente que os tubos de PTFE que vêm com uma impressora 3D geralmente têm um pico de resistência ao calor de cerca de 250 ° C, então eu recomendo atualizar para um tubo de PTFE Capricorn para melhor resistência ao calor de até 260 ° C.
Também é excelente para resolver problemas de alimentação e retracção do filamento.
Veja também: Revisão do Simple Creality Ender 6 - Vale a pena comprar ou não?
Qual é a melhor temperatura da cama de impressão para ABS?
A melhor temperatura da base de impressão para o ABS situa-se entre 70-100°C, sendo a temperatura ideal da placa de construção 75-85°C para a maioria das marcas. O PETG tem uma temperatura de transição vítrea de 100°C, que é a temperatura a que amolece. O OVERTURE ABS recomenda uma temperatura de base de 80-100°C, enquanto o SUNLU ABS recomenda 70-85°C.
Se estiver a imprimir em 3D numa garagem bastante fria, vai querer utilizar o limite superior da temperatura da cama enquanto utiliza um invólucro.

Se estiver a imprimir em 3D num escritório quente, provavelmente não terá problemas com uma temperatura de cama de 70-80°C. Eu seguiria a temperatura recomendada para a sua marca específica e veria o que funciona melhor com alguns ensaios.
Alguns utilizadores afirmam que conseguem impressões fantásticas em ABS a 100°C e outros a menos, pelo que depende realmente da sua configuração específica.
Qual é a melhor temperatura ambiente para a impressão 3D em ABS?
A melhor temperatura ambiente para o ABS situa-se algures entre 15-32°C (60-90°F). O principal aspecto a ter em conta é não ter demasiadas flutuações de temperatura durante o processo de impressão 3D. Em salas mais frias, poderá querer aumentar ligeiramente a temperatura do seu hotend, e em salas mais quentes diminuí-la ligeiramente.
Veja também: Como corrigir a falha de localização do CR Touch & BLTouch Creality à prova de fogo & Caixa à prova de pó
Creality à prova de fogo & Caixa à prova de pó - A utilização de um invólucro é uma boa forma de controlar as flutuações de temperatura. Recomendo a aquisição de algo como o Creality Fireproof & Dustproof Enclosure da Amazon.
Preços extraídos da API de publicidade de produtos da Amazon em:
Os preços e a disponibilidade dos produtos são exactos a partir da data/hora indicada e estão sujeitos a alterações. Qualquer informação de preço e disponibilidade apresentada no [site(s) relevante(s) da Amazon, conforme aplicável] no momento da compra aplicar-se-á à compra deste produto.
Qual é a melhor velocidade da ventoinha para ABS?
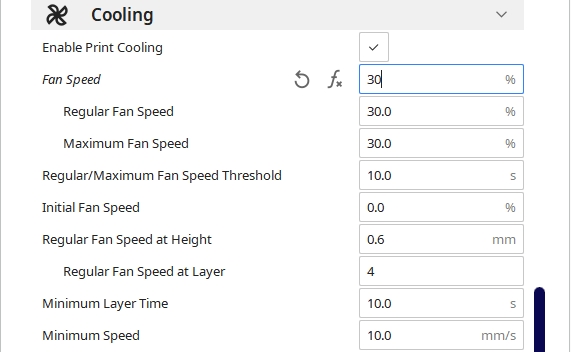
A melhor velocidade da ventoinha para o ABS é normalmente 0-30%, mas pode aumentá-la para as pontes, até 60-75% ou mais. Algumas pessoas têm problemas com a aderência das camadas quando ligam as ventoinhas de arrefecimento, por isso eu começaria por não utilizar ventoinhas e possivelmente aumentá-las para as saliências e pontes. Algumas pessoas utilizam 25% e 60% com bons resultados.
O ABS é conhecido por se deformar devido a alterações de temperatura, pelo que é necessário ter cuidado com a utilização de uma ventoinha. A ventoinha deve estar desligada durante as primeiras camadas, utilizando a definição do Cura de "Regular Fan Speed at Layer" (Velocidade regular da ventoinha na camada), que é 4 por defeito.
Pode criar um perfil específico para as suas impressões 3D em ABS e guardá-lo como um perfil personalizado, sempre que quiser imprimir ABS em 3D.
Algumas pessoas obtêm bons resultados sem ventoinha, mas parece que a maioria obtém melhores resultados com as ventoinhas a funcionar a uma percentagem baixa. Pretende-se controlar o nível de encolhimento através de um controlo decente da temperatura.
Se tiver problemas, pode optar por aumentar ligeiramente a temperatura de impressão.
Se estiver a imprimir em 3D num ambiente bastante frio, as ventoinhas podem soprar ar mais frio para a impressão 3D, o que pode criar problemas de impressão. Desde que a ventoinha não esteja a soprar ar demasiado frio, as ventoinhas de arrefecimento numa definição baixa devem imprimir sem problemas.
Para mais informações, consulte o meu artigo sobre se pode imprimir em 3D numa câmara fria ou quente.
Qual é a melhor altura de camada para ABS?
A melhor altura de camada para o ABS com um bocal de 0,4 mm situa-se entre 0,12 e 0,28 mm, dependendo do tipo de qualidade que pretende. Para modelos de alta qualidade com muitos detalhes, é possível uma altura de camada de 0,12 mm, enquanto que impressões mais rápidas e mais fortes podem ser feitas com 0,2-0,28 mm.

0,2 mm é a altura de camada padrão para a impressão 3D em geral, porque é um óptimo equilíbrio entre qualidade e velocidade de impressão. Quanto mais baixa for a altura da camada, melhor será a qualidade, mas aumenta o número total de camadas, o que aumenta o tempo total de impressão.
Dependendo do seu projecto, pode não se preocupar com a qualidade, pelo que a utilização de uma altura de camada de 0,28 mm ou superior funcionaria muito bem. Para outros modelos em que se preocupa com a qualidade da superfície, uma altura de camada de 0,12 mm ou 0,16 mm é ideal.