
INHOUDSOPGAWE
ABS was vroeër die gewildste 3D-drukmateriaal voor PLA, so ek het gewonder wat die beste drukspoed en temperatuur vir ABS-filament sou wees.
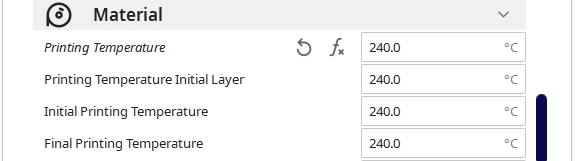
Die beste spoed & temperatuur vir ABS hang af van watter tipe ABS jy gebruik en watter 3D-drukker jy het, maar oor die algemeen wil jy 'n spoed van 50mm/s, 'n spuitpunttemperatuur van 240°C en 'n verhitte bed gebruik temperatuur van 80°C. Handelsmerke van ABS het hul aanbevole temperatuurinstellings op die spoel.
Sien ook: 7 beste hout PLA filamente om te gebruik vir 3D-drukwerkDit is die basiese antwoord wat jou sal voorberei vir sukses, maar daar is meer besonderhede wat jy sal wil weet om die perfekte drukwerk te kry spoed en temperatuur vir ABS.
Wat is die beste drukspoed vir ABS?
Die beste drukspoed vir ABS-filament val tussen 30-70 mm/s vir standaard 3D-drukkers. Met 'n goed ingestelde 3D-drukker wat goeie stabiliteit het, kan jy dalk teen 'n vinniger tempo 3D-druk sonder om kwaliteit soveel te verminder. Dit is 'n goeie idee om 'n kalibrasietoring vir spoed te druk sodat jy verskille in kwaliteit kan sien.
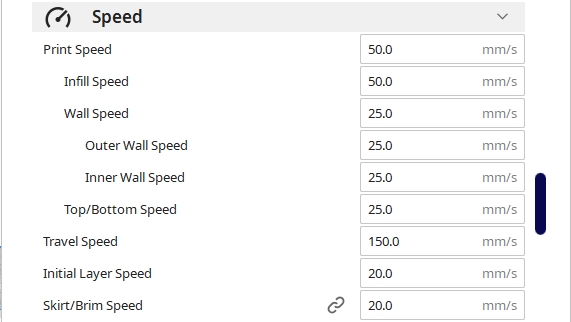
Die verstekdrukspoed in Cura, die gewildste snyer is 50 mm/s, wat redelik goed behoort te werk vir ABS filament. Jy kan die drukspoed op of af aanpas, afhangende van watter soort kwaliteit jy verlang.
Oor die algemeen, hoe stadiger jy druk, hoe beter is die kwaliteit, terwyl hoe vinniger jy druk , hoe minder sal die kwaliteit wees. Sommige 3Ddrukkers is ontwerp om 3D-druk teen baie vinniger tempo's soos Delta 3D-drukkers, wat maklik 150 mm/s kan bereik, maar vir die meeste sal jy dit in die 30-70 mm/s-reeks wil hou.
Daar is verskillende snelhede binne die algemene drukspoed soos:
- Invulspoed
- Muurspoed (buitemuur & binnemuur)
- Bo-/onderspoed
- Aanvanklike laagspoed
Die verstekwaardes in Cura behoort jou redelik goeie resultate te gee, maar jy kan hierdie snelhede aanpas om vinniger druktye te gee.
Aangesien jou invulspoed die binneste materiaal van jou 3D-druk is, is dit gewoonlik gestel om dieselfde te wees as jou hoofdrukspoed, teen 50 mm/s.
Die muurspoed, bo/ Onderste spoed & amp; Aanvanklike laagspoed moet laer wees aangesien dit verantwoordelik is vir die hoof oppervlak kwaliteit en bou plaat adhesie. Hulle word gewoonlik geformuleer om 50% van die drukspoed te wees, terwyl die aanvanklike laagspoed gestel is op 20mm/s.
Jy kan my meer gedetailleerde gids oor 3D-druk-ABS nagaan.
Wat is die beste druktemperatuur vir ABS?
