
Mục lục
ABS từng là vật liệu in 3D phổ biến nhất trước PLA, vì vậy tôi tự hỏi tốc độ và nhiệt độ in tốt nhất cho dây tóc ABS là bao nhiêu.
Tốc độ & nhiệt độ cho ABS tùy thuộc vào loại ABS bạn đang sử dụng và loại máy in 3D của bạn, nhưng nhìn chung, bạn muốn sử dụng tốc độ 50 mm/giây, nhiệt độ đầu phun 240°C và bàn gia nhiệt nhiệt độ 80°C. Các nhãn hiệu ABS có cài đặt nhiệt độ được đề xuất trên ống chỉ.
Đó là câu trả lời cơ bản sẽ giúp bạn thành công, nhưng có nhiều chi tiết khác mà bạn sẽ muốn biết để có được bản in hoàn hảo tốc độ và nhiệt độ cho ABS.
Tốc độ in tốt nhất cho ABS là bao nhiêu?
Tốc độ in tốt nhất cho dây nhựa ABS rơi vào khoảng 30-70 mm/giây đối với máy in 3D tiêu chuẩn. Với một máy in 3D được điều chỉnh tốt có độ ổn định tốt, bạn có thể in 3D với tốc độ nhanh hơn mà không làm giảm chất lượng quá nhiều. Bạn nên in tháp hiệu chuẩn về tốc độ để có thể thấy sự khác biệt về chất lượng.
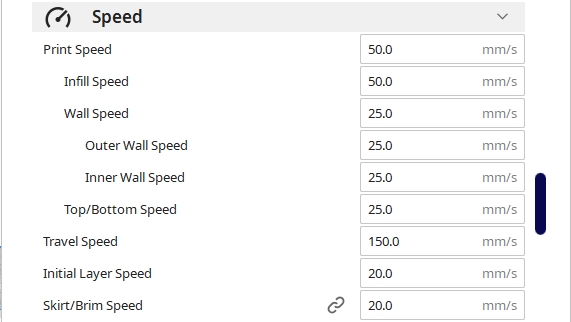
Tốc độ in mặc định trong Cura, máy cắt lát phổ biến nhất là 50 mm/giây, tốc độ này sẽ hoạt động khá tốt đối với Dây tóc ABS. Bạn có thể điều chỉnh tăng hoặc giảm tốc độ in tùy thuộc vào loại chất lượng mà bạn mong muốn.
Nói chung, bạn in càng chậm thì chất lượng càng tốt, trong khi bạn in càng nhanh , chất lượng sẽ càng thấp. Một số 3Dmáy in được thiết kế để in 3D với tốc độ nhanh hơn nhiều như máy in 3D Delta, có thể dễ dàng đạt tốc độ 150 mm/giây, nhưng đối với hầu hết bạn sẽ muốn giữ tốc độ này trong khoảng 30-70 mm/giây.
Có những các tốc độ khác nhau trong phạm vi tốc độ in chung, chẳng hạn như:
- Tốc độ nạp
- Tốc độ tường (Vách ngoài & Tường trong)
- Tốc độ trên/dưới
- Tốc độ lớp ban đầu
Các giá trị mặc định trong Cura sẽ cho bạn kết quả khá tốt nhưng bạn có thể điều chỉnh các tốc độ này để có thời gian in nhanh hơn.
Vì Tốc độ nạp là vật liệu bên trong của bản in 3D nên tốc độ này thường được đặt bằng với Tốc độ in chính của bạn, ở mức 50 mm/giây.
Tốc độ tường, Trên cùng/ Tốc độ dưới cùng & Tốc độ lớp ban đầu phải thấp hơn vì chúng chiếm chất lượng bề mặt chính và tạo độ bám dính cho tấm. Chúng thường được lập công thức bằng 50% Tốc độ in, trong khi Tốc độ lớp ban đầu được đặt là 20 mm/giây.
Bạn có thể xem Hướng dẫn chi tiết hơn của tôi về in 3D ABS.
Nhiệt độ in tốt nhất cho ABS là bao nhiêu?
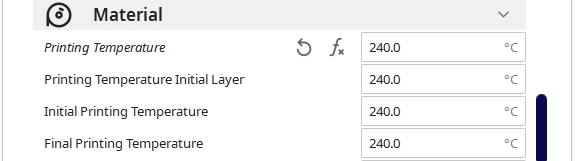
Nhiệt độ vòi phun tốt nhất cho ABS nằm trong khoảng 210-265°C tùy thuộc vào nhãn hiệu dây tóc bạn có, cộng với máy in 3D cụ thể và thiết lập của bạn. Đối với SUNLU ABS, họ khuyến nghị nhiệt độ in là 230-240°C. HATCHBOX PETG khuyến nghị nhiệt độ in là 210-240°C. Đối với OVERTURE ABS, 245-265°C.
Hầu hết mọi người thường có kết quả tốt nhất vớinhiệt độ là 240-250°C khi xem xét cài đặt của hầu hết mọi người, nhưng nó phụ thuộc vào nhiệt độ của môi trường xung quanh bạn, độ chính xác của nhiệt điện trở ghi lại nhiệt độ và các yếu tố khác.
Ngay cả máy in 3D cụ thể của bạn cũng có thể thay đổi một chút nhiệt độ in tốt nhất cho ABS. Các thương hiệu chắc chắn khác nhau về nhiệt độ hoạt động tốt nhất, vì vậy, bạn nên tìm hiểu xem nhiệt độ nào phù hợp với trường hợp của mình.
Bạn có thể in một thứ gọi là Tháp nhiệt độ. Về cơ bản, đây là một tòa tháp in các tòa tháp ở các nhiệt độ khác nhau khi di chuyển lên tòa tháp.
Hãy xem video bên dưới để biết cách bạn có thể tự làm việc này trực tiếp trong Cura.
Bạn cũng có thể chọn tải xuống mô hình của riêng bạn bên ngoài Cura nếu bạn sử dụng máy cắt lát khác bằng cách tải xuống Tháp hiệu chỉnh nhiệt độ này từ Thingiverse.
Cho dù bạn có Ender 3 Pro hay V2, nhiệt độ in của bạn phải được nhà sản xuất dây tóc đề cập trên mặt bên của ống chỉ hoặc bao bì, sau đó bạn có thể kiểm tra nhiệt độ hoàn hảo bằng cách sử dụng tháp đo nhiệt độ.
Tuy nhiên, xin lưu ý rằng các ống PTFE dự trữ đi kèm với máy in 3D thường có khả năng chịu nhiệt tối đa khoảng 250°C, vì vậy tôi khuyên bạn nên nâng cấp lên Ống PTFE Ma Kết để có khả năng chịu nhiệt tốt hơn lên đến 260°C.
Đó cũng là giải pháp tuyệt vời để giải quyết các vấn đề về nạp và rút dây tóc.

là gìNhiệt độ giường in tốt nhất cho ABS?
Nhiệt độ giường in tốt nhất cho ABS là từ 70-100°C, với nhiệt độ bản dựng tối ưu là 75-85°C đối với hầu hết các thương hiệu. PETG có nhiệt độ chuyển tiếp thủy tinh là 100°C, đây là nhiệt độ mà nó mềm ra. OVERTURE ABS khuyến nghị nhiệt độ giường là 80-100°C, trong khi SUNLU ABS khuyến nghị 70-85°C.
Bạn thường sẽ có một phạm vi vì không phải máy in 3D nào cũng được chế tạo giống nhau và môi trường bạn đang in tạo nên sự khác biệt. Nếu bạn đang in 3D trong nhà để xe khá lạnh, bạn sẽ muốn sử dụng nhiệt độ cuối giường cao hơn trong khi sử dụng tủ kín.

Nếu bạn đang in 3D trong một văn phòng ấm áp, có lẽ bạn sẽ ổn với nhiệt độ giường ngủ là 70-80°C. Tôi sẽ làm theo nhiệt độ đề xuất cho thương hiệu cụ thể của bạn và xem nhiệt độ nào hoạt động tốt nhất sau một vài thử nghiệm.
Một số người dùng cho biết họ nhận được các bản in ABS tuyệt vời ở 100°C và một số thấp hơn, vì vậy điều này thực sự phụ thuộc vào quyết định của bạn. thiết lập cụ thể.
Nhiệt độ môi trường tốt nhất cho ABS in 3D là bao nhiêu?
Nhiệt độ môi trường tốt nhất cho ABS là khoảng 15-32°C (60-90°F) . Điều chính cần ghi nhớ là không có quá nhiều biến động nhiệt độ trong quá trình in 3D. Trong các phòng mát hơn, bạn có thể muốn tăng nhẹ nhiệt độ đầu cấp, sau đó giảm nhẹ nhiệt độ trong các phòng nóng hơn.
 Creality Fireproof &Vỏ bọc chống bụi
Creality Fireproof &Vỏ bọc chống bụi- Sử dụng vỏ bọc là một cách tốt để kiểm soát sự dao động nhiệt độ. Tôi khuyên bạn nên lấy thứ gì đó như Creality Fireproof & Vỏ chống bụi từ Amazon.
Giá được lấy từ API quảng cáo sản phẩm của Amazon trên:
Giá và tình trạng còn hàng của sản phẩm là chính xác kể từ ngày/giờ đã chỉ định và có thể thay đổi. Mọi thông tin về giá và tình trạng còn hàng được hiển thị trên [(các) Trang web Amazon có liên quan, nếu có] tại thời điểm mua sẽ áp dụng cho việc mua sản phẩm này.
Tốc độ quạt tốt nhất cho ABS là bao nhiêu?
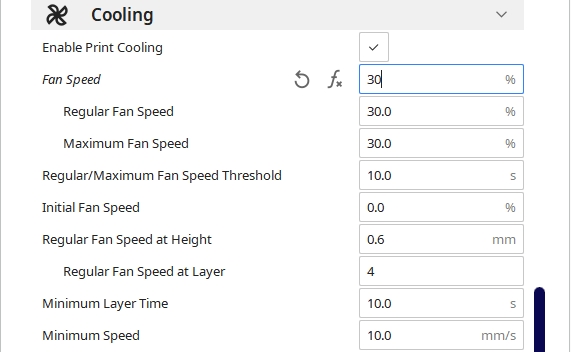
Tốc độ quạt tốt nhất cho ABS thường là 0-30% nhưng bạn có thể tăng tốc độ này để bắc cầu, lên tới 60-75% hoặc hơn. Một số người gặp vấn đề với độ bám dính của lớp khi bật quạt làm mát, vì vậy tôi sẽ bắt đầu với việc không sử dụng quạt và có thể mang chúng vào phần nhô ra và cầu nối. Một số người sử dụng 25% và 60% cho kết quả tốt.
ABS được biết là có thể bị cong vênh do thay đổi nhiệt độ nên bạn phải cẩn thận khi sử dụng quạt. Bạn muốn tắt quạt cho một vài lớp đầu tiên, bằng cách sử dụng cài đặt Cura của “Tốc độ quạt thông thường ở lớp”, mặc định là 4.
Bạn có thể tạo một cấu hình cụ thể cho các bản in 3D ABS của mình và lưu lại đó là một cấu hình tùy chỉnh, mỗi khi bạn muốn in 3D ABS.
Một số người đạt được kết quả tốt khi không có người hâm mộ, nhưng có vẻ như hầu hết mọi người đều đạt được kết quả tốt hơn khi có người hâm mộchạy với tỷ lệ phần trăm thấp. Bạn muốn kiểm soát mức độ co ngót bằng cách kiểm soát tốt nhiệt độ.
Bạn có thể chọn tăng nhẹ nhiệt độ in nếu gặp sự cố.
Nếu bạn đang in 3D trong môi trường khá lạnh, quạt có thể thổi không khí mát hơn vào bản in 3D, điều này có thể gây ra sự cố in. Miễn là quạt không thổi luồng không khí quá mát, quạt làm mát ở cài đặt thấp sẽ in tốt.
Xem thêm: 8 cách khắc phục máy đùn nhấp/trượt trên máy in 3DHãy xem bài viết của tôi về việc bạn có thể in 3D trong phòng lạnh hay phòng nóng để biết thêm thông tin .
Chiều cao lớp tốt nhất cho ABS là gì?
Chiều cao lớp tốt nhất cho ABS với vòi phun 0,4mm, nằm trong khoảng 0,12-0,28mm tùy thuộc vào loại chất lượng bạn đang theo đuổi. Đối với các mô hình chất lượng cao có nhiều chi tiết, chiều cao lớp 0,12mm là có thể, trong khi nhanh hơn & bản in mạnh hơn có thể được thực hiện ở 0,2-0,28mm.

0,2mm là chiều cao lớp tiêu chuẩn để in 3D nói chung vì đó là sự cân bằng tuyệt vời giữa chất lượng và bản in tốc độ. Chiều cao lớp của bạn càng thấp, chất lượng của bạn sẽ càng tốt, nhưng nó làm tăng tổng số lớp, làm tăng thời gian in tổng thể.
Tùy thuộc vào dự án của bạn là gì, bạn có thể không quan tâm đến chất lượng nên việc sử dụng chiều cao lớp như 0,28mm trở lên sẽ hoạt động tốt. Đối với các mô hình khác mà bạn quan tâm đến chất lượng bề mặt, chiều cao lớp là0,12mm hoặc 0,16mm là lý tưởng.