Die beste spuitpunttemperatuur vir ABS wissel oral tussen 210-265°C, afhangend van die handelsmerk filament wat jy het, plus jou spesifieke 3D-drukker en opstelling. Vir SUNLU ABS beveel hulle 'n druktemperatuur van 230-240°C aan. HATCHBOX PETG beveel 'n druktemperatuur van 210-240°C aan. Vir OVERTURE ABS, 245-265°C.
Die meeste mense het gewoonlik die beste resultate met 'ntemperatuur van 240-250°C as jy na die meeste mense se instellings kyk, maar dit hang af van die temperatuur van die omgewing rondom jou, die akkuraatheid van jou termistor wat die temperatuur aanteken en ander faktore.
Selfs die spesifieke 3D-drukker wat jy het, kan die beste druktemperatuur vir ABS effens verander. Handelsmerke verskil beslis in watter temperatuur die beste werk, so dit is 'n goeie idee om uit te vind wat persoonlik vir jou situasie werk.
Jy kan iets wat 'n temperatuurtoring genoem word, druk. Hierdie is basies 'n toring wat torings by verskillende temperature druk soos dit in die toring opbeweeg.
Kyk na die video hieronder oor hoe jy dit vir jouself direk in Cura kan doen.
Jy kan ook kies om jou eie model buite Cura af te laai as jy 'n ander snyer gebruik deur hierdie Temperatuurkalibrasietoring van Thingiverse af te laai.
Of jy nou 'n Ender 3 Pro of V2 het, jou druktemperatuur moet deur die filamentvervaardiger genoem word op die kant van die spoel of verpakking, dan kan jy die perfekte temperatuur toets deur 'n temperatuurtoring te gebruik.
Hou egter in gedagte, voorraad PTFE-buise wat saam met 'n 3D-drukker kom, het gewoonlik 'n maksimum hitteweerstand van ongeveer 250 °C, so ek sal aanbeveel dat u na 'n Capricorn PTFE-buis opgradeer vir beter hittebestandheid van tot 260 °C.
Dit is ook wonderlik om probleme met filamentvoeding en terugtrekking op te los.

Wat is dieBeste drukbedtemperatuur vir ABS?
Die beste drukbedtemperatuur vir ABS is tussen 70-100°C, met die optimale bouplaattemperatuur 75-85°C vir die meeste handelsmerke. PETG het 'n glasoorgangstemperatuur van 100°C wat die temperatuur is waarby dit sag word. OVERTURE ABS beveel 'n bedtemperatuur van 80-100°C aan, terwyl SUNLU ABS 70-85°C aanbeveel.
Jy sal gewoonlik 'n reeks hê omdat 3D-drukkers nie almal dieselfde gebou is nie en die omgewing waarin jy druk maak 'n verskil. As jy 3D-druk in 'n redelik koue motorhuis, sal jy die hoër punt van die bedtemperatuur wil gebruik terwyl jy 'n omhulsel gebruik.

As jy 3D-druk in 'n warm kantoor, sal jy waarskynlik oukei wees met 'n bedtemperatuur van 70-80°C. Ek sal die aanbevole temperatuur vir jou spesifieke handelsmerk volg en met 'n paar proewe kyk wat die beste werk.
Sommige gebruikers sê hulle kry fantastiese ABS-afdrukke by 100°C, en sommige laer, so dit hang regtig af van jou spesifieke opstelling.
Wat is die beste omgewingstemperatuur vir 3D-druk ABS?
Die beste omgewingstemperatuur vir ABS is iewers tussen 15-32°C (60-90°F) . Die belangrikste ding om in gedagte te hou is om nie te veel van 'n temperatuurskommeling tydens die 3D-drukproses te hê nie. In koeler kamers wil jy dalk jou warm-end-temperatuur effens verhoog, en dan in warmer kamers effens verlaag.
 Creality Fireproof &Stofdigte omhulsel
Creality Fireproof &Stofdigte omhulsel- Die gebruik van 'n omhulsel is 'n goeie manier om temperatuurskommelings te beheer. Ek sal aanbeveel om iets soos die Creality Fireproof & Stofdigte omhulsel van Amazon.
Pryse getrek vanaf die Amazon Product Advertising API op:
Produkpryse en beskikbaarheid is akkuraat vanaf die aangeduide datum/tyd en is onderhewig aan verandering. Enige prys- en beskikbaarheidinligting wat op [relevante Amazon-webwerwe, soos van toepassing] vertoon word ten tyde van aankoop, sal van toepassing wees op die aankoop van hierdie produk.
Wat is die beste waaierspoed vir ABS?
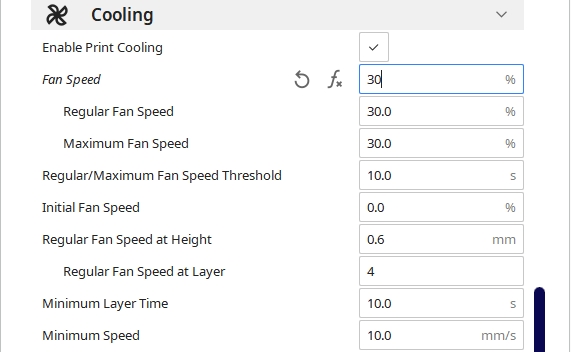
Die beste waaierspoed vir ABS is gewoonlik 0-30%, maar jy kan dit verhoog vir oorbrugging, tot 60-75% of so. Sommige mense het probleme met lae adhesie wanneer hulle die koelwaaiers aanskakel, so ek sal begin om geen waaiers te gebruik nie en moontlik inbring vir oorhange en brûe. Sommige mense gebruik 25% en 60% met goeie resultate.
Dit is bekend dat ABS vervorm as gevolg van temperatuurveranderinge, so jy moet versigtig wees met die gebruik van 'n waaier. Jy wil die waaier vir die eerste paar lae af hê, deur die Cura-instelling van "Gereelde waaierspoed by laag" te gebruik, synde 4 by verstek.
Jy kan 'n spesifieke profiel vir jou ABS 3D-afdrukke skep en stoor dit as 'n pasgemaakte profiel, elke keer as jy ABS wil 3D-druk.
Sommige mense kry goeie resultate sonder 'n aanhanger, maar dit blyk dat die meeste mense beter resultate met die aanhangers kryloop teen 'n lae persentasie. Jy wil die vlak van krimping beheer deur 'n ordentlike beheer oor die temperatuur te hê.
Jy kan kies om die druktemperatuur effens te verhoog as jy probleme ondervind.
As jy 3D-druk in 'n omgewing wat redelik koud is, kan die waaiers koeler lug op die 3D-druk blaas wat drukprobleme kan veroorsaak. Solank as wat die waaier nie lug blaas wat te koel is nie, behoort koelwaaiers op 'n lae verstelling goed te druk.
Kyk na my artikel oor of jy in 'n koue of warm kamer kan 3D-druk vir meer inligting .
Sien ook: Ruik 3D-drukwerk? PLA, ABS, PETG & amp; MeerWat is die beste laaghoogte vir ABS?
Die beste laaghoogte vir ABS met 'n 0.4mm spuitstuk, is enige plek tussen 0.12-0.28mm, afhangende van watter soort kwaliteit jy soek. Vir hoë kwaliteit modelle met baie detail, 'n 0,12 mm laag hoogte is moontlik, terwyl vinniger & amp; sterker afdrukke kan by 0.2-0.28 mm gedoen word.

0.2mm is die standaard laaghoogte vir 3D-drukwerk in die algemeen, want dit is 'n goeie balans tussen kwaliteit en druk spoed. Hoe laer jou laaghoogte, hoe beter sal jou kwaliteit wees, maar dit verhoog die aantal algehele lae wat die algehele druktyd verhoog.
Afhangende van wat jou projek is, gee jy dalk nie om oor die kwaliteit nie, dus gebruik 'n laaghoogte soos 0,28 mm en hoër sal uitstekend werk. Vir ander modelle waar jy omgee vir die oppervlak kwaliteit, 'n laag hoogte van0.12mm of 0.16mm is ideaal